Спосіб багатоперехідного листового штампування метастабільних аустенітних сталевих заготовок
Номер патенту: 91306
Опубліковано: 12.07.2010
Автори: Краєв Максим Валерійович, Грінкевич Володимир Олександрович, Саськова Маргарита Анатолієвна, Краєва Віолета Святославівна
Формула / Реферат
Спосіб багатоперехідного листового штампування метастабільних аустенітних сталевих заготовок, що здійснюють в штампах, який відрізняється тим, що вибір кількості переходів та розподіл степеня деформації по переходах в штампах здійснюють з урахуванням відношення відносної зміни кількості мартенситу до відносного зміцнення сталі ΔfM/ΔσS, причому ΔfM = fM/fM0, де максимальну кількість мартенситу fM розраховують згідно формули:
![]() ,
,
де fM – максимальна кількість мартенситу, %,
fM0 – вихідна кількість мартенситу до деформації, %,
εӨ - істинна деформація,
mf, zf - коефіцієнти, які враховують вплив напруженого стану заготовки в осередку деформації,
а ΔσS = σS/σS0, де зміцнення сталі розраховують згідно формули:
 ,
,
де σS – напруження плинності сталевої заготовки, МПа,
σ0,2 – вихідна величина межі плинності, прийнято σ0,2 = σS0, МПа,
r0 та ρ – початковий радіус заготовки відповідно, мм,
В – характеризує середнє зміцнення, МПа,
m – показник деформаційного зміцнення,
при цьому степінь деформації визначається з умови наближення до одиниці співвідношення ΔfM/ΔσS.
Текст
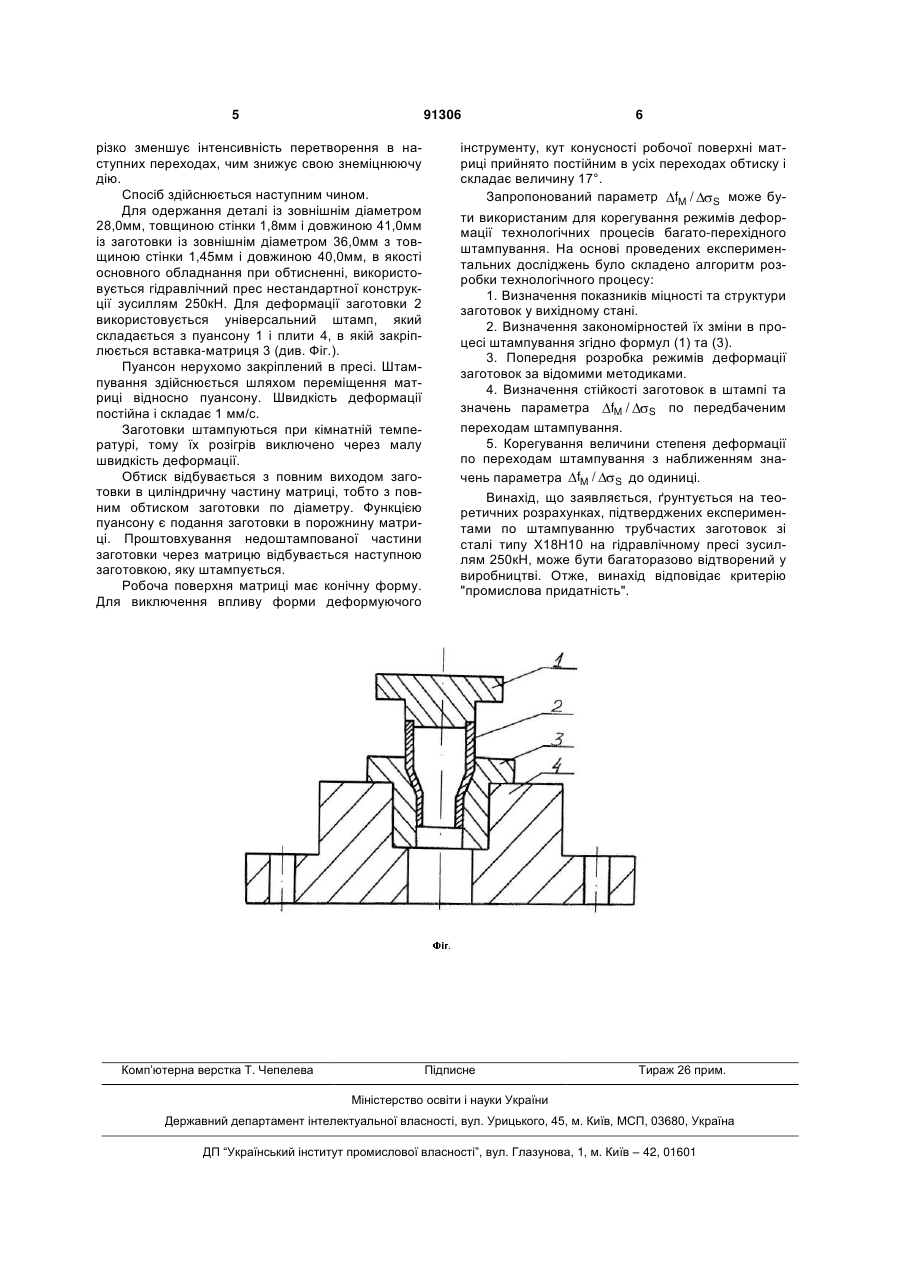
Спосіб багатоперехідного листового штампування метастабільних аустенітних сталевих заготовок, що здійснюють в штампах, який відрізняється тим, що вибір кількості переходів та розподіл степеня деформації по переходах в шта мпах здійснюють з урахуванням відношення відносної зміни кількості мартенситу до відносного зміцнення сталі ΔfM/ΔσS, причому ΔfM=fM/fM0, де максимальну кількість мартенситу fM розраховують згідно формули: Винахід належить до обробки металів тиском, зокрема, до листового штампування порожнистих тонкостінних виробів з нержавіючих аустенітних сталей, в яких відбувається деформаційне мартенситне перетворення, і може бути застосований в машинобудівній галузі промисловості. Відомий спосіб листового штампування порожнистих циліндричних виробів відбувається за рахунок деформації заготовки в штампі. Операції листового штампування здійснюються дією на заготовку зовнішніх сил з боку пуансона й матриці. Формозміна заготовки в штампі обмежується її пластичними властивостями та умовами деформації [Попов Е.А. Основы теории листовой штамповки. - М., «Машиностроение», 1977. - С.4-5]. Розробка технологій штампування аустенітних нержавіючих сталей часто проводиться за рекомендаціями, розробленими для рядових марок сталей. При цьому передбачається деформування заготовок за мінімальну кількість переходів (тобто з високою стелінню деформації за перехід) з використанням проміжної знеміцнюючої термообробки. fM fM0 mf zf , де fM – максимальна кількість мартенситу, %, fM0 – вихідна кількість мартенситу до деформації, %, εӨ - істинна деформація, mf, zf - коефіцієнти, які враховують вплив напруженого стану заготовки в осередку деформації, а ΔσS = σS/σS0, де зміцнення сталі розраховують згідно формули: де σS – напруження плинності сталевої заготовки, МПа, σ0,2 – вихідна величина межі плинності, прийнято σ0,2=σS0, МПа, r0 та ρ – початковий радіус заготовки відповідно, мм, В – характеризує середнє зміцнення, МПа, m – показник деформаційного зміцнення, при цьому степінь деформації визначається з умови наближення до одиниці співвідношення ΔfM/ΔσS. (13) , C2 m 91306 r0 (11) B ln UA 0,2 (19) S 3 Такий підхід являється оптимальним, якщо сумарна степінь деформації в рази перевищує допустиме формозмінення металу за перехід штамповки. В інших випадках необхідно шукати шляхи підвищення деформуємості заготовок при штампуванні. Запропоновано використання багатоперехідного штампування, при якому значення коефіцієнта обтиску за перехід вибираються нижче за критичні. Дроблення деформації дає можливість підвищити міцність матеріалу при достатній його пластичності з виключенням ймовірності складкоутворення заготовки в штампі і не використовувати проміжну знеміцнюючу термообробку. Під час деформування аустенітних сталей відбувається інтенсивне нагартування аустеніту, що обмежує можливості формозміни заготовки. Одночасно зі зміцненням аустеніту в сталі відбувається деформаційне мартенситне перетворення, що, в свою чергу, впливає як на показники міцності, так і на показники пластичності сталі. Виходячи з великої кількості мартенситу, який утворився під час деформації, очевидно, що перетворення позитивно впливає на деформуємість заготовок. Це доводять експериментальні дані, які підтвердили підвищення, а не зниження їх деформуємості. Очевидним є присутність ефекту пластичності наведеної перетворенням (ПНП). З літературних даних відомо, що ефект ПНП досягається при інтенсивному протіканні мартенситного перетворення в процесі деформації. Проте, які-небудь кількісні дані в літературі відсутні. Найбільш близьким аналогом способу, що заявляється, обраним як найближчий аналог, є штампування хромонікелевих сталей з їхнім підігрівом до 80-120°С [Давыдов Ю.П., Покровский Г.В. Листовая штамповка легированных сталей и сплавов. - М., «Оборонгиз», 1962. - С.60-63]. При нагріванні сталей до зазначених температур відбувається стабілізація аустеніту, тобто запобігання утворення мартенситу деформації в сталі. Як наслідок зменшується зміцнення сталі й підвищуються можливості її формозміни. Однак підігрів заготовок при штампуванні аустенітних сталей не завжди є ефективним. При штампуванні високоміцних деталей бажана інтенсифікація аустенито-мартенситного перетворення для забезпечення необхідного рівня властивостей виробів. В основу винаходу поставлена задача підвищеного зміцнення зі збереженням достатньої пластичності тонкостінних порожнистих деталей з метастабільних аустенітних сталей. Технічний результат полягає в інтенсифікації деформаційного мартенситного перетворення, яке відбувається під час листового штампування заготовок. Вирішення поставленої задачі полягає у тому, що деформація заготовок здійснюється багатоперехідним штампуванням. Загальною ознакою для заявленого способу і прототипу є те, що обробка металів здійснюється в штампах між пуансоном та матрицею. Ознакою, яка відрізняє заявлений спосіб, є те, що здійснюється дроблення деформації заготовок з врахуванням інтенсивності протікання деформаційного мартенситного перетворення. 91306 4 У випадку багато-перехідної деформації необхідно враховувати зміну фазового складу сталі в попередніх операціях штампування, тобто необхідний розрахунок кількості мартенситу з врахуванням вихідної кількості мартенситу, який знаходився в структурі сталі до деформації. Для цього запропоновано формулу кількісної оцінки зміни фазового складу сталі при холодному штампуванні: fM fM0 mf zf (1) де fM - максимальна кількість мартенситу, %; fM0 - вихідна кількість мартенситу до деформації, %; - істинна деформація; m f , z f , - параметри, які враховують вплив напруженого стану заготовки в осередку деформації. Забезпечення стійкого деформування заготовок передбачає збільшення міцності матеріалу при достатній його пластичності. Міцність забезпечується нагартуванням сталі, пластичність - релаксацією напружень при мартенситному перетворенні. При постійній температурі та швидкості деформації зміцнення матеріалу заготовки описується залежністю: S s0 B m (2) де S - напруження плинності матеріалу заготовки, МПа; S 0 - вихідна величина межі плинності, прийнято S0 0,2 , МПа; B - характеризує середнє зміцнення, МПа; - логарифмічна деформація; m - показник деформаційного зміцнення. З припущенням однорідності деформації по товщині заготовки закон зміцнення приймає вигляд: S 0,2 B ln r0 m (3) де r0 та - початковий та поточний радіус заготовки відповідно, мм. Передбачено в якості параметра, який характеризує умови для здійснення ПНП, використовувати відношення відносної зміни кількості мартенfM fM / fM0 і відносного зміцнення сталі ситу s s / S0 . В ідеальному випадку, виходячи з умови здійснення ефекту ПНП, в процесі деформації відношення fM / S повинно мати постійні значення близькі до одиниці. Таким чином, інтенсивність фазового перетворення повинна відповідати інтенсивності зміцнення сталі. При відхиленні значень fM / S від одиниці один із процесів стає домінантним, що негативно впливає на деформуємість сталі. Зайве нагартування сталі при недостатньому знеміцненні за рахунок утворення мартенситу, обмежує її межі деформуємості. А занадто інтенсивне мартенситне перетворення в межах переходу штампування 5 91306 різко зменшує інтенсивність перетворення в наступних переходах, чим знижує свою знеміцнюючу дію. Спосіб здійснюється наступним чином. Для одержання деталі із зовнішнім діаметром 28,0мм, товщиною стінки 1,8мм і довжиною 41,0мм із заготовки із зовнішнім діаметром 36,0мм з товщиною стінки 1,45мм і довжиною 40,0мм, в якості основного обладнання при обтисненні, використовується гідравлічний прес нестандартної конструкції зусиллям 250кН. Для деформації заготовки 2 використовується універсальний штамп, який складається з пуансону 1 і плити 4, в якій закріплюється вставка-матриця 3 (див. Фіг.). Пуансон нерухомо закріплений в пресі. Штампування здійснюється шляхом переміщення матриці відносно пуансону. Швидкість деформації постійна і складає 1 мм/с. Заготовки штампуються при кімнатній температурі, тому їх розігрів виключено через малу швидкість деформації. Обтиск відбувається з повним виходом заготовки в циліндричну частину матриці, тобто з повним обтиском заготовки по діаметру. Функцією пуансону є подання заготовки в порожнину матриці. Проштовхування недоштампованої частини заготовки через матрицю відбувається наступною заготовкою, яку штампується. Робоча поверхня матриці має конічну форму. Для виключення впливу форми деформуючого Комп’ютерна верстка Т. Чепелева 6 інструменту, кут конусності робочої поверхні матриці прийнято постійним в усіх переходах обтиску і складає величину 17°. Запропонований параметр fM / S може бути використаним для корегування режимів деформації технологічних процесів багато-перехідного штампування. На основі проведених експериментальних досліджень було складено алгоритм розробки технологічного процесу: 1. Визначення показників міцності та структури заготовок у вихідному стані. 2. Визначення закономірностей їх зміни в процесі штампування згідно формул (1) та (3). 3. Попередня розробка режимів деформації заготовок за відомими методиками. 4. Визначення стійкості заготовок в штампі та fM / S по передбаченим значень параметра переходам штампування. 5. Корегування величини степеня деформації по переходам штампування з наближенням значень параметра fM / S до одиниці. Винахід, що заявляється, ґрунтується на теоретичних розрахунках, підтверджених експериментами по штампуванню трубчастих заготовок зі сталі типу Х18Н10 на гідравлічному пресі зусиллям 250кН, може бути багаторазово відтворений у виробництві. Отже, винахід відповідає критерію "промислова придатність". Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of multistage sheet-stamping of metastable austenitic steel blanks
Автори англійськоюKraiev Maksym Valeriiovych, Hrynkevych Volodymyr Oleksandrovych, Kraieva Violeta Sviatoslavivna, Saskova Marharyta Anatoliievna
Назва патенту російськоюСпособ многопереходной листовой штамповки метастабильных аустенитных стальных заготовок
Автори російськоюКраев Максим Валерьевич, Гринкевич Владимир Александрович, Краева Виолетта Святославовна, Саськова Маргарита Анатольевна
МПК / Мітки
МПК: B21D 22/00, B21D 31/00, B21D 22/02
Мітки: штампування, сталевих, листового, заготовок, метастабільних, аустенітних, спосіб, багатоперехідного
Код посилання
<a href="https://ua.patents.su/3-91306-sposib-bagatoperekhidnogo-listovogo-shtampuvannya-metastabilnikh-austenitnikh-stalevikh-zagotovok.html" target="_blank" rel="follow" title="База патентів України">Спосіб багатоперехідного листового штампування метастабільних аустенітних сталевих заготовок</a>
Спосіб зміцнення метастабільних аустенітних сталей
Номер патенту: 61298
Опубліковано: 17.11.2003
Автори: Малінов Володимир Леонідович, Малінов Леонід Соломонович
МПК: C21D 1/02
Мітки: метастабільних, сталей, зміцнення, аустенітних, спосіб
Формула / Реферат:
1. Спосіб зміцнення метастабільних аустенітних сталей, який включає холодну пластичну деформацію і відпуск, який відрізняється тим, що деформацію проводять в два етапи з проміжним і останнім відпусками.2. Спосіб по п.1, який відрізняється тим, що перший етап деформації проводять зі ступенями 20-50 %, а другий - 10-25 %.3. Спосіб по п.1, який відрізняється тим, що проміжний відпуск проводять при 650-750°С з витримуванням до 30...
Спосіб штампування кільцевих заготовок із зовнішнім гребенем
Номер патенту: 24946
Опубліковано: 25.07.2007
Автори: Яковченко Олександр Васильович, Богун Олексій Олександрович
МПК: B21D 22/02
Мітки: штампування, гребенем, кільцевих, заготовок, зовнішнім, спосіб
Формула / Реферат:
Спосіб штампування кільцевих заготовок із зовнішнім гребенем, що включає попереднє осадження циліндричної заготовки і наступний розгін металу в гребеневу частину штампа у формувальному кільці, який відрізняється тим, що наступний розгін металу в гребеневу частину штампа здійснюють у формувальному кільці, що має зменшений внутрішній діаметр на величину його температурної та пружнопластичної деформації, яка визначається за...
Спосіб штампування чорнових залізничних коліс і колісних заготовок в одному рівчаку
Номер патенту: 60522
Опубліковано: 15.10.2003
Автори: Яковченко Олександр Васильович, Снітко Сергій Олександрович
МПК: B21H 1/00
Мітки: заготовок, колісних, коліс, рівчаку, залізничних, одному, штампування, спосіб, чорнових
Формула / Реферат:
Спосіб штампування чорнових залізничних коліс і колісних заготовок в одному рівчаку, що включає осадку заготовки, формування обода, диска, маточини і витиснення, з наступним його видаленням, який відрізняється тим, що після формування витиснення й утворення при цьому круглого циліндричного заглиблення, додатково здійснюють обтиснення диска, направляючи зміщений метал в утворене заглиблення, а потім - у витиснення.
Спосіб виготовлення профільних гвинтових заготовок з листового прокату
Номер патенту: 44500
Опубліковано: 12.10.2009
Автори: Радик Дмитро Леонидович, Васильків Василь Васильович
МПК: B21D 11/06
Мітки: спосіб, листового, заготовок, профільних, прокату, виготовлення, гвинтових
Формула / Реферат:
Спосіб виготовлення профільних гвинтових заготовок з листового прокату, при якому із листового прокату формують початкову заготовку, із якої вирізають профільну заготовку у вигляді багатовиткової стрічкової спіралі з наступним розтягуванням її на крок до утворення витків, який відрізняється тим, що початкову заготовку формують у вигляді еліптичної поверхні.
Штамп для гарячого штампування порошкових заготовок
Номер патенту: 25067
Опубліковано: 25.07.2007
Автори: Грабчак Олексій Кирилович, Баглюк Геннадій Анатолійович, Сердюк Геннадій Георгійович, Куровський Валентин Якович, Штерн Михайло Борисович
Мітки: штампування, гарячого, порошкових, заготовок, штамп
Формула / Реферат:
Штамп для гарячого штампування порошкових заготовок, що містить матрицю, основний та додатковий пуансони, останній з яких закріплений на рухливій відносно основного пуансона проміжній плиті та виконаний з формувальною порожниною, в якій розміщений основний пуансон, верхню та нижню опорні плити, який відрізняється тим, що між проміжною плитою з додатковим пуансоном та верхньою опорною плитою встановлені пружні елементи, на верхній торцевій...
Попередній патент: Водно-паливна мікроемульсія
Наступний патент: Спосіб виробництва термозміцнених сталевих молольних куль
Випадковий патент: Ручний плоскоріз