Пристрій для одержання виливків
Номер патенту: 91943
Опубліковано: 10.09.2010
Автори: Хричиков Валерій Євгенович, Меняйло Олена Валеріївна, Куцова Валентина Зиновіївна, Селівьорстов Вадим Юрійович
Формула / Реферат
Пристрій для одержання виливків, який містить ливарну форму, газопровід та газопостачальний патрубок з газопроникною пробкою, вставку з струмонепровідного вогнетривкого матеріалу в металевому корпусі, який відрізняється тим, що він додатково обладнаний струмопровідними стрижнями та електродами, що мають можливість вільно рухатися вздовж струмопровідних стрижнів, а також вкладишем із флюсу.
Текст
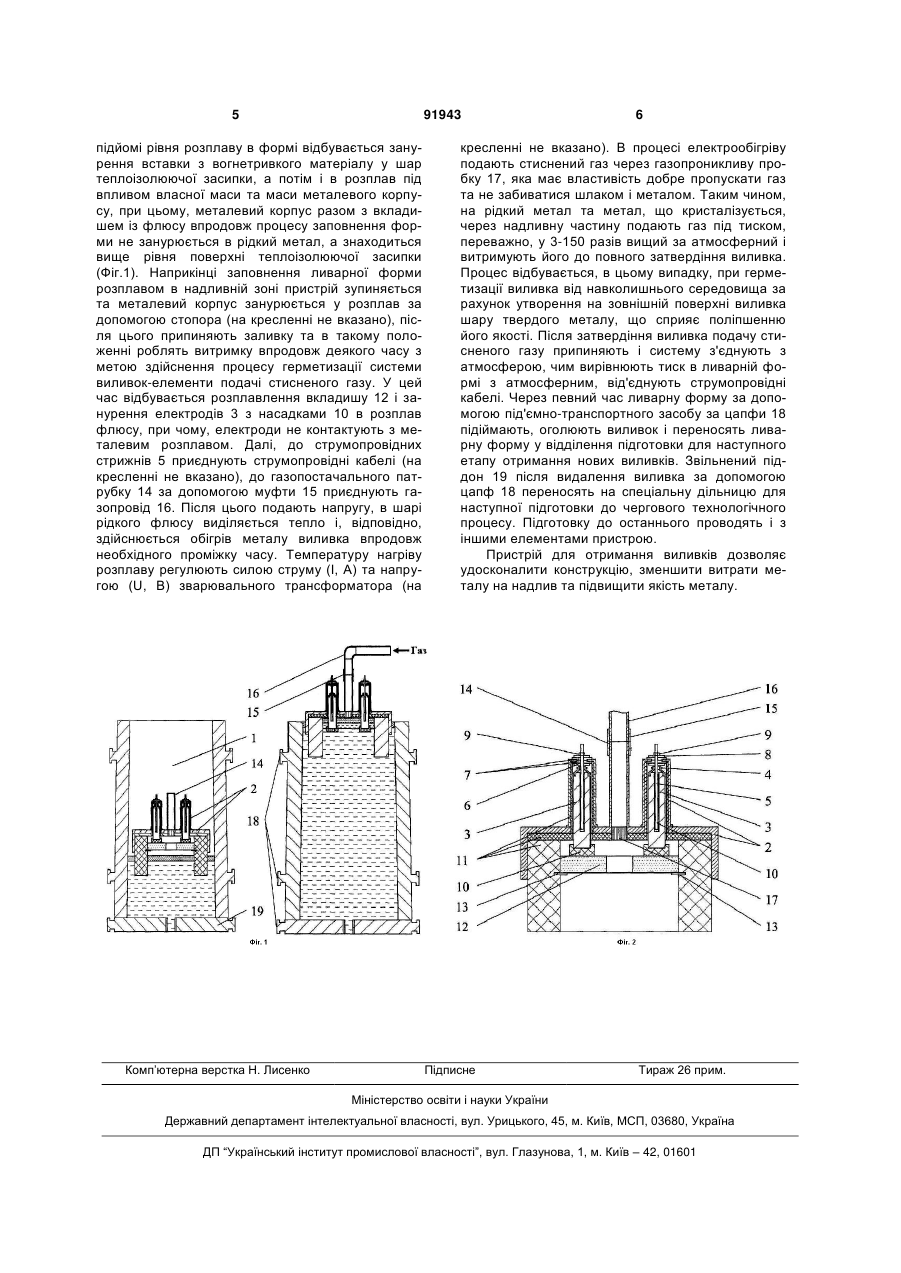
Пристрій для одержання виливків, який містить ливарну форму, газопровід та газопостачальний патрубок з газопроникною пробкою, вставку з струмонепровідного вогнетривкого матеріалу в металевому корпусі, який відрізняється тим, що він додатково обладнаний струмопровідними стрижнями та електродами, що мають можливість вільно рухатися вздовж струмопровідних стрижнів, а також вкладишем із флюсу. (19) (21) a200906145 (22) 15.06.2009 (24) 10.09.2010 (46) 10.09.2010, Бюл.№ 17, 2010 р. (72) СЕЛІВЬОРСТОВ ВАДИМ ЮРІЙОВИЧ, ХРИЧИКОВ ВАЛЕРІЙ ЄВГЕНОВИЧ, КУЦОВА ВАЛЕНТИНА ЗІНОВІЇВНА, МЕНЯЙЛО ОЛЕНА ВАЛЕРІЇВНА (73) НАЦІОНАЛЬНА МЕТАЛУРГІЙНА АКАДЕМІЯ УКРАЇНИ (56) UA 28859 U, 25.12.2007 UA 37838 U, 10.12.2008 3 надлив шляхом здійснення електрообігріву металу у верхній (надливній) частині ливарної форми та підвищити якість металу. Технічним результатом, що досягається, є: підвищення щільності литого металу при усуненні шпаристості, підвищення його механічних властивостей, зниження кількості неметалевих вкраплень, зменшення ліквації, зниження витрат металу на надлив. Поставлена задача вирішується тим, що пристрій для отримання виливків, який містить ливарну форму, газопровід та газопостачальний патрубок з газопроникливою пробкою, вставку з струмонепровідного вогнетривкого матеріалу в металевому корпусі, згідно винаходу, обладнаний електродами, що мають можливість вільно рухатися вздовж струмопровідних стрижнів, та вкладишем із флюсу. Причинно-наслідковий зв'язок між сукупністю істотних ознак винаходу й технічним результатом, що досягається, забезпечується наступним. Оснащення електродами та струмопровідними стрижнями дозволяє здійснювати електрошлаковий обігрів металу у верхній (надливній) частині виливка, а можливість вільного руху електродів забезпечує стабільність процесу впродовж часу затвердіння виливка при зміненні (зниженні) рівня розплаву в надливній зоні. При цьому виключаються непродуктивні втрати металу при утворенні горизонтального фронту затвердіння замість конусоподібної усадкової раковини. Оснащення вкладишем із флюсу дозволяє отримати необхідне для здійснення електрошлакового обігріву рідке струмопровідне середовище з заданими показниками електроопору, що утворюється під впливом температури залитого в форму металу. В процесі здійснення електрошлакового обігріву забезпечується можливість рафінування металевого розплаву за рахунок адгезії флюсом неметалевих вкраплень, що спливають. Вставка із струмонепровідного вогнетривкого матеріалу виконує електроізоляційну функцію, акумулює тепло розплаву впродовж процесу заливки форми, що виключає необхідність використання додаткового обладнання для нагріву та контролю температури, а також поліпшує теплові умови роботи надливу. Бічна поверхня металевого корпусу вставки із струмонепровідного вогнетривкого матеріалу, що опиняється зануреною у розплав наприкінці заливки, герметизує виливок, чим виключається надходження газу в навколишнє середовище. Це дозволяє здійснити процес газодинамічного впливу на метал, що твердіє, а це, в свою чергу, сприяє підвищенню його щільності, зменшує ліквацію, робить структуру металу більш однорідною і, таким чином, поліпшує якість виливка. Пристрій для отримання виливків пояснюється кресленнями, де на Фіг.1 показаний загальний вид; на Фіг.2 приведена у збільшеному вигляді вставка з струмонепровідного вогнетривкого матеріалу в металевому корпусі з показом розташування електродів на струмопровідних стрижнях, вкладишу із флюсу, газопроникливої пробки на газопостачальному патрубку. 91943 4 Пристрій для отримання виливків складається з ливарної форми 1, металевого корпусу 2, електродів 3 (графітових), обладнаних контактними елементами 4, що разом з електродами вільно рухаються вздовж металевих струмопровідних стрижнів 5, на яких закріплені (зварюванням) шайби 6. Струмопровідні стрижні герметично кріпляться до металевого корпусу за допомогою струмонепровідних прокладок 7, шайб 8 та гайок 9. Електроди обладнані насадками 10 із струмонепровідного вогнетривкого матеріалу. У вставці 11 з струмонепровідного вогнетривкого матеріалу розташований вкладиш 12 із твердого флюсу та закріплений металевими фіксаторами 13. Металевий корпус обладнаний осьовим газопостачальним патрубком 14, що за допомогою муфти 15 з'єднується з газопроводом 16 системи зовнішнього забезпечення газом високого тиску (на кресленні не показана). Кінцівка газопостачального патрубку перекрита газопроникливою пробкою 17. Газопрониклива пробка виконується з пористого вогнетривкого матеріалу. На ливарній формі передбачені цапфи 18. Ливарна форма розташована на піддоні 19. Пристрій для отримання виливків працює наступним чином. Ливарну форму 1 за допомогою під'ємнотранспортного засобу встановлюють на піддон 19. Окремо від зібраних таким чином елементів пристрою з'єднують вставку із струмонепровідного вогнетривкого матеріалу 11 з металевим корпусом 2, одягають одну з струмонепровідних прокладок 7 на металеві струмопровідні стрижні 5 до контакту з шайбою 6, закріплюють контактні елементи 4 та насадки 10 на електродах 3, вставляють струмопровідні стрижні 5 в електроди 3. Розміщують електроди 3 разом із металевими струмопровідними стрижнями 5 у вставці з вогнетривкого матеріалу 11 та закріплюють в металевому корпусі 2, одягаючи на верхню кінцівку струмопровідних стрижнів 5 прокладки 7, шайби 8 і фіксуючи гайками 9. Вставляють газопроникливу пробку 17 в газопостачальний патрубок 14 металевого корпусу 2 та закріплюють вкладиш 12 із твердого флюсу у вставці з вогнетривкого матеріалу 11 за допомогою металевих фіксаторів 13. До газопостачального патрубку 14 за допомогою металевого дроту кріплять ємність (зазвичай, паперовий мішок) з теплоізолюючою засипкою, склад та маса якої залежить від розмірів, конфігурації, типу сплаву виливка, тривалості заливки (на кресленні не вказано). Після чого закріплюють металевий дріт на газопостачальному патрубку 14 з боку під'єднання газопроводу 16 та за допомогою під'ємнотранспортного обладнання розмішують пристрій в ливарній формі 1 та фіксують його положення на певній відстані від дна робочої порожнини ливарної форми, при цьому відстань залежить від розмірів, конфігурації, типу сплаву виливка, а також від тривалості заливки (на кресленні не вказано). Далі розпочинають заповнення ливарної форми розплавом. У міру наповнення розплавом ливарної форми рівень металу доходить до ємності з теплоізолюючою засипкою, яка розсипається по всій поверхні дзеркала металу. При подальшому 5 91943 підйомі рівня розплаву в формі відбувається занурення вставки з вогнетривкого матеріалу у шар теплоізолюючої засипки, а потім і в розплав під впливом власної маси та маси металевого корпусу, при цьому, металевий корпус разом з вкладишем із флюсу впродовж процесу заповнення форми не занурюється в рідкий метал, а знаходиться вище рівня поверхні теплоізолюючої засипки (Фіг.1). Наприкінці заповнення ливарної форми розплавом в надливній зоні пристрій зупиняється та металевий корпус занурюється у розплав за допомогою стопора (на кресленні не вказано), після цього припиняють заливку та в такому положенні роблять витримку впродовж деякого часу з метою здійснення процесу герметизації системи виливок-елементи подачі стисненого газу. У цей час відбувається розплавлення вкладишу 12 і занурення електродів 3 з насадками 10 в розплав флюсу, при чому, електроди не контактують з металевим розплавом. Далі, до струмопровідних стрижнів 5 приєднують струмопровідні кабелі (на кресленні не вказано), до газопостачального патрубку 14 за допомогою муфти 15 приєднують газопровід 16. Після цього подають напругу, в шарі рідкого флюсу виділяється тепло і, відповідно, здійснюється обігрів металу виливка впродовж необхідного проміжку часу. Температуру нагріву розплаву регулюють силою струму (І, А) та напругою (U, В) зварювального трансформатора (на Комп’ютерна верстка Н. Лиcенко 6 кресленні не вказано). В процесі електрообігріву подають стиснений газ через газопроникливу пробку 17, яка має властивість добре пропускати газ та не забиватися шлаком і металом. Таким чином, на рідкий метал та метал, що кристалізується, через надливну частину подають газ під тиском, переважно, у 3-150 разів вищий за атмосферний і витримують його до повного затвердіння виливка. Процес відбувається, в цьому випадку, при герметизації виливка від навколишнього середовища за рахунок утворення на зовнішній поверхні виливка шару твердого металу, що сприяє поліпшенню його якості. Після затвердіння виливка подачу стисненого газу припиняють і систему з'єднують з атмосферою, чим вирівнюють тиск в ливарній формі з атмосферним, від'єднують струмопровідні кабелі. Через певний час ливарну форму за допомогою під'ємно-транспортного засобу за цапфи 18 підіймають, оголюють виливок і переносять ливарну форму у відділення підготовки для наступного етапу отримання нових виливків. Звільнений піддон 19 після видалення виливка за допомогою цапф 18 переносять на спеціальну дільницю для наступної підготовки до чергового технологічного процесу. Підготовку до останнього проводять і з іншими елементами пристрою. Пристрій для отримання виливків дозволяє удосконалити конструкцію, зменшити витрати металу на надлив та підвищити якість металу. Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for producing castings
Автори англійськоюSeliviorstov Vadym Yuriiovych, Khrychykov Valerii Yevhenovych, Kutsova Valentyna Zinoviivna, Meniailo Olena Valeriivna
Назва патенту російськоюУстройство для получения отливок
Автори російськоюСеливерстов Вадим Юрьевич, Хрычиков Валерий Евгеньевич, Куцова Валентина Зиновьевна, Меняйло Елена Валерьевна
МПК / Мітки
МПК: B22D 18/00, B22D 18/04
Мітки: виливків, пристрій, одержання
Код посилання
<a href="https://ua.patents.su/3-91943-pristrijj-dlya-oderzhannya-vilivkiv.html" target="_blank" rel="follow" title="База патентів України">Пристрій для одержання виливків</a>
Спосіб отримання виливків
Номер патенту: 46128
Опубліковано: 10.12.2009
Автори: Меняйло Олена Валеріївна, Куцова Валентина Зиновіївна, Савега Дмитро Олександрович, Селівьорстов Вадим Юрійович, Хричиков Валерій Євгенович
МПК: B22D 18/00
Мітки: отримання, спосіб, виливків
Формула / Реферат:
Спосіб отримання виливків, що здійснюють шляхом заповнення розплавленим металом ливарної форми, занурення в процесі заповнення ливарної форми в розплавлений метал крізь шар теплоізоляційної засипки вставки з вогнетривкого матеріалу в металевому корпусі, подачі в неї стисненого газу після герметизації поверхні виливка, витримки під тиском до повного затвердіння виливка, який відрізняється тим, що в процесі затвердіння виливка здійснюють...
Пристрій для отримання виливків
Номер патенту: 37837
Опубліковано: 10.12.2008
Автори: Селівьорстов Вадим Юрійович, Хричиков Валерій Євгенович, Доценко Юрій Валерійович
МПК: B22D 18/00
Мітки: пристрій, отримання, виливків
Формула / Реферат:
Пристрій для отримання виливків, який містить ливарну форму, газопровід та газопостачальний патрубок з газопроникною пробкою, який відрізняється тим, що він обладнаний вставкою з вогнетривкого матеріалу в металевому корпусі.
Спосіб одержання довгомірних порожнистих виливків та пристрій для його здійснення
Номер патенту: 46294
Опубліковано: 15.05.2002
Автори: Щеглов Володимир Михайлович, Примак Іван Никонорович, Шинський Олег Йосипович, Кондратюк Станіслав Євгенович, Бречко Олена Львівна
МПК: B22D 7/04, B22D 27/11
Мітки: довгомірних, порожнистих, спосіб, виливків, одержання, здійснення, пристрій
Формула / Реферат:
1. Спосіб одержання довгомірних порожнистих виливків, що включає заповнення форми розплавом методом вичавлювання, а також живлення під тиском із камери вичавлювання та із розширювача каналу центрального стрижня, який відрізняється тим, що розплав із камери вичавлювання подається в канал центрального стрижня, а із нього в ливарну форму через систему отворів /живильників/ в боковій поверхні стрижня при синхронізації рівнів підйому розплаву в...
Спосіб одержання виливків
Номер патенту: 55058
Опубліковано: 17.03.2003
Автори: Семенченко Анатолій Іванович, Шеневідько Леонід Костянтинович, Борисов Георгій Павлович, Вернидуб Анатолій Григорович, Ласовецький Володимир Якович, Шейгам Валерій Юрійович, Бєлік Валентин Іванович, Котлярський Франко Мар'янович
МПК: B22D 27/11
Мітки: спосіб, виливків, одержання
Формула / Реферат:
Спосіб одержання виливків, який включає заливку металом порожнини форми та технологічного напуску, допресовку технологічного напуску в металовмісний вузол виливка під час кристалізації, який відрізняється тим, що поверхневий окислений шар технологічного напуску впресовується в поверхневий шар виливка.
Спосіб одержання довгомірних порожнистих виливків і зливків та пристрій для його здійснення
Номер патенту: 46292
Опубліковано: 15.05.2002
Автори: Шинський Олег Йосипович, Примак Іван Никонорович, Санніков В'ячеслав Олександрович, Щеглов Володимир Михайлович, Кондратюк Станіслав Євгенович
МПК: B22D 7/04
Мітки: одержання, пристрій, спосіб, порожнистих, здійснення, виливків, довгомірних, зливків
Формула / Реферат:
1. Спосіб одержання довгомірних порожнистих виливків та зливків включає заливку зверху рідкого металу через ливникову чашу в кільцеву порожнину між формою /кокілем, виливницею/ та центральним вібруючим стрижнем, який відрізняється тим, що метал через систему каналів ливникової чаші частково спрямовується вздовж стрижня безпосередньо в кільцевий рухомий металоприймач, а частково - на вібруючий стрижень-холодильник, з поверхні якого затверділі...
Попередній патент: Спосіб передавання даних за допомогою інформаційного сигналу, сформованого на основі амплітудної модуляції багатьох складових
Наступний патент: Спосіб діагностики дифузних захворювань печінки у дітей
Випадковий патент: Голка в'язальної машини