Спосіб термічної обробки колісних центрів
Номер патенту: 92288
Опубліковано: 11.10.2010
Автори: Кузьмичов Вячеслав Михайлович, Перков Олег Миколайович

Формула / Реферат
1. Спосіб термічної обробки колісних центрів, що включає їхнє нагрівання до температури аустенітизації, охолодження й відпуск, який відрізняється тим, що охолодження маточини, обода й диска колеса здійснюють роздільно з однаковою швидкістю до температури 350-400 °С, при цьому охолодження обода й диска здійснюють за допомогою обдування повітрям, а охолодження маточини виконують шляхом подачі охолоджувальної води в отвір маточини.
2. Спосіб за п. 1, який відрізняється тим, що швидкість охолодження маточини синхронізують зі швидкістю охолодження обода, змінюючи витрату води, що подають для охолодження маточини.
Текст
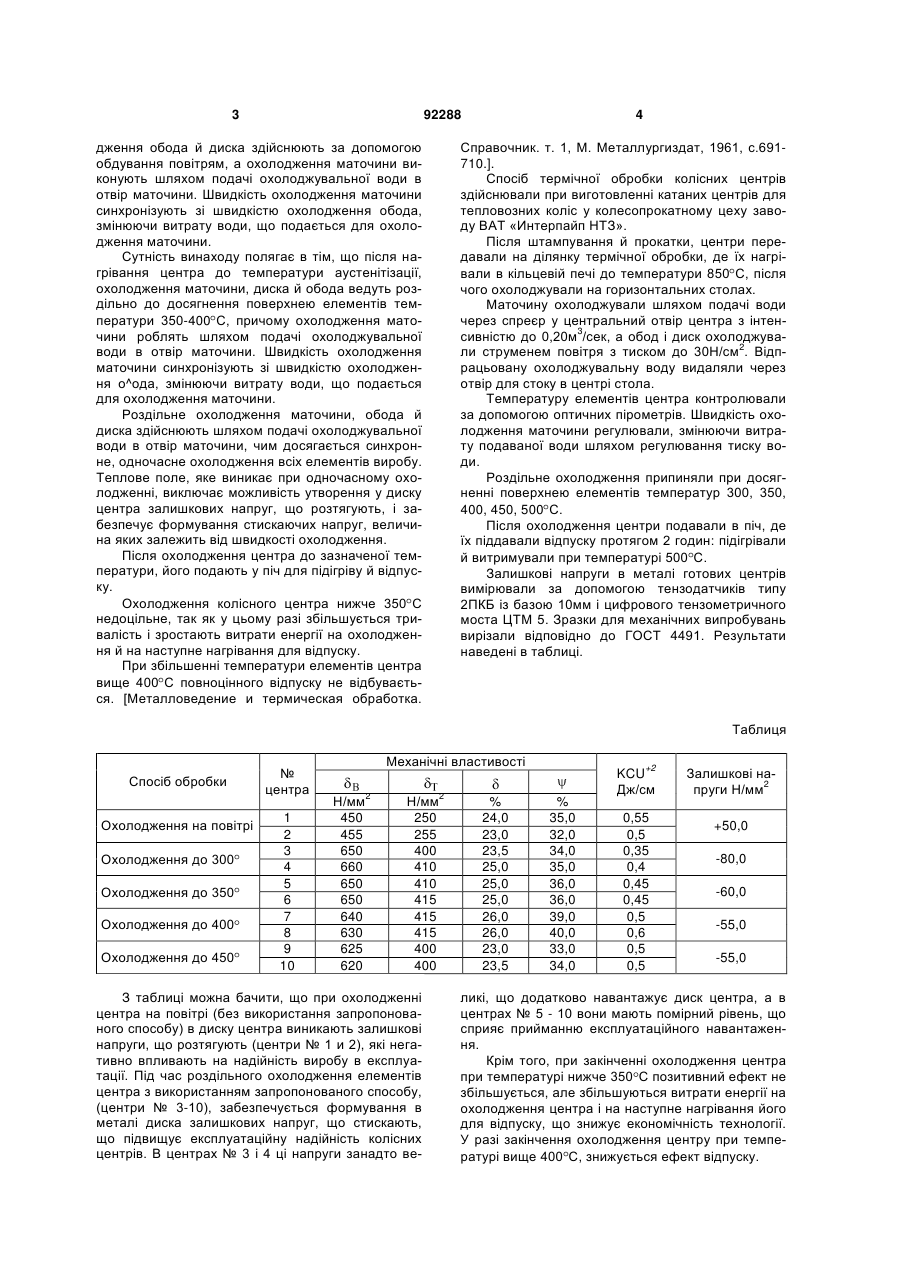
1. Спосіб термічної обробки колісних центрів, що включає їхнє нагрівання до температури аустенітизації, охолодження й відпуск, який відрізняється тим, що охолодження маточини, обода й диска колеса здійснюють роздільно з однаковою швидкістю до температури 350-400 °С, при цьому охолодження обода й диска здійснюють за допомогою обдування повітрям, а охолодження маточини виконують шляхом подачі охолоджувальної води в отвір маточини. 2. Спосіб за п. 1, який відрізняється тим, що швидкість охолодження маточини синхронізують зі швидкістю охолодження обода, змінюючи витрату води, що подають для охолодження маточини. (19) (21) a200911071 (22) 02.11.2009 (24) 11.10.2010 (46) 11.10.2010, Бюл.№ 19, 2010 р. (72) КУЗЬМИЧОВ ВЯЧЕСЛАВ МИХАЙЛОВИЧ, ПЕРКОВ ОЛЕГ МИКОЛАЙОВИЧ (73) ІНСТИТУТ ЧОРНОЇ МЕТАЛУРГІЇ НАЦІОНАЛЬНОЇ АКАДЕМІЇ НАУК УКРАЇНИ (56) GB 1087227 A, 18.10.1967 GB 1417330 A, 10.12.1975 UA 67568 A, 15.06.2004 SU 1087557 A1, 23.04.1984 SU 1379324 A1, 07.03.1988 RU 2088678 C1, 27.08.1997 3 92288 дження обода й диска здійснюють за допомогою обдування повітрям, а охолодження маточини виконують шляхом подачі охолоджувальної води в отвір маточини. Швидкість охолодження маточини синхронізують зі швидкістю охолодження обода, змінюючи витрату води, що подається для охолодження маточини. Сутність винаходу полягає в тім, що після нагрівання центра до температури аустенітізації, охолодження маточини, диска й обода ведуть роздільно до досягнення поверхнею елементів температури 350-400 С, причому охолодження маточини роблять шляхом подачі охолоджувальної води в отвір маточини. Швидкість охолодження маточини синхронізують зі швидкістю охолодження о^ода, змінюючи витрату води, що подається для охолодження маточини. Роздільне охолодження маточини, обода й диска здійснюють шляхом подачі охолоджувальної води в отвір маточини, чим досягається синхронне, одночасне охолодження всіх елементів виробу. Теплове поле, яке виникає при одночасному охолодженні, виключає можливість утворення у диску центра залишкових напруг, що розтягують, і забезпечує формування стискаючих напруг, величина яких залежить від швидкості охолодження. Після охолодження центра до зазначеної температури, його подають у піч для підігріву й відпуску. Охолодження колісного центра нижче 350 С недоцільне, так як у цьому разі збільшується тривалість і зростають витрати енергії на охолодження й на наступне нагрівання для відпуску. При збільшенні температури елементів центра вище 400 С повноцінного відпуску не відбувається. [Металловедение и термическая обработка. 4 Справочник. т. 1, М. Металлургиздат, 1961, с.691710.]. Спосіб термічної обробки колісних центрів здійснювали при виготовленні катаних центрів для тепловозних коліс у колесопрокатному цеху заводу ВАТ «Интерпайп НТЗ». Після штампування й прокатки, центри передавали на ділянку термічної обробки, де їх нагрівали в кільцевій печі до температури 850 С, після чого охолоджували на горизонтальних столах. Маточину охолоджували шляхом подачі води через спреєр у центральний отвір центра з інтенсивністю до 0,20м3/сек, а обод і диск охолоджували струменем повітря з тиском до 30Н/см2. Відпрацьовану охолоджувальну воду видаляли через отвір для стоку в центрі стола. Температуру елементів центра контролювали за допомогою оптичних пірометрів. Швидкість охолодження маточини регулювали, змінюючи витрату подаваної води шляхом регулювання тиску води. Роздільне охолодження припиняли при досягненні поверхнею елементів температур 300, 350, 400, 450, 500 С. Після охолодження центри подавали в піч, де їх піддавали відпуску протягом 2 годин: підігрівали й витримували при температурі 500 С. Залишкові напруги в металі готових центрів вимірювали за допомогою тензодатчиків типу 2ПКБ із базою 10мм і цифрового тензометричного моста ЦТМ 5. Зразки для механічних випробувань вирізали відповідно до ГОСТ 4491. Результати наведені в таблиці. Таблиця Спосіб обробки Охолодження на повітрі Охолодження до 300 Охолодження до 350 Охолодження до 400 Охолодження до 450 № центра 1 2 3 4 5 6 7 8 9 10 Механічні властивості Н/мм2 450 455 650 660 650 650 640 630 625 620 Н/мм2 250 255 400 410 410 415 415 415 400 400 З таблиці можна бачити, що при охолодженні центра на повітрі (без використання запропонованого способу) в диску центра виникають залишкові напруги, що розтягують (центри № 1 и 2), які негативно впливають на надійність виробу в експлуатації. Під час роздільного охолодження елементів центра з використанням запропонованого способу, (центри № 3-10), забезпечується формування в металі диска залишкових напруг, що стискають, що підвищує експлуатаційну надійність колісних центрів. В центрах № 3 і 4 ці напруги занадто ве % 24,0 23,0 23,5 25,0 25,0 25,0 26,0 26,0 23,0 23,5 +2 % 35,0 32,0 34,0 35,0 36,0 36,0 39,0 40,0 33,0 34,0 KCU Дж/см 0,55 0,5 0,35 0,4 0,45 0,45 0,5 0,6 0,5 0,5 Залишкові напруги Н/мм2 +50,0 -80,0 -60,0 -55,0 -55,0 ликі, що додатково навантажує диск центра, а в центрах № 5 - 10 вони мають помірний рівень, що сприяє прийманню експлуатаційного навантаження. Крім того, при закінченні охолодження центра при температурі нижче 350 С позитивний ефект не збільшується, але збільшуються витрати енергії на охолодження центра і на наступне нагрівання його для відпуску, що знижує економічність технології. У разі закінчення охолодження центру при температурі вище 400 С, знижується ефект відпуску. 5 92288 Таким чином, запропонований спосіб термічної обробки центрів за рахунок виключення у диску залишкових напруг, що розтягують, які знижують здатність матеріалу опиратися зародженню і зрос Комп’ютерна верстка А. Крижанівський 6 танню тріщин втомленості, забезпечує підвищення їхньої експлуатаційної надійності. Завдання винаходу вирішено. Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for heat treatment of wheel centers
Автори англійськоюKuzmychov Viacheslav Mykhailovych, Perkov Oleh Mykolaiovych
Назва патенту російськоюСпособ термической обработки колесных центров
Автори російськоюКузьмичов Вячеслав Михайлович, Перков Олег Николаевич
МПК / Мітки
МПК: C21D 9/34
Мітки: центрів, колісних, термічної, спосіб, обробки
Код посилання
<a href="https://ua.patents.su/3-92288-sposib-termichno-obrobki-kolisnikh-centriv.html" target="_blank" rel="follow" title="База патентів України">Спосіб термічної обробки колісних центрів</a>
Спосіб штампування залізничних коліс і колісних центрів
Номер патенту: 65077
Опубліковано: 15.03.2004
Автори: Снітко Сергій Олександрович, Івлєва Наталя Іванівна, Яковченко Олександр Васильович
МПК: B21H 1/00
Мітки: колісних, залізничних, штампування, коліс, спосіб, центрів
Формула / Реферат:
1. Спосіб штампування залізничних коліс і колісних центрів, що включає осадку вихідної заготовки, попереднє штампування фасонної заготовки й остаточне штампування чорнового колеса чи центра, який відрізняється тим, що на стадії попереднього штампування, у процесі однобічного чи двобічного формоутворення диска, висоту заготовки в зоні маточини одержують не більше:
Спосіб термічної обробки відливків
Номер патенту: 69795
Опубліковано: 15.09.2004
Автори: Ковзель Максим Анатолійович, Куцова Валентина Зиновіївна, Мамченко Ганна Валеріївна, Куцов Андрій Юрійович
МПК: C21D 1/78
Мітки: обробки, відливків, спосіб, термічної
Формула / Реферат:
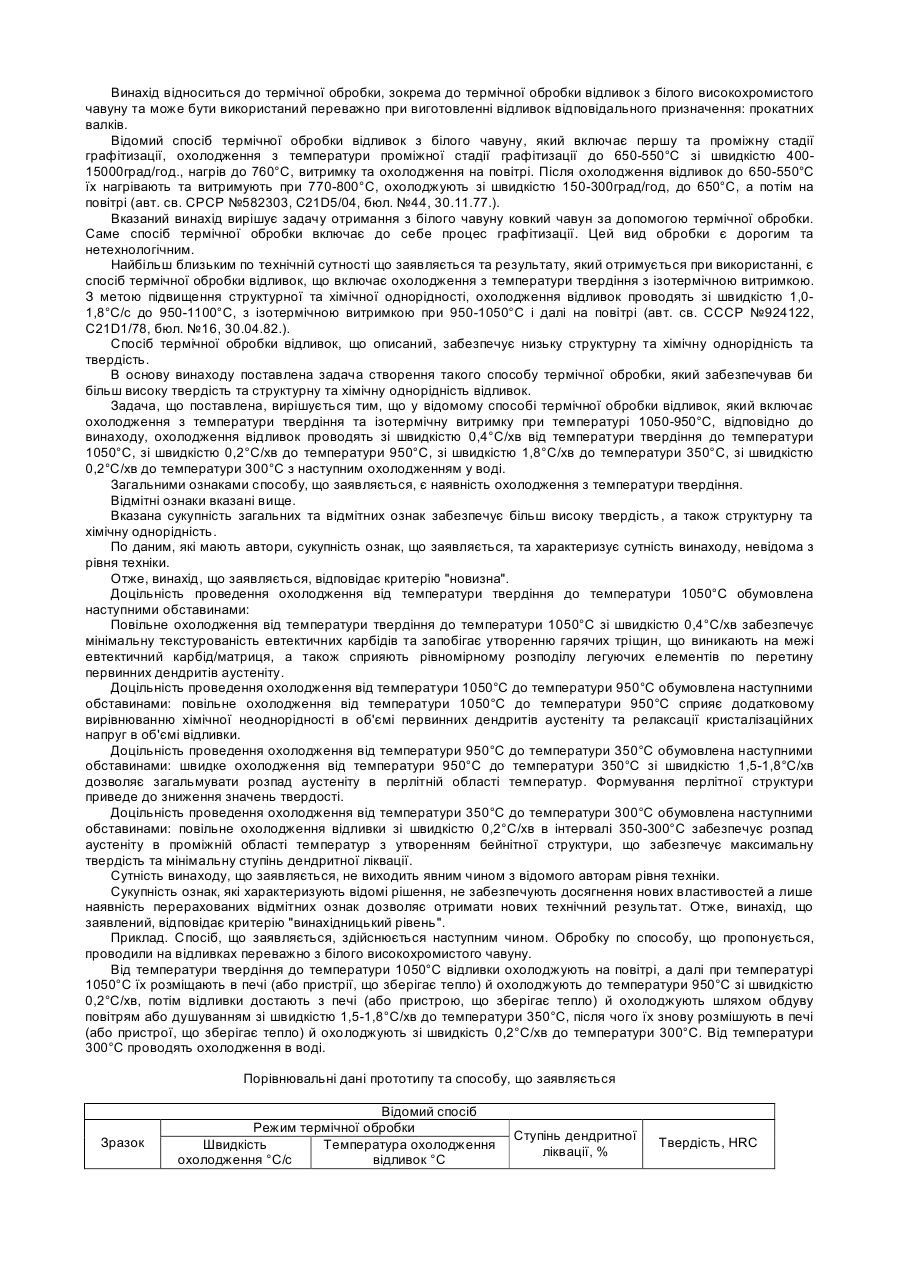
Спосіб термічної обробки відливків, що включає безперервне охолодження від температури твердіння, який відрізняється тим, що охолодження відливків проводять зі швидкістю 0,4°С/хв від температури твердіння до температури 1050°С, зі швидкістю 0,2°С/хв - до температури 950°С, зі швидкістю 1,8°С/хв - до температури 350°С, зі швидкістю 0,2°С/хв - до температури 300°С з наступним охолодженням у воді.
Спосіб термічної обробки зварних з’єднань

Номер патенту: 21066
Опубліковано: 04.11.1997
Автор: Коровайченко Юрій Миколайович
МПК: C21D 1/00
Мітки: зварних, спосіб, обробки, термічної, з'єднань
Формула / Реферат:
Спосіб термічної обробки зварних з'єднань, включаючий місцеву зональну термічну обробку шва і зон термічного впливу автономними нагрівачами, який відрізняється тим, що зварні з'єднання піддають багаторазовому нагріванню з швидкістю 350-500°С/хв до температури АC1+40 - 60°С без витримки, природному охолодженню з швидкістю 80-100 С/хв до температури Аr1 -50 - 70°С І примусовому охолодженню з швидкістю 600-900°С/хв до температури 50-100°С у...
Спосіб термічної обробки сталі
Номер патенту: 57152
Опубліковано: 16.06.2003
Автор: КОТРЕЧКО ОЛЕКСІЙ ОЛЕКСІЙОВИЧ
МПК: C21D 1/78
Мітки: термічної, сталі, спосіб, обробки
Формула / Реферат:
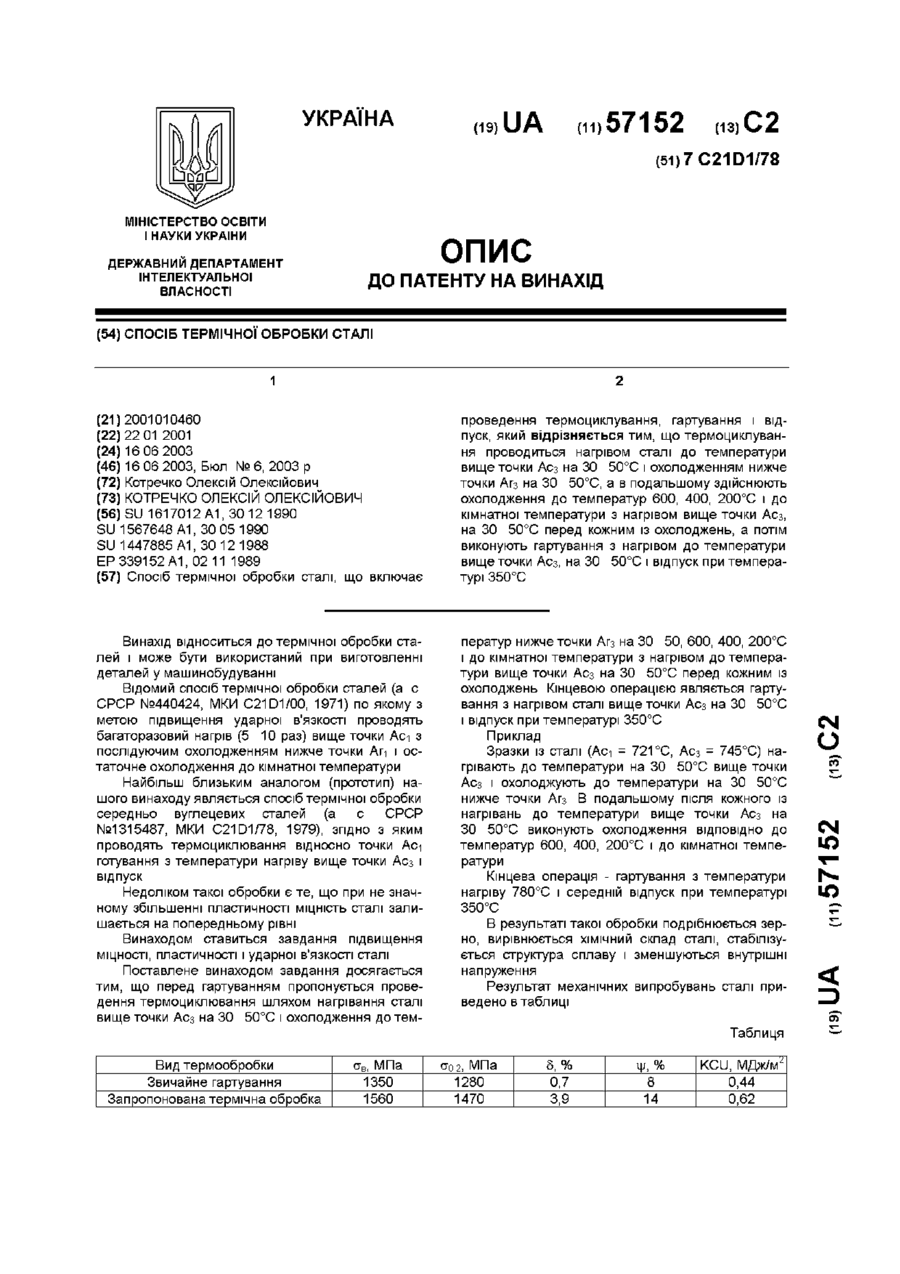
Спосіб термічної обробки сталі, що включає проведення термоциклування, гартування і відпуск, який відрізняється тим, що термоциклування проводиться нагрівом сталі до температури вище точки Ас3 на 30...50°С і охолодженням нижче точки Аr3 на 30...50°С, а в подальшому здійснюють охолодження до температур 600, 400, 200°С і до кімнатної температури з нагрівом вище точки Ас3, на 30...50°С перед кожним із охолоджень, а потім виконують гартування...
Спосіб термічної обробки суцільнокатаних колес
Номер патенту: 11397
Опубліковано: 25.12.1996
Автори: Озимин Віктор Михайлович, Весна Олександр Іванович, Кузьмичов Михайло Васильович, Дюбченко Василь Григорович, Сидоренко Юрій Михайлович, Староселецький Михайло Ілліч, Башнін Юрій Олексійович, Озиміна Валентина Василівна, Мазуркевич Валентин Семенович, Есаулов Олександр Трофимович, Галкін Валерій Костянтинович
МПК: C21D 9/34
Мітки: суцільнокатаних, колес, термічної, спосіб, обробки
Формула / Реферат:
Способ термической обработки цельнокатаных колес, включающий нагрев до температуры аустенизации, охлаждение обода и ступицы с последующим отпуском, отличающийся тем, что, с целью увеличения производительности процесса, охлаждение обода ведут до среднемассовой температуры 520-570°С, после чего производят охлаждение ступицы воздухом до среднемассовой температуры, равной tопт+(0-50)°С, с одновременным подстуживанием обода до среднемассовой...
Попередній патент: Штам бактерій streptococcus thermophilus, що використовується у виробництві бактеріальних концентратів для кисломолочних продуктів
Наступний патент: Корсет
Випадковий патент: Спосіб апендектомії