Спосіб тонколистової рулонної прокатки
Номер патенту: 93266
Опубліковано: 25.01.2011
Автори: Капланов Василь Ілліч, Лепорська Наталія Василівна, Присяжний Андрій Григорович, Шемякін Олександр Васильович, Капланова Олена Василівна, Новахатько Сергій Анатолійович, Васекін Андрій Валерійович
Формула / Реферат
Спосіб тонколистової рулонної прокатки на реверсивному триклітьовому стані, який відрізняється тим, що прокатку здійснюють за шість проходів, причому при прокатці в одному напрямку ступінь обтискання в першому проході встановлюють до 20 %, в другому збільшують до 2 разів, в третьому зменшують до 10 %, а при прокатці в зворотному напрямку ступінь обтискання в четвертому і п'ятому проходах встановлюють до 40 %, а в шостому зменшують до 10 %.
Текст
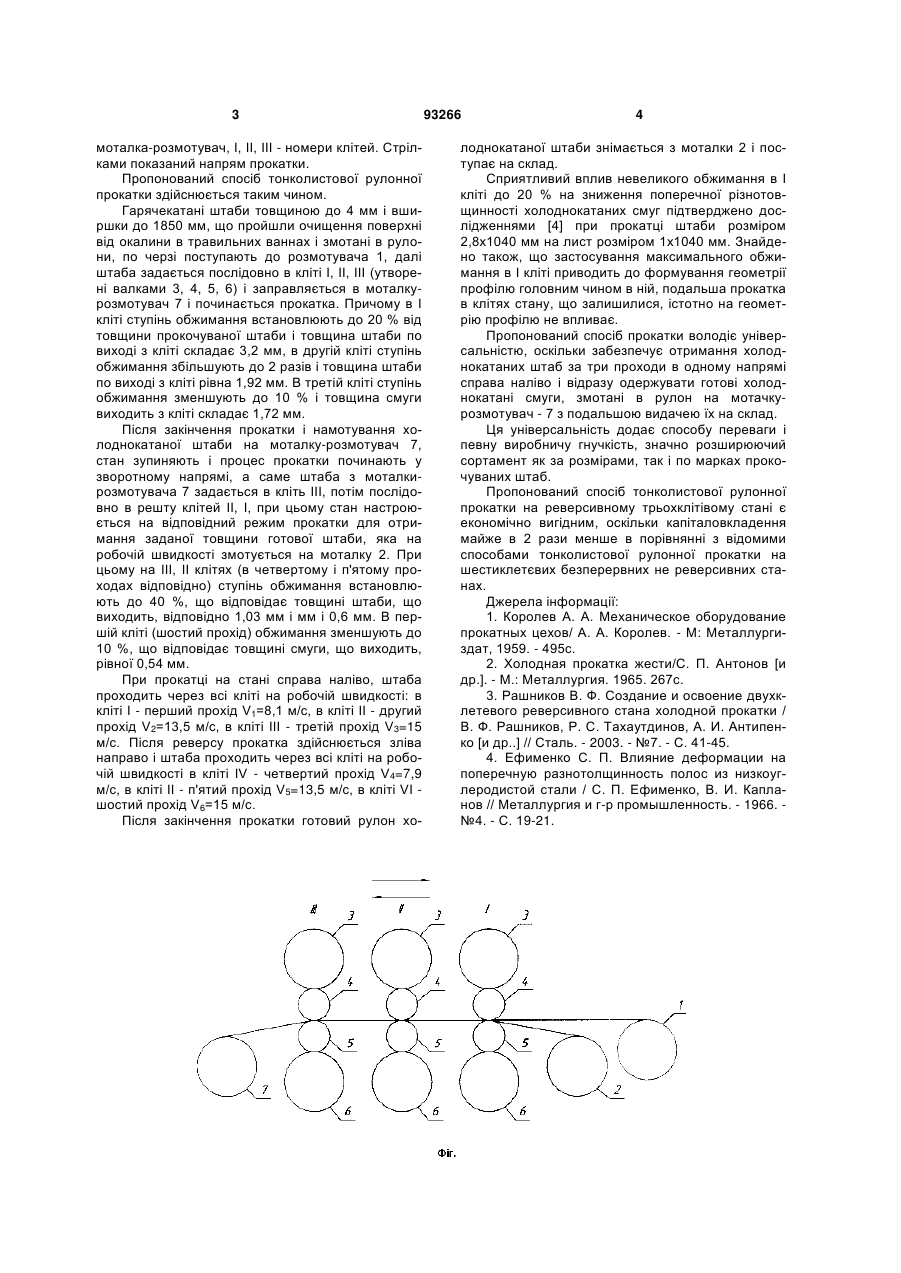
Спосіб тонколистової рулонної прокатки на реверсивному триклітьовому стані, який відрізняється тим, що прокатку здійснюють за шість проходів, причому при прокатці в одному напрямку ступінь обтискання в першому проході встановлюють до 20 %, в другому збільшують до 2 разів, в третьому зменшують до 10 %, а при прокатці в зворотному напрямку ступінь обтискання в четвертому і п'ятому проходах встановлюють до 40 %, а в шостому зменшують до 10 %. (19) (21) a200901252 (22) 16.02.2009 (24) 25.01.2011 (46) 25.01.2011, Бюл.№ 2, 2011 р. (72) КАПЛАНОВ ВАСИЛЬ ІЛЛІЧ, ШЕМЯКІН ОЛЕКСАНДР ВАСИЛЬОВИЧ, ЛЕПОРСЬКА НАТАЛІЯ ВАСИЛІВНА, КАПЛАНОВА ОЛЕНА ВАСИЛІВНА, ПРИСЯЖНИЙ АНДРІЙ ГРИГОРОВИЧ, НОВАХАТЬКО СЕРГІЙ АНАТОЛІЙОВИЧ, ВАСЕКІН АНДРІЙ ВАЛЕРІЙОВИЧ (73) ПРИАЗОВСЬКИЙ ДЕРЖАВНИЙ ТЕХНІЧНИЙ УНІВЕРСИТЕТ (56) Рашников В. Ф., Тахаутдинов Р. С., Антипенко А. И., Буданов А. П., Носов В. Л. Создание и освоение двухклетевого реверсивного стана холодной прокатки // Сталь. - 2003. - № 7. - С. 41-45 Ефименко С. П., Капланов В. И. Влияние деформации на поперечную разнотолщинность полос из 3 моталка-розмотувач, І, II, III - номери клітей. Стрілками показаний напрям прокатки. Пропонований спосіб тонколистової рулонної прокатки здійснюється таким чином. Гарячекатані штаби товщиною до 4 мм і вширшки до 1850 мм, що пройшли очищення поверхні від окалини в травильних ваннах і змотані в рулони, по черзі поступають до розмотувача 1, далі штаба задається послідовно в кліті І, II, III (утворені валками 3, 4, 5, 6) і заправляється в моталкурозмотувач 7 і починається прокатка. Причому в І кліті ступінь обжимання встановлюють до 20 % від товщини прокочуваної штаби і товщина штаби по виході з кліті складає 3,2 мм, в другій кліті ступінь обжимання збільшують до 2 разів і товщина штаби по виході з кліті рівна 1,92 мм. В третій кліті ступінь обжимання зменшують до 10 % і товщина смуги виходить з кліті складає 1,72 мм. Після закінчення прокатки і намотування холоднокатаної штаби на моталку-розмотувач 7, стан зупиняють і процес прокатки починають у зворотному напрямі, а саме штаба з моталкирозмотувача 7 задається в кліть III, потім послідовно в решту клітей II, І, при цьому стан настроюється на відповідний режим прокатки для отримання заданої товщини готової штаби, яка на робочій швидкості змотується на моталку 2. При цьому на III, II клітях (в четвертому і п'ятому проходах відповідно) ступінь обжимання встановлюють до 40 %, що відповідає товщині штаби, що виходить, відповідно 1,03 мм і мм і 0,6 мм. В першій кліті (шостий прохід) обжимання зменшують до 10 %, що відповідає товщині смуги, що виходить, рівної 0,54 мм. При прокатці на стані справа наліво, штаба проходить через всі кліті на робочій швидкості: в кліті І - перший прохід V1=8,1 м/с, в кліті II - другий прохід V2=13,5 м/с, в кліті III - третій прохід V3=15 м/с. Після реверсу прокатка здійснюється зліва направо і штаба проходить через всі кліті на робочій швидкості в кліті IV - четвертий прохід V4=7,9 м/с, в кліті II - п'ятий прохід V5=13,5 м/с, в кліті VI шостий прохід V6=15 м/с. Після закінчення прокатки готовий рулон хо 93266 4 лоднокатаної штаби знімається з моталки 2 і поступає на склад. Сприятливий вплив невеликого обжимання в І кліті до 20 % на зниження поперечної різнотовщинності холоднокатаних смуг підтверджено дослідженнями [4] при прокатці штаби розміром 2,8x1040 мм на лист розміром 1x1040 мм. Знайдено також, що застосування максимального обжимання в І кліті приводить до формування геометрії профілю головним чином в ній, подальша прокатка в клітях стану, що залишилися, істотно на геометрію профілю не впливає. Пропонований спосіб прокатки володіє універсальністю, оскільки забезпечує отримання холоднокатаних штаб за три проходи в одному напрямі справа наліво і відразу одержувати готові холоднокатані смуги, змотані в рулон на мотачкурозмотувач - 7 з подальшою видачею їх на склад. Ця універсальність додає способу переваги і певну виробничу гнучкість, значно розширюючий сортамент як за розмірами, так і по марках прокочуваних штаб. Пропонований спосіб тонколистової рулонної прокатки на реверсивному трьохклітівому стані є економічно вигідним, оскільки капіталовкладення майже в 2 рази менше в порівнянні з відомими способами тонколистової рулонної прокатки на шестиклетєвих безперервних не реверсивних станах. Джерела інформації: 1. Королев А. А. Механическое оборудование прокатных цехов/ А. А. Королев. - М: Металлургиздат, 1959. - 495с. 2. Холодная прокатка жести/С. П. Антонов [и др.]. - М.: Металлургия. 1965. 267с. 3. Рашников В. Ф. Создание и освоение двухклетевого реверсивного стана холодной прокатки / В. Ф. Рашников, Р. С. Тахаутдинов, А. И. Антипенко [и др..] // Сталь. - 2003. - №7. - С. 41-45. 4. Ефименко С. П. Влияние деформации на поперечную разнотолщинность полос из низкоуглеродистой стали / С. П. Ефименко, В. И. Капланов // Металлургия и г-р промышленность. - 1966. №4. - С. 19-21. 5 Комп’ютерна верстка Д. Шеверун 93266 6 Підписне Тираж 23 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of thin sheet-metal rolling
Автори англійськоюKaplanov Vasyl Illich, Shemiakin Oleksandr Vasyliovych, Leporska Natalia Vasylivna, Kaplanova Olena Vasylivna, Prysiazhnyi Andrii Hryhorovych, Novakhatko Serhii Anatoliiovych, Vasekin Andrii Valeriiovych
Назва патенту російськоюСпособ тонколистовой рулонной прокатки
Автори російськоюКапланов Василий Ильич, Шемякин Александр Васильевич, Лепорская Наталья Васильевна, Капланова Елена Васильевна, Присяжный Андрей Григорьевич, Новахатько Сергей Анатольевич, Васекин Андрей Валерьевич
МПК / Мітки
МПК: B21B 1/30
Мітки: спосіб, рулонної, тонколистової, прокатки
Код посилання
<a href="https://ua.patents.su/3-93266-sposib-tonkolistovo-rulonno-prokatki.html" target="_blank" rel="follow" title="База патентів України">Спосіб тонколистової рулонної прокатки</a>
Спосіб прокатки штаб на широкоштабовому стані гарячої прокатки

Номер патенту: 40893
Опубліковано: 27.04.2009
Автори: Ніколаєв Віктор Олександрович, Матюшенко Дмитро Олександрович
МПК: B21B 1/22
Мітки: штаб, прокатки, широкоштабовому, гарячої, стані, спосіб
Формула / Реферат:
Спосіб прокатки штаб на широкоштабовому стані гарячої прокатки (ШСГП), що включає деформування розкату в клітях чорнової та чистової груп ШСГП з натяганням штаби на міжклітьових ділянках стана, транспортування валками допоміжної кліті, змотування штаби моталкою, який відрізняється тим, що при захваті переднього кінця штаби валками допоміжної кліті швидкість валків кліті збільшують на 1-3 % відносно швидкості штаби, що виходить з чистової...
Спосіб прокатки штаб

Номер патенту: 39689
Опубліковано: 10.03.2009
Автори: Васильєв Олександр Геннадійович, Ніколаєв Віктор Олександрович, Васильєв Андрій Олександрович
МПК: B21B 1/22
Формула / Реферат:
Спосіб прокатки штаб в робочих валках клітей стана з індивідуальним приводом, що включає зменшення швидкості прокатування стовщених ділянок штаби, який відрізняється тим, що при прокатуванні стовщених ділянок штаби вимикають електродвигун одного із робочих валків, а штабу прокатують у клітях з одним привідним валком.
Спосіб прокатки штаб
Номер патенту: 48341
Опубліковано: 10.03.2010
Автори: Ніколенко Андрій Георгійович, Путнокі Олександр Юліусович, Руденко Володимир Вікторович, Васильєв Андрій Олександрович, Васильєв Олександр Геннадійович, Ніколаєв Віктор Олександрович, Жученко Станіслав Вікторович
МПК: B21B 1/22
Формула / Реферат:
Спосіб прокатки штаб на неперервному стані, який включає декілька клітей, серед яких чистова та передчистова кліті мають робочі валки з шорсткими поверхнями, який відрізняється тим, що поверхня робочих валків передчистової кліті виконана з шорсткістю у вигляді регулярного рельєфу з параметрами граней l/R = 0,1-0,17; b/R = 0,005-0,014, де R - радіус валка; l - довжина грані; b - ширина грані.
Спосіб чумакова прокатки злитків в дуо реверсивній кліті
Номер патенту: 52990
Опубліковано: 27.09.2010
Автор: Чумаков Володимир Петрович
МПК: B21B 1/00
Мітки: кліті, реверсивний, дуо, спосіб, чумакова, прокатки, злитків
Формула / Реферат:
Спосіб прокатки злитків в дуо реверсивній кліті, який включає встановлення верхнього валка на величину обтиску, прокатку злитка з одночасним переміщенням вниз верхнього валка в кінці прокатки, який відрізняється тим, що прокатку злитка в прямому напрямку, після заповнення металом осередку пластичної деформації, виконують з одночасним поступовим підняттям нижнього валка до величини абсолютного обтиску.
Спосіб прокатки штаб
Номер патенту: 48164
Опубліковано: 10.03.2010
Автори: Путнокі Олександр Юліусович, Ніколаєв Віктор Олександрович, Васильєв Андрій Олександрович, Васильєв Олександр Геннадійович, Скрипак Владислав Володимирович, Ніколенко Андрій Георгійович
МПК: B21B 1/22
Формула / Реферат:
Спосіб прокатки штаб на неперервному стані, який включає розмотування штаби, прокатування її в клітях стана і змотування в рулон, який відрізняється тим, що при прокатуванні заднього кінця штаби електродвигун приводу робочих валків першої кліті стана вимикають, штабу прокатують (протягують) через холості робочі валки першої кліті робочими валками другої кліті стана.
Попередній патент: Спосіб приготування безлактозних молочних продуктів або молочних продуктів зі зниженим вмістом лактози
Наступний патент: Пристрій для доставки випаруваного матеріалу користувачеві (варіанти), теплопередавальний компонент і випарник для використання в ньому
Випадковий патент: Спосіб лікування "мішків" під очима за індріксоном