Спосіб обробки сталевих деталей
Номер патенту: 94237
Опубліковано: 26.04.2011
Автори: Колюча Валентина Дмитрівна, Спиридонова Ірина Михайлівна, Федоренкова Любов Іванівна, Мікаелян Юлія Олександрова, Мостовий Володимир Іванович
Формула / Реферат
Спосіб обробки сталевих деталей, що включає їх дифузійне насичення, нагрів під гартування у борвмісній суміші у металевому коробі та гартування, який відрізняється тим, що процес дифузійного насичення та нагрів під гартування деталей здійснюють одночасно при температурі 900-950 °С в металевому коробі, причому вказані деталі додатково присипають шаром порошкової суміші наступного складу, мас. %:
KBF4
10-25
В2О3
20-30
аморфний бор
10-20
Na2CO3
20-25
SiC
решта.
Текст
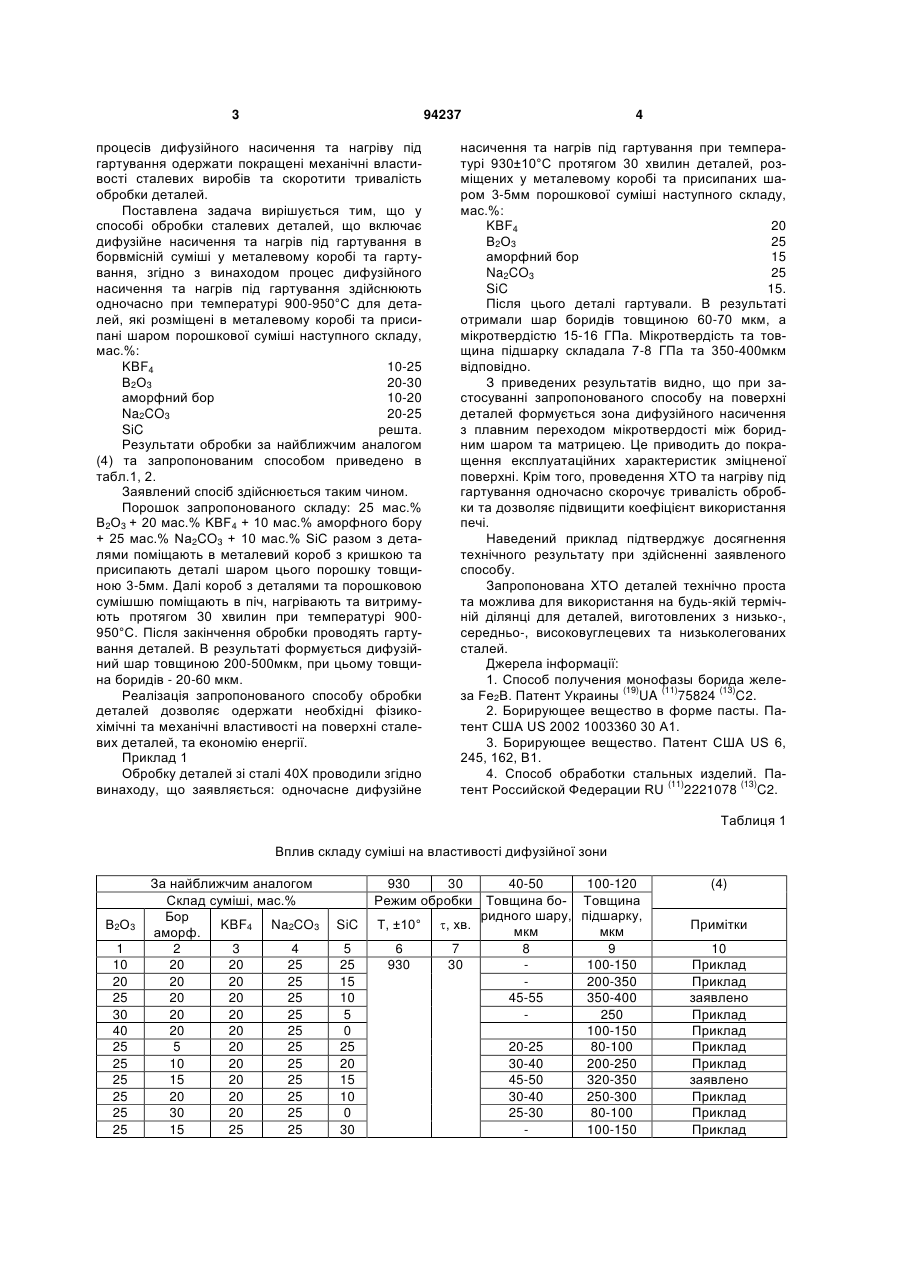
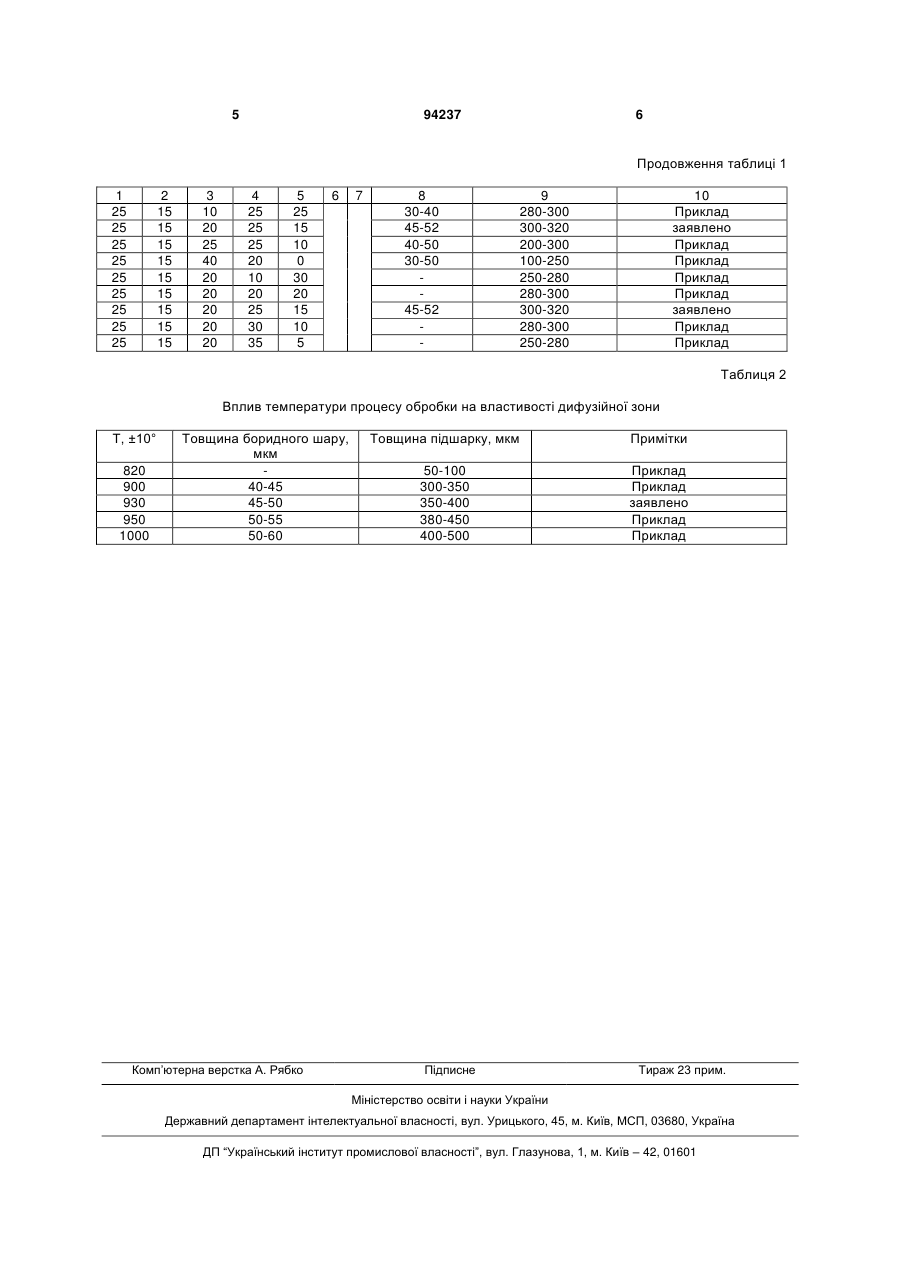
Спосіб обробки сталевих деталей, що включає їх дифузійне насичення, нагрів під гартування у борвмісній суміші у металевому коробі та гартування, який відрізняється тим, що процес дифузійного насичення та нагрів під гартування деталей здійснюють одночасно при температурі 900950°С в металевому коробі, причому вказані деталі додатково присипають шаром порошкової суміші наступного складу, мас.%: KBF4 10-25 В2О3 20-30 аморфний бор 10-20 Na2CO3 20-25 SiC решта. Винахід відноситься до металургії, а саме до хіміко-термічної обробки (ХТО) виробів із сталі, зокрема до борування і може бути використаний для зміцнення поверхні інструменту та деталей в машинобудуванні. Відомий спосіб зміцнення деталей зі сталі (1), згідно з яким застосовують контроль за швидкістю росту борованих шарів, внаслідок чого більш крихка фаза FeB не утворюється, або має мінімальні розміри. У способі (1) регулювання швидкості росту шару боридів в інтервалі 1,1 - 2,8мм/хвил. Недоліком цього способу є підбір технічних пристроїв для кожної окремої форми деталей. Для захисту поверхні при термообробці, а також для дифузійного насичення у винаході (2) використовують карбонат кальцію, водорозчинний борат лужних та лужноземельних металів. Недоліком є нерівномірність дифузійного насичення після ХТО. Крім того, близькою за результатом є боруюча суміш, (3) до складу якої входять: 3-5 мас.% B4C, 2-4 мас.% KBF4, 10-30 мас.% CaF2, 61-85 мас.% SiC і яку використовують як пасту, або як порошкову суміш для борування деталей з нагрівом до температури 850-1100°С безпосередньо в печі, або в металевому контейнері. В зазначеному способі борування (3) виникає велика різниця між мікротвердістю боридного шару та матрицею (ΔН=10 ГПа) без перехідного прошарку між ними, що не сприяє підвищенню експлуатаційних якостей поверхні борованих деталей. Крім того, він призводить до інтенсивного утворення тріщин в боридному шарі. Відомий також, обраний як найближчий аналог, спосіб обробки сталевих деталей (4), що включає дифузійне насичення, нагрів під гартування в борвмісній суміші та гартування. Перед гартуванням деталь покривають суспензією, що містить 60-40 мас.% бури, 40-60 мас.% графіту та інше вода. Недоліком способу (4) є відсутність перехідної зони необхідної товщини між шаром боридів та матрицею з високими мікромеханічними властивостями, які впливають на експлуатаційні характеристики зміцнених деталей. Крім того, він технічно ускладнює та збільшує тривалість обробки деталей. В основу винаходу поставлена задача: у способі обробки сталевих деталей шляхом введення порошкової суміші іншого складу та об'єднання (19) UA (11) 94237 (13) C2 (21) a200801126 (22) 30.01.2008 (24) 26.04.2011 (46) 26.04.2011, Бюл.№ 8, 2011 р. (72) СПИРИДОНОВА ІРИНА МИХАЙЛІВНА, КОЛЮЧА ВАЛЕНТИНА ДМИТРІВНА, МОСТОВИЙ ВОЛОДИМИР ІВАНОВИЧ, МІКАЕЛЯН ЮЛІЯ ОЛЕКСАНДРОВА, ФЕДОРЕНКОВА ЛЮБОВ ІВАНІВНА (73) ДНІПРОПЕТРОВСЬКИЙ НАЦІОНАЛЬНИЙ УНІВЕРСИТЕТ ІМЕНІ ОЛЕСЯ ГОНЧАРА (56) UA, 75824, C2, 15.04.2006 RU, 2221078, C2, 10.01.2004 US, 6245162, B1, 12.06.2001 KR, 920004014, B1, 22.05.1992 KR, 920004015, B1, 22.05.1992 JP, 03010062, A, 17.01.1991 3 94237 процесів дифузійного насичення та нагріву під гартування одержати покращені механічні властивості сталевих виробів та скоротити тривалість обробки деталей. Поставлена задача вирішується тим, що у способі обробки сталевих деталей, що включає дифузійне насичення та нагрів під гартування в борвмісній суміші у металевому коробі та гартування, згідно з винаходом процес дифузійного насичення та нагрів під гартування здійснюють одночасно при температурі 900-950°С для деталей, які розміщені в металевому коробі та присипані шаром порошкової суміші наступного складу, мас.%: KBF4 10-25 В2 О3 20-30 аморфний бор 10-20 Na2CO3 20-25 SiC решта. Результати обробки за найближчим аналогом (4) та запропонованим способом приведено в табл.1, 2. Заявлений спосіб здійснюється таким чином. Порошок запропонованого складу: 25 мас.% В2О3 + 20 мас.% KBF4 + 10 мас.% аморфного бору + 25 мас.% Na2CO3 + 10 мас.% SiC разом з деталями поміщають в металевий короб з кришкою та присипають деталі шаром цього порошку товщиною 3-5мм. Далі короб з деталями та порошковою сумішшю поміщають в піч, нагрівають та витримують протягом 30 хвилин при температурі 900950°С. Після закінчення обробки проводять гартування деталей. В результаті формується дифузійний шар товщиною 200-500мкм, при цьому товщина боридів - 20-60 мкм. Реалізація запропонованого способу обробки деталей дозволяє одержати необхідні фізикохімічні та механічні властивості на поверхні сталевих деталей, та економію енергії. Приклад 1 Обробку деталей зі сталі 40Х проводили згідно винаходу, що заявляється: одночасне дифузійне 4 насичення та нагрів під гартування при температурі 930±10°С протягом 30 хвилин деталей, розміщених у металевому коробі та присипаних шаром 3-5мм порошкової суміші наступного складу, мас.%: KBF4 20 В2О3 25 аморфний бор 15 Na2CO3 25 SiC 15. Після цього деталі гартували. В результаті отримали шар боридів товщиною 60-70 мкм, а мікротвердістю 15-16 ГПа. Мікротвердість та товщина підшарку складала 7-8 ГПа та 350-400мкм відповідно. З приведених результатів видно, що при застосуванні запропонованого способу на поверхні деталей формується зона дифузійного насичення з плавним переходом мікротвердості між боридним шаром та матрицею. Це приводить до покращення експлуатаційних характеристик зміцненої поверхні. Крім того, проведення ХТО та нагріву під гартування одночасно скорочує тривалість обробки та дозволяє підвищити коефіцієнт використання печі. Наведений приклад підтверджує досягнення технічного результату при здійсненні заявленого способу. Запропонована ХТО деталей технічно проста та можлива для використання на будь-якій термічній ділянці для деталей, виготовлених з низько-, середньо-, високовуглецевих та низьколегованих сталей. Джерела інформації: 1. Способ получения монофазы борида железа Fe2B. Патент Украины (19)UA (11)75824 (13)C2. 2. Борирующее вещество в форме пасты. Патент США US 2002 1003360 30 Α1. 3. Борирующее вещество. Патент США US 6, 245, 162, В1. 4. Способ обработки стальных изделий. Патент Российской Федерации RU (11)2221078 (13)C2. Таблиця 1 Вплив складу суміші на властивості дифузійної зони В2О3 1 10 20 25 30 40 25 25 25 25 25 25 За найближчим аналогом Склад суміші, мас.% Бор KBF4 Na2CO3 аморф. 2 3 4 20 20 25 20 20 25 20 20 25 20 20 25 20 20 25 5 20 25 10 20 25 15 20 25 20 20 25 30 20 25 15 25 25 SiC 5 25 15 10 5 0 25 20 15 10 0 30 930 30 40-50 100-120 Режим обробки Товщина бо- Товщина ридного шару, підшарку, Т, ±10° , хв. мкм мкм 6 7 8 9 930 30 100-150 200-350 45-55 350-400 250 100-150 20-25 80-100 30-40 200-250 45-50 320-350 30-40 250-300 25-30 80-100 100-150 (4) Примітки 10 Приклад Приклад заявлено Приклад Приклад Приклад Приклад заявлено Приклад Приклад Приклад 5 94237 6 Продовження таблиці 1 1 25 25 25 25 25 25 25 25 25 2 15 15 15 15 15 15 15 15 15 3 10 20 25 40 20 20 20 20 20 4 25 25 25 20 10 20 25 30 35 5 25 15 10 0 30 20 15 10 5 6 7 8 30-40 45-52 40-50 30-50 45-52 9 280-300 300-320 200-300 100-250 250-280 280-300 300-320 280-300 250-280 10 Приклад заявлено Приклад Приклад Приклад Приклад заявлено Приклад Приклад Таблиця 2 Вплив температури процесу обробки на властивості дифузійної зони Т, ±10° 820 900 930 950 1000 Товщина боридного шару, мкм 40-45 45-50 50-55 50-60 Комп’ютерна верстка А. Рябко Товщина підшарку, мкм Примітки 50-100 300-350 350-400 380-450 400-500 Приклад Приклад заявлено Приклад Приклад Підписне Тираж 23 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for steel parts processing
Автори англійськоюSpyrydonova Iryna Mykhailivna, Koliucha Valentyna Dmytrivna, Mostovyi Volodymyr Ivanovych, Mikaelian Yuliia Oleksandrova, Fedorenkova Liubov Ivanivna
Назва патенту російськоюСпособ обработки стальных деталей
Автори російськоюСпиридонова Ирина Михайловна, Колючая Валентина Дмитриевна, Мостовой Владимир Иванович, Микаэлян Юлия Александрова, Федоренкова Любовь Ивановна
МПК / Мітки
МПК: C21D 1/74, C23C 8/68, C23C 8/70
Мітки: сталевих, деталей, спосіб, обробки
Код посилання
<a href="https://ua.patents.su/3-94237-sposib-obrobki-stalevikh-detalejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб обробки сталевих деталей</a>
Спосіб обробки сталевих деталей
Номер патенту: 76654
Опубліковано: 15.08.2006
Автори: Афтанділянц Євген Григорович, Зазимко Оксана Володимирівна, КОТРЕЧКО ОЛЕКСІЙ ОЛЕКСІЙОВИЧ, Лопатько Костянтин Георгійович
Мітки: сталевих, спосіб, деталей, обробки
Формула / Реферат:
Спосіб обробки сталевих деталей, який включає дифузійне насичення бором в процесі термоциклювання в інтервалі температур 900-940°С і на 30-50°С нижче Ar1 протягом 0,5-1 год. з числом циклів обробки 4-6, ізотермічне борування при температурах 880-920°С протягом 1,0-2,0 год., допоміжну термоциклічну обробку в розплаві хлориду натрію в інтервалі температур на 30-50°С вище Ас3 і на 30-50°С нижче Ar1 з числом циклів обробки 4-6 і гартування, який...
Спосіб обробки плоских поверхонь сталевих деталей торцевими фрезами

Номер патенту: 54349
Опубліковано: 10.11.2010
Автори: Шахбазов Яків Олександрович, Білявський Максим Леонідович, Білявський Леонід Альфонсович, Стецько Андрій Євгенович
МПК: B23C 3/00
Мітки: поверхонь, деталей, сталевих, торцевими, обробки, спосіб, плоских, фрезами
Формула / Реферат:
Спосіб обробки плоских поверхонь сталевих деталей торцевими фрезами, що включає початкове формування зміцненого поверхневого шару оброблюваної поверхні здійснюють шляхом поверхневого пластичного деформування, причому деформуючий елемент розташований в радіальному напрямку на більшій відстані від осі фрези, а кінцеве зняття частини зміцненого шару здійснюють різальними елементами, розташованими в радіальному напрямку на меншій відстані від...
Спосіб обробки нерухомих трибосполучень із сталевих і чавунних деталей
Номер патенту: 48963
Опубліковано: 12.04.2010
Автори: Аулін Віктор Васильович, Тихий Андрій Анатолійович, Лізунов Сергій Миколайович, Кузик Олександр Володимирович, Голуб Дмитро Вадимович, Лисенко Сергій Володимирович
МПК: B23H 5/00
Мітки: обробки, деталей, нерухомих, сталевих, трибосполучень, чавунних, спосіб
Формула / Реферат:
Спосіб обробки нерухомих трибосполучень із сталевих і чавунних деталей, який включає термічне легування, який відрізняється тим, що на сполучену поверхню сталевих і чавунних деталей наносять покриття з нікелю лазерною обробкою з густиною потужності 3∙108 Вт/м2, потім на поверхневий шар із нікелю цим же методом і на тих самих режимах наносять кільцеві ділянки покриття з твердого сплаву ВК з інтервалом і шириною 3...5 мм.
Паста для обробки деталей із сталевих і алюмінієвих матеріалів
Номер патенту: 48199
Опубліковано: 10.03.2010
Автори: Анпилогов Євген Михайлович, Анпілогова Ірина Євгенієвна, Дзюндзюк Борис Васильович
Мітки: паста, алюмінієвих, деталей, обробки, матеріалів, сталевих
Формула / Реферат:
Паста для обробки деталей із сталевих і алюмінієвих матеріалів, яка містить абразивний мікропорошок, поліоксіетилований синтетичний жирний спирт, щавлеву кислоту, емульсор, водний розчин тринатрійфосфату, яка відрізняється тим, що додатково містить оцтову кислоту, ароматизатор, інгібітор корозії, електрокорунд нормальний і абразивний мікропорошок, взяті більш дрібнодисперсної структури, 10 % водний розчин тринатрійфосфату при наступному...
Спосіб хіміко-термічної обробки сталевих деталей
Номер патенту: 6655
Опубліковано: 29.12.1994
Автори: Будюк Едуард Димитрович, Окара Сергій Володимирович, Лисенко Олександр Леонідович, Крижановський Михайло Вікторович, Пархоменко Володимир Димитрович
Мітки: деталей, сталевих, хіміко-термічної, спосіб, обробки
Формула / Реферат:
(57) Способ химико-термической обработки стальных деталей, включающий обработку поверхности струей азотосодержащей плазмы со среднемассовой температурой струи 6000-10000К с последующим охлаждением, отличающийся тем, что обработку осуществляют при скорости истечения плазменной струи 500-700 м/с за несколько термических циклов, причем после первого термического цикла проводят закалку поверхностного слоя детали, а последующие циклы осуществляют...
Попередній патент: Система для формування зображення видовженого прутка (варіанти)
Наступний патент: Волокна цитрусового фрукта в емульсіях
Випадковий патент: Рекламний стенд