Титановий виливок для гарячої прокатки і спосіб його виготовлення
Номер патенту: 114669
Опубліковано: 10.07.2017
Автори: Кунієда Томонорі, Морі Кеніті, Фудзії Хідекі, Тацудзава Йосіцугу, Такахасі Кадзухіро
Формула / Реферат
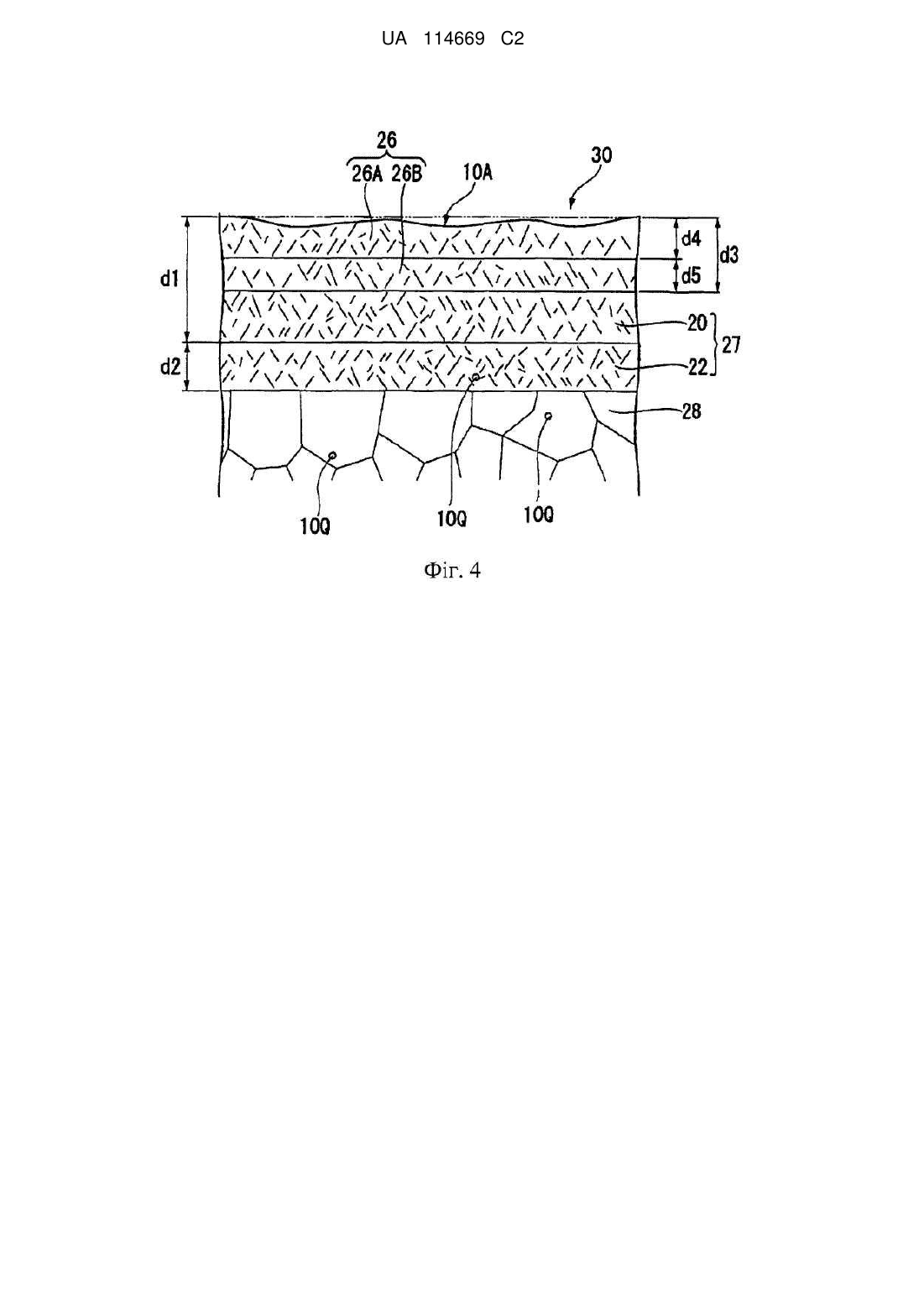
1. Титановий виливок для гарячої прокатки, що складається з технічно чистого титану, причому титановий виливок включає:
шар подрібнення мікроструктури з голчатою мікроструктурою в самому зовнішньому шарі, призначеного для прокатки поверхневого шару; і
внутрішній шар подрібнення мікроструктури з голчатою мікроструктурою, що наявний з внутрішньої сторони від шару подрібнення мікроструктури,
причому мікроструктура тверднення виливка присутня далі всередину, ніж внутрішній шар подрібнення мікроструктури,
причому шар подрібнення мікроструктури має більш дрібнозернисту мікроструктуру, ніж внутрішній шар подрібнення мікроструктури,
причому шар подрібнення мікроструктури присутній в діапазоні глибини 1 мм або більше і менше 6 мм від поверхні, і
причому внутрішній шар подрібнення мікроструктури присутній з внутрішньої сторони від шару подрібнення мікроструктури в діапазоні глибини 3 мм або більше і 20 мм або менше від поверхні.
2. Титановий виливок для гарячої прокатки за п. 1, що включає щонайменше один вид стабілізуючих a-фазу елементів і нейтральних елементів в кількості 0 % або більше і менше 2,0 % в розрахунку на загальний мас. % в діапазоні глибини 4 мм або менше від поверхні.
3. Титановий виливок для гарячої прокатки за п. 1, що включає щонайменше один вид стабілізуючих b-фазу елементів в кількості 1,5 % або менше в розрахунку на загальний мас. % в діапазоні глибини 4 мм або менше від поверхні.
4. Титановий виливок для гарячої прокатки за п. 1, що включає в діапазоні глибини 4 мм або менше від поверхні,
щонайменше один вид стабілізуючих a-фазу елементів і нейтральних елементів в кількості 0 % або більше і менше 2,0 % в розрахунку на загальний мас. %, і
щонайменше один вид стабілізуючих b-фазу елементів в кількості 1,5 % або менше в розрахунку на загальний мас. %.
5. Титановий виливок для гарячої прокатки за п. 1, в якому кількість кристалічних зерен, що мають діаметр кристалічного зерна 3 мм або більше, становить 5 або менше на м2 поверхні в стані при кімнатній температурі після термообробки при 820 °C протягом 240 хвилин.
6. Спосіб виготовлення титанового виливка для гарячої прокатки за будь-яким з пп. 1-5, що включає:
першоетапний процес поверхневої термообробки нагріванням поверхні матеріалу виливка, що складається з технічно чистого титану, що прокатують при гарячій прокатці, для нагрівання області глибиною 6 мм або більше і 20 мм або менше від поверхні до точки b-перетворення або вище і для розплавлення діапазону глибини 3 мм або більше і 10 мм від поверхні, і першоетапний процес охолоджування матеріалу виливка до нижчої температури, ніж точка b-перетворення, після першоетапного процесу поверхневої термообробки; і
другоетапний процес поверхневої термообробки повторним нагріванням поверхні, підданої першоетапному процесу поверхневої термообробки і першоетапному процесу охолоджування, для нагрівання області глибиною 1 мм або більше і менше 6 мм від поверхні до точки b-перетворення або вище, і другоетапний процес охолоджування охолоджуванням матеріалу виливка до нижчої температури, ніж точка b-перетворення, після другоетапного процесу поверхневої термообробки.
7. Спосіб виготовлення титанового виливка для гарячої прокатки за п. 6, в якому теплопідведення на одиницю площі у другоетапному процесі поверхневої термообробки задають нижчим, ніж теплопідведення на одиницю площі в першоетапному процесі поверхневої термообробки.
8. Спосіб виготовлення титанового виливка для гарячої прокатки за п. 6, в якому у відповідних процесах з першоетапного процесу поверхневої термообробки і другоетапного процесу поверхневої термообробки поверхню опромінюють електронним променем при безперервному переміщенні електронно-променевої гармати в напрямку, паралельному до поверхні матеріалу виливка.
9. Спосіб виготовлення титанового виливка для гарячої прокатки за п. 6, в якому першоетапний процес охолоджування і другоетапний процес охолоджування здійснюють за рахунок відведення тепла у бік основного металу матеріалу виливка.
10. Спосіб виготовлення титанового виливка для гарячої прокатки за п. 6, в якому у другоетапному процесі охолоджування забезпечують проходження матеріалу виливка через точку b-перетворення при швидкості охолоджування 60 °C/хвилину або більше.
11. Спосіб виготовлення титанового виливка для гарячої прокатки за п. 6, в якому другоетапний процес поверхневої термообробки і другоетапний процес охолоджування здійснюють багато разів.
12. Спосіб виготовлення титанового виливка для гарячої прокатки за п. 6, в якому в першоетапному процесі поверхневої термообробки поверхню розплавляють спільно з матеріалом, що містить щонайменше один вид стабілізуючих a-фазу елементів і нейтральних елементів.
13. Спосіб виготовлення титанового виливка для гарячої прокатки за п. 6, в якому в першоетапному процесі поверхневої термообробки поверхню розплавляють спільно з матеріалом, що містить щонайменше один вид стабілізуючих b-фазу елементів.
14. Спосіб виготовлення титанового виливка для гарячої прокатки за п. 6, в якому в першоетапному процесі поверхневої термообробки поверхню розплавляють спільно з матеріалом, що містить щонайменше один вид стабілізуючих a-фазу елементів і нейтральних елементів, і матеріалом, що містить щонайменше один вид стабілізуючих b-фазу елементів.
15. Спосіб виготовлення титанового виливка для гарячої прокатки за п. 6, в якому поверхню розплавляють у другоетапному процесі поверхневої термообробки.
16. Спосіб виготовлення титанового виливка для гарячої прокатки за п. 15, в якому у другоетапному процесі поверхневої термообробки поверхню розплавляють спільно з матеріалом, що містить щонайменше один вид стабілізуючих a-фазу елементів і нейтральних елементів.
17. Спосіб виготовлення титанового виливка для гарячої прокатки за п. 15, в якому у другоетапному процесі поверхневої термообробки поверхню розплавляють спільно з матеріалом, що містить щонайменше один вид стабілізуючих b-фазу елементів.
18. Спосіб виготовлення титанового виливка для гарячої прокатки за п. 15, в якому у другоетапному процесі поверхневої термообробки поверхню розплавляють спільно з матеріалом, що містить щонайменше один вид стабілізуючих a-фазу елементів і нейтральних елементів, і матеріалом, що містить щонайменше один вид стабілізуючих b-фазу елементів.
19. Спосіб виготовлення титанового виливка для гарячої прокатки за п. 6, в якому матеріал виливка виливають способом виливання плоских заготовок з прямим охолоджуванням.
20. Спосіб виготовлення титанового виливка для гарячої прокатки за п. 6, в якому матеріал виливка одержують виливанням розплавленого металу, одержаного способом електронно-променевого переплавлення, способом виливання плоских заготовок із прямим охолоджуванням.
21. Спосіб виготовлення титанового виливка для гарячої прокатки за п. 6, в якому матеріал виливка має поверхню виливка в стані після виливання.
Текст
Реферат: Запропонований титановий виливок для гарячої прокатки, що складається з технічно чистого титану, причому титановий виливок включає: шар подрібнення мікроструктури з голчатою мікроструктурою в самому зовнішньому шарі поверхневого шару, призначеного для прокатки; і внутрішній шар подрібнення мікроструктури з голчатою мікроструктурою, що наявний з внутрішньої сторони від шару подрібнення мікроструктури. Мікроструктура тверднення виливка присутня далі всередину, ніж внутрішній шар подрібнення мікроструктури. Шар подрібнення мікроструктури має більш дрібнозернисту мікроструктуру, ніж внутрішній шар подрібнення мікроструктури. Шар подрібнення мікроструктури присутній в діапазоні глибини 1 мм або більше і менше 6 мм від поверхні. Внутрішній шар подрібнення мікроструктури присутній із внутрішньої сторони від шару подрібнення мікроструктури в діапазоні глибини 3 мм або більше і 20 мм або менше від поверхні. UA 114669 C2 (12) UA 114669 C2 UA 114669 C2 5 10 15 20 25 30 35 40 45 50 55 60 ОПИС Галузь техніки [0001] Даний винахід стосується титанових виливок для гарячої прокатки, що складаються з технічно чистого титану, і способів їх виготовлення, конкретніше, титанового виливка для гарячої прокатки, що дає гарячекатаний лист з чудовою якістю поверхні, і способу його виготовлення. Дана заявка основується на і вимагає пріоритет попередньої заявки на патент Японії № 2013-075886, поданої 1 квітня 2013 року в Японське патентне відомство, зміст якої включений сюди за посиланням. Рівень техніки [0002] Загалом, технічно чистий титан звичайно одержують у вигляді великого виливка з використанням як вихідних матеріалів для плавлення губчастого титану, що одержується способом Крола, і титанового скрапу, а потім плавленням їх способом вакуумно-дугового переплавлення (ВДП) і електронно-променевого переплавлення (ЕПП). У зв'язку з цим, у випадку ВДП формий виливок обмежується циліндричною виливкою. З іншого боку, у випадку ЕПП матеріали можуть бути відлиті у вигляді виливка з прямокутним поперечним перерізом, тобто в формі плоскої заготовки (сляба). [0003] Крім того, коли такий великий виливок, як описано вище, використовують як сировину для виготовлення титанових матеріалів, таких як титанові листи і тому подібне, великий виливок піддають, якщо необхідно, обробці зрізанням поверхні, а потім прокатці або проковці в сляб при високій температурі для деформування великого злитка в плоску заготовку, що має форму і розмір, які підходять для подальшої гарячої прокатки. Процес гарячої обробки тиском, що проводиться за допомогою вищезгаданих прокатки або проковки в сляб, в даний заявці називається процесом обтискання. Крім того, сляб звичайно піддають обробці різанням для видалення його поверхневого шару на глибину приблизно декількох міліметрів шляхом зрізання, щоб видалити оксидний шар і збагачений киснем шар, які утворюються на поверхні сляба після процесу обтискання, і потім сляб піддають гарячій прокатці. [0004] Однак вищезгаданий традиційний спосіб вимагає великих витрат часу і коштів на процес обтискання, що проводиться прокаткою або проковкою в сляб для деформування великого виливка до досягнення форми і розміру, які придатні для гарячої прокатки, і це дуже ускладнювало підвищення продуктивності і зниження витрат на виготовлення титанових листів. [0005] З іншого боку, в недавні роки був розроблений метод виготовлення відносно тонкого виливка в формі сляба, тобто титанового виливка, що має форму і розмір, які дозволяють піддавати виливок гарячій прокатці як він є, способом виливання плоских заготовок з прямим охолоджуванням (також що називається способом прямого виливання), як спосіб виливання виливка в формі сляба, замість виливання такого великого злитка, як було описано вище. Згідно зі способом прямого виливання плоских заготовок розплавлений титан, одержаний плавленням титану в подовій ємності електронно-променевої печі і тому подібного, безперервно вводять у водоохолоджуваний мідний кристалізатор, що підтримується в атмосфері вакууму, і частину розплавленого титану, затверділу у водоохолоджуваному мідному кристалізаторі, безперервно витягують з боку нижнього кінця кристалізатора з одержанням виливка в формі сляба, що має задану довжину. [0006] Застосування способу виливання плоских заготовок з прямим охолоджуванням, здійснюваного за допомогою вищезгаданого ЕПП і тому подібного у вакуумі, дозволяє відмовитися від процесу обтискання, що традиційно вимагався, що зробило можливим підвищення продуктивності при виготовленні титанового листа і зниження витрат на його виробництво. [0007] Крім того, існує така проблема, що, навіть коли сляб (без виконання процесу обтискання), одержаний із застосуванням способу виливання плоских заготовок з прямим охолоджуванням, що проводиться за допомогою ЕПП і тому подібного у вакуумі, як було описано вище, піддають гарячій прокатці, властивості поверхні гарячекатаного листа після гарячої прокатки не обов'язково поліпшуються. Тобто, існує така проблема, що на поверхні гарячекатаного листа утворюються численні дрібні і великі дефекти, що перекриваються, що мають довжину від декількох мм до приблизно 10 мм. Такі численні дефекти, що перекриваються, що утворилися на поверхні, в даній заявці будуть називатися поверхневими дефектами. Такі поверхневі дефекти, що утворилися на гарячекатаному листі, вважаються такими, що виникають внаслідок грубозернистої мікроструктури відлитого сляба у відлитому стані. Тобто сляб, виготовлений без пропускання через процес обтискання, в якому проводять гарячу обробку тиском, має в відлитому стані мікроструктуру, що складається з великих кристалічних зерен в стані після виливання, і навіть якщо його поверхню піддають обробці різанням, щоб зробити меншими нерівності на поверхні, після різання в поверхневому шарі 1 UA 114669 C2 5 10 15 20 25 30 35 40 45 50 55 60 присутня грубозерниста мікроструктура. Вважається, що поверхневі дефекти утворюються на гарячекатаному листі внаслідок такої грубозернистої мікроструктури в поверхневому шарі виливка. [0008] У зв'язку з цим, конкретний фактор, що зумовлює утворення поверхневих дефектів на гарячекатаному листі внаслідок грубозернистої мікроструктури виливка, вважається таким, що стосується того, що в граничній області між маточною фазою і двійниковим кристалом формуються відносно великі западини внаслідок великої розорієнтації між маточною фазою і двійниковим кристалом, і великий гарячий двійниковий кристал, що утворився на початку гарячої прокатки, і метал перекриваються на вищезгаданих западинах, утворюючи поверхневі дефекти при подальшій гарячій прокатці. [0009] З іншого боку, вже були запропоновані деякі способи, в яких поверхневий шар титанового сляба для гарячої прокатки, який одержаний без пропускання через процес обтискання, перед гарячою прокаткою піддають перетворювальній обробці, щоб запобігти утворенню поверхневих дефектів на поверхні гарячекатаного листа після гарячої прокатки. [0010] Наприклад, в патентному документі 1 пропонується, що поверхню титанового сляба для гарячої прокатки піддають ударній обробці (пластичному деформуванню) при кімнатній температурі сталевим інструментом з радіусом кривизни бойка від 3 до 30 мм або сталевою кулькою, що має радіус від 3 до 30 мм, що надає слябу лунки, що мають середню глибину 0,21,5 мм і середню довжину 3-15 мм по контуру елемента нерівності. У вищезапропонованому способі поверхневому шару титанового сляба надають задану пластичну деформацію при кімнатній температурі за допомогою виготовленого зі сталі інструмента або сталевої кульки, кожна з яких описана вище, щоб тим самим перекристалізувати поверхневий шар при подальшому нагріванні перед гарячою прокаткою і сформувати дрібнозернисту мікроструктуру, завдяки чому може бути відвернуте утворення вм'ятин, зумовлене такою грубозернистою мікроструктурою, як було описано вище. Відповідно, навіть коли процес обтискання виключений, можуть бути скорочені поверхневі дефекти гарячекатаного листа. [0011] У патентному документі 2 запропонований спосіб, в якому поверхня титанового сляба для гарячої прокатки, особливо поверхня тієї сторони, яка являє собою прокатувану при гарячій прокатці поверхню, піддають високоенергетичному впливу шляхом високочастотного індукційного нагрівання, дугового нагрівання, плазмового нагрівання, електронно-променевого нагрівання, лазерного нагрівання і тому подібного, розплавляючи тільки поверхневий шар на глибину 1 мм або більше, і в якому поверхня відразу ж різко охолоджується і знову твердне. У випадку запропонованого вище способу титан, природно, має температуру плавлення, яка вища точки β-перетворення, і тому в міру розплавлення поверхні шар зони термічного впливу (ЗТВ) на нижній стороні (стороні основного металу) від розплавленого шару на поверхні також нагрівається до точки β-перетворення або вище і піддається β-перетворенню. У запропонованому вище способі поверхневий шар титанового сляба для гарячої прокатки розплавляється, внаслідок чого поверхня розгладжується; крім того, розплавлений шар потім різко охолоджується відведенням тепла у бік основного металу і твердне; і в той же час різко охолоджується шар ЗТВ (β-фаза) на нижній стороні, завдяки чому розплавлений шар і шар ЗТВ перетворюються в дрібнозернисту мікроструктуру перетворення (звичайно — дрібнозернисту голчату мікроструктуру). Потім поверхневий шар, який був подрібнений вищеописаним чином, перекристалізується при подальшому повторному нагріванні перед гарячою прокаткою і перетворюється в зернисту мікроструктуру (мікроструктуру з рівновісними зернами), що має дрібнозернисту і безладну орієнтацію. Відповідно, може бути відвернуте утворення зумовлених грубозернистою мікроструктурою вм'ятин, а також можуть бути усунуті поверхневі дефекти на гарячекатаному листі після гарячої прокатки. Джерела інформації: рівня техніки [0012] [Патентна Джерела інформації:] Патентний документ 1: WO 2010/090352 Патентний документ 2: JP 2007-332420A Суть винаходу Проблема(и), що вирішується(ються) винаходом [0013] У проведених авторами даного винаходу експериментах і тому подібних було підтверджено, що згідно зі способом перетворювальної обробки поверхневого шару, в якому поверхневому шару титанового сляба для гарячої прокатки надають пластичну деформацію при кімнатній температурі, як показано в патентному документі 1, і способу перетворювальної обробки поверхневого шару, в якому поверхню титанового сляба для гарячої прокатки піддають високоенергетичному впливу для розплавлення тільки поверхневого шару і в якому 2 UA 114669 C2 5 10 15 20 25 30 35 40 45 50 55 60 поверхневий шар різко охолоджується і знову твердне, як показано в патентному документі 2, навіть поверхневий шар титанового сляба для гарячої прокатки, який виготовлений без пропускання через процес обтискання, може бути ефективно перетворений залежно від умов його поверхні, щоб запобігти утворенню поверхневих дефектів на гарячекатаному листі. Тобто, поверхневий шар виливка, відлитого способом виливання плоских заготовок з прямим охолоджуванням у вакуумі, звичайно має помітні нерівності і є у високій мірі дефектним, як вже було описано вище. Однак стверджувалось, що поверхневий шар вищезгаданого сляба видаляють на глибину декількох мм обробкою різанням і потім піддають перетворювальній обробці поверхневого шару, як показано в патентному документі 1 або патентному документі 2, внаслідок чого може бути відвернуте утворення поверхневих дефектів на гарячекатаному листі після подальшої гарячої прокатки. [0014] Однак, щоб виконати зрізання поверхні перед вищеописаною перетворювальною обробкою, потрібні великі витрати праці і часу, і у великій мірі знижується вихід продукції. Відповідно, якщо стає можливим пригнітити утворення поверхневих дефектів на гарячекатаному листі за допомогою перетворювальної обробки поверхні навіть при виключенні вищезгаданої обробки зрізанням поверхні, титановий лист з чудовими властивостями поверхні може бути виготовлений з високою продуктивністю і з низькими витратами. Однак стало ясно, що, коли виливок після виливання, в якому на поверхні присутня кірка окалини, піддають перетворювальній обробці поверхні без виконання вищеописаної обробки зрізанням поверхневого шару перед перетворювальною обробкою поверхні, стає складним надійно і стабільно запобігати утворенню поверхневих дефектів на поверхні гарячекатаного листа. [0015] Відповідно, даний винахід зосереджений на створенні титанового виливка для гарячої прокатки і способу його виготовлення, причому спосіб не тільки не передбачає процесу обтискання, але і не вимагає обробки різанням перед перетворювальною обробкою поверхні і дозволяє надійно запобігати утворенню поверхневих дефектів на поверхні гарячекатаного листа після подальшої гарячої прокатки, так що може бути поліпшене виготовлення титанового гарячекатаного листа зі зниженням вартості. Засоби вирішення проблем(и) [0016] Щоб вирішити вищезгадані проблеми, автори даного винаходу провели ґрунтовні багаторазові експерименти і дослідження методу поверхневого перетворення, показаного у вищеописаному патентному документі 2, і в результаті з'ясували наступні обставини. [0017] А саме: поверхню виливка нагрівають за допомогою нагрівального засобу з високою густиною енергії, такого як електронний промінь, для розплавлення тільки поверхневого шару, а потім виливок звичайно охолоджують відведенням тіла у бік основного металу. У цьому випадку, що менша товщина розплавленого шару, то менше теплопідведення на одиницю 2 площі поверхні виливка (далі одиниця площі становить 1 см відносно теплопідведення), і тому швидкість охолоджування безпосередньо після нагрівання зростає, так що поверхневий шар (розплавлений і повторно затверділий шар), що тверднув при охолоджуванні, перетворюється в більш дрібнозернисту мікроструктуру. Мікроструктура поверхневого шару, нагрітого для подальшої гарячої прокатки, також є більш дрібнозернистою і приводить до можливості надійно запобігати відносно великим вм'ятинам, що утворюються на початку гарячої прокатки, і поверхневим дефектам, утвореним на гарячекатаному листі. [0018] Однак, коли глибина розплавлення мала, дефекти (що відбуваються від виливання), такі як раковини і зморшки, які присутні в положенні на певному рівні глибини від поверхні, в деяких випадках не зникають. Тобто, експериментами було підтверджено, що глибину розплавлення необхідно регулювати до декількох мм або менше, щоб в достатній мірі подрібнити мікроструктуру поверхневого шару при повторному твердненні після переплавлення. Однак в багатьох випадках раковини, що виникають при виливанні, присутні в глибшому положенні, ніж вищезгаданий рівень, тобто в положенні на глибині від 5 до 8 мм, яка перевищує величину в декілька мм від поверхні. Відповідно, коли поверхневий шар розплавляють тільки до глибини в декілька мм, раковини, присутні у відносно глибшому положенні, не зникають, і тому визнано, що при гарячій прокатці від цих раковин як вихідних точок виникають тріщини і що на поверхні утворюються відносно великі увігнуті ділянки з утворенням поверхневих дефектів. [0019] Як вважають, вищеописана проблема може бути вирішена збільшенням глибини розплавлення при нагріванні поверхні виливка нагрівальним засобом з високою густиною енергії, таким як електронний промінь, для розплавлення поверхневого шару. Однак у вищезгаданому випадку теплопідведення на одиницю площі поверхні виливка зростає, на відміну від вищеописаного випадку, і знижується швидкість охолоджування відведенням тепла у бік основного металу безпосередньо після нагрівання, так що мікроструктура затверділого при 3 UA 114669 C2 5 10 15 20 25 30 35 40 45 50 55 60 охолоджуванні поверхневого шару (розплавленого і повторно затверділого шару) подрібнюється в недостатній мірі. Мікроструктура поверхневого шару, нагрітого для подальшої гарячої прокатки, також є недостатньо подрібненою, і тому відносно великі вм'ятини, що утворилися на початку гарячої прокатки, і поверхневі дефекти, утворені на гарячекатаному листі, скорочуються недостатньо. [0020] Ґрунтовні експерименти і дослідження, багато разів проведені авторами даного винаходу на основі вищезгаданих нових відомостей, привели до таких висновків, що відносно великі вм'ятини, що утворилися на початку гарячої прокатки, і поверхневі дефекти, утворені на гарячекатаному листі, можуть бути надійно пригнічені додатковим удосконаленням показаної в патентному документі 2 технології перетворення поверхні і, зокрема, привели до висновку, що відносно великі вм'ятини, що утворилися на початку гарячої прокатки, і поверхневі дефекти, утворені на гарячекатаному листі, можуть бути надійно пригнічені також у відлитій поверхні сляба в стані після виливання, який попередньо не піддавали обробці різанням. [0021] Тобто, поверхневий шар виливка, який являє собою матеріал сляба для гарячої прокатки, розплавлюють опроміненням електронним променем або тому подібним і дають йому повторно затвердіти, а потім поверхню розплавленого і знову затверділого шару опромінюють знову електронним променем або тому подібним для нагрівання поверхневої області (області з меншою глибиною, ніж глибина розплавленого і знову затверділого шару) в розплавленому і знову затверділому шарі до температури точки β-перетворення або вище зі швидким охолоджуванням і твердненням цієї поверхневої області. Було виявлено, що, оскільки нагрівання виконують двічі на поверхневому шарі шляхом опромінення електронним променем або тому подібним, можна надійно запобігти утворенню відносно великих вм'ятин на початку гарячої прокатки і поверхневих дефектів, що утворюються на гарячекатаному листі, і, в доповнення до вищезгаданого, формування поверхневих дефектів, що виникають на гарячекатаному листі після подальшої гарячої прокатки, також може бути надійно пригнічене на відлитій поверхні сляба в стані після виливання, який попередньо не піддавали обробці різанням. Таким чином, був створений даний винахід. [0022] Згідно з даним винаходом запропонований титановий виливок для гарячої прокатки, що складається з технічно чистого титану, причому титановий виливок для гарячої прокатки включає: шар подрібнення мікроструктури з голчатою мікроструктурою на поверхні; і внутрішній шар подрібнення мікроструктури з голчатою мікроструктурою, що є з внутрішньої сторони від шару подрібнення мікроструктури. Мікроструктура тверднення виливка присутня далі всередину, ніж внутрішній шар подрібнення мікроструктури. Шар подрібнення мікроструктури має більш дрібнозернисту мікроструктуру, ніж внутрішній шар подрібнення мікроструктури. Шар подрібнення мікроструктури присутній в діапазоні глибини 1 мм або більше і менше 6 мм від поверхні. Внутрішній шар подрібнення мікроструктури присутній з внутрішньої сторони від шару подрібнення мікроструктури в діапазоні глибини 3 мм або більше і 20 мм або менше від поверхні. [0023] У такому титановому виливку для гарячої прокатки згідно з даним винаходом, як описано вище, шар подрібнення мікроструктури, присутній на самій зовнішній поверхні, перетворений, як буде роз'яснено пізніше в способі виготовлення, в рівновісну дрібнозернисту мікроструктуру з безладною орієнтацією в стані, в якому виливок підданий термообробці перед гарячою прокаткою або еквівалентній обробці і рекристалізації. У зв'язку з цим, термообробка перед гарячою прокаткою або еквівалентна обробка в даному винаході буде означати термообробку при 820 °C протягом 240 хвилин. Тобто, в загальному, титановий сляб піддають гарячій прокатці звичайно при нагріванні приблизно до 720-920 °C протягом приблизно 60-420 хвилин. Тоді в даному винаході застосовуються умови нагрівання під гарячу прокатку, які відповідають середині вищезгаданих діапазонів умов, і діаметр зерен під час піддавання виливка термообробці перед гарячою прокаткою або еквівалентній обробці при 820 °C протягом 240 хвилин встановлюється як показник подрібнення шару подрібнення мікроструктури. [0024] Згідно з даним винаходом запропонований спосіб виготовлення титанового виливка для гарячої прокатки, що включає: першоетапний процес поверхневої термообробки з нагріванням поверхні матеріалу виливка, що складається з технічно чистого титану, призначеного для обробки гарячою прокаткою, для нагрівання області з глибиною 6 мм або більше і 20 мм або менше від поверхні до точки β-перетворення або вище і розплавлення діапазону глибини 3 мм або більше і 10 мм від поверхні, і першоетапний процес охолоджування з охолоджуванням матеріалу виливка до нижчої температури, ніж точка β-перетворення, після першоетапного процесу поверхневої термообробки; і другоетапний процес поверхневої термообробки з повторним нагріванням поверхні, підданої першоетапному процесу поверхневої термообробки і першоетапному процесу охолоджування, для нагрівання області з глибиною 1 4 UA 114669 C2 5 10 15 20 25 30 35 40 45 50 55 60 мм або більше і менше 6 мм від поверхні до точки β-перетворення або вище, і другоетапний процес охолоджування з охолоджуванням матеріалу виливка до нижчої температури, ніж точка β-перетворення, після другоетапного процесу поверхневої термообробки. У зв'язку з цим, точка β-перетворення являє собою температуру, при або вище якої β-фаза є стабільною фазою і при або нижче якої стабільною фазою головним чином є α-фаза. Точка βперетворення технічно чистого титану становить 880-920 °C. [0025] Згідно з даним винаходом явні нерівності, присутні на поверхні виливка після виливання, видаляються і розгладжуються внаслідок розплавлення, і в той же час усуваються такі дефекти, як внутрішні раковини, що виникли при виливанні. Крім того, також зникає грубозерниста мікроструктура виливка. У доповнення, поверхня внаслідок повторного нагрівання і різкого охолоджування перетворюється в шар подрібнення мікроструктури. Відповідно, при піддаванні титанового виливка для гарячої прокатки згідно з даним винаходом гарячій прокатці може бути завчасно відвернуте утворення поверхневих дефектів, зумовлених зморшками, що виникли при виливанні, і внутрішніми раковинами, і в той же час може бути завчасно усунуте також утворення відносно великих увігнутих ділянок на початку гарячої прокатки, викликаних недостатнім подрібненням мікроструктури, і поверхневих дефектів на гарячекатаному листі. Тобто, внутрішній шар подрібнення мікроструктури, який розплавляють і нагрівають до точки β-перетворення або вище при розплавленні і повторному твердненні на першому етапі, має достатню товщину від 6 мм або більше до 20 мм або менше від поверхні, і внутрішній шар подрібнення мікроструктури, який розплавляють і повторно отверджують аж до глибшого положення, ніж припуск (близько декількох мм), що зрізається, в традиційному способі. Відповідно, в достатній мірі видаляються раковини (раковини, присутні в положенні на глибині, що перевищує припуск, що звичайно зрізається), що знаходяться в глибшому положенні, ніж положення в декілька мм від поверхні, і в той же час також усуваються помітні нерівності на поверхні. З іншого боку, підданий повторному нагріванню і різкому охолоджуванню шар подрібнення мікроструктури на стороні поверхні другого етапу являє собою тонкий шар, присутній в положенні 1 мм або більше і менше 6 мм від поверхні, і тому шар подрібнення мікроструктури перетворюється в шар, що має досить дрібнозернисту мікроструктуру, внаслідок ефекту високошвидкісного охолоджування, що забезпечується відведенням тепла в основний метал після повторного нагрівання. Відповідно, також може бути надійно відвернуте формування відносно великих увігнутих ділянок на початку гарячої прокатки, викликаних недостатнім подрібненням мікроструктури, і поверхневих дефектів на гарячекатаному листі. Відповідні дії, описані вище, також можуть бути одержані у виливку, що знаходиться в стані, в якому виливок не проходив процес обтискання, що проводиться прокаткою в сляб, проковкою, або тому подібним методом при гарячій обробці тиском після виливання, і такі дії можуть бути одержані також у виливку з так званими кірками окалини на виливках, поверхню яких попередньо не піддавали обробці різанням. [0026] Титановий виливок для гарячої прокатки згідно з даним винаходом може включати щонайменше один вид стабілізуючих α-фазу елементів і нейтральних елементів в кількості 0% або більше і менше 2,0% в розрахунку на загальний мас.% в діапазоні глибини 4 мм або менше від поверхні. Титановий виливок для гарячої прокатки згідно з даним винаходом може включати щонайменше один вид стабілізуючих β-фазу елементів в кількості 1,5% або менше в розрахунку на загальний мас.% в діапазоні глибини 4 мм або менше від поверхні. Титановий виливок для гарячої прокатки згідно з даним винаходом може включати, в діапазоні глибини 4 мм або менше від поверхні, щонайменше один вид стабілізуючих α-фазу елементів і нейтральних елементів в кількості 0% або більше і менше 2,0% в розрахунку на загальний мас.%, а також щонайменше один вид стабілізуючих β-фазу елементів в кількості 1,5% або менше в розрахунку на загальний мас.%. [0027] Відносно титанового виливка для гарячої прокатки згідно з даним винаходом, кількість кристалічних зерен, що мають діаметр кристалічного зерна 3 мм або більше, переважно 2 становить 5 або менше на м поверхні в стані при кімнатній температурі після термообробки при 820 °C протягом 240 хвилин. [0028] Відносно способу виготовлення титанового виливка для гарячої прокатки згідно з 2 даним винаходом, теплопідведення на одиницю площі (1 см ) у другоетапному процесі поверхневої термообробки може бути задане меншим, ніж теплопідведення на одиницю площі в першоетапному процесі поверхневої термообробки. У цьому відношенні теплопідведення у вищеописаному другоетапному процесі поверхневої термообробки більш знижене, ніж теплопідведення в першоетапному процесі поверхневої 5 UA 114669 C2 5 10 15 20 25 30 35 40 45 50 55 60 термообробки, оскільки товщина розплавленого шару або шару ЗТВ, що утворюється при нагріванні другого етапу, повинна бути меншою, ніж товщина шару, утвореного на першому етапі. [0029] Відносно способу виготовлення титанового виливка для гарячої прокатки згідно з даним винаходом, опромінення електронним променем може проводитися з безперервним переміщенням електронно-променевої гармати в напрямку, паралельному до поверхні матеріалу виливка, при відповідних процесах з першоетапного процесу поверхневої термообробки і другоетапного процесу поверхневої термообробки. [0030] Першоетапний процес охолоджування і другоетапний процес охолоджування можуть бути проведені шляхом відведення тепла у бік основного металу матеріалу виливка. У цьому випадку у другоетапному процесі охолоджування матеріалу виливка забезпечують можливість пройти через точку β-перетворення при швидкості охолоджування 60 °C/хвилина або більше. У цьому відношенні, якщо швидкість охолоджування при другоетапному процесі охолоджування становить менше 60 °C/хвилина, кристалічні зерна схильні подрібнитися недостатньо. [0031] Другоетапний процес поверхневої термообробки і другоетапний процес охолоджування можуть бути здійснені багато разів. [0032] Поверхня у другоетапному процесі поверхневої термообробки може бути розплавлена разом з матеріалом, що містить щонайменше один вид стабілізуючих α-фазу елементів і нейтральних елементів. Поверхня у другоетапному процесі поверхневої термообробки може бути розплавлена разом з матеріалом, що містить щонайменше один вид стабілізуючих β-фазу елементів. Поверхня у другоетапному процесі поверхневої термообробки може бути розплавлена разом з матеріалом, що містить щонайменше один вид стабілізуючих αфазу елементів і нейтральних елементів, і матеріалом, що містить щонайменше один вид стабілізуючих β-фазу елементів. [0033] У способі виготовлення титанового виливка для гарячої прокатки згідно з даним винаходом поверхня може бути розплавлена у другоетапному процесі поверхневої термообробки. У цьому випадку у другоетапному процесі поверхневої термообробки поверхня може бути розплавлена разом з матеріалом, що містить щонайменше один вид стабілізуючих αфазу елементів і нейтральних елементів. Поверхня у другоетапному процесі поверхневої термообробки може бути розплавлена разом з матеріалом, що містить щонайменше один вид стабілізуючих β-фазу елементів. Поверхня у другоетапному процесі поверхневої термообробки може бути розплавлена разом з матеріалом, що містить щонайменше один вид стабілізуючих αфазу елементів і нейтральних елементів, і матеріалом, що містить щонайменше один вид стабілізуючих β-фазу елементів. [0034] У способі виготовлення титанового виливка для гарячої прокатки згідно з даним винаходом матеріал для описаного вище виливка може бути будь-яким з матеріалів, одержаних виливанням матеріалу способом виливання плоских заготовок з прямим охолоджуванням, матеріалів, одержаних виливанням розплавленого металу, одержаного способом електроннопроменевого плавлення і тому подібним, способом виливання плоских заготовок з прямим охолоджуванням, і матеріалів, що мають поверхню в стані після виливання. Вищезгадані виливки з прямокутним поперечним перерізом одержують без пропускання через процес обтискання, що включає прокатку в сляб або проковку. Спосіб їх плавлення не буде конкретно обмежений, і можуть бути застосовані спосіб ЕПП, спосіб плавлення плазмовою дугою і тому подібні. Оскільки в способі ЕПП плавлення проводять в глибокому вакуумі, внутрішність раковин, що залишаються поблизу поверхні сляба після розплавлення, є вакуумованою, і тому є та перевага, що раковини легко спресовуються при гарячій прокатці і стають нешкідливими. Ефект(и) винаходу [0035] Титановий виливок для гарячої прокатки згідно з даним винаходом має плоску і гладку поверхню і мало дрібних раковин всередині безпосередньо під поверхнею і забезпечений помітно більш дрібнозернистою мікроструктурою в самому зовнішньому поверхневому шарі. Відповідно, коли такий титановий виливок піддають гарячій прокатці, може бути надійно і стабільно відвертуне утворення у виливку відносно великих вм'ятин на поверхні на початку гарячої прокатки і утворення поверхневих дефектів на гарячекатаному листі. Вищезгадані ефекти можуть бути одержані також з використанням виливка, який не пройшов через процес обтискання, що проводиться прокаткою в сляб або проковкою, і який не підданий обробці поверхні обробкою різанням, як матеріал для виготовлення титанового виливка для гарячої прокатки. Відповідно, процес обтискання і обробка поверхні обробкою різанням можуть бути виключені, і витрати можуть бути знижені в помітно більшій мірі, ніж раніше. Короткий опис креслень 6 UA 114669 C2 5 10 15 20 25 30 35 40 45 50 55 60 [0036] Фіг. 1 представляє схематичну діаграму, що показує технологічний маршрут в одному варіанті здійснення способу виготовлення титанового виливка для гарячої прокатки згідно з даним винаходом. Фіг. 2 представляє схематичне перспективне зображення, що показує ескіз одного прикладу матеріалу (титанового виливка з прямокутним поперечним перерізом), що використовується в одному варіанті здійснення способу виготовлення титанового виливка для гарячої прокатки згідно з даним винаходом, і стан опромінення титанового виливка електронним променем. Фіг. 3 представляє схематичний вигляд у розрізі, що показує, поетапно, один приклад перетворення матеріалу в поверхневому шарі титанового виливка з прямокутним поперечним перерізом в одному варіанті здійснення способу виготовлення титанового виливка для гарячої прокатки згідно з даним винаходом. Фіг. 4 представляє схематичне зображення, що показує один приклад структури перерізу поблизу поверхні титанового виливка для гарячої прокатки згідно з даним винаходом. Фіг. 5 представляє схематичне зображення, що показує один приклад структури перерізу поблизу поверхні титанового виливка, що знаходиться в стані, в якому титановий виливок для гарячої прокатки згідно з даним винаходом піддають термообробці перед гарячою прокаткою або еквівалентній обробці. Фіг. 6 представляє одержану при обстеженні поперечного перерізу фотографію, що показує шар подрібнення мікроструктури, внутрішній шар подрібнення мікроструктури і мікроструктуру тверднення виливка в поверхневій частині титанового виливка для гарячої прокатки згідно з даним винаходом. Варіант(и) здійснення даного винаходу [0037] Далі, з посиланням на супровідні креслення, будуть детально описані варіанти здійснення даного винаходу. [0038] Фіг. 1 схематично показує відповідні процеси Р1-Р4 загального процесу в способі виготовлення титанового виливка для гарячої прокатки згідно з одним варіантом здійснення даного винаходу. На Фіг. 1 один приклад способу виготовлення титанового виливка з прямокутним поперечним перерізом, який являє собою матеріал, також показаний як попередній процес Р0. Крім того, Фіг. 2 ескізно показує матеріал (титановий виливок з прямокутним поперечним перерізом), що використовується у варіанті здійснення способу виготовлення титанового виливка для гарячої прокатки згідно з даним винаходом, і стан опромінення електронним променем титанового виливка з прямокутним поперечним перерізом. Крім того, Фіг. 3 показує, поетапно, перетворення в стані поперечного перерізу поблизу поверхні титанового виливка з прямокутним поперечним перерізом у відповідних процесах в одному варіанті здійснення показаного на Фіг. 1 способу виготовлення. [Попередній процес Р0] [0039] При виготовленні титанового виливка для гарячої прокатки згідно з даним винаходом тільки задана кількість вихідного для плавлення матеріалу з технічно чистого титану, наприклад, губчастого титану, одержаного способом Крола, і титанового скрапу розплавляють в подовій ємності методом ЕПП, як показано на Фіг. 1, як попередній процес Р0. Одержаний таким чином розплавлений титан безперервно розливають у водоохолоджуваний мідний кристалізатор для виливання сляба прямого охолоджування, тобто у водоохолоджуваний мідний кристалізатор, в якому верхня і нижня частини відкриті і в якому поперечний переріз є прямокутним (включаючи випадок, коли в кутах формуються скошені фаски). Далі, виливок, що твердне в кристалізаторі, безперервно витягують вниз, внаслідок чого одержують титановий виливок з прямокутним поперечним перерізом (в формі сляба, тобто плоскої заготовки), що має товщину, ширину і довжину, які придатні для гарячої прокатки, з формою і габаритними розмірами у відлитому стані. У цьому відношенні виливок, який забезпечений скошеними фасками на кутах, також буде називатися «виливком з прямокутним поперечним перерізом» в широкому значенні. Атмосферу при виконанні описаних вище плавлення в подовій ємності нагріванням електронним променем і виливання підтримують у вакуумованому стані. [0040] У даній заявці технічно чистий титан включає технічно чистий титан, регламентований в стандартах від JIS класу 1 до JIS класу 4, ASTM марок 1-4, DIN 37025, DIN 37035 і DIN 37055, кожний з яких відповідає JIS-стандартам. Тобто згадуваний у даному винаході технічно чистий титан може складатися з, в мас.%: С: 0,1% або менше, Н: 0,015% або менше, О: 0,4% або менше, N: 0,07% або менше, Fe: 0,5% або менше, а інше: Ti. Крім того, сплави з високою корозійною стійкістю (титанові матеріали, регламентовані в стандарті ASTM марок 7, 11, 16, 26, 13, 30 і 33, або в JIS-стандартах, що відповідають маркам ASTM, або титанові матеріали, одержані додаванням до них елементів інших типів у малих кількостях), які називаються модифікованим (поліпшеним) технічним титаном, які одержані додаванням невеликих 7 UA 114669 C2 5 10 15 20 25 30 35 40 45 50 55 кількостей елементів платинової групи до промислового технічно чистого титану, також називаються титаном, що входить в поняття «технічно чистий титан» в даному винаході. [0041] При виготовленні титанового виливка для гарячої прокатки згідно з даним винаходом титановий виливок з прямокутним поперечним перерізом, який являє собою матеріал для титанового виливка, в принципі може бути одержаний довільним способом плавлення і довільним способом виливання. Титановий виливок з прямокутним поперечним перерізом, одержаний, як роз'яснюється в даному варіанті здійснення, плавленням такого вихідного матеріалу, як губчастий титан, титановий скрап і тому подібне, методом ЕПП у вакуумі і розливанням розплавленого титану у вакуумі в формі прямокутного перерізу або формі прямокутного паралелепіпеда (в формі сляба), що має подовжену прямокутну форму в поперечному перерізі, способом виливання плоских заготовок з прямим охолоджуванням, може найбільш ефективно забезпечувати ефекти даного винаходу. Титановий виливок з прямокутним поперечним перерізом, що має прямокутний поперечний переріз з формою і розмірами, які придатні для гарячої прокатки, може бути легко одержаний згідно зі способом виливання плоских заготовок з прямим охолоджуванням, і тому може бути виключений процес гарячого обтискання, що включає прокатку в сляб або проковку при високій температурі. [0042] Розміри титанового виливка з прямокутним поперечним перерізом не повинні бути конкретно обмеженими за умови, що титановий виливок має розміри, при яких він може бути підданий гарячій прокатці як такий. Коли як гарячу прокатку використовують прокатку рулонним способом для виготовлення гарячекатаних рулонних тонких, середніх і товстих листів, що мають товщину листа приблизно від 3 мм до 8 мм, розміри титанового виливка з прямокутним поперечним перерізом можуть бути встановлені на товщину приблизно від 150 мм до 280 мм, довжину приблизно від 3 м до 10 м і ширину приблизно від 600 мм до 1580 мм. [0043] Крім того, білети, блюми і тому подібне, які піддаються гарячій прокатці, також можуть забезпечувати такі ж ефекти при піддаванні відповідних прокатуваним поверхням частин термообробці і гарячій прокатці в режимах за даним винаходом. Титановий виливок, який являє собою вихідний матеріал, включає не тільки виливок з прямокутним поперечним перерізом (в формі сляба), а і білети, і блюми. [0044] Титановий виливок з прямокутним поперечним перерізом, одержаний способом виливання плоских заготовок з прямим охолоджуванням за допомогою ЕПП і тому подібного описаним вище чином, піддають як він є, як показано на ФІГ. 1, першоетапному процесу Р1 поверхневої термообробки, першоетапному процесу Р2 охолоджування, другоетапному процесу Р3 поверхневої термообробки і другоетапному процесу Р4 охолоджування в цьому порядку. У зв'язку з цим, піддавання титанового виливка з прямокутним поперечним перерізом як він є відповідним процесам Р1-Р4 означає піддавання титанового виливка з прямокутним поперечним перерізом як вихідного матеріалу в стані після виливання відповідним процесам Р1-Р4 без пропускання через процес обтискання, що проводиться гарячою обробкою тиском, такою як прокатка в сляб і проковка, і процес різання для обробки поверхні, як матеріалу для одержання сляба при виготовленні гарячекатаного титанового листа. Відповідно, титановий виливок з прямокутним поперечним перерізом, що являє собою матеріал для титанового виливка для гарячої прокатки, має не тільки властивість поверхні з викликаними виливанням грубими нерівностями, але і грубозернисту мікроструктуру виливка, і багато які дефекти, такі як утворення при виливанні раковини, звичайно присутні в областях аж до глибини приблизно від 8 мм до 10 мм від поверхні. [0045] Описувані нижче відповідні процеси Р1-Р4 здійснюють на щонайменше двох поверхнях (тобто двох широких поверхнях), які являють собою прокатувані поверхні в процесі гарячої прокатки (поверхні, що приводяться в контакт з валками для гарячої прокатки), з чотирьох поверхонь, за винятком передньої торцевої поверхні (поверхні нижнього кінця, відповідної поверхні початку виливання) і задньої торцевої поверхні (поверхні верхнього кінця, відповідної поверхні закінчення виливання), при виливанні плоских заготовок з прямим охолоджуванням, серед зовнішніх поверхонь титанового виливка з прямокутним поперечним перерізом. У випадку титанового виливка з прямокутним поперечним перерізом, що має скошені фаски, поверхні скошених фасок становлять частину вищеописаних двох широких поверхонь. [0046] Конкретніше, в титановому виливку 10 з прямокутним поперечним перерізом, що має скошені фаски 11, як показано, наприклад, на ФІГ. 2, дві широкі поверхні 10А і 10В (поверхні, що містять скошені фаски 11) з чотирьох поверхонь 10А-10D вздовж напрямку D виливання (напрямку витягування виливка при виливанні плоских заготовок з прямим охолоджуванням) являють собою прокатувані поверхні при гарячій прокатці. Відповідно, відповідним процесам Р1-Р4 піддають щонайменше дві широкі поверхні 10А, 10В зі скошеними фасками 11. 8 UA 114669 C2 5 10 15 20 25 30 35 40 45 50 55 60 [0047] Коли дві описані вище широкі поверхні 10А і 10В піддають відповідним процесам Р1Р4, порядок відповідних поверхонь і відповідних процесів передбачає наступні дві ситуації А і В. У даному варіанті здійснення роз'яснення будуть наведені при допущенні, що ситуація В передбачається заради простоти роз'яснень. Крім того, коли обробку з розплавленням поверхні на другому етапі проводять багато разів, може бути здійснений процес А або В, або ж обидва процеси А і В можуть бути здійснені в сукупності. Ситуація А: з двох поверхонь 10А і 10В, одну поверхню 10А піддають першоетапному процесу Р1 поверхневої термообробки з подальшим першоетапним процесом Р2 охолоджування, а потім іншу поверхню 10В аналогічно піддають першоетапному процесу Р1 поверхневої термообробки з подальшим першоетапним процесом Р2 охолоджування. Після цього будь-яку (наприклад, 10А) з вищезгаданих поверхонь піддають другоетапному процесу Р3 поверхневої термообробки з подальшим другоетапним процесом Р4 охолоджування, а потім іншу поверхню (наприклад, 10В) піддають другоетапному процесу Р3 поверхневої термообробки з подальшим другоетапним процесом Р4 охолоджування. Ситуація В: з двох поверхонь 10А і 10В, одну поверхню 10А піддають першоетапному процесу Р1 поверхневої термообробки з подальшим першоетапним процесом Р2 охолоджування, а потім послідовно ту ж поверхню 10А піддають другоетапному процесу Р3 поверхневої термообробки з подальшим другоетапним процесом Р4 охолоджування. Після цього іншу поверхню 10В піддають першоетапному процесу Р1 поверхневої термообробки з подальшим першоетапним процесом Р2 охолоджування, а потім послідовно ту ж поверхню 10В піддають другоетапному процесу Р3 поверхневої термообробки з подальшим другоетапним процесом Р4 охолоджування. [0048] Крім того, не тільки дві широкі поверхні 10А і 10В (поверхні, які являють собою прокатувані поверхні при гарячій прокатці) з чотирьох поверхонь 10А-10D вздовж напрямку D виливання, але і дві вузькі поверхні 10С і 10D (поверхні, які являють собою бічні кромки при гарячій прокатці) також можуть бути піддані відповідним процесам Р1-Р4. У цьому випадку дві вузькі поверхні 10С і 10D на бічних кромках можуть бути піддані відповідним процесам Р1-Р4 після того, як буде завершене піддавання відповідним процесам Р1-Р4 двох широких поверхонь 10А і 10В, які є призначеними для гарячої прокатки поверхнями. В альтернативному варіанті, в описаній вище ситуації А, дві широкі поверхні 10А і 10В, які є призначеними для гарячої прокатки поверхнями, можуть бути піддані першоетапному процесу Р1 поверхневої термообробки з подальшим першоетапним процесом Р2 охолоджування, а потім послідовно дві поверхні 10С і 10D на бічних кромках можуть бути аналогічно піддані першоетапному процесу Р1 поверхневої термообробки з подальшим першоетапним процесом Р2 охолоджування. Після цього дві широкі поверхні 10А і 10В, які являють собою призначені для гарячої прокатки поверхні, і дві поверхні 10С і 10D на бічних кромках можуть бути по черзі піддані другоетапному процесу Р3 поверхневої термообробки з подальшим другоетапним процесом Р4 охолоджування. Однак в даному варіанті здійснення відповідні процеси Р1-Р4 для двох поверхонь 10С і 10D на бічних кромках опущені заради спрощення роз'яснень. [0049] Нижче відповідні процеси Р1-Р4 роз'яснюються детальніше. [Першоетапний процес Р1 поверхневої термообробки і першоетапний процес Р2 охолоджування] [0050] Як описано вище, титановий виливок з прямокутним поперечним перерізом, одержаний методами ЕПП і виливання плоских заготовок з прямим охолоджуванням, піддають як він є першоетапному процесу Р1 поверхневої термообробки. Першоетапний процес Р1 поверхневої термообробки, як показано на Фіг. 2, являє собою процес, в якому розплавляють нагріванням тільки поверхневі шари двох широких поверхонь 10А і 10В, які являють собою прокатувані в щонайменше одному процесі гарячої прокатки поверхні (поверхні, що приводяться в контакт з валками для гарячої прокатки), із зовнішніх поверхонь титанового виливка 10 з прямокутним поперечним перерізом. У цьому відношенні першою буде піддана цьому процесу одна поверхня 10А з двох поверхонь 10А і 10В. Поверхневі шари нагрівають, наприклад, опроміненням електронним променем. Далі опромінення електронним променем буде роз'яснене як один приклад способу нагрівання. [0051] У цьому відношенні площа області 14, що опромінюється електронним променем з електронно-променевої гармати 12 на поверхні 10А титанового виливка 10 з прямокутним поперечним перерізом, як показано на Фіг. 2, звичайно дуже мала порівняно зі всією площею опромінюваної поверхні 10А. Фактично опромінення електронним променем звичайно проводять при безперервному переміщенні електронно-променевої гармати 12 або при безперервному переміщенні титанового виливка 10 з прямокутним поперечним перерізом. Форма (контури) і площа вищезгаданої опромінюваної області можуть бути скоректовані 9 UA 114669 C2 5 10 15 20 25 30 35 40 45 50 55 60 шляхом регулювання фокуса електронного променя або з використанням електромагнітних лінз, щоб вузький промінь коливався з високою частотою з утворенням променевих пучків. У даному варіанті здійснення роз'яснення наведені далі при допущенні, що безперервно переміщується електронно-променева гармата 12, як показано стрілкою А на Фіг. 2. Напрямок переміщення електронно-променевої гармати 12 не буде конкретно обмеженим, і звичайно гармата безперервно переміщується у напрямку довжини (звичайно у напрямку D виливання) або у напрямку ширини (звичайно у напрямку, перпендикулярному до напрямку D виливання) титанового виливка 10 з прямокутним поперечним перерізом, щоб безперервно опромінювати описану вище опромінювану область 14 шириною W (діаметром W у випадку круглого променя або променевого пучка) у формі стрічки. Далі неопромінену область, суміжну з опроміненою областю 14, опромінюють електронним променем у формі стрічки з безперервним переміщенням електронно-променевої гармати 12 в зворотному напрямку (або в тому ж напрямку). У певному випадку можуть бути застосовані множинні гармати для опромінення численних областей електронними променями в один і той же час. На Фіг. 2 показаний випадок, в якому промінь з прямокутним поперечним перерізом безперервно переміщується вздовж напрямку довжини (звичайно у напрямку D виливання) титанового виливка 10 з прямокутним поперечним перерізом. Крім того, коли промінь переходить на ділянку, суміжну з щойно опроміненою ділянкою, знову піддають опроміненню від 1/2 до 1/4 щойно опроміненої ділянки, і ділянки обробляють таким чином, щоб бажана глибина обробки могла бути досягнута у всіх областях, завдяки чому можуть бути в достатній мірі забезпечені ефекти даного винаходу. [0052] Поверхню (поверхня А) титанового виливка 10 з прямокутним поперечним перерізом опромінюють електронним променем у вищезгаданому першоетапному процесі Р1 поверхневої термообробки для нагрівання поверхні до температури точки плавлення (звичайно приблизно 1670 °C) або більше технічно чистого титану, внаслідок чого поверхневий шар поверхні 10А титанового виливка 10 з прямокутним поперечним перерізом розплавляється, як показано в центрі лівіше на Фіг. 3(А), на глибину d1, відповідну теплопідведенню. Тобто, область від поверхні до положення глибини d1 у напрямку товщини являє собою розплавлений шар (шар 16 першоетапного розплавлення). Крім того, в більш внутрішній області, ніж шар 16 першоетапного розплавлення у виливку, частина (шар зони термічного впливу = шар ЗТВ), нагріта до температури точки β-перетворення або вище чистого титану внаслідок термічного впливу, зумовленого опроміненням електронним променем, піддається перетворенню в β-фазу. Як було показано вище, область, що піддалася перетворенню в β-фазу внаслідок зумовленого опроміненням електронним променем термічного впливу в першоетапному процесі Р1 поверхневої термообробки, в даному описі називається шаром 18 першоетапного βперетворення. Товщину вищезгаданого шару 18 першоетапного β-перетворення задають такою, що дорівнює d2. [0053] У цьому відношенні глибина «d1+d2» шару 16 першоетапного розплавлення і шару 18 першоетапного β-перетворення в першоетапному процесі Р1 поверхневої термообробки знаходиться в діапазоні від 6 мм до 20 мм. Товщина d1 шару 16 першоетапного розплавлення не буде конкретно обмеженою. Глибина «d1+d2» може бути відрегульована на описану вище глибину, і звичайно d1 переважно знаходиться в діапазоні від 3 мм до 10 мм. [0054] Теплопідведення в принципі співвідноситься з глибиною зумовленого опроміненням електронним променем розплавлення, і тому умови опромінення електронним променем вибирають для контролю теплопідведення так, щоб набути значення «d1+d2» (від 6 мм до 20 мм) глибини розплавлення+шару β-перетворення в кожному випадку, як було описано вище. Фактично, оскільки необхідне теплопідведення варіюється залежно від товщини (теплоємності) виливка, температури основного металу і умов охолоджування з боку основного металу, необхідне для одержання вищеописаної товщини розплавлення теплопідведення визначається 2 непросто, і звичайно теплопідведення на одиницю площі (на 1 см ) може бути встановлене на 80-300 Дж. У цьому відношенні умови опромінення електронним променем, які впливають на теплопідведення з розрахунку на одиницю площі, включають вихідну потужність променевої гармати і діаметр променя, а також швидкість переміщення гармати (швидкість переміщення положення опромінення) при виконанні опромінення з безперервним переміщенням променевої гармати, як було описано вище. Вищезгадані умови можуть бути належним чином настроєні для забезпечення вищеописаної величини теплопідведення. [0055] Якщо опромінення електронним променем проводять при безперервному переміщенні променевої гармати, шар 16 першоетапного розплавлення і шар 18 першоетапного β-перетворення на ділянці, де опромінення електронним променем було завершене, охолоджуються, як показано поблизу центра на Фіг. 3(А), за рахунок відведення тепла в основний метал (всередину виливка 10), і коли шари досягають температури тверднення або 10 UA 114669 C2 5 10 15 20 25 30 35 40 45 50 55 60 нижчої, вони тверднуть і перетворюються в повторно затверділий шар 20 (який далі називається шаром першоетапного розплавлення і повторного тверднення). Крім того, шар зони термічного впливу (шар 18 першоетапного β-перетворення) на нижній стороні шару першоетапного розплавлення, утвореного опроміненням електронним променем, нагрівається до вищої температури, ніж точка β-перетворення, і потім охолоджується до нижчої температури, ніж точка β-перетворення, внаслідок чого шар зона термічного впливу піддається зворотному перетворення в α-фазу. Грубозерниста мікроструктура виливка зникає і перетворюється в дрібнозернисту голчату мікроструктуру (яка далі називається шаром першоетапної ЗТВ) в процесі, в якому шар, що піддався β-перетворенню, як було описано вище, піддається зворотному перетворенню в α-фазу. Таким чином, шар, який піддався зворотному перетворенню в α-фазу при охолоджуванні шару 18 першоетапного β-перетворення, показаний як шар 22 першоетапного ЗТВ на Фіг. 3. Вищезгаданий процес охолоджування відповідає першоетапному процесу Р2 охолоджування. У випадку даного варіанта здійснення, в якому поверхню титанового виливка 10 з прямокутним поперечним перерізом опромінюють електронним променем при безперервному переміщенні променевої гармати 12, в той час як першоетапний процес Р1 поверхневої термообробки протікає при опроміненні деякої ділянки на плоскій поверхні 10А титанового виливка 10 з прямокутним поперечним перерізом електронним променем, на іншій ділянці (ділянці, на якій опромінення вже завершилося) протікає першоетапний процес Р2 охолоджування з охолоджуванням шару до нижчої температури, ніж точка β-перетворення. [0056] Хоча це конкретно не ілюстровано, при опроміненні поверхні титанового виливка 10 з прямокутним поперечним перерізом електронним променем для виконання першоетапного процесу Р1 поверхневої термообробки і потім виконання першоетапного процесу Р2 охолоджування, титановий виливок 10 з прямокутним поперечним перерізом може бути розміщений на основі, що охолоджується водою, виконаній з теплопровідного матеріалу (металу), такого як нержавіюча сталь, мідь, алюміній і тому подібне, щоб запобігти нагріванню всього титанового виливка з прямокутним поперечним перерізом при опроміненні електронним променем. Відразу ж після виконання першоетапного процесу Р1 поверхневої термообробки забезпечується можливість швидкого відведення тепла у бік основного металу так, щоб виконувався першоетапний процес Р2 охолоджування. Це дозволяє додатково посилити ефекти даного винаходу. [0057] У процесі від першоетапного процесу Р1 поверхневої термообробки до першоетапного процесу Р2 охолоджування поверхня (шар 16 першоетапного розплавлення) титанового виливка з прямокутним поперечним перерізом, розплавлена опроміненням електронним променем, розгладжується під дією сил поверхневого натягнення, і великі нерівності 10Р на поверхні виливка усуваються. Крім того, внаслідок розплавлення поверхні (шару 16 першоетапного розплавлення) також усуваються раковини, що з'явилися при виливанні 10Q, які присутні всередині під поверхнею. Відповідно, шар 20 першоетапного розплавлення і повторного тверднення, одержаний при охолоджуванні і твердненні шару 16 першоетапного розплавлення, являє собою шар, що має менше нерівностей на поверхні і менше раковин всередині. Крім того, при розплавленні зникає грубозерниста мікроструктура виливка і при твердненні в подальшому процесі охолоджування і перетворення з β-фази в αфазу формується дрібнозерниста голчата мікроструктура. Вищезгадані охолоджування і тверднення проводять за рахунок відведення тепла у бік основного металу, і швидкість охолоджування при відведенні тепла у бік основного металу є досить високою, так що голчата мікроструктура після тверднення і перетворення перетворюється в дрібнозернисту мікроструктуру. [0058] Крім того, шар 18 першоетапного β-перетворення нагрівають до вищої температури, ніж точка β-перетворення, і потім охолоджують з високою швидкістю охолоджування відведенням тепла у бік основного металу, і відбувається його зворотне перетворення в α-фазу з перетворенням в шар 22 першоетапного ЗТВ. Це також дозволяє шару 22 першоетапного ЗТВ перетворюватися в дрібнозернисту голчату мікроструктуру. [0059] Однак товщина шару 20 першоетапного розплавлення і повторного тверднення+шару 22 першоетапного ЗТВ є відносно великою, такою як 6 мм або більше, і тому потрібно зазначити, що швидкість охолоджування в першоетапному процесі Р2 охолоджування є меншою, як буде роз'яснено пізніше, ніж швидкість охолоджування у другоетапному процесі Р4 охолоджування. [0060] Плавлення до глибини розплавлення (глибини d1) на першому етапі являє собою процес, що проводиться для того, щоб усунути дефекти, такі як раковини і зморшки (що виникли при виливанні), які до деякої міри присутні в глибшому положенні. Звичайно рівні дефектів 11 UA 114669 C2 5 10 15 20 25 30 35 40 45 50 55 60 можуть бути оцінені до деякої міри візуальним обстеженням поверхні виливка, і тому товщина шару 20 першоетапного розплавлення і повторного тверднення може бути визначена згідно з результатами, одержаними при візуальному обстеженні. [0061] У цьому відношенні, якщо глибина d1 розплавленого шару (шару 16 першоетапного розплавлення) в першоетапному процесі Р1 поверхневої термообробки становить менше 3 мм, раковини, що виникли при виливанні, які присутні в межах від 3 мм до 10 мм від поверхні виливка (титанового виливка 10 з прямокутним поперечним перерізом), не можуть бути усунуті. Внаслідок цього ефект перетворення поверхневого шару забезпечується незадовільно, і на гарячекатаному листі схильні утворюватися поверхневі дефекти, зумовлені описаними вище раковинами. Крім того, такі дефекти, як раковини і тому подібні, які присутні всередині під поверхневим шаром виливка, в положенні на глибині, що перевищує 10 мм від поверхні, звичайно скорочуються до такої міри, яку можна практично ігнорувати. Якщо дефекти і присутні, то вони можуть бути зроблені нешкідливими внаслідок пресування і зливання в процесі гарячої прокатки. Відповідно, навіть якщо глибину d1 розплавленого шару збільшують до більш ніж 10 мм, не можна чекати, що ефект перетворення ще більше посилиться. З іншого боку, для збільшення глибини розплавлення, що перевищує 10 мм, необхідно сповільнити швидкості обробки (швидкість переміщення променевої гармати) і підвищити вихідну потужність випромінюючої електронний промінь гармати, і тому можливо, що це спричинить зниження продуктивності обробки і підвищення вартості. Відповідно, глибину d1 розплавлення (глибину шару 16 першоетапного розплавлення) в першоетапному процесі поверхневої термообробки переважно встановлюють такою, що дорівнює від 3 мм до 10 мм. Однак на глибині d1 розплавлення і глибині d2 шару β-перетворення (шару 18 першоетапного β-перетворення), який знаходиться в нижній частині області d1, формується дрібнозерниста голчата мікроструктура в першоетапному процесі Р2 охолоджування внаслідок перетворення з β-фази в α-фазу, і тому в певних випадках складно безумовно відрізнити d1 від d2. З іншого боку, область 28 основного металу в нижчій частині, ніж глибина d2, утворена грубозернистою мікроструктурою (мікроструктурою тверднення виливка) в стані після виливання, і тому вона може бути помітною. При допущенні, що сукупна товщина d1+d2 становить від 6 мм до 20 мм, було знайдено, що товщина d1 становить приблизно 3-10 мм, і тому товщину d1+d2 задавали в діапазоні 6-20 мм. Товщина шару 20 першоетапного розплавлення і повторного тверднення, одержаного після надання шару 16 першоетапного розплавлення можливості повторно затвердіти в першоетапному процесі Р2 охолоджування, є практично такою ж, як глибина d1 розплавлення у шарі 16 першоетапного розплавлення. Крім того, товщина шару першоетапного ЗТВ, одержаного після надання шару 18 першоетапного β-перетворення можливості охолодитися до точки β-перетворення або нижче в першоетапному процесі Р2 охолоджування, є практично такою ж, як глибина d2 шару 18 першоетапного β-перетворення. Відповідно, в цьому варіанті здійснення товщини шару 20 першоетапного розплавлення і повторного тверднення і шару 22 першоетапного ЗТВ також прийняті за значення d1 і d2, а сума d1 і d2 прийнята в діапазоні від 6 мм до 20 мм. Звичайно, фактично глибини шару 16 першоетапного розплавлення і шару 18 першоетапного β-перетворення в певних випадках трохи відрізняються від товщини шару 20 першоетапного розплавлення і повторного тверднення і шару 22 першоетапного ЗТВ, залежно від впливів і усадки при твердненні нерівностей на поверхні виливка вихідного матеріалу (титанового виливка 10 з прямокутним поперечним перерізом), і впливів, зумовлених усуненням раковин, присутніх в поверхневому шарі, але відмінність між ними є лише незначною, і їх можна вважати практично однаковими. Нижню межу глибини першоетапного розплавлення і глибини шару першоетапного ЗТВ «d1+d2» особливо переважно встановлюють на рівні 8 мм або більше, а верхню межу особливо переважно встановлюють на рівні 16 мм або менше, більш переважно 13 мм або менше, якраз в описаному вище діапазоні. [Другоетапний процес Р3 поверхневої термообробки і другоетапний процес Р4 охолоджування] [0062] Шар 20 першоетапного розплавлення і повторного тверднення і шар 22 першоетапного ЗТВ утворені на глибині від 6 мм до 20 мм від поверхні, на поверхні 10А з двох широких поверхонь, які являють собою прокатувані поверхні в титановому виливку 10 з прямокутним поперечним перерізом, в першоетапному процесі Р1 поверхневої термообробки і першоетапному процесі Р2 охолоджування, кожний з яких описаний вище. Потім поверхню шару 20 першоетапного розплавлення і повторного тверднення знову опромінюють, як показано в центрі лівіше на ФІГ. 3(В), електронним променем у другоетапному процесі Р3 поверхневої термообробки, щоб швидко нагріти поверхневий шар шару 20 першоетапного розплавлення і повторного тверднення. У другоетапному процесі Р3 поверхневої термообробки поверхню плоскої заготовки (сляба) з прямокутним поперечним перерізом опромінюють електронним 12 UA 114669 C2 5 10 15 20 25 30 35 40 45 50 55 60 променем при безперервному переміщенні променевої гармати відносно плоскої заготовки з прямокутним поперечним перерізом способом, подібним першоетапному процесу Р1 поверхневої термообробки, внаслідок чого повторно нагрівають майже всю поверхню поверхні 10А, і повторно нагрітий шар 24 швидко охолоджується за рахунок відведення тепла у бік основного металу і перетворюється в шар 26 подрібнення мікроструктури. [0063] У цьому відношенні, поверхню 10А титанового виливка 10 з прямокутним поперечним перерізом опромінюють електронним променем у другоетапному процесі Р3 поверхневої термообробки для повторного нагрівання поверхні 10А (поверхні шару 20 першоетапного розплавлення і повторного тверднення) титанового виливка 10 з прямокутним поперечним перерізом таким чином, що область (область з товщиною d3) аж до положення на глибині 1 мм або більше і менше 6 мм в напрямку товщини від самої зовнішньої поверхні досягає точки βперетворення або вище, внаслідок чого відбувається β-перетворення. У цьому відношенні, область, повторно нагріта до точки β-перетворення або вище, в цьому варіанті здійснення називається шаром 24 повторного нагрівання. Шар 24 повторного нагрівання після охолоджування перетворюється в шар 26 подрібнення мікроструктури. [0064] Як було описано вище, коли нагрівання виконують до точки β-перетворення або вище в глибині 1 мм або більше опроміненням електронним променем, тонкий шар (приблизно 0,5-2 мм або менше: область 24А) на самій зовнішній поверхні нагрівається до температури точки плавлення або вище, і самий зовнішній поверхневий шар в багатьох випадках знову розплавляється. Розплавлення самого зовнішнього поверхневого шару не буде створювати особливих проблем, і необхідно тільки, щоб область аж до положення на глибині 1 мм або більше і менше 6 мм в напрямку товщини від самої зовнішньої поверхні нагрівалася до точки βперетворення або вище і перетворювалася в шар 24 повторного нагрівання. Також може бути можливим, що сама зовнішня поверхня не розплавляється, область аж до положення на глибині 1 мм або більше і менше 6 мм в напрямку товщини від самої зовнішньої поверхні нагрівається до точки β-перетворення або вище, і вся частина шару 24 повторного нагрівання стає шаром β-перетворення. Відповідно, шар 24 повторного нагрівання, сформований у другоетапному процесі Р3 поверхневої термообробки, включає ситуацію, в якій шар 24 повторного нагрівання утворений розплавленим шаром (який називається в даному описі шаром 24А другоетапного розплавлення) і шаром 24В β-перетворення на нижній стороні розплавленого шару, і ситуацію, в якій шар 24 повторного нагрівання утворений тільки шаром 24В β-перетворення на всій частині в напрямку товщини. У даному варіанті здійснення показана ситуація, в якій самий зовнішній поверхневий шар шару 24 повторного нагрівання розплавляється і стає шаром 24А другоетапного розплавлення. [0065] Теплопідведення від опромінення електронним променем у другоетапному процесі Р3 поверхневої термообробки може бути визначене так, щоб область аж до положення на глибині 1 мм або більше і менше 6 мм нагрівалася до точки β-перетворення або вище. Тобто, теплопідведення можна регулювати так, щоб товщина d3 шару 24 повторного нагрівання становила 1 мм або більше і менше 6 мм. [0066] При опроміненні електронним променем в першоетапному процесі Р1 поверхневої термообробки теплопідведення регулюють таким чином, щоб сума глибини d1 розплавлення (згідно з глибиною, що прогрівається до температури плавлення або вище) і глибини d2 шару ЗТВ була задана на рівні від 6 мм до 20 мм, щоб контролювати глибину d1 розплавлення на рівні від 3 мм до 10 мм. З іншого боку, при опроміненні електронним променем у другоетапному процесі Р3 поверхневої термообробки теплопідведення регулюють так, що глибина d3, що прогрівається до точки β-перетворення або вище, становить 1 мм або більше і менше 6 мм. Точка β-перетворення є набагато нижчою температурою, ніж температура плавлення, і глибина прогрівання до точки β-перетворення або вище від поверхні, яка задається у другоетапному процесі Р3 поверхневої термообробки, є меншою, ніж глибина розплавлення в першоетапному процесі Р1 поверхневої термообробки. Відповідно, теплопідведення регулюють таким чином, щоб теплопідведення (на одиницю часу і на одиницю площі) при опроміненні електронним променем у другоетапному процесі Р3 поверхневої термообробки було зниженим порівняно з теплопідведенням при опроміненні електронним променем в першоетапному процесі Р1 поверхневої термообробки. Конкретні прийоми керування теплопідведенням включають, наприклад, регулювання вихідної потужності променевої гармати до нижчого рівня, ніж в першоетапному процесі Р1 поверхневої термообробки, збільшення діаметра променя променевої гармати до більшого рівня, ніж в першоетапному процесі Р1 поверхневої термообробки, і підвищення швидкості переміщення гармати (швидкості переміщення положення опромінення) до більшого значення, ніж її швидкість в першоетапному процесі Р1 поверхневої термообробки. Може бути застосований будь-який з вищезгаданих прийомів, або 13 UA 114669 C2 5 10 15 20 25 30 35 40 45 50 55 60 можуть бути використані два або більше прийоми в поєднанні. Питоме теплопідведення при опроміненні електронним променем у другоетапному процесі Р3 поверхневої термообробки не буде конкретно обмежене, і теплопідведення звичайно може становити приблизно 15-80 Дж на 2 одиницю площі (1 см ). [0067] У другоетапному процесі Р3 поверхневої термообробки так само, як у випадку першоетапного процесу Р1 поверхневої термообробки, опромінення електронним променем виконують з безперервним переміщенням променевої гармати відносно виливка, обробляючи майже всю площу поверхні 10А виливка (титанового виливка 10 з прямокутним поперечним перерізом). У вищезгаданому випадку, коли промінь переходить на ділянку, суміжну зі щойно опроміненою ділянкою, знову ще раз піддають опроміненню від 1/2 до 1/4 щойно опроміненої ділянки, і ділянки обробляють таким чином, щоб бажана глибина обробки могла бути досягнута у всіх областях, завдяки чому можуть бути в достатній мірі забезпечені ефекти даного винаходу. У вищезгаданому випадку шар 24 повторного нагрівання на ділянці, де опромінення завершилося, різко охолоджується за рахунок відведення тепла в основний метал (всередину виливка). У цьому відношенні, у випадку, де самий зовнішній поверхневий шар шару повторного нагрівання розплавляється і присутній шар 24А другоетапного розплавлення, цей шар 24А другоетапного розплавлення твердне при різкому охолоджуванні, далі загартовується до точки β-перетворення або нижче і перетворюється в шар 26А другоетапного розплавлення і повторного тверднення, що має мікроструктуру α-фази. Крім того, шар 24В другоетапного βперетворення також нагрівається до вищої температури, ніж точка β-перетворення, і потім різко охолоджується (загартовується) до нижчої температури, ніж точка β-перетворення, перетворюючись в шар 26В другоетапного ЗТВ, що має мікроструктуру α-фази, і всі з вищезгаданих шарів 26А і 26В в сукупності становлять пізніше описуваний шар 26 подрібнення мікроструктури. Такий процес охолоджування відповідає другоетапному процесу Р4 охолоджування. [0068] Крім того, у другоетапному процесі Р3 поверхневої термообробки з подальшим другоетапним процесом Р4 охолоджування титановий виливок 10 з прямокутним поперечним перерізом може бути розміщений, як і у випадку першоетапного процесу Р1 поверхневої термообробки з подальшим першоетапним процесом Р2 охолоджування, на основі, що охолоджується водою, виконаній з матеріалу (металу) з високою теплопровідністю, щоб запобігти нагріванню всього титанового виливка 10 з прямокутним поперечним перерізом при опроміненні електронним променем і щоб забезпечити можливість швидкого відведення тепла у бік основного металу у другоетапному процесі Р4 охолоджування, завдяки чому можуть бути додатково посилені ефекти даного винаходу. [0069] Крім того, в даному варіанті здійснення, в якому поверхню титанового виливка з прямокутним поперечним перерізом опромінюють електронним променем з безперервним переміщенням променевої гармати відносно титанового виливка з прямокутним поперечним перерізом у другоетапному процесі Р3 поверхневої термообробки, в той час як протікає другоетапний процес Р3 поверхневої термообробки, як і у випадку першоетапного процесу Р1 поверхневої термообробки з подальшим першоетапним процесом Р2 охолоджування, при опроміненні електронним променем деякої ділянки на поверхні виливка з прямокутним поперечним перерізом, на іншій ділянці (ділянці, на якій опромінення вже завершилося) протікає другоетапний процес Р4 охолоджування. [0070] У цьому відношенні, теплопідведення в одиницю часу на одиницю площі при опроміненні електронним променем у другоетапному процесі Р3 поверхневої термообробки є меншим, порівняно з теплопідведенням при опроміненні електронним променем в першоетапному процесі Р1 поверхневої термообробки, і тому швидкість охолоджування у другоетапному процесі Р4 охолоджування з відведенням тепла у бік основного металу після опромінення електронним променем підвищується до вищого рівня, ніж швидкість охолоджування в першоетапному процесі Р2 охолоджування. Тобто, швидкість тверднення шару 24А другоетапного розплавлення у другоетапному процесі Р4 охолоджування в тому випадку, коли поверхня шару 24 повторного нагрівання розплавляється і перетворюється в шар 24А другоетапного розплавлення, є більшою, ніж швидкість тверднення шару 16 першоетапного розплавлення в першоетапному процесі Р2 охолоджування, і швидкість подальшого охолоджування у другоетапному процесі Р4 охолоджування також є вищою, ніж швидкість охолоджування в першоетапному процесі Р2 охолоджування. Крім того, швидкість охолоджування, з якою шар 24В другоетапного β-перетворення охолоджується до нижчої температури, ніж точка β-перетворення, у другоетапному процесі Р4 охолоджування, також є більшою, ніж швидкість охолоджування шару 24В першоетапного β-перетворення в першоетапному процесі Р2 охолоджування. Відповідно, мікроструктура шару 24 повторного 14 UA 114669 C2 5 10 15 20 25 30 35 40 45 50 55 60 нагрівання, затверділого і охолодженого у другоетапному процесі Р4 охолоджування, перетворюється в набагато більш дрібнозернисту мікроструктуру (дрібнозернисту голчату мікроструктуру), ніж мікроструктури (мікроструктури шару 20 першоетапного розплавлення і повторного тверднення і шару 22 першоетапного ЗТВ), які охолоджені і кристалізувалися в першоетапному процесі Р2 охолоджування. Таким чином, шар, одержаний подрібненням мікроструктури шару 24 повторного нагрівання, називається шаром 26 подрібнення мікроструктури. [0071] Крім того, шар 20 першоетапного розплавлення і повторного тверднення і шар 22 першоетапного ЗТВ, які сформувалися в першоетапному процесі Р1 поверхневої термообробки і першоетапному процесі Р2 охолоджування, залишаються з внутрішньої сторони від шару 26 подрібнення мікроструктури. У цьому відношенні, шар 20 першоетапного розплавлення і повторного тверднення і шар 22 першоетапного ЗТВ, що залишаються всередині під шаром 26 подрібнення мікроструктури, перетворюються у відносно більш грубозернисту голчату мікроструктуру порівняно з мікроструктурою шару 26 подрібнення мікроструктури. У даному винаході шар 20 першоетапного розплавлення і повторного тверднення і шар 22 першоетапного ЗТВ, що залишаються всередині під шаром 26 подрібнення мікроструктури, в сукупності називаються «внутрішнім шаром подрібнення мікроструктури». Згадуваний тут термін «відносно більш грубозернистий» означає, що «шар 22 першоетапного ЗТВ подрібнений в меншій мірі порівняно з шаром 26 подрібнення мікроструктури», і, згідно із загальними стандартами, «внутрішній шар подрібнення мікроструктури» також утворений дрібнозернистою голчатою мікроструктурою. [0072] У цьому відношенні, якщо глибина d3, яка прогріта до точки β-перетворення або вище при опроміненні електронним променем у другоетапному процесі Р3 поверхневої термообробки, становить менше 3 мм, шар 26 подрібнення мікроструктури є дуже тонким, і тому ефект надійного запобігання утворенню дефектів на поверхні гарячекатаного листа внаслідок подрібнення мікроструктури досягається в недостатній мірі. З іншого боку, якщо глибина d3 становить 6 мм або більше, знижується швидкість охолоджування за рахунок відведення тепла в основний метал після опромінення електронним променем, і не обов'язково виходить досить задовільне подрібнення мікроструктури. Відповідно, опромінення електронним променем у другоетапному процесі Р3 поверхневої термообробки регулюють таким чином, щоб глибина d3, яка прогріта до точки β-перетворення або вище, становила 1 мм або більше і менше 6 мм. Тобто, шар 24 повторного нагрівання, прогрітий до точки β-перетворення або вище, буде розглядатися як такий, що знаходиться в положенні 1 мм або більше і менше 6 мм від поверхні. [0073] Нижню межу глибини d3 (товщина шару 24 повторного нагрівання), яка прогрівається до точки β-перетворення або вище при опроміненні електронним променем у другоетапному процесі Р3 поверхневої термообробки, встановлюють, зокрема, на 2 мм або більше, а верхню межу переважно встановлюють на 5 мм або менше, якраз в описаному вище діапазоні від 1 мм або більше і менше 6 мм. [0074] Крім того, другоетапна поверхнева термообробка може бути проведена багато разів, і важливо, щоб при будь-якій термообробці глибина встановлювалася меншою, ніж глибина, на якій мікроструктура перетворена щонайменше в першоетапній поверхневій термообробці. [0075] У цьому відношенні, ступінь подрібнення мікроструктури (голчатої мікроструктури) в шарі 26 подрібнення мікроструктури, що визначається кількісно, одержаного охолоджуванням шару 24 повторного нагрівання у другоетапному процесі охолоджування (включаючи випадок, в якому цей процес проводять багато разів), може бути представлений станом, в якому термообробку перед гарячою прокаткою або еквівалентну обробку проводять для рекристалізації мікроструктури, замість стану мікроструктури як такої. Тобто, необхідно тільки, щоб кількість кристалічних зерен, що мають діаметр зерна 3 мм або більше, становило 5 або 2 менше на м поверхні сляба в стані, в якому мікроструктура перетворюється в дрібнозернисту мікроструктуру з безладною орієнтацією. Тобто, складно визначити ступінь подрібнення одержаної повторним нагріванням і різким охолоджуванням голчатої мікроструктури як такої. Відповідно, використовують діаметр зерен, що знаходяться в стані термообробки перед гарячою прокаткою або еквівалентної обробки, щоб кількісно представити подрібнення шару 26 подрібнення мікроструктури, одержаного повторним нагріванням і різким охолоджуванням. Обробка, еквівалентна термообробці перед гарячою прокаткою, означає термообробку при 820 °C протягом 240 хвилин. [0076] У випадку, коли кількість кристалічних зерен, що мають діаметр зерна 3 мм або 2 більше, перевищує 5 або більше на м поверхні сляба в стані, в якому мікроструктура (голчата мікроструктура) шару 26 подрібнення мікроструктури рекристалізована шляхом здійснення обробки, еквівалентній термообробці перед гарячою прокаткою, тобто в стані, в якому 15 UA 114669 C2 5 10 15 20 25 30 35 40 45 50 55 60 мікроструктура перетворена в рівновісну дрібнозернисту мікроструктуру з безладною орієнтацією, подрібнення не розглядається як таке, що досягається помітніше, ніж у випадку, коли другоетапний процес поверхневої термообробки з подальшим другоетапним процесом охолоджування не проводять (тобто у випадку, коли приготований для гарячої прокатки сляб одержаний в першоетапному процесі поверхневої термообробки з подальшим першоетапним процесом охолоджування), і стає ускладненим надійне і стабільне запобігання утворенню відносно великих вм'ятин і поверхневих дефектів на гарячекатаному листі на початку гарячої прокатки. У шарі 26 подрібнення мікроструктури після нагрівання перед гарячою прокаткою або еквівалентної обробки кількість кристалічних зерен, що мають діаметр зерна 3 мм або більше, 2 особливо переважно становить 1 або менше, навіть у випадку 5 або менше на м поверхні сляба. Діаметри кристалічних зерен можуть бути надійно одержані проведенням другоетапного процесу поверхневої термообробки, в якому область, що має глибину 1 мм або більше і менше 6 мм від поверхні, нагрівають до точки β-перетворення або вище. [0077] Діаметр кристалічних зерен означає діаметр кристалічних зерен у відповідній області перерізу в напрямку товщини сляба. Конкретніше, діаметр кристалічних зерен означає діаметр кристалічних зерен, одержаний вимірюванням діаметрів зерна у всіх кристалічних зерен на глибині від зовнішніх поверхонь широких поверхонь 10А, 10В (прокатуваних поверхонь) аж до глибини, що включає всю відповідну область в напрямку товщини сляба, наприклад, в перерізі (поперечному перерізові в напрямку товщини), перпендикулярному до напрямку довжини (напрямку D прокатки) сляба, і вимірюванням діаметрів зерен протягом всієї заданої відстані в напрямку ширини сляба. У зв'язку з цим, діаметри зерен переважно вимірюють протягом всієї відстані приблизно 1/2 ширини (напівширини) сляба, щоб з високою достовірністю одержати діаметри зерен. [0078] Крім того, у другоетапному процесі Р3 поверхневої термообробки може бути допустима присутність щонайменше одного виду стабілізуючих α-фазу елементів і нейтральних елементів на поверхні титанового виливка з прямокутним поперечним перерізом, і стабілізуючі α-фазу елементи і нейтральні елементи можуть бути розплавлені спільно при розплавленні поверхневої частини титанового виливка з прямокутним поперечним перерізом, щоб забезпечити зосереджену присутність стабілізуючих α-фазу елементів і нейтральних елементів у поверхневій частині. Як матеріал для стабілізуючих α-фазу елементів і нейтральних елементів може бути використаний щонайменше один тип з порошків, стружки, дротів, тонких плівок і ошурок в комбінації. Стабілізуючі α-фазу елементи і нейтральні елементи переважно являють собою Al, Sn і Zr. Додавання цих елементів до титану дозволяє пригнітити ріст кристалічних зерен в однофазній α-області. Відповідно, кристалічні зерна можуть зберігатися дрібними, навіть коли α-фаза нагрівається до діапазону високих температур при гарячій прокатці. Для пригнічення росту кристалічних зерен необхідна більш ніж помірна концентрація. Щонайменше один вид стабілізуючих α-фазу елементів і нейтральних елементів переважно вводять в кількості 0% або більше і менше 2% в розрахунку на загальний мас.% в діапазоні глибини 4 мм або менше від поверхні титанового виливка для гарячої прокатки. [0079] Крім того, у другоетапному процесі Р3 поверхневої термообробки в поверхні титанового виливка з прямокутним поперечним перерізом може бути допустима присутність щонайменше одного виду стабілізуючих β-фазу елементів, і ці стабілізуючі β-фазу елементи можуть бути розплавлені спільно при розплавленні поверхневої частини титанового виливка з прямокутним поперечним перерізом, щоб забезпечити зосереджену присутність стабілізуючих β-фазу елементів у поверхневій частині. Як матеріал для стабілізуючих β-фазу елементів може бути використаний щонайменше один тип з порошків, стружки, дротів, тонких плівок і ошурок в комбінації. Стабілізуючі β-фазу елементи включають V, Mo, Fe, Cr, Mn, Та, Nb, Ni, Cr, Со, Cu, W і тому подібне. Однак в титанові такий елемент, як W, що має високу температуру плавлення, може бути причиною включення високої густини (HDI) і стає вихідною точкою утомного руйнування, коли такий елемент залишається в титановому матеріалі без розплавлення і достатнього дифундування, і тому такий елемент потрібно застосовувати з обачністю. Стабілізуючі β-фазу елементи можуть бути класифіковані на елементи типу повністю твердого розчину, такі як V, Mo, Та, Nb і тому подібні, і евтектоїдного типу, такі як Fe, Cr, Mn, Со, Ni, Cu і тому подібні. В евтектоїдному типі кожний зі стабілізуючих β-фазу елементів має низьку розчинність в твердому розчині, але має високу здатність стабілізувати β-фазу, і тому стабілізуючі β-фазу елементи евтектоїдного типу ефективніші, навіть коли додані в меншій кількості. Стабілізуючий β-фазу елемент міститься в поверхні титанового виливка з прямокутним поперечним перерізом за рахунок спільного розплавлення стабілізуючого β-фазу елемента у другоетапному процесі Р3 поверхневої термообробки. Внаслідок цього, додаванням стабілізуючих β-фазу елементів підвищується прогартовуваність, завдяки чому може бути 16 UA 114669 C2 5 10 15 20 25 30 35 40 45 50 55 60 одержана більш дрібнозерниста мікроструктура. Згадуване тут «підвищення прогартовуваності» означає, що на термокінетичній діаграмі перетворення при безперервному охолоджуванні (ССТкривій) точка перегину («ніс») перетворення при охолоджуванні зсувається в довготривалу сторону при введенні стабілізуючих β-фазу елементів в поверхню титанового виливка, внаслідок чого виливок піддається перетворення при низькій температурі. Перетворення при низькій температурі дозволяє збільшити кількість центрів зародкоутворення і подрібнити кристалічні зерна. Мікроструктура знаходиться в двофазному стані «α+β» при нагріванні в умовах гарячої прокатки, і на межах зерен α-фази утворюється β-фаза, внаслідок чого пригнічується ріст зерен α-фази. Відповідно, гарячекатаний титановий матеріал, що не має поверхневих дефектів, виходить внаслідок того, що кристалічні зерна при гарячій прокатці зберігаються в стані дрібнодисперсних кристалічних зерен. Щонайменше один вид стабілізуючих β-фазу елементів переважно вводять в кількості 1,5% або менше в розрахунку на загальний мас.% в діапазоні глибини 4 мм або менше від поверхні титанового виливка для гарячої прокатки. [0080] В альтернативному варіанті, у другоетапному процесі Р3 поверхневої термообробки на поверхні титанового виливка з прямокутним поперечним перерізом може бути допустима присутність щонайменше одного виду стабілізуючих α-фазу елементів і нейтральних елементів і щонайменше одного виду стабілізуючих β-фазу елементів, і що ці стабілізуючі α-фазу елементи, нейтральні елементи і стабілізуючі β-фазу елементи, стабілізуючі α-фазу елементи, і нейтральні елементи можуть бути розплавлені спільно при розплавленні поверхневої частини титанового виливка з прямокутним поперечним перерізом, щоб стабілізуючі β-фазу елементи, нейтральні елементи і стабілізуючі α-фазу елементи зосереджено були присутніми в поверхневій частині. У цьому випадку щонайменше один вид стабілізуючих α-фазу елементів і нейтральних елементів переважно вводять в кількості 0% або більше і менше 2,0% в розрахунку на загальний мас.%, а щонайменше один вид стабілізуючих β-фазу елементів переважно вводять в кількості 1,5% або менше в розрахунку на загальний мас.% в діапазоні глибини 4 мм або менше від поверхні титанового виливка для гарячої прокатки. [0081] Коли другоетапну поверхневу термообробку проводять багато разів, операцію введення стабілізуючих α-фазу елементів, нейтральних елементів і стабілізуючих β-фазу елементів так, щоб вони зосереджено були присутніми в поверхневій частині, переважно проводять при кінцевій термообробці. [0082] Коли додають стабілізуючий β-фазу елемент, при термообробці при 820 °C протягом 240 хвилин рекристалізація не відбувається, і в певних випадках мікроструктура знаходиться в стані голчатої мікроструктури. У такому випадку складно точно виміряти діаметр кристалічних зерен. Однак, як правило, голчата мікроструктура є більш дрібнозернистою, ніж рекристалізована структура, і тому формування поверхневих дефектів може бути відвернуте навіть після гарячої прокатки. [0083] Одну поверхню 10А з двох поверхонь 10А і 10В (призначених для гарячої прокатки поверхонь) титанового виливка 10 з прямокутним поперечним перерізом піддають першоетапному процесу поверхневої термообробки, першоетапному процесу охолоджування, другоетапному процесу поверхневої термообробки і другоетапному процесу охолоджування описаними вище способами, а потім, наприклад, титановий виливок 10 з прямокутним поперечним перерізом перевертають, щоб піддати іншу поверхню 10В першоетапному процесу поверхневої термообробки, першоетапному процесу охолоджування, другоетапному процесу поверхневої термообробки і другоетапному процесу охолоджування такими ж способами, як було описано вище. У деяких випадках, після того, як одна поверхня 10А піддана першоетапному процесу поверхневої термообробки з подальшим першоетапним процесом охолоджування, інша поверхня 10В може бути піддана першоетапному процесу поверхневої термообробки з подальшим першоетапним процесом охолоджування, а потім відповідні поверхні 10А і 10В можуть бути по черзі піддані другоетапному процесу поверхневої термообробки з подальшим другоетапним процесом охолоджування. [0084] В описаному вище варіанті здійснення обробляють дві широкі поверхні 10А і 10В (призначені для гарячої прокатки поверхні, і в тому числі скошені фаски 11, якщо присутні, див. Фіг. 2) з чотирьох поверхонь 10А-10D у напрямку D виливання (напрямку, в якому виливок витягують при виливанні плоских заготовок з прямим охолоджуванням). Однак вузькі поверхні 10С і 10D (поверхні, які являють собою бічні кромки при гарячій прокатці) (див. Фіг. 2) з чотирьох широких поверхонь також можуть бути піддані такій же обробці, як і обробка, якій піддають дві широкі поверхні 10А і 10В. [0085] Тобто, сляб з матеріалу під гарячу прокатку піддають обтисненню при гарячій прокатці, внаслідок чого частина поверхні на бічній кромці матеріалу звичайно переходить на 17 UA 114669 C2 5 10 15 20 25 30 35 40 45 50 55 60 бік листової поверхні гарячекатаного листа. Відповідно, якщо мікроструктура в поверхневому шарі на поверхні бічної кромки виливка з прямокутним поперечним перерізом є грубозернистою або присутні численні дефекти, то на поверхні поблизу обох кінців у напрямку ширини гарячекатаного листа схильні утворюватися поверхневі дефекти, такі як вм'ятини. З урахуванням цієї обставини, піддавання поверхні і на бічній кромці виливка з прямокутним поперечним перерізом такій же перетворювальній обробці, як було описано вище, дозволяє ефективно запобігати виникненню такої проблеми, як описано вище. [0086] Коли дві поверхні 10С і 10D на бічних кромках також піддають першоетапному процесу поверхневої термообробки, першоетапному процесу охолоджування, другоетапному процесу поверхневої термообробки і другоетапному процесу охолоджування такими ж способами, як описано вище, відповідні процеси, яким піддають обидві поверхні 10С і 10D на бічних кромках, можуть бути здійснені після завершення відповідних процесів, яким піддають дві широкі поверхні 10А і 10В. В альтернативному варіанті, відповідні процеси для двох поверхонь 10С і 10D можуть бути належним чином здійснені між відповідними процесами для двох широких поверхонь 10А і 10В. [0087] Мікроструктура перерізу поблизу поверхні (наприклад, поблизу листової поверхні 10А) титанового виливка для гарячої прокатки, одержана піддаванням перетворювальної обробки титанового виливка для гарячої прокатки, одержаного описаним вище шляхом, тобто титанового виливка з прямокутним поперечним перерізом, схематично показана на Фіг. 4. Крім того, мікроструктура в стані, в якому вищезгаданий титановий виливок для гарячої прокатки піддають термообробці, еквівалентній нагріванню перед гарячою прокаткою, схематично показана на Фіг. 5. Фіг. 6 представляє одержану при обстеженні поперечного перерізу фотографію, що показує шар подрібнення мікроструктури, внутрішній шар подрібнення мікроструктури і мікроструктуру тверднення виливка в поверхневій частині титанового виливка для гарячої прокатки, відповідної Фіг. 4. [0088] Титановий виливок 30 для гарячої прокатки, показаний на Фіг. 4, відповідає стану (стану, показаному на правій стороні Фіг. 3(В)) після завершення другоетапного процесу охолоджування. У титановому виливку 30 для гарячої прокатки частина основного металу 28 (внутрішня частина сляба відносно шару 22 першоетапного ЗТВ) складається з грубозернистої мікроструктури (мікроструктури тверднення виливка) в стані після виливання, а більш близька до поверхневої сторони частина, ніж шар 22 ЗТВ, має шар 26 подрібнення мікроструктури, що складається з голчатої мікроструктури, на самій зовнішній поверхні і внутрішній шар 27 подрібнення мікроструктури, що складається з голчатої мікроструктури, з внутрішньої сторони від шару 26 подрібнення мікроструктури. Як описано вище, внутрішній шар 27 подрібнення мікроструктури складається з шару 20 першоетапного розплавлення і повторного тверднення і шару 22 першоетапного ЗТВ, кожний з яких залишився з внутрішньої сторони від шару 26 подрібнення мікроструктури після здійснення другоетапного процесу Р3 поверхневої термообробки і другоетапного процесу Р4 охолоджування. [0089] Фіг. 6 (фотографія) показує поверхневу частину титанового виливка для гарячої прокатки, яка відповідає стану (стану, показаному на правій стороні Фіг. 3(В)) після завершення другоетапного процесу охолоджування. У цьому титановому виливку 30 для гарячої прокатки основний метал 28 (частина сляба з внутрішньої сторони від внутрішнього шару 27 подрібнення мікроструктури (шару 22 першоетапного ЗТВ)) складається з грубозернистої мікроструктури в стані після виливання. Поверхня титанового виливка 30 для гарячої прокатки утворена двошаровою дрібнозернистою голчатою мікроструктурою з шару 26 подрібнення мікроструктури на самій зовнішній поверхні і внутрішнього шару 27 подрібнення мікроструктури біля внутрішньої частини сляба відносно шару 26 подрібнення мікроструктури. Внутрішній шар 27 подрібнення мікроструктури можна в певних випадках спостерігати у вигляді двох шарів, залежно від умов першоетапного процесу Р1 поверхневої термообробки і першоетапного процесу Р2 охолоджування. Крім того, шар 26 подрібнення мікроструктури можна в певних випадках спостерігати у вигляді двох шарів, залежно від умов другоетапного процесу Р3 поверхневої термообробки і другоетапного процесу Р4 охолоджування. Відповідно, шар 26 подрібнення мікроструктури і внутрішній шар 27 подрібнення мікроструктури в певних випадках можна спостерігати у вигляді трьох шарів або чотирьох шарів. [0090] Як показано на Фіг. 5, коли дрібнозерниста голчата мікроструктура шару 26 подрібнення мікроструктури і внутрішнього шару 27 подрібнення мікроструктури рекристалізована в стані, в якому була проведена термообробка, еквівалентна нагріванню перед гарячою прокаткою (при 820 °C протягом 240 хвилин), особливо шар 26 подрібнення мікроструктури (шар 26А другоетапного розплавлення і повторного тверднення і шар 26В другоетапного ЗТВ) на самій зовнішній поверхні сляба перетворюється в помітно більш 18 UA 114669 C2 5 10 15 20 25 30 35 40 45 50 55 дрібнозернисту рекристалізовану рівновісну мікроструктуру, в якій кількість кристалічних зерен, 2 що мають діаметр зерна 3 мм або більше, становить 5 або менше на м поверхні сляба. Крім того, мікроструктура (внутрішній шар 27 подрібнення мікроструктури) шару 20 першоетапного розплавлення і повторного тверднення і шару 22 першоетапного ЗТВ, кожний з яких присутній в слябі на внутрішній стороні відносно шару 26 подрібнення мікроструктури, є подрібненою до меншої міри, ніж в шарі 26 подрібнення мікроструктури. У шарі 20 першоетапного розплавлення і повторного тверднення раковини, що виникли при виливанні, майже усуваються розплавленням в першоетапному процесі поверхневої термообробки. Небагато раковин 10Q залишається в деяких частинах, але внутрішність раковин 10Q є вакуумованою, так що раковини спресовуються і усуваються при гарячій прокатці і стають нешкідливими в гарячекатаному листовому виробі (прокаті). Крім того, сама зовнішня поверхня поверхні 10А листа стає відносно гладкою поверхнею при розплавленні в першоетапному процесі поверхневої термообробки. [0091] Температура рекристалізації варіюється залежно від типу і концентрації домішок, що містяться в титановому слябі, і попередньої мікроструктури. Як правило, якщо температура нагрівання перед гарячою прокаткою становить 700 °C або вище, мікроструктура може бути рекристалізована під час нагрівання перед гарячою прокаткою, але коли доданий стабілізуючий β-фазу елемент, розплавлений шар d4 на другому етапі в певних випадках залишається у вигляді дрібнозернистої голчатої мікроструктури, не будучи рекристалізованим. Однак мікроструктури є дуже дрібнозернистими, і тому дефекти, які перетворюються в поверхневі дефекти, що утворюються при подальшій гарячій прокатці, присутні на рівні, який не сильно відрізняється від ситуації, в якій розплавлений шар d4 рекристалізований. [0092] При фактичному застосуванні одержаного таким чином титанового виливка для гарячої прокатки його піддають гарячій прокатці до гарячекатаного листа, що має задану товщину листа. Спосіб гарячої прокатки не буде конкретно обмеженим, і коли гарячу прокатку проводять до гарячекатаного листового виробу, звичайно застосовують прокатку рулонним способом. Крім того, товщина листа після завершення гарячої прокатки у вищезгаданому випадку не буде конкретно обмеженою, і звичайно вона становить від 3 мм до 8 мм. Умови гарячої прокатки не будуть конкретно обмеженими, і виливок нагрівають, як і у випадку звичайної гарячої прокатки, при 720-920 °C за 60-420 хвилин, починаючи гарячу прокатку при температурі, що знаходиться у вищезгаданому діапазоні, і гаряча прокатка може бути завершена при температурі на рівні кімнатної температури або вищої, відповідно до можливостей прокатного стану. [0093] Стан мікроструктури перерізу поблизу листової поверхні 10А в гарячекатаному листі після гарячої прокатки практично еквівалентний стану мікроструктури, в якому виливок піддають термообробці, еквівалентній нагріванню перед гарячою прокаткою, як показано на Фіг. 5, за винятком розтягнення кристалічних зерен у напрямку прокатки при гарячій прокатці. Тобто, в шарі 26 подрібнення мікроструктури і внутрішньому шарі 27 подрібнення мікроструктури, які зроблені більш дрібнозернистими обробкою розплавленням перед гарячою прокаткою, сама мікроструктура також обробляється тиском і розтягується після гарячої прокатки, але мікроструктура зберігає досить подрібнений стан порівняно з частиною 28. [0094] У вищеописаному варіанті здійснення титановий виливок з прямокутним поперечним перерізом, одержаний методами ЕПП-виливання плоских заготовок з прямим охолоджуванням, піддається відповідним процесам як він є, тобто як матеріал для виготовлення титанового виливка для гарячої прокатки в формі матеріалу відразу після виливання, без пропускання через процес обтискання, що проводиться гарячою обробкою тиском, таким як прокатка в сляб і проковка, і пропускання через процес обрізання для обробки поверхні. Тобто, використовують матеріал, що має поверхню виливка в стані після виливання (поверхня виливка, на якій присутні помітні нерівності, що виникли при виливанні і яка має дефекти виливання, такі як численні раковини і тому подібні, на поверхневій частині і включає поверхню з так званою кіркою окалини). Ефекти даного винаходу можуть бути досягнуті найбільш ефективно, коли даний винахід застосовують до такого виливка в стані після виливання. Однак в певних випадках також допустимо застосовувати даний винахід до виливка, в якому шар аж до декількох мм від самої зовнішньої поверхні підданий обробці різанням і видалений для того, щоб усунути нерівності на поверхні виливка і раковини поблизу поверхні, тобто виливка в стані, в якому з'являється так звана «біла кірка» після видалення окалини. Крім того, допустимо застосовувати даний винахід також до виливка з так званою «білою кіркою» після часткового видалення окалини, одержаної при видаленні частини збагаченого киснем шару (максимально приблизно 1 мм) обробкою різанням, причому цей збагачений киснем шар сформувався на поверхні під дією 19 UA 114669 C2 5 10 15 20 25 30 35 40 45 50 55 високої температури при витягуванні виливка з плавильної печі і відкритої після виливання охолоджувальної зони печі і впливу на виливок повітря. Приклад(и) [0095] Приклади даного винаходу будуть роз'яснені на основі експериментів у Випробуваннях №№ 1-38, показаних в Таблиці 1, Таблицях 2 (Таблиці 2А і Таблиці 2В), Таблицях 3 (Таблиці 3А і Таблиці 3В), Таблицях 4 (Таблиці 4А і Таблиці 4В), Таблицях 5 (Таблиці 5А і Таблиці 5В), Таблицях 6 (Таблиці 6А і Таблиці 6В) і Таблицях 7 (Таблиці 7А і Таблиці 7В), разом з контрольним прикладом (= прокатана зі сляба плоска заготовка) згідно з традиційними способами і порівняльними прикладами (порівняльними прикладами, в яких обробки за даним винаходом не здійснювали взагалі, і порівняльними прикладами, в яких обробки здійснювали з відхиленнями від умов за даним винаходом). [0096] [Випробування №№ 1-3 (Таблиця 1)] Показане в Таблиці 1 Випробування № 1 являє собою контрольний приклад, проведений традиційним способом, в якому одержаний електронно-променевим плавленням виливок з технічного титану за JIS-класом 1, що має поперечний переріз із шириною приблизно 1300 мм × товщиною приблизно 400 мм і довжину приблизно 7500 мм, піддали гарячій прокатці в заготовку з шириною приблизно 1210 мм і товщиною приблизно 260 мм прокаткою в сляб, довгий сляб з довжиною приблизно 7000 мм розрізали, всю поверхню сляба піддавали обрізанню на приблизно 5 мм і використовували одержану прокаткою сляба плоску заготовку, одержану піддаванням сляба обрізанню для створення скошених фасок шириною 30 мм під кутом 45 градусів між верхньою і нижньою поверхнями і бічними поверхнями. Розміри плоскої заготовки становлять: ширина приблизно 1200 мм × товщина приблизно 250 мм × довжина приблизно 7000 мм. Показане в Таблиці 1 Випробування № 2 являє собою порівняльний приклад, в якому сляб з технічного титану за JIS-класом 1, що має поперечний переріз із шириною приблизно 1220 мм × товщиною приблизно 270 мм і довжину приблизно 7000 мм, одержали виливанням з прямим охолоджуванням за допомогою ЕПП, всю поверхню сляба піддали обрізанню на приблизно 10 мм і використовували плоску заготовку виливання з прямим охолоджуванням, одержану піддаванням вищезгаданого сляба обрізанню з утворенням скошених фасок шириною 30 мм під кутом 45 градусів між верхньою і нижньою поверхнями і бічними поверхнями. Розміри плоскої заготовки становлять: ширина приблизно 1200 мм × товщина приблизно 250 мм × довжина приблизно 7000 мм. Показане в Таблиці 1 Випробування № 3 являє собою порівняльний приклад, в якому сляб з технічного титану за JIS-класом 1, що має поперечний переріз із шириною приблизно 1220 мм × товщиною приблизно 270 мм і довжину приблизно 7000 мм, одержали виливанням з прямим охолоджуванням за допомогою ЕПП, всю поверхню сляба не піддавали обрізанню і використовували плоску заготовку виливання з прямим охолоджуванням, одержану піддаванням вищезгаданого сляба обрізанню з утворенням скошених фасок шириною 30 мм під кутом 45 градусів між верхньою і нижньою поверхнями і бічними поверхнями. Розміри плоскої заготовки є такими ж, як розміри виливка після виливання з прямим охолоджуванням. Вищезгадані плоскі заготовки вмістили в піч при 820 °C і потім нагрівалипротягом приблизно 240 хвилин для виготовлення рулону гарячекатаного листа з товщиною 5 мм на стані безперервної гарячої прокатки смуги. Рулон листового прокату пропустили через лінію безперервного декапірування, що містить азотну і фтористоводневу кислоти, для розчинення приблизно 50 мкм з розрахунку на одну поверхню. Потім обидві поверхні листа в рулоні листового прокату візуально обстежували для вимірювання кількості поверхневих дефектів. Кількість поверхневих дефектів, що виникли в кадрі 1 квадратний метр, виміряли в 10-15 полях зору для визначення середньої кількості поверхневих дефектів. Коли довжина листа для обстеження не досягала 1 м, площу поверхні обстеженого гарячекатаного листа 2 2 перераховували на 1 м для розрахунку кількості поверхневих дефектів на м . У цьому відношенні, відповідно до критеріїв оцінки поверхневих дефектів на гарячекатаному 2 листі, 0,3 або менше поверхневих дефектів на м оцінювали як задовільно, а 0,3 або більше 2 поверхневих дефектів на м оцінювали як незадовільно. Вищезгадані критерії оцінки будуть застосовними для відповідних Випробувань №№ 4-38, що описуються пізніше. Як показано в Таблиці 1, в одержаному прокаткою сляба матеріалі Випробування № 1 2 щільність дефектів була нижче 0,3 на м , що є задовільним рівнем, і поверхня знаходилася в хорошому стані. Однак у випадках обох Випробувань №№ 2 і 3 на поверхнях гарячекатаних листів утворилися численні поверхневі дефекти, і листи були оцінені як незадовільні. 20 UA 114669 C2 5 10 15 20 25 30 35 40 45 50 55 60 Хороший стан поверхні, досягнутий в одержаному прокаткою сляба матеріалі Випробування № 1, був одержаний при пропусканні через процес прокатки сляба, який є трудомістким, і це не є ефектом, що виявляється даним винаходом. [0097] [Випробування №№ 4-15 (Таблиця 2А і Таблиця 2В)] Одержаний виливанням з прямим охолоджуванням сляб з технічного титану за JIS-класом 1, що має такі ж розміри, який був виготовлений пропусканням через такі ж виробничі процеси, як у Випробуванні № 3, опромінювали електронним променем в подовжньому напрямку з переміщенням сляба і повторенням процесу при зворотно-поступальному русі сляба, внаслідок чого всю призначену для прокатки поверхню опромінили електронним променем. Бічні поверхні сляба також опромінили електронним променем. Випробування № 4 являє собою порівняльний приклад, в якому сляб піддавали тільки першоетапній поверхневій термообробці і в якому сляб не піддавали другоетапній поверхневій термообробці. У Випробуваннях №№ 5-15 передні поверхні слябів піддавали першоетапній поверхневій термообробці; потім сляби перевертали і піддавали першоетапній поверхневій термообробці задні поверхні. Потім сляби знову перевертали і передні поверхні слябів піддавали другоетапній поверхневій термообробці. Після цього сляби перевертали і піддавали другоетапній поверхневій термообробці задні поверхні. Потім бічні поверхні слябів також опромінювали електронним променем аналогічним чином. У цьому випадку різноманітними шляхами варіювали умови опромінення. Електронний промінь коливався з використанням електромагнітної лінзи для надання електронному променю форми з прямокутним поперечним перерізом. Крім того, коли опромінювали сусідню ділянку, положення електронного променя регулювали так, що тільки 1/3 раніше розплавленої опроміненням області розплавлялася знову. Зміну температури при охолоджуванні після опромінення електронним променем вимірювали інфрачервоним термометром для розрахунку швидкості охолоджування при переході через точку β-перетворення. Вищезгадані сляби вмістили в піч при 820 °C і потім нагрівали протягом приблизно 240 хвилин для виготовлення рулону гарячекатаного листа з товщиною 5 мм на стані безперервної гарячої прокатки смуги. Рулон листового прокату пропустили через лінію безперервного декапірування, що містить азотну і фтористоводневу кислоти, для розчинення приблизно 50 мкм з розрахунку на одну поверхню. Потім обидві поверхні листа в рулоні листового прокату візуально обстежували для вимірювання кількості поверхневих дефектів. Всі з Випробувань №№ 5, 6, 7, 8, 10, 11, 12 і 14 являють собою приклади за даним винаходом і мали, як показано в Таблиці 2А і Таблиці 2В, вказаний в даному винаході вигляд (щонайменше двошарової голчатої мікроструктури) поверхневої частини, а зразки виявляли мікроструктуру з указаним в даному винаході діаметром кристалічних зерен після піддавання термообробці, еквівалентній нагріванню перед гарячою прокаткою; і зразки мали менше поверхневих дефектів після гарячої прокатки і перевищували задовільний рівень. З іншого боку, Випробування №№ 4, 9, 13 і 15 являють собою порівняльні приклади, в яких приписані в даному винаході вигляд поверхневої частини і умови обробки не задовольнялися, і вони мали, як показано в Таблиці 2А і Таблиці 2В, численні поверхневі дефекти після гарячої прокатки, і стан поверхні гарячекатаних листів був оцінений як незадовільний. [0098] [Випробування №№ 16-18 (Таблиця 3А і Таблиця 3В)] Одержаний виливанням з прямим охолоджуванням сляб з технічного титану за JIS-класом 1, що має такі ж розміри, який був виготовлений пропусканням через такі ж виробничі процеси, як у Випробуванні № 3, опромінювали електронним променем з переміщенням сляба і повторенням процесу при зворотно-поступальному русі сляба, внаслідок чого всю призначену для прокатки поверхню опромінили електронним променем. Бічні поверхні сляба також опромінювали електронним променем. Випробування №№ 16, 17 і 18 являють собою приклади, в яких напрямок і порядок опромінення варіювали при таких же умовах обробки, як у Випробуванні № 5. У Випробуванні № 16 сляб багато разів опромінювали в напрямку ширини і передню поверхню сляба піддавали першоетапній поверхневій термообробці. Потім сляб перевертали і піддавали задню поверхню першоетапній поверхневій термообробці. Далі сляб знову перевертали і піддавали передню поверхню сляба другоетапній поверхневій термообробці. Після цього сляб перевертали і піддавали задню поверхню другоетапній поверхневій термообробці. Потім бічні поверхні сляба також опромінювали електронним променем таким же чином. У Випробуванні № 17 сляб багато разів опромінювали в подовжньому напрямку і піддавали передню поверхню сляба першоетапній поверхневій термообробці. Потім ту ж поверхню піддавали другоетапній поверхневій термообробці. Далі сляб перевертали і піддавали задню 21 UA 114669 C2 5 10 15 20 25 30 35 40 45 50 55 поверхню першоетапній поверхневій термообробці. Після цього задню поверхню піддавали другоетапній поверхневій термообробці, а потім бічні поверхні сляба також опромінювали електронним променем таким же чином. У Випробуванні № 18 сляб багато разів опромінювали в напрямку ширини і піддавали передню поверхню сляба першоетапній поверхневій термообробці. Потім ту ж поверхню піддавали другоетапній поверхневій термообробці. Далі, сляб перевертали і піддавали задню поверхню першоетапній поверхневій термообробці. Після цього задню поверхню піддавали другоетапній поверхневій термообробці, а потім бічні поверхні сляба також опромінювали електронним променем таким же чином. При вищезгаданих опроміненнях електронним променем його змушували коливатися з використанням електромагнітної лінзи для надання електронному променю форми з прямокутним поперечним перерізом, і коли опромінювали сусідню ділянку, положення електронного променя регулювали так, що тільки 1/3 раніше розплавленої опроміненням області розплавлялася знову. Вищезгадані сляби вмістили в піч при 820 °C і потім нагрівали протягом приблизно 240 хвилин для виготовлення рулону гарячекатаного листа з товщиною 5 мм на стані безперервної гарячої прокатки смуги. Рулон листового прокату пропустили через лінію безперервного декапірування, що містить азотну і фтористоводневу кислоти, для розчинення приблизно 50 мкм з розрахунку на одну поверхню. Потім обидві поверхні листа в рулоні листового прокату візуально обстежували для вимірювання кількості поверхневих дефектів. Всі з вищезгаданих Випробувань №№ 16, 17 і 18 являють собою приклади за даним винаходом і мали, як показано в Таблиці 3А і Таблиці 3В, приписаний в даному винаході вигляд поверхневої частини, а зразки виявляли мікроструктуру з наказаним в даному винаході діаметром кристалічних зерен після піддавання термообробці, еквівалентній нагріванню перед гарячою прокаткою. Зразки мали менше поверхневих дефектів після гарячої прокатки і перевищували задовільний рівень. [0099] [Випробування №№ 19-23 (Таблиця 4А і Таблиця 4В)] Одержані виливанням з прямим охолоджуванням сляби з технічно чистого титану різноманітних класів стандарту JIS або марок стандарту ASTM або модифікованого технічного титану (низьколегованого титану), що мали такі ж розміри, які були виготовлені пропусканням через такі ж виробничі процеси, як у Випробуванні № 3, опромінювали електронним променем у подовжньому напрямку з переміщенням сляба і повторенням процесу при зворотнопоступальному русі сляба, внаслідок чого всі призначені для прокатки поверхні опромінили електронним променем. Бічні поверхні слябів також опромінили електронним променем. У Випробуванні № 19 використовували технічний титан по JIS класу 2, у Випробуванні № 20 технічний титан по JIS класу 3, у Випробуванні № 21 технічний титан по JIS класу 4, у Випробуванні № 22 титановий сплав по ASTM марки 17, а у Випробуванні № 23 титановий сплав по ASTM марки 13. Титанові сплави, до яких був доданий легуючий елемент, застосовували у Випробуваннях №№ 22 і 23, але кількість доданого легуючого елемента була малою, і титанові сплави були модифікованим технічним титаном, що розглядався як еквівалент технічного титану. Передні поверхні вищезгаданих слябів піддавали першоетапній поверхневій термообробці. Потім сляби перевертали і піддавали задні поверхні першоетапній поверхневій термообробці. Далі, сляби знову перевертали і передні поверхні піддавали другоетапній поверхневій термообробці. Після цього сляби перевертали і піддавали задні поверхні другоетапній поверхневій термообробці. Потім бічні поверхні слябів також опромінювали електронним променем таким же чином. У цьому випадку умови опромінення варіювали різноманітними шляхами. Електронний промінь коливався з використанням електромагнітної лінзи для надання електронному променю круглої форми. Крім того, коли опромінювали сусідню ділянку, положення електронного променя регулювали так, що тільки 1/2 раніше розплавленої опроміненням області розплавлялася знову в першоетапній поверхневій термообробці, і положення електронного променя регулювали так, що тільки 1/4 раніше розплавленої опроміненням області розплавлялася знову у другоетапній поверхневій термообробці. Вищезгадані сляби вмістили в піч при 820 °C і потім нагрівали протягом приблизно 240 хвилин для виготовлення рулону гарячекатаного листа з товщиною 5 мм на стані безперервної гарячої прокатки смуги. Рулон листового прокату пропустили через лінію безперервного декапірування, що містить азотну і фтористоводневу кислоти, для розчинення приблизно 50 мкм з розрахунку на одну поверхню. Потім обидві поверхні листа в рулоні листового прокату візуально обстежували для вимірювання кількості поверхневих дефектів. 22 UA 114669 C2 5 10 15 20 25 30 35 40 45 50 55 60 Всі з вищезгаданих Випробувань №№ 19-23 являють собою приклади за даним винаходом і мали, як показано в Таблиці 4А і Таблиці 4В, указаний в даному винаході вигляд поверхневої частини, а зразки виявляли мікроструктуру з указаним в даному винаході діаметром кристалічних зерен після піддавання термообробці, еквівалентній нагріванню перед гарячою прокаткою. Зразки мали менше поверхневих дефектів після гарячої прокатки і перевищували задовільний рівень. [0100] [Випробування №№ 24-26 (Таблиця 5А і Таблиця 5В)] Виливок одержаного піддаванням технічного титану за стандартом JIS класу 1 виливанню з прямим охолоджуванням після ЕПП сляба, що має поперечний переріз із шириною 1000 мм × товщиною 190 мм і довжину 5000 мм, використовували у Випробуванні № 24. Виливок одержаного піддаванням технічного титану за стандартом JIS класу 1 виливанню з прямим охолоджуванням після ЕПП сляба, що має поперечний переріз із шириною 950 мм × товщиною 165 мм і довжину 4500 мм, використовували у Випробуванні № 25. Виливок одержаного виливанням плоских заготовок з прямим охолоджуванням сляба після переплавлення в плазмовій дузі, що має такі ж розміри, як у Випробуванні № 24, використовували у Випробуванні № 26. Передні поверхні вищезгаданих слябів піддавали першоетапній поверхневій термообробці. Потім сляби перевертали і задні поверхні піддавали першоетапній поверхневій термообробці. Далі, сляби знову перевертали і піддавали передні поверхні другоетапній поверхневій термообробці. Після цього сляби перевертали і піддавали задні поверхні другоетапній поверхневій термообробці. Потім бічні поверхні слябів також опромінювали електронним променем таким же чином. У цьому випадку умови опромінення варіювали різноманітними шляхами. Електронний промінь коливався з використанням електромагнітної лінзи для надання електронному променю форми з прямокутним поперечним перерізом. Крім того, коли опромінювали сусідню ділянку, положення електронного променя регулювали так, що тільки 1/2 раніше розплавленої опроміненням області розплавлялася знову в першоетапній поверхневій термообробці, і положення електронного променя регулювали так, що тільки 1/3 раніше розплавленої опроміненням області розплавлялася знову у другоетапній поверхневій термообробці. Вищезгадані сляби вмістили в піч при 820 °C і потім нагрівали протягом приблизно 240 хвилин для виготовлення рулону гарячекатаного листа з товщиною 5 мм на стані безперервної гарячої прокатки смуги. Рулон листового прокату пропустили через лінію безперервного декапірування, що містить азотну і фтористоводневу кислоти, для розчинення приблизно 50 мкм з розрахунку на одну поверхню. Потім обидві поверхні листа в рулоні листового прокату візуально обстежували для вимірювання кількості поверхневих дефектів. Вищезгадані сляби, використані у Випробуваннях з № 24 по № 26, мають менші розміри, ніж у сляба, використаного у Випробуванні № 5, і тому мають меншу теплоємність, так що швидкості охолоджування знизилися і збільшилися діаметри зерен після термообробки, еквівалентної нагріванню перед гарячою прокаткою. Однак сляби виявляли мікроструктуру з указаними в даному винаході діаметрами кристалічних зерен, мали менше поверхневих дефектів після гарячої прокатки і перевищували задовільний рівень. [0101] [Випробування №№ 27-34 (Таблиця 6А і Таблиця 6В)] Одержаний виливанням з прямим охолоджуванням сляб з технічного титану за стандартом JIS класу 1, що має такі ж розміри, який був виготовлений пропусканням через такі ж виробничі процеси, як у Випробуванні № 3, опромінювали електронним променем з переміщенням сляба і повторенням процесу при зворотно-поступальному русі сляба, внаслідок чого всю призначену для прокатки поверхню опромінили електронним променем. Бічні поверхні сляба також опромінили електронним променем. Передні поверхні вищезгаданих слябів піддавали першоетапній поверхневій термообробці. Потім сляби перевертали і піддавали задні поверхні першоетапній поверхневій термообробці. Далі сляби знову перевертали, і у Випробуванні № 27 на передню поверхню сляба насипали порошки Al, у Випробуванні № 28 на передню поверхню сляба насипали порошки Sn, у Випробуванні № 29 на передню поверхню сляба насипали порошки Fe, у Випробуванні № 30 на передню поверхню сляба насипали стружки Cr, у Випробуванні № 31 на передню поверхню сляба насипали стружки V, а у Випробуваннях №№ 32-34 на передню поверхню сляба насипали ошурки з титанового сплаву. Потім передні поверхні піддавали другоетапній поверхневій термообробці. Після цього сляби перевертали, і на задні поверхні насипали порошки Fe. Потім задні поверхні піддавали другоетапній поверхневій термообробці. Потім бічні поверхні слябів також опромінювали електронним променем таким же чином. У цьому випадку умови опромінення варіювали різноманітними шляхами. Електронний промінь коливався з 23 UA 114669 C2 5 10 15 20 25 30 35 40 45 50 55 60 використанням електромагнітної лінзи для надання електронному променю круглої форми. Крім того, коли опромінювали сусідню ділянку, положення електронного променя регулювали так, що тільки 1/2 раніше розплавленої опроміненням області розплавлялася знову в першоетапній поверхневій термообробці, і положення електронного променя регулювали так, що тільки 1/4 раніше розплавленої опроміненням області розплавлялося знову у другоетапній поверхневій термообробці. Вищезгадані сляби вмістили в піч при 820 °C і потім нагрівали протягом приблизно 240 хвилин для виготовлення рулону гарячекатаного листа з товщиною 5 мм на стані безперервної гарячої прокатки смуги. Рулон листового прокату пропустили через лінію безперервного декапірування, що містить азотну і фтористоводневу кислоти, для розчинення приблизно 50 мкм з розрахунку на одну поверхню. Потім обидві поверхні листа в рулоні листового прокату візуально обстежували для вимірювання кількості поверхневих дефектів. Всі з вищезгаданих Випробувань №№ 27-34 являють собою приклади за даним винаходом і мали, як показано в Таблиці 6А і Таблиці 6В для результатів відносно передніх поверхонь, указаний в даному винаході вигляд передньої поверхневої частини, а зразки виявляли мікроструктуру з указаним в даному винаході діаметром кристалічних зерен після піддавання термообробці, еквівалентній нагріванню перед гарячою прокаткою. Зразки мали менше поверхневих дефектів після гарячої прокатки і перевищували задовільний рівень. У доповнення, задні поверхні у Випробуваннях №№ 27-34, на які були насипані порошки Fe, показали менше 2 поверхневих дефектів, приблизно 0,02 на м , і перевищували задовільний рівень. [0102] [Випробування №№ 35-38 (Таблиця 7А і Таблиця 7В)] Одержаний виливанням з прямим охолоджуванням сляб з технічного титану за стандартом JIS класу 1, що має такі ж розміри, який був виготовлений пропусканням через такі ж виробничі процеси, як у Випробуванні № 3, опромінювали електронним променем зпереміщенням сляба і повторюванням процесу при зворотно-поступальному русі сляба, внаслідок чого всю призначену для прокатки поверхню опромінили електронним променем. Бічні поверхні сляба також опромінили електронним променем. У Випробуванні № 35 передню поверхню вищезгаданого сляба піддавали першоетапній поверхневій термообробці. Потім сляб перевертали і піддавали задню поверхню першоетапній поверхневій термообробці. Далі сляб знову перевертали і передню поверхню сляба піддавали другоетапній поверхневій термообробці. Після цього сляб перевертали і задню поверхню піддавали другоетапній поверхневій термообробці. Крім того, сляб перевертали для розподілу порошків Fe на передній поверхні, і потім передню поверхню вищезгаданого сляба піддавали триетапній поверхневій термообробці. Після цього сляб перевертали для розподілу порошків Fe на задній поверхні, а потім виконували триетапну поверхневу термообробку. У Випробуваннях №№ 37 і 38 на поверхні слябів перед триетапною поверхневою термообробкою насипали порошки Al і порошки Fe, і передню і задню поверхні слябів піддавали поверхневій термообробці. Крім того, у Випробуванні № 36 сляб піддавали поверхневій термообробці, як було у випадку Випробування № 35. Потім сляб перевертали, і передню і задню поверхні сляба піддавали чотириетапній поверхневій термообробці. Після цього бічні поверхні сляба також опромінювали електронним променем таким же чином. У цьому випадку умови опромінення варіювали різноманітними шляхами. Електронний промінь коливався з використанням електромагнітної лінзи для надання електронному променю круглої форми. Крім того, коли опромінювали сусідню ділянку, положення електронного променя регулювали так, що тільки 1/2 раніше розплавленої опроміненням області розплавлялася знову в першоетапній поверхневій термообробці, і положення електронного променя регулювали так, що тільки 1/4 раніше розплавленої опроміненням області розплавлялася знову у другоетапній поверхневій термообробці. Вищезгадані сляби вмістили в піч при 820 °C і потім нагрівали протягом приблизно 240 хвилин для виготовлення рулону гарячекатаного листа з товщиною 5 мм на стані безперервної гарячої прокатки смуги. Рулон листового прокату пропустили через лінію безперервного декапірування, що містить азотну і фтористоводневу кислоти, для розчинення приблизно 50 мкм з розрахунку на одну поверхню. Потім обидві поверхні листа в рулоні листового прокату візуально обстежували для вимірювання кількості поверхневих дефектів. Всі з вищезгаданих Випробувань №№ 35-38 являють собою приклади за даним винаходом і мали, як показано в Таблиці 7А і Таблиці 7В, вигляд указаний в даному винаході поверхневої частини, а зразки виявляли мікроструктуру з указаним в даному винаході діаметром кристалічних зерен після піддавання термообробці, еквівалентній нагріванню перед гарячою прокаткою. Зразки мали менше поверхневих дефектів після гарячої прокатки і перевищували задовільний рівень. 24 UA 114669 C2 [0103] Таблиця 1 Дефекти, знайдені після Випробування декапірування гарячекатаного № листа (кількість дефектів на 2 м) 1 5 1,8 3 Контрольний приклад (зрізання однієї поверхні на 5 мм після прокатки сляба і гаряча прокатка без опромінення електронним променем) Порівняльний приклад (зрізання однієї поверхні на 10 мм і гаряча прокатка без опромінення електронним променем), одержаний виливанням з прямим охолодженням сляб Порівняльний приклад (без зрізання і гаряча прокатка без опромінення електронним променем, з кіркою окалини в стані після прокатки), одержаний виливанням з прямим охолодженням сляб 0,15 2 Примітка 3,5 [0104] Таблиця 2А Першоетапна поверхнева термообробка Другоетапна поверхнева термообробка ПрямокутПрямокутний ний Найменша Вихідна Швидкість Вихідна Випробу- електронТеплопідве- електронШвидкість Теплопідве- швидкість потуж- переміщпотуж2 2 вання № ний дення на см ний переміще- дення на см охолодність ення ність промінь (Дж) промінь ння (см/с) (Дж) ження (кВт) (см/с) (кВт) розміром розміром (ºС/с) (см) (см) 4 5 6 7 8 9 10 11 12 13 14 15 2,5 2,5 2,5 2 3 4 2 2 2,5 2,5 2,5 2,5 30 30 25 25 30 25 25 30 25 25 25 25 60 60 60 100 120 100 45 45 60 60 60 60 200 200 167 125 83 63 278 333 167 167 167 167 3 3 3 3 4 3 3 2,5 2,5 2,5 3 25 20 20 20 20 20 20 20 20 25 10 10 200 200 200 200 200 200 200 105 115 220 270 33 33 33 33 25 33 33 76 87 18 12 100 100 100 100 110 100 100 70 55 130 150 UA 114669 C2 [0105] Таблиця 2В Діаметр зерен після нагрівання при 820С протягом 240 Результат огляду хвилин дефектів після ВипробуКількість зерен на d1+d2 d3 декапірування 2 вання м , що мають (мм) (мм) гарячекатаного № діаметр зерна 3 мм листа (кількість або більше і 2 дефектів на м ) присутні в межах 4 мм від прокатаної поверхні 4 12,3 10,1 0,73 5 6 7 12,2 11,1 8,4 3,9 3,9 3,9 0,8 0,7 0,8 0,1 0,1 0,1 8 6,6 3,9 0,8 0,25 9 5,5 3,5 0,8 0,33 10 14,1 4 0,7 0,12 11 15,5 4 0,7 0,12 12 11,9 5,8 2,2 0,25 13 11,9 6,8 6,2 0,52 14 12 1,5 0,7 0,25 5 26 Примітка Порівняльний приклад: теплопідведення тільки на першому етапі Приклад: базисний Приклад: базисний Приклад: базисний Приклад: дещо менше теплопідведення на першому етапі. Хороший, але тенденція до збільшення дефектів Порівняльний приклад: занадто низьке теплопідведення на першому етапі. Хороша мікроструктура, але незадовільний результат огляду дефектів внаслідок раковин при виливанні Приклад: дещо підвищене теплопідведення на першому етапі Приклад: високе теплопідведення на першому етапі. Хороший, але великі затрати на енергію Приклад: дещо підвищене теплопідведення на першому етапі. Хороший, але тенденція до збільшення дефектів Порівняльний приклад: занадто високе теплопідведення на другому етапі. Низька швидкість охолодження, занадто великий діаметр зерен і незадовільний результат огляду дефектів Приклад: дещо менше теплопідведення на другому етапі UA 114669 C2 Продовження таблиці 2В 15 12,1 0,9 0,9 Порівняльний приклад: занадто низьке теплопідведення на другому етапі. d3 не вище, ніж значення нижчої межі, хороший діаметр зерен, але незадовільний результат огляду дефектів 0,45 [0106] Таблиця 3А Першоетапна поверхнева термообробка Другоетапна поверхнева термообробка НайменПрямокутПрямокутша ний Вихідна Теплопідний Вихідна ТеплопідшвидВипробуШвидкість Швидкість електронний потужведення електронний потужведення кість вання переміщепереміще2 2 промінь ність на см промінь ність на см охолод№ ння (см/с) ння (см/с) розміром (кВт) (Дж) розміром (кВт) (Дж) ження (см) (см) (С/с) 16 17 18 2,5 2,5 2,5 30 30 25 60 60 60 200 200 167 3 3 3 20 20 20 200 200 200 33 33 33 90 95 95 5 [0107] Таблиця 3В Випробування № Діаметр зерен після нагрівання при 820С протягом 240 Результат огляду хвилин дефектів після Кількість зерен на d1+d2 d3 декапірування 2 м , що мають (мм) (мм) гарячекатаного діаметр зерна 3 мм листа (кількість або більше і 2 дефектів на м ) присутні у межах 4 мм від прокатаної поверхні 16 12,2 3,9 0,8 0,12 17 12,4 3,9 0,8 0,11 18 11,0 3,9 0,75 0,12 [0108] 10 27 Примітка Приклад: опромінення в напрямку ширини листа (передня–задня–передня– задня) → на основі Випробування № 5 Приклад: опромінення в подовжньому напрямку листа (передня–передня– задня–задня) → на основі Випробування № 5 Приклад: опромінення за напрямком ширини листа (передня–передня–задня– задня) → на основі Випробування № 5 UA 114669 C2 Таблиця 4А Першоетапна поверхнева термообробка Другоетапна поверхнева термообробка НайменКруглий Круглий ша електрон- Вихідна Теплопід- електрон- Вихідна Швидкість ТеплопідшвидШвидкість Випробуний потужведення ний потуж- перемі- ведення кість переміще2 2 вання № промінь ність на см промінь ність щення на см охолодння (см/с) розміром (кВт) (Дж) розміром (кВт) (см/с) (Дж) ження (см) (см) (С/с) 19 2,5 30 60 255 3 20 200 42 85 20 2,5 25 60 212 3 20 200 42 85 21 2,5 30 60 255 3 20 200 42 85 22 2,5 25 60 212 3 20 200 42 85 23 2,5 30 60 255 3 20 200 42 85 [0109] Таблиця 4В Випробування № 19 20 21 12,4 11,0 12,1 22 11,1 23 5 d1+d2 (мм) 12,3 Діаметр зерен після Результат огляду нагрівання при 820С дефектів після протягом 240 хвилин 2 d3 декапірування Кількість зерен на м , Примітка (мм) гарячекатаного листа що мають діаметр зерна 3 мм або більше (кількість дефектів на 2 м) і присутні у межах 4 мм від прокатаної поверхні 3,9 0,8 0,12 JIS клас 2 3,7 0,7 0,1 JIS клас 3 3,9 0,5 0,11 JIS клас 4 Ti-0,06Pd (ASTM 3,6 0,8 0,11 марка 17) Ti-0.5Ni-0.05Ru 3,9 0,5 0,09 (ASTM марка 13) [0110] Таблиця 5А Першоетапна поверхнева термообробка Другоетапна поверхнева термообробка НайменПрямокутПрямокутша ний Вихідна Швидкість Теплопідний Вихідна Швидкість ТеплопідВипроелектронний потуж- перемі- ведення електронний потуж- перемі- ведення швидкість бування 2 2 охолодпромінь ність щення на см промінь ність щення на см № ження розміром (кВт) (см/с) (Дж) розміром (кВт) (см/с) (Дж) (см) (см) (С/с) 24 25 26 2,5 2,5 2,5 30 25 30 60 60 60 255 212 255 3 3 3 28 20 20 20 200 200 200 33 33 33 80 65 100
ДивитисяДодаткова інформація
Назва патенту англійськоюTitanium slab for hot rolling and method for manufacturing same
Автори англійськоюFujii, Hideki, Kunieda, Tomonori, Tatsuzawa, Yoshitsugu, Mori, Kenichi, Takahashi, Kazuhiro
Автори російськоюФудзии Хидэки, Куниеда Томонори, Тацудзава Йосицугу, Мори Кэнити, Такахаси Кадзухиро
МПК / Мітки
МПК: C22C 14/00, B21B 3/00, C23C 26/00, B22D 21/06
Мітки: прокатки, виготовлення, гарячої, виливок, спосіб, титановій
Код посилання
<a href="https://ua.patents.su/39-114669-titanovijj-vilivok-dlya-garyacho-prokatki-i-sposib-jjogo-vigotovlennya.html" target="_blank" rel="follow" title="База патентів України">Титановий виливок для гарячої прокатки і спосіб його виготовлення</a>
Спосіб гарячої прокатки штаб в чистовій групі на широкоштабовому стані гарячої прокатки
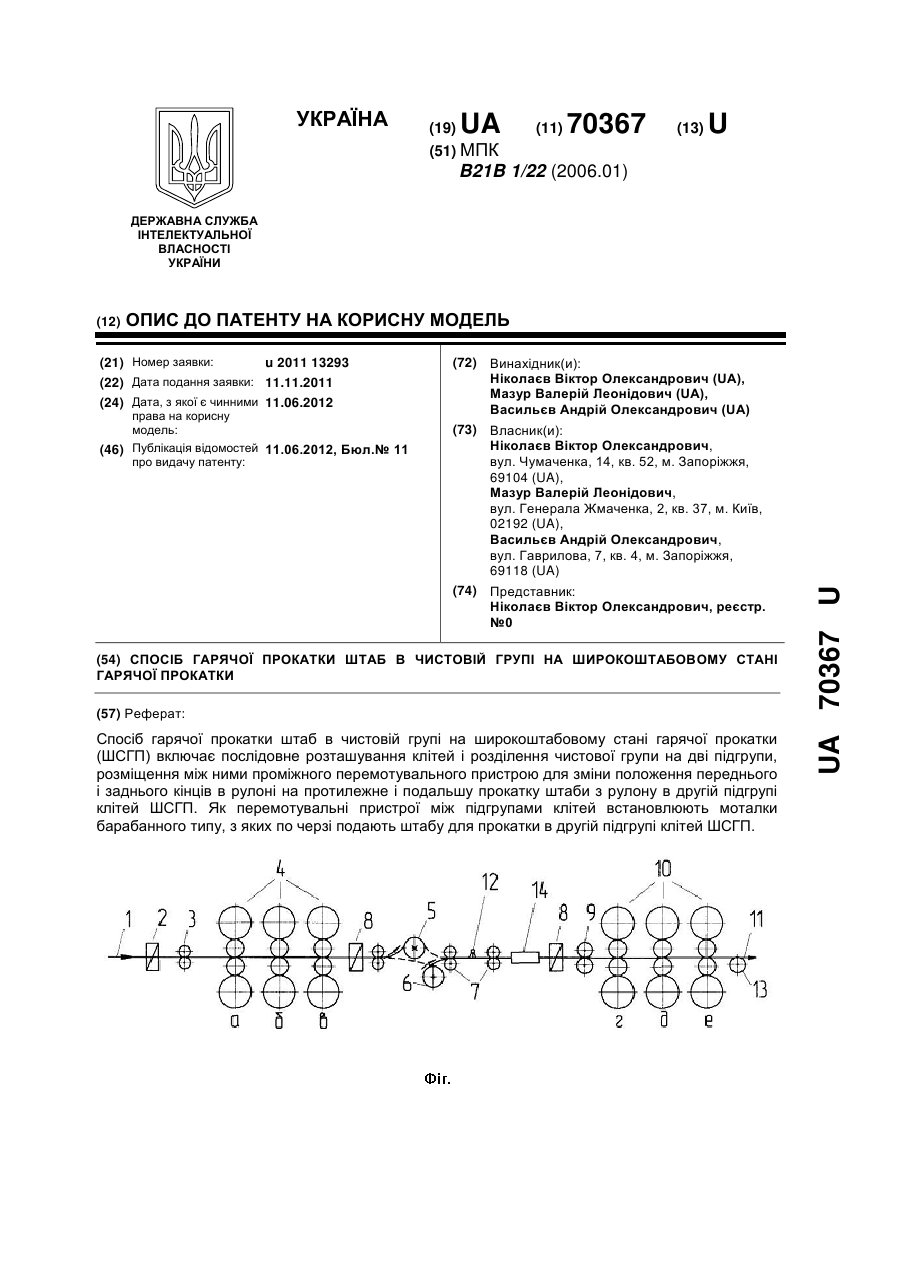
Номер патенту: 70367
Опубліковано: 11.06.2012
Автори: Ніколаєв Віктор Олександрович, Мазур Валерій Леонідович, Васильєв Андрій Олександрович
МПК: B21B 1/22
Мітки: чистовий, стані, широкоштабовому, штаб, спосіб, групи, гарячої, прокатки
Формула / Реферат:
Спосіб гарячої прокатки штаб в чистовій групі на широкоштабовому стані гарячої прокатки (ШСГП), що включає послідовне розташування клітей і розділення чистової групи на дві підгрупи, розміщення між ними проміжного перемотувального пристрою для зміни положення переднього і заднього кінців в рулоні на протилежне і подальшу прокатку штаби з рулону в другій підгрупі клітей ШСГП, який відрізняється тим, що як перемотувальні пристрої між...
Злиток чистого титану або сплаву титану для гарячої прокатки та спосіб його виготовлення
Номер патенту: 104167
Опубліковано: 10.01.2014
Автори: Тада Осаму, Ода Такасі, Морі Кеніті, Такахасі Кадзухіро, Міядзакі Йосімаса, Танака Хісамуне, Куніеда Томонорі, Фудзіі Хідекі, Оцука Хіроакі, Ямамото Норіо
МПК: B21B 3/00, B21B 1/02, B21B 45/00
Мітки: титану, злиток, чистого, виготовлення, сплаву, прокатки, спосіб, гарячої
Формула / Реферат:
1. Злиток чистого титану або титанового сплаву для гарячої прокатки в плоску заготовку, брусок або пруток, який відрізняється тим, що на його поверхні є заглиблення, отримані шляхом холодної пластичної деформації, причому середня величина висоти (Wc) елементів профілю шорсткості складає від 0,2 до 1,5 мм, а середня величина довжини (WSm) елементів профілю шорсткості складає від 3 до 15 мм.2. Злиток чистого титану або титанового сплаву...
Прокатний стан для гарячої прокатки металу, зокрема алюмінію, а також спосіб гарячої прокатки
Номер патенту: 90097
Опубліковано: 12.04.2010
Автори: Бройєр Міхель, Зельбах Пауль, Хоф Хартмут
Мітки: металу, прокатній, спосіб, алюмінію, також, гарячої, зокрема, стан, прокатки
Формула / Реферат:
1. Прокатний стан (1) для гарячої прокатки металу, зокрема алюмінію, з лінією (3) гарячої прокатки, яка включає в себе чорнову лінію (4) прокатного стана і чистову лінію (5) прокатного стана, причому чорнова лінія (4) прокатного стана виконана як тандемна лінія, на якій прокатуваний матеріал прокатується в режимі тандему під час спільної роботи щонайменше двох послідовно розташованих чорнових прокатних клітей (8, 9), при цьому чистова лінія...
Спосіб гарячої прокатки мікролегованої ніобієм та ванадієм низьковуглецевої марганцевої сталі
Номер патенту: 41136
Опубліковано: 12.05.2009
Автори: Тютєрєв Ігор Анатолійович, Большаков Володимир Іванович, Хоменко Юрій Іванович, Воробйов Геннадій Михайлович
МПК: B21B 1/00
Мітки: ніобієм, гарячої, прокатки, ванадієм, мікролегованої, сталі, низьковуглецевої, марганцевої, спосіб
Формула / Реферат:
Спосіб гарячої прокатки листів мікролегованої ніобієм та ванадієм низьковуглецевої марганцевої сталі, який включає першу (чорнову) гарячу прокатку за дванадцять проходів при температурі 1100...900 °С з товщини 250 до 50...40 мм, та другу прокатку при температурі 730-720 °С з товщини 50...40 мм до 18...16 мм, який відрізняється тим, що кожний прохід першої гарячої прокатки виконують з однаковим обтисненням.
Спосіб гарячої прокатки мікролегованої ніобієм та ванадієм низьковуглецевої марганцевої сталі
Номер патенту: 41157
Опубліковано: 12.05.2009
Автори: Воробйов Геннадій Михайлович, Большаков Володимир Іванович, Тютєрєв Ігор Анатолійович, Хоменко Юрій Іванович
МПК: B21B 1/00
Мітки: марганцевої, мікролегованої, гарячої, прокатки, низьковуглецевої, ванадієм, спосіб, ніобієм, сталі
Формула / Реферат:
Спосіб гарячої прокатки мікролегованої ніобієм та ванадієм низьковуглецевої марганцевої сталі, який включає першу (чорнову) гарячу прокатку за дванадцять проходів при температурі 1100...900 °С з товщини 250 до 50...40 мм, та другу прокатку при температурі 730-720 °С з товщини 50...40 мм до 18... 16 мм, який відрізняється тим, що кожний прохід першої гарячої прокатки виконують з поступовим зменшенням ступеня обтиснення.
Попередній патент: Спосіб плазмового формування міжшарової ізоляції структур великих інтегральних схем
Наступний патент: Кодування масиву зразків з малою затримкою
Випадковий патент: Спосіб лікування цукрового діабету та його ускладнень