Обробляючий центр




Текст
1 Обрабатывающий центр, содержащий корпус, главный шпиндель, защитный кожух для рабочей зоны и крестовый суппорт, отличающийся тем, что он состоит из конструктивных узлов главный шпиндель выполнен в виде вися щего моторного шпинделя который вместе с выполненным в виде многокоординатного суппорта крестовым суппортом образует переднюю бабку, причем моторный шпиндель выполнен с возможностью захвата, зажима, укладки, а также привода изделий и/или инстр ументо в и упра вление ним осуществляется устройством числового программного управления 2 Обрабатывающий центр по п 1 , о тличающий ся тем, что он снабжен закрепленным на корпусе энергетическим контейнером, содержащим сис тему управления, устройствами для сбора струж ки и о хлаждающе го сре дства , зоной загр узки и разгр узки инстр умен та и /или заго товок и де та лей, причем зона разгрузки и загрузки располо жена либо перед, либо за зоной обработки 3 Обрабатывающий центр по пп 1 или 2. отли чающийся тем, что зона обра ботки о хвачена корпусом по меньшей мере с двух сторон 4 Обрабатывающий центр по одному из пп 1-3, отличающийся тем, что на верхней стороне кор пуса расположены направляющие для крестово го суппорта 5 Обрабатывающий центр поп 4, отличающий ся тем, что между направляющими для крестово го суппор та в корпусе выполнены выборки для сбора и отвода стружки 6 Обрабатывающий центр по одному из пп 1-5, отличающийся тем, что на крестовом суппорте закреплен кожух из листового металла, с уплот нением пронизанный в вертикальном направле нии насадкой моторного шпинделя 7 Обрабатывающий центр по одному из пп 1-6, отличающийся тем, что в си стеме число во го программного управления для контроля обрабатываемых деталей предусмотрен измерительный щуп 8 Обрабатывающий центр по одному из пп 1-7, отличающийся тем, что в зоне выборки для сбо ра стр ужки в корп усе п утем части чной за ливки пластобетоном установлен защи тный профиль ный листовой кожух 9 Обрабатывающий центр по одному из пп 1-8, отличающийся тем, что зона обработки о хваче на корпусом с трех сторон а также снизу 1Q Обрабатывающий центр по одному из пп 1-9, отличающийся тем, что корпус о тлит из пластобетона 11 Обрабатывающий центр по одному из пп 110 отличающийся тем , что корп ус в се чении , перпендикулярном его продольной оси, выпол нен в форме литеры Н 12 Обрабатывающий центр по одному из пп 110, о тличающийся тем , что корп ус в се чении , перпендик улярном fo про дольной оси , выпо л нен в форме литеры U 13 Обрабатывающий центр по одному из пп 110, о тличающийся тем , что корп ус в се чении , перпендикулярном его продольной оси, выпол нен в форме литеры L 14 Обрабатывающий центр по одному из пп 113, отличающийся тем, что направляющие вы полнены в виде ориентированны х параллельно друг по отно шению к др угу шин, каждая из кото рых прикреплена к верхней стороне боковой стенки корпуса 15 Обрабатывающий центр по одному из пп 114, отли чающий ся тем, что корп ус устано влен на съемные ножки, образующие промежуточн ую полость у пола 16 Обрабатывающий центр по одному из пп 115, отличающийся тем, что на корп усе установ лены инструментоносители и/ипи револьверные головки 17 Обрабатывающий центр по одному из пп 116, отлича ющийся тем, что в пространстве , о х ваченном корпусом, размещен многофункцио нальный нижний обрабатывающий узел 18 Обрабатывающий центр по одному из пп 117, отличающийся тем, что вн утри о хваченного корпусом пространства, в боковых стенках корпу са установлен вал комбинированной револьвер емО "SI-CM со 32407 ной головки, например, сдвоенной револьверной головки с инструментоносителями 19 Обрабатывающий центр по одному из пп. 118, отличающийся тем, что направляющие ши ны для крестово го суппор та выведены вперед, над зоной обработки до накопительного и транс портного конвейера. 20 Обрабатывающий центр по одному из пп. 119, отличающийся тем , что пере дняя ба бка, состоящая из моторного шпинделя и крестового суппорта, выполнена двухкоординатной, причем крестовый суппорт установлен с возможностью перемещения по командам системы числового программного управления по координатной оси X, а моторный шпиндель - с возможностью пере мещения по координатной оси Z над накопитель ным и транспортным конвейером. 21. Обрабатывающий центр по одному из пп. 120, отличающийся тем, что он о снащен приво дом крестово го суппорта от безынерционного , частотнорегулируемого двигателя трехфазного тока посредством прецизионных, шли фованных шариковых ходо вы х винтов, причем по коорди натной оси X встроена закрытая линейная изме рительная система, а по оси Z - поворотная из мерительная система, и обе системы управления расположены вне зоны обработки. 22 Обрабатывающий центр по одному из пп. 121, отличающийся тем, что контейнер выполнен в виде свободнонесущей конструкции из листово го материала 23 Обрабатывающий центр по одному из пп 122, отличающийся тем, что энергети ческий кон* тейнер полностью или частично охватывает кор пус сверху и, по меньшей мере, с трех сторон. 24 Обрабатывающий центр по одному из пп 123, отличающийся тем, что энергети ческий кон тейнер содержит полностью смонтированный электрораспределительный шкаф с выведенны ми к точкам потребления разъемными штепсель ными соединениями. 25 Обрабатыва ющий центр по п. 24, отли чаю щийся тем, что на вн утренних стенках энергети ческого контейнера за одно целое с ним выпол нены полки, на которые уложены коммуникации, в частности шлан ги для воды , гидравлические или пневматические шланги и электрические ка бели, которые при подводе к точкам потребления выполнены в виде шлейфов. 26. Обрабатывающий центр по пп. 24 или 25, от личающийся тем, что контейнер содержит также агрегат для охлаждения шпинделя и распредели тельного шкафа и систему гидравлического или пневматического снабжения. 27. Обрабатывающий центр по одному из пп. 126, отличающийся тем, что зона загрузки и разг рузки, зона обработки и зона измерения располо жены вдоль координатной оси X одна за другой, а зона обрабо тки отделена о т зоны загр узки и разгрузки и от зоны измерения дверцами, уста новленными с возможностью закрывания и отк рывания по командам системы управления обра батывающим центром. 28. Обрабатывающий центр по одному из пп. 127, отличающийся тем, что для сборки двух координатной многофункциональной обрабаты вающей системы он содержит двухкоординат ный, многофункциональный суппорт, моторный шпиндель, блочный резцедержатель или многодисковую револьверную головку и неподвижные или вращающиеся инструменты, причем: - установлено с возможностью перемещения в зону загрузки и разгрузки накопительного и транспортного конвейера устройство захва та и зажима необработанной заготовки и укладки го товой детали, - обрабатывающий центр оснащен приспособле ниями для выполнения операций по обработке вращением, в основном токарной обработки, шли фования, сверления, а также частично для выполнения операций по обработке без стружки, как например, выглаживание, раскатывание, на катное полирование роликами и калибрование; - на корпусе установлен измерительный щуп , предназначенный для измерения изделий; - на верхнем рабочем узле установлено уст ройство захвата инструментов, предназначенное для автоматической замены изношенных инстру ментов в потактово перемещающихся на накопи тельном и транспортном конвейере держателях инструментов, - на верхнем рабочем шпинделе установлен сменный измерительный щуп или на вер хнем крестовом суппорте с возможностью перемеще ния в зоне обработки установлен измерительный щуп, предназначенные для измерения положе ния сменного инструмента, 29. Обрабатывающий центр по одному из пп 127 , о тли ча ющи йся тем , что для сборки тре хкоординатной многофункциональной обрабаты вающей системы он содержит двухкоординатный, многофункциональный суппорт и установ ленный с возможностью поворота вокруг оси С моторный шпиндель с блочным резцедержате лем или многодисковой револьверной головкой с неподвижными или вращающимися инструмента ми, причем • в обрабатывающем центре с возможностью перемещения в зону загрузки и разгрузки накопительного и транспортного конвейера установлено устройство захвата и зажима необработанной заготовки и укладки готовой детали, - обрабатывающий центр оснащен приспособле ниями для выполнения операций по обработке вращением, в основном токарной обработки, шли фования, сверления, а также частично для выполнения операций по обработке без стружки, как например, выглаживание, раскатывание, на катное полирование роликами и калибрование; - на корпусе установлен измерительный щуп , предназначенный для измерения изделий; - на верхнем рабочем узле установлено устройство захвата инструментов, предназначенное для авто матической замены изношенных инструментов в по тактово перемещающихся на накопительном и транспортном конвейере держателях инструментов; - на вер хнем рабочем шпинделе установлен сменный измерительный щуп или на вер хнем крестовом суппорте с возможностью перемеще ния в зоне обработки установлен измерительный щуп, предназначенные для измерения положе ния сменного инструмента. 30. Обрабатывающий центр по одному из пп. 127, отличающийся тем, что, для сборки 4-коор 32407 динатной многофункциональной обрабатывающей системы, он содержит трехкоординатный многофункциональный крестовый суппорт, моторный шпиндель и установленный с возможностью поворота вокруг оси С моторный шпиндель и поперечно ориентированную двойную револьверную головку или многогнездовую крепежную траверсу для крепления инструмента, причем сдвоенная револьверная головка комплектуется неподвижным и вращающимся инструментом, причем. • в обрабатывающем центре с возможностью пе ремещения в зон у за гр узки и раз гр узки накопи тельного и транспортного конвейера установлено устройство захвата и зажима необработанной за готовки и укладки готовой детали; - обрабатывающий центр оснащен приспособле ниями для выполнения операций по обрабо тке деталей с пяти сторон всеми известными спосо бами со снятием стружки, а также, частично, без снятия стружки, как например, выглаживание, на катное полирование, раскатывание, полирование роликами, калибровка, лазерная сварка; - на корп усе устано влен измери тельный щуп, предназначенный для измерения изделий; • на ве р хнем р або чем уз ле уста но вле но уст ройство захвата инструментов, предназначенное для автоматической замены изношенных инстру ментов в потактово перемещающихся на накопи* тельном и транспортном конвейере держателях инструментов; - на вер хнем рабочем шпинделе установлен сменный измери тельный щуп и ли на вер хнем крестовом суппорте с возможностью перемеще ния в зоне обработки установлен измерительный щуп , предназначенные для измерения положе ния сменного инструмента 31. Обрабатывающий центр по одному из пп 127, отли чающийся тем, что для сборки 6-координатной многофункциональной системы комплексной обработки изделия за две установки он содержит трехкоординатный многофункциональный крестовый суппорт, установленный с возможностью поворота вокруг оси С моторный шпиндель, установленный с возможностью поворота вокруг оси Е нижний многофункциональный рабочий узел и установленный с возможностью поворота вокруг оси F моторный шпиндель, причем: - на моторном шпинделе с возможностью пере мещения в зону загрузки и разгрузки накопитель ного и транспортного конвейера установлено уст ройство захва та и зажима необработанной заго товки и укладки готовой детали; - обрабатывающий центр оснащен приспособле ниями для выполнения операций по обрабо тке деталей с пяти сторон во все х угловы х положе ниях всеми из вестными способами со сня тием стружки, а также, частично, без снятия стружки, как например, выглаживание, накатное полиро вание, раскатывание, полирование роликами, ка либровка, лазерная сварка; - на корпусе устано влен измерительный щуп , предназначенный для измерения изделий; • на верхнем рабочем узле с возможностью перемещения для съема инструмента с нижнего моторного шпинделя и передачи его на накопитель ный транспортер и обратно установлено устройство захвата инструментов, - на вер хнем крестовом суппорте с возможност ью перемещения в зоне обрабо тки устано влен измерительный щуп, предназначенный для изме рения положения сменного нижнего инструмента; - с возможностью перемещения для снятия за щитного колпачка с зажимного устройства нижне го рабоче го узла и передачи е го на накопитель ный транспортер инструмента и обратно на верх нем рабочем узле установлено устройство захва та инструмента, - на нижнем рабочем узле с возможностью пере мещения для перезакрепления полуго тового из делия установлено зажимное приспособление; - предусмотрено накрывание верхнего зажимного приспособления, путем непосредственного за х вата защитного колпачка с накопительного транс портера для инструмента или наоборот; - обрабатывающий центр оснащен устройством замены обрабатывающи х инстр ументов в вер х нем моторном шпинделе путем непосредствен ного отбора инстр умента с накопительного транспортера для инструмента в зоне загрузки и разгрузки, с последующей передачей обратно; - на корпусе устано влен измерительный щуп , предназначенный для измерения положения сменного инстр умента в вер хнем моторном шпинделе, - обрабатывающий центр оснащен приспособле ниями для выполнения операций по обрабо тке еще необработанных повер хностей загото вок, закрепленных в нижнем моторном шпинделе, с пяти сторон, во все х угловы х положениях, всеми известными спо собами со сня тием стр ужки, а также, части чно, без снятия стр ужки, как напри мер, выглаживание, накатное полирование, рас катывание, полирование роликами, калибровка, лазерная сварка; - на верхнем крестовом суппорте с возможност ью перемещения в зоне обрабо тки устано влен измерительный щуп, предназначенный для изме рения положения инструментов, закрепленных в нижнем моторном шпинделе; - предусмотрен съем готового изделия с нижнего рабочего узла и передача его на накопительный транспортный конвейер для изделий. 32. Обрабатывающий цен тр по одному из пп. 127, отли чающий ся тем, что для сборки 7-координатной многофункциональной системы комплексной обработки изделия с двух установок он содержит 4-координатный многофункциональный крестовый суппорт, оснащенный в качестве четвертой координаты поворотной осью D, установленный с возможностью поворота вокруг оси С моторный шпиндель, установленный с возможностью поворота вокруг оси Е нижний многофункциональный рабочий узел с установленным с возможностью поворота вокруг оси F моторным шпинделем, причем: - на верхнем рабочем узле с возможностью пере мещения в зону загрузки и разгрузки накопитель ного и транспортного конвейера установлено уст ройство захва та и зажима необработанной заго товки и укладки готовой детали; • обрабатывающий центр оснащен приспособлениями для выполнения операций по обработке 32407 деталей в верхнем рабочем узле с пяти сторон во всех угловых положениях всеми известными способами со снятием стружки, а также, частично, без снятия стружки, как например, выглаживание, накатное полирование, раскатывание, полирование роликами, калибровка, лазерная сварка; - на корпусе устано влен измерительный щуп , предназначенный для измерения изделий; • на верхнем рабочем узле с возможностью перемещения для съема инструмента с нижнего моторного шпинделя и передачи его на накопительный транспортер и обратно установлено устройство захвата инструментов; - на верхнем крестовом суппорте с возможност ью перемещения в зоне обрабо тки устано влен измерительный щуп, предназначенный для изме рения положения сменного нижнего инструмента; - с возможностью перемещения для снятия за щитного колпачка с зажимного устройства нижне го рабочего узла и передачи его на накопитель ный транспортер инструмента и обратно на верх нем рабочем узле установлено устройство захва та инструмента; - на нижнем рабочем узле с возможностью пере мещения для перезакрепления полуготового из делия установлено зажимное приспособление; - предусмотрено накрывание верхнего зажимного приспособления, путем непосредственного зах вата защитного колпачка с накопительного транс портера для инструмента или наоборот; - обеспечивается замена обрабатывающих инст рументов в верхнем моторном шпинделе при не посредственном отборе инстр умента с накопи тельного транспортера для инстр умента в зоне загрузки и разгрузки, с последующей передачей обратно; - на корпусе установлен измерительный щул, предназначенный для измерения положения сменного инструмента в верхнем моторном шпинделе; - обрабатывающий центр оснащен приспособле ниями для выполнения операций по обработке еще необработанных поверхностей заготовок, закрепленных в нижнем моторном шпинделе, с пяти сторон, во всех угловых положениях, всеми известными спо собами со сня тием стр ужки, а также, частично, без снятия стружки, как напри мер, выглаживание, накатное полирование, рас катывание, полирование роликами, калибровка, лазерная сварка; - на верхнем крестовом суппорте с возможност ью перемещения в зоне обработки установлен измерительный щуп, предназначенный для изме рения деталей, закрепленных в нижнем мотор ном шпинделе; - осуществляется съем готового изделия с ниж него ра боче го узла и передача е го на накопи тельный транспортный конвейер для изделий. 33. Обрабатывающий центр по одному из пп. 132, отлича ющийся тем, что подшипники шпин деля охлаждены до постоянной температуры. 34. Обрабатывающий центр по одному из пп. 133, отличающийся тем, что в случае 3-координатного крестового суппорта на направляющей для координатной оси X установлена каретка, на которой с возможностью перемещения по координатной оси Y установлен крестовый суппорт. 35. Обрабатывающий центр по одному из пп. 134, отличающийся тем, что - нижний многофункциональный рабочий узел ос нащен несколькими неподвижными инструмента ми; • нижний многофункциональный рабочий узел оснащен эксцентрично расположенным моторным шпинделем; - нижний рабочий узел установлен с возможност ью поворотного перемещения по командам сис темы числового программного управления, при чем моторный шпиндель установлен с возмож ностью поворотного перемещения вокруг оси Е; - внутри моторного шпинделя или снаружи уста новлен приводной двигатель переменного тока; - на моторном шпинделе установлено комбини рованное зажимное устройство, предназначен ное для выборочного захвата инстр умента и за готовок; - моторный шпиндель установлен с возможност ью поворота вокруг оси F по командам системы числового программного управления. 36. Обрабатывающий центр по одному из пп. 135, отли ча ющий ся тем , что накопите льный и транспортный конвейер снабжен призменными держателями изделий и инструмента. 37. Обрабатывающий центр по одному из пп. 136, отлича ющийся тем, что на передней части установлена защитная заслонка, выполненная в виде скручивающи хся жалюзи из алюминиевых пластин. 38. Обрабатывающий центр по одному из пп. 127, о тли чающийся тем, что в одно- или многокоординатном многофункциональном крестовом суппорте на моторном шпинделе с возможностью перемещения по командам системы числового программного управления по координатной оси U установлена голо вка подрезки торцов изделий для перемещения инструмента, причем обраба тывающий центр оснащен зажимным приспособ лением, установленным с возможностью захвата, зажима и укладки изделия на тактовый конвейер. 39. Обрабатывающий центр по одному из пп. 138, отличающийся тем, что моторный шпиндель установлен на крестовом суппорте соосно. 40. Обрабатывающий центр по одному из пп. 139, отличающийся тем, что моторный шпиндель установлен с возможностью перемещения в вер тикальном направлении по гидростатической направляющей. 41. Обрабатывающий центр по пп. 39 или 40, отли чающийся тем, что зона загрузки и разгрузки рас положена позади зоны обработки, внутри корпуса. 42. Обрабатывающий центр по одному из пп. 141, отличающийся тем, что в задней части кор пуса выполнены выборки, обеспечивающие воз можность перемещения накопительного и транс портного конвейера в зону загрузки и разгрузки. 43. Обрабатывающий центр по одному из пп. 142, отличающийся тем, что измерительный щуп установлен с возможностью автоматического вве дения в зон у о брабо тки после о ткрывания дверцы. 44. Обрабатывающий центр по одному из пп. 143, отличающийся тем, что зона измерений чао* 32407 тично расположена в зоне обработки, а также в зоне загрузки и разгрузки 45 Обрабатывающий центр по одному из пп. 144, о тличающийся тем , что между корп усом и электрораспределительным шкафом предусмот рено пространство, в котором расположены гид равлический агрегат, агрегат для централизован ной смазки, а также теплообменник, и для закры вания указанного пространства установлена по меньшей мере одна дверца 46 Обрабаты вающий цен тр no n 45 , о тли чаю щийся тем, что энергетический контейнер в виде сбоку выполнен в форме ли теры L таким обра зом, что необходимые для работы обрабатываю щего центра электрические провода и гидравлические и/или пневматические трубопроводы предварительно подготовлены и, например, разъемно присоединены и расположены, в основном, в горизонтальном плече контейнера, а электрораспределительный шкаф, гидравлический агрегат, а также агрегат для централизованной смазки и теплообменник, с по меньшей мере одной дверцей, расположены в вертикально ориентированном плече контейнера, а также, что горизонтально ориентированное плечо контейнера накрывает корпус свер ху, а вертикально ориентированное плечо контейнера прикрывает горец корпуса Изобретение относится к области агрегатных металлообрабатывающих станков и поточных линий, в частности, к металлообрабатывающим станкам или их комбинациям, состоящим из узлов, сконструированных таким образом, что по меньшей мере часть из них обладает универсальностью и может быть использована в други х станках и агрегатах Из описания к вы ложенной зая вке ФРГ 38 24 602 известна машина для обработки со снятием стружки объемных и вращательно-симметричных изделий (деталей) При этом на корпусе машины устанавливаются в виде модулей соответствующие обрабатывающие узлы для выполнения различных рабочих операций, как например сверление, фрезерование и токарная обработка Следовательно, отдельные обрабатывающие или конструктивные узлы могут сниматься или комплектоваться дополнительно Токарная унифицированная силовая головка выполнена в виде приспособления для закрепления заготовки или изделия с координатной осью, по которой изделие подается на каждую требующуюся позицию, к соответствующему обрабатывающему узлу Приспособление для крепления изделий и обрабатывающие узлы предназначены и взаимно расположены для 5-сторонней обработки изделий. Токарная унифицированная силовая головка укомплектована автоматическим или ручным приспособлением для закрепления изделия, причем, главный шпиндель унифицированной токарной силовой головки позволяет как выполнять подачу для фрезерования и сверления, так и работать на более высоких скоростях Представляется возможным применять обрабатывающий узел с двумя инструментальными системами. Обрабатывающий узел имеет возможность перемещения по координатам X, Y и Z первой инструментальной системы представляющей собой вращающийся рабочий шпиндель, предназначенный для закрепления сверлильного и фрезеровального инструмента, или второй инструментальной системы, предназначенной для закрепления многогнеэдной револьверной головки, предпочтительно известной 12- или 16гнездной револьверной головки для закрепления стационарных или сменных приводных инструментов Кроме этого, в качестве контршпинделя, можно применить второй главный шпиндель Наряду с этим предусматривается механизм автоматической смены инструмента для рабочего шпинделя Дополнительно к этому обрабатывающий центр может комплектоваться автоматическими или программируемыми устройствами для смены инструмента, а также системой для контроля поломки инструмента, с централизованной системой отвода стружки Согласно описанию к патенту ФРГ 34 16 660 уже известен токарный станок с рабочим шпинделем, вертикально установленным в переднюю бабку, с приводным двигателем расположенным на передней бабке, с зажимным патроном для закрепления изделия расположенным на нижнем конце рабочего шпинделя и с инструментоносите лем, расп оложенным по д шп инде лем При этом передняя бабка имеет возможность перемещения как в вертикальном, так и в горизонтальном направлении, причем, вертикальный и горизонтальный ход с одной стороны соответствует подаче для выполнения токарной обработки, а с другой стороны - обеспечивает движение зажимного патрона к расположенной в стороне технологической позиции подачи и отвода изделия. По этому печатному изданию уже известен метод съема сигналов В опи сани и изо бре те ния к па те н ту ФРГ 27 39 087 описана металлообрабатывающая машина с вращающимся, индексируемым и передвигающимся вдоль станины рабочим столом, с поперечной балкой, подпираемой колонками, с кареткой, передвигающейся горизонтально по поперечной балке В вертикальном направлении передвигается прикрепленный к каретке инструментоноситель, к нижней концевой части которого с возможностью вращения вокруг горизонтальной оси и фиксации в различных поворотных положениях, прикреплен инструментодержатель с инструментальным шпинделем, в который посредством зажимного приспособления устанавливается приводимый во вращательное движение инструмент. Для инструментального шпинделя предусмотрен двигатель и кинематическая цепь, образующие вра щательный привод. При этом имеется возможность установить в нижней кон 32407 димости изменения способа обработки или при изготовлении сложных деталей, требующих применения нескольких способов обработки, нуждается в переоснащении или передаче изделий на другое рабочее место, поскольку не предназначен для создания на его основе поточных линий В основу изобретения положена задача создания обрабатывающего центра, состоящего из унифицированных узлов, таким образом, чтобы имелась возможность сравнительно быстро и конструктивно просто собирать простые, а также и сложные обрабатывающие центры, агрегатированные поточные линии или гибкие производственные системы. Поставленная задача решается за счет того, что обрабатывающий центр, содержащий корпус, главный шпиндель, защитный кожух рабочей зоны и крестовый суппорт, согласно изобретению, состоит из конструктивных узлов, главный шпиндель выполнен в виде висящего моторного шпинделя, который вместе с выполненным в виде многокоординатного суппорта крестовым суппортом образует переднюю бабку, причем, моторный шпиндель выполнен с возможностью захвата, зажима, укладки, а также привода изделий и/или инструментов и управление ним осуществляется устройством числового программного управления. Также согласно изобретению: - обрабатывающий центр снабжен закреп ленным на корпусе энергетическим контейнером, содержащим систему управления, устройствами для сбора стружки и охлаждающего средства, зо ной загрузки и разгрузки инструмента и/или заго товок и деталей, причем, зона разгрузки и загруз ки расположена либо перед, либо за зоной обра ботки; - зона обра бо тки о хва чена корп усом по меньшей мере с двух сторон, - на верхней стороне корпуса расположены направляющие для крестового суппорта; - между направляющими для крестово го суппорта в корпусе выполнены выборки для сбо ра и отвода стружки; - на крестовом суппорте закреплен кожух из листового металла, с уплотнением пронизан ный в вер тикальном направлении насадкой мо торного шпинделя; - в системе числового программного управ ления для контроля обрабаты ваемых деталей предусмотрен измерительный щуп, - в зоне выборки для сбора стружки в кор пусе установлен за щитный профильный листо вой кожух, установленный в корпусе п утем час тичной заливки пластобетоном; - зона обработки охвач. на корпусом с трех сторон, а также снизу; - корпус отлит из пластобетона; - корпус в сечении, перпендикулярном его продольной оси, выполнен в форме литеры Н; - корпус в сечении, перпендикулярном его продольной оси, выполнен в форме литеры U; - корпус в сечении, перпендикулярном его продольной оси, выполнен в форме литеры L; - направляющие выполнены в виде ориен тированны х параллельно др уг по о тношению к цевой части инструментоносителя неподвижный токарный инструмент Кроме этого, предусмотрен магазин для инструмента и автоматический механизм для смены инструмента В нижнем конце инструментоносителя можно предусмотреть еще один неподвижно закрепленный инструментодержатепь с приданным ему приспособлением для закрепления неподвижного токарного инструмента При этом поворотный резцедержатель прикреплен к боковой поверхности инструмечтоносителя, непосредственно рядом с неподвижно установленным резцедержателем, автоматически фиксируется в положении, параллельном его поворотному положению, в котором вращающийся инструмент заменяется посредством механизма для смены инструмента, который одновременно предназначен также и для замены неподвижного токарного инструмента При этом неподвижный токарный инструмент может закрепляться одновременно как в неподвижно установленный резцедержатель, так и в поворотный резцедержатель Оба зажимные приспособления срабатывают автоматически синхронно. Наиболее близким к предлагаемому обрабатывающему центру является обрабатывающий центр, описанный в описании к выложенной заявке ФРГ 40 12 690 (дата выкладки 24 10 91, МКИ 5: В 23 В 39/00, В 23 Q 1/02, В 23 Q 3/155, В 23 Q 11/00) Этот обрабатывающий центр состоит из корпуса в виде станины с рабочим столом для обработки изделий. На корпусе установлено с возможностью перемещения устройство для установки обрабатывающих головок, состоящее из каретки, поперек которой передвигается стойка. Стойка укомплектована вертикально передвигаемыми обрабатывающими головками и магазином инструмента, оснащенным механизмом смены. При этом станина выполнена с обратным скосом, а рабочий стол устанавливается на передней стороне станины На вертикальной передней стороне скошенной станины предусмотрены крепежные элементы для установки консоли рабочего стола и, по меньшей мере, одна шахта для сбора стружки. Станина комплектуется двумя, жестко соединенными между собою поперечным лонжероном, колонками с боковыми внутренними вертикальными направляющими, по которым перемещаются обрабатывающие головки. К стойке монтируются обрабатывающие головки различных видов, на выбор. К передней стороне стойки прикрепляется фартук для сбора стружки, по которому стружка соскальзывает в шахту для сбора стружки. Фартук выполнен в виде жалюзи и нижним концом прикреплен к станине, причем, обрабатывающие головки передвигаются сбоку, на его верхнем конце. К станине монтируются различного вида рабочие столы, вместе со своими консолями Рядом со стойкой неподвижно закреплен магазин инструмента с механизмом смены инструмента. При этом механизм смены инструмента приводится движением наклонной каретки. Хотя описанный выше обрабатывающий центр и является автоматической металлообрабатывающей машиной и предназначен для серийного производства мелких и средних деталей, он не является унифицированным и при необхо 6 32407 др угу шин , каждая из ко то ры х п рикреп лена к верхней стороне боковой стенки корпуса, - корпус установлен на съемные ножки, об разующие промежуточную полость у пола, - на корпусе установлены инструментоносители и/или револьверные головки, - в пространстве, о хваченном корпусом, размещен многофункциональный нижний обра батывающий узел, - внутри охваченного корпусом пространст ва, в боковы х стенка х корпуса устано влен ва л комбинированной револьверной головки, напри мер, сдвоенной револьверной головки с инструментоносителями, - направляющие шины для крестового суп порта выведены вперед, над зоной обработки до накопительного и транспортного конвейера, - передняя бабка, состоящая из моторного шпинделя и крестового суппорта, выполнена двухкоординатной, причем крестовый суппорт ус тановлен с возможностью перемещения по ко мандам системы числового программного управ ления по координатной оси X, а моторный шпин дель - с возможностью перемещения по коорди натной оси Z над накопительным и транспортным конвейером, - центр оснащен приводом крестового суп порта от безынерционного, частотнорегулир уемого двига теля тре хфазно го тока посредством прецизионных, шли фованных шариковых ходо вых винтов, причем, по координатной оси X вст роена закрытая линейная измерительная систе ма, а по оси Z - поворотная измерительная сис тема, и обе системы управления расположены вне зоны обработки, - контейнер выполнен в виде свободнонесущей конструкции из листового материала; - энергетический контейнер полностью или части чно о хва тывае т корп ус свер ху и, по мень шей мере, с трех сторон; - энергетический контейнер содержит пол ностью смонтированный электрораспредели тельный шкаф с вы веденными к точкам потреб ления разъемными штепсельными соединения ми, - на вн утренних стенках энергети ческого контейнера выполнены полки, коммуникации, в частности шланги для воды, гидравлические или пневматические шпанги и электрические кабели, уложены на попки и при подводе к то чкам пот ребления выполнены в виде шлейфов, - контейнер содержит также агрегат для ох лаждения шпинделя и распределительного шка фа и систему гидравлического или пневматичес кого снабжения; • зона загрузки и разгрузки, зона обработки и зона измерения расположены вдоль координатной оси X одна за другой, а зона обработки отделена от зоны загрузки и разгрузки и от зоны измерения дверцами, установленными с возможностью закрывания и открывания по командам системы управления обрабатывающим центром; - для сборки однокоординатной, много функциональной обрабатывающей системы об рабатывающий центр содержит - однокоординатный крестовый суппорт, на котором установлен вращающийся или непод вижный зажимной патрон, предназначенный для выполнения операций для одно- или многошпиндельного сверления изделия, - блочный резцедержатель с неподвижным или вращающимся инструментом или многодис ковую револьверную головку с неподвижным или вращающимся инструментом или многошпин дельными сверлильными головками, - установленное с возможностью переме щения в зону загрузки и разгрузки накопительно го и транспортного конвейера устройство захвата и зажима обрабатываемой детали как необрабо танной заготовки и укладки готовой детали; - приспособления для выполнения опера ций одно- и много шпиндельного сверления, на резания резьбы и т п , - установленное на верхнем рабочем узле устройство захвата инструментов, предназначен ное для автоматической замены изношенных инстр ументов в потактово перемещающи хся на накопительном и транспортном конвейере дер жателях инструментов, - установленный на вер хнем рабочем шпинделе сменный измерительный щуп или ус тановленный на вер хнем кресто вом суппор те с возможностью перемещения в зоне обрабо тки измерительный щуп, предназначенные для изме рения положения сменного инструмента, - для сборки двухкоординатной многофунк циональной обрабатывающей системы обраба тывающий цен тр содержит двухкоординатный, многофункциональный суппорт, моторный шпин дель, блочный резцедержатель или многодиско вую рево льверн ую голо вк у и неподвижные или вращающиеся инструменты, причем - установлено с возможностью перемеще ния зону загр узки и разгр узки накопительного и транспортно го конвейера устройство за хвата и зажима необработанной заготовки и укладки го товой детали, - обрабатывающий центр оснащен приспо соблениями для выполнения операций по обра ботке вращением, в основном токарной обработ ки, шли фования , свер ления и т д, а также час тично для выполнения операций по обрабо тке без стружки, как например, выглаживание, раска тывание, накатное полирование роликами и ка либрование; - на корпусе устано влен измерительный щуп, предназначенный для измерения изделий; - на вер хнем рабо чем уз ле установлено устройство захвата инструментов, предназначен ное для автомати ческой замены изношенны х инструментов в потактово перемещающи хся на накопительном и транспортном конвейере дер жателях инструментов; - на верхнем рабочем шпинделе установ лен сменный измерительный щуп и ли на вер х нем крестовом суппорте с возможностью переме щения в зоне обработки установлен измеритель ный щуп, предназначенные для измерения поло жения сменного инструмента, - для сборки трехкоординатной многофунк циональной обрабатывающей системы обраба тывающий центр содержит двухкоординатный, многофункциональный суппорт и установленный с возможностью поворота вокруг оси С моторный 32407 ный щуп, предназначенные для измерения положения сменного инструмента; для сборки 6-координатной многофункциональной системы комплексной обработки изделия за две установки обрабатывающий центр'содержит трехкоординатный многофункциональный крестовый суппорт, установленный с возможностью поворота вокруг оси С моторный шпиндель, установленный с возможностью поворота вокруг оси Е нижний многофункциональный рабочий узел и установленный с возможностью поворота вокруг оси F моторный шпиндель, причем - на моторном шпинделе с возможностью перемещения зону загрузки и разгрузки накопи тельного и транспортного конвейера установлено устройство захвата и зажима необработанной за готовки и укладки готовой детали; - обрабатывающий центр оснащен приспо соблениями для выполнения операций по обра ботке деталей с пяти сторон во всех угловых по ложениях всеми известными способами со сня тием стружки, а также, частично, без снятия ст ружки, как например, выглаживание, накатное по лирование, раскатывание, полирование ролика ми, калибровка, лазерная сварка и т.д.; - на корпусе установлен измерительный щуп, предназначенный для измерения изделий; - на верхнем рабочем узле с возможностью перемещения для съема инструмента с нижнего моторного шпинделя и передачи его на накопи тельный транспортер и обратно установлено уст ройство захвата инструментов; - на верхнем крестовом суппорте с возмож ностью перемещения в зоне обработки установ лен измерительный щуп, предназначенный для измерения положения сменного нижнего инстру мента; - с возможностью перемещения для снятия защитного колпачка с зажимного устройства ниж него ра боче го узла и передачи е го на накопи тельный транспортер инструмента и обратно на верхнем рабочем узле установлено устройство захвата инструмента; - на нижнем рабочем узле с возможностью перемещения для перезакрепления полуготового изделия установлено зажимное приспособление; - предусмотрено накрывание верхнего за жимного приспособления, путем непосредствен ного захвата защитного колпачка с накопительно го транспортера для инструмента или наоборот; - обрабатывающий центр оснащен уст ройством замены обрабатывающих инстр умен тов в верхнем моторном шпинделе путем непос редственного отбора инструмента с накопитель ного транспортера для инстр умента в зоне заг рузки и разгрузки, с последующей передачей об ратно; • на корпусе установлен измерительный щуп, предназначенный для измерения положения сменного инструмента в верхнем моторном шпинделе; - обрабатывающий центр оснащен приспо соблениями для выполнения операций по обра ботке еще необработанных поверхностей загото вок, закрепленных в нижнем моторном шпинде ле, с пяти сторон, во все х угловы х положениях. шпиндель с блочным резцедержателем или многодисковой револьверной головкой с неподвижными или вращающимися инструментами, причем - в обрабатывающем центре с возможност ью перемещения зону загрузки и разгрузки нако пительного и транспортного конвейера установ лено устройство захвата и зажима необработан ной заготовки и укладки готовой детали; - обрабатывающий центр оснащен приспо соблениями для выполнения операций по обра ботке вращением, в основном токарной обработ ки, шли фо вания, сверления и т.д, а также час тично для выполнения операций по обрабо тке без стружки, как например, выглаживание, раска тывание, накатное полирование роликами и ка либрование; - на корпусе установлен измерительный щуп, предназначенный для измерения изделий; - на вер хнем рабо чем узле установлено устройство захвата инструментов, предназначен ное для автоматической замены изношенных инструментов в пртактово перемещающи хся на накопительном и транспортном конвейере дер жателях инструментов; - на верхнем рабочем шпинделе установ лен сменный измерительный щуп и ли на вер х нем крестовом суппорте с возможностью переме щения в зоне обработки установлен измеритель ный щуп, предназначенные для измерения поло жения сменного инструмента; - для сборки 4-координатной многофунк циональной обрабатывающей системы, он со держит трехкоординатный многофункциональ ный крестовый суппорт, моторный шпиндель и установленный с возможностью поворота вокруг оси С моторный шпиндель и поперечно ориенти рованн ую двойн ую ре вольверн ую голо вку или многогнездную крепежную траверсу для крепле ния инструмента, причем сдвоенная револьвер ная головка комплектуется неподвижным и вра щающимся инструментом, причем - в обрабатывающем центре с возможност ью перемещения зону загрузки и разгрузки нако пительного и транспортного конвейера установ лено устройство захвата и зажима необработан ной заготовки и укладки готовой детали, - обрабатывающий центр оснащен приспо соблениями для выполнения операций по обра ботке деталей с пяти сторон всеми известными способами со снятием стружки, а также, частич но, без снятия стружки, как например, выглажи вание, накатное полирование, раскатывание, по лирование роликами, калибровка, лазерная свар ка и т.д.; - на корпусе установлен измерительный щуп, предназначенный для измерения изделий; - на вер хнем рабо чем узле установлено устройство захвата инструментов, предназначен ное для автомати ческой замены изношенны х инструментов в потактово перемещающи хся на накопительном и транспортном конвейере дер жателях инструментов; - на верхнем рабочем шпинделе установ* лен сменный измерительный щуп и ли на вер х нем крестовом суппорте с возможностью переме щения в зоне обработки установлен измеритель 8 32407 всеми известными способами со снятием стружки, а также, частично, без снятия стружки, как например, выглаживание, накатное полирование, раскатывание, полирование роликами, калибровка, лазерная сварка и т д , - на верхнем крестовом суппорте с возмож ностью перемещения в зоне обработки установ лен измерительный щуп, предназначенный для измерения положения инструментов, закреплен ных в нижнем моторном шпинделе, - предусмо трен съем го тово го изде лия с нижнего рабочего узла и передача его на накопи тельный транспортный конвейер для изделий, - для сборки 7 -координатной много функ циональной системы комплексной обработки из делия с двух установок обрабатывающий центр содержит 4-координатный многофункциональный крестовый суппорт, оснащенный в качестве че т вертой координаты поворотной осью D, установ ленный с возможностью поворота вокруг оси С моторный шпиндель, установленный с возмож ностью поворота вокруг оси Є нижний многофунк циональный ра бочий узе л с установленным с возможностью поворота вокруг оси F моторным шпинделем, причем • на верхнем рабочем узле с возможностью перемещения в зону загрузки и разгрузки накопи тельного и транспортного конвейера установлено устройство захвата и зажима необработанной за готовки и укладки готовой детали; - обрабатывающий центр оснащен приспо соблениями для выполнения операций по обра ботке де талей в вер хнем рабо чем узле с пяти сторон во все х угловы х по ложениях всеми из вестными способами со снятием стружки, а так же, частично, без снятия стружки, как например, выглаживание, накатное полирование, раскаты вание, полирование роликами, калибровка, ла зерная сварка и т.д ; * на корпусе установлен измерительный щуп. предназначенный для измерения изделий, - на верхнем рабочем узле с возможностью перемещения для съема инструмента с нижнего моторного шпинделя и передачи его на накопи тельный транспортер и обратно установлено уст ройство захвата инструментов, - на верхнем крестовом суппорте с возмож ностью перемещения в зоне обработки установ лен измерительный щуп , предназначенный для измерения полож< ния сменного нижнего инстру мента; - с возможностью перемещения для снятия защитного колпачка с зажимного устройства ниж него рабо че го узла и передачи е го на накопи тельный транспортер инструмента и обратно на верхнем рабочем узле установлено устройство захвата инструмента; - на нижнем рабочем узле с возможностью перемещения для перезакрепления полуготового изделия установлено зажимное приспособление; предусмотрено накрывание верхнего зажимного приспособления, путем непосредственного захвата защитного колпачка с накопительного транспортера для инструмента или наоборот, - обеспечивается замена обрабатывающих инструментов в верхнем моторном шпинделе при непосредственном отборе инструмента с накопи тельного транспортера для инструмента в зоне загрузки и разгрузки, с последующей передачей обратно, - на корпусе установлен измерительный щуп , предназначенный для измерения положе ния сменного инстр умента в вер хнем моторном шпинделе, - обрабатывающий центр оснащен приспо соблениями для выполнения операций по обра ботке еще необработанных поверхностей загото вок, закрепленных в нижнем моторном шпинде ле, с пяти сторон, во все х угло вы х положениях, всеми известными способами со снятием струж ки, а также, ча стичн о, без сня тия стружки , как например, выглаживание, накатное полирование, раскатывание, полирование роликами, калибров ка, лазерная сварка и т д , - на верхнем крестовом суппорте с возмож ностью перемещения в зоне обработки установ лен измерительный щуп, предназначенный для измерения деталей, закрепленных в нижнем мо торном шпинделе, - осуществляется съем готового изделия с нижнего рабочего узла и передача его на накопи тельный транспортный конвейер для изделий; - подшипники шпинделя охлаждены до пос тоянной температуры, - в случае 3-координатного крестового суп порта на направляющей для координатной оси X установлена каретка, на которой с возможностью перемещения по координатной оси Y установлен крестовый суппорт, - нижний многофункциональный рабочий узел оснащен несколькими неподвижными инст рументами, - нижний многофункциональный рабочий узел оснащен эксцентричным моторным шпинде лем; - нижний рабочий узел установлен с воз можностью поворотного перемещения по коман дам системы числового программного упра вле ния, причем моторный шпиндель установлен с возможностью поворотного перемещения вокруг оси Е, - внутри моторного шпинделя или снаружи установлен приводной двига тель переменного тока; - на моторном шпинделе установлено ком бинированное зажимное устройство, предназна ченное для выборочного захвата инструмента и заготовок; - моторный шпинде ль устано влен с воз можностью поворота вокруг оси F по командам системы числового программного управления, - накопительный и транспортный конвейер снабжен призменными держателями изделий и инструмента; - на передней части установлена защитная заслонка, выполненная в виде скр учивающи хся жалюзи из алюминиевых пластин; - в о дно- или многокоордина тном много функциональным крестовом суппорте на мотор ном шпинделе с возможностью перемещения по командам системы числового программного уп равления по координатной оси U установлена го ловка подрезки торцов изделий для перемеще ния инструмента, причем, обрабатывающий 32407 центр оснащен зажимным приспособлением, установленным с возможностью захвата, зажима и укладки изделия на тактовый конвейер, - моторный шпиндель установлен центрич но на крестовом суппорте, - моторный шпинде ль установлен с воз можностью перемещения в вертикальном нап равлении по гидростатической направляющей, - зона загрузки и разгр узки расположена позади зоны обработки, внутри корпуса, - в задней части корпуса выполнены вы борки, обеспечивающие возможность перемеще ния накопительного и транспортного конвейера в зону загрузки и разгрузки, - измерительный щуп установлен с возмож ностью автоматического введения в зону обра ботки после открывания дверцы - зона измерений частично расположена в зоне обработки, а также в зоне загрузки и разг рузки, - между корпусом и электрораспредели тельным шкафом предусмотрено пространство, в котором расположены гидравлический агрегат, агрегат для централизованной смазки, а также теплообменник, и для закрывания указанного пространства установлена по меньшей мере од на дверца, - энергетиче ский контейнер в виде сбоку выполнен в форме литеры L таким образом, что необходимые для работы обрабатывающего центра электрические провода и гидравлические и/или пневматические трубопроводы предвари тельно подготовлены и, например, рачъемно присоединены и расположены, в основном, в го ризонтальном плече контейнера, а электрорасп ределительный шкаф, гидравлический агрегат, а также агрега т для централизо ванной смазки и теплообменник с по меньшей мере одной двер цей, расположены в вертикально ориентирован ном плече контейнера, а также что горизонталь но ориентированное плечо контейнера накры вает корпус сверху, а вертикально ориентирован ное плечо контейнера прикрывает торец корпуса Согласно изобретению представляется возможным обрабатывающий центр скомпоновать модульно Вертикально расположенный шпиндельный узел, имеющий от 1 до 5 координатных осей, может представлять собою как переднюю бабку для инструмента, так и переднюю бабку для изделия Обрабатывающий центр согласно изобретению пригодна для выполнения операций сверления, токарной обработки, фрезерования, измерения и сварки симметричных или асимметричных, цилиндрических или кубических деталей, предпочтительно деталей, обрабатываемых в патроне Особым преимуществом обрабатывающего центра согласно изобретению является то, что ее главные компоненты изготавливаются предварительно и сравнительно дешево и потом могут экономично собираться в желаемую металлообрабатывающую машину (станок) В результате можно легко обеспечить модульный метод сборки, при значительном снижении производственных расходов Например, этим способом можно изготавливать металлообрабатывающие токар ные станки с числовым программным управлением, обрабатывающие центры, или целые агрегатированные системы, стоимость которых значительно ниже, чем изготовление обычных систем В некоторых случаях стоимость их изготовления составляет только половину стоимости изготовления существующих сейчас систем В обрабатывающем центре согласно изобретению привод вместе с главным шпинделем образует единый узел, так называемый "моторный шпиндель" При этом главный шпиндель и привод расположены концентрично один относительно другого и. следовательно, представляется возможным получить компактную констр укцию Привод, например, осуществляется от высокодинамичного двигателя трехфазного тока, регулируемого по частоте и не требующего ухода Высокая жесткость шпинделя обеспечивается за счет применения прецизионных подшипников Например, особенно целесообразной является установка радиально-упорного шарикоподшипника впереди, роликоподшипника с цилиндрическими роликами сзади Все подшипники смазаны консистентной смазкой на продолжительный период службы Благодаря термосимметрированному исполнению передней бабки и наличию охлаждающей системы достигается практически постоянная точность Следующая форма осуществления может быть оснащена также гидростатическими опорными узлами Станция загрузки и отбора инструмента может быть интегрирована на передней стороне металлообрабатывающей машины (с пульта управления) Этот узел также легко вводится в обрабатывающий центр согласно изобретению Возможная замена инструмента и/или заготовок может выполняться прямо с кареток с устройством для съема сигнала При этом каретка принимает и вновь сдает инструмент, находящийся на станции загрузки и разгрузки При этом станция разгрузки может находиться непосредственно в зоне обработки или в промежуточном накопителе - вне его - в зоне расположения измерительной станции Разделяющие стенки или дверцы, расположенные между зоной обработки, станцией загрузки и разгрузки (отдачи) и между измерительной станцией и магазином инструмента, обеспечивают почти непроницаемое для грязи разделение этих зон Представляется возможным почти без трудностей интегрировать в обрабатывающий центр механизм для автоматической смены инструмента Предпочтительно, чтобы этот механизм срабатывал при износе инструмента или при необходимости переоснащения, но, как правило, не во время процесса обработки Если, согласно изобретению, предусмотрено собрать токарный автомат, действующий с устройством для съема сигнала, то представляется возможным, кроме токарных Операций, выполнять также и быструю смену изделия или инструмента Для этой цели следует лишь, кроме токарного автомата, применить простой и недорогой транспортный конвейер для подачи и отвода, входящий в состав станции загрузки и разгрузки Благодаря программируемому крестовому суппорту (шпиндель с устройством для съе ма 10 32407 и измерительная системы располагаются вне зоны обработки. Системы направляющих каретки выполнены, например, с применением предварительно напряженных линейных роликовых направляющи х, коэффициент трения которых значительно ниже, чем при применении обычных направляющи х скольжения. Эта система в обрабатывающем центре согласно изобретению гарантирует, например, в случае токарного станка, управляемого системой числового программного управления, высокую точность токарной обработки и исключительно высокую динамику. Крестовый суппорт с главным шпинделем оснащен подвесными энергоподводящими системами, которые скомпонованы исключительно просто, не требуют ухода и расположены вне участков образования стружки, что значительно упрощает конструкцию узла. Зона обработки полностью отделена от зоны загрузки и разгрузки и измерительной зоны двумя боковыми стенками корпуса, двумя дверцами и листовым кожухом, передвигающимся вместе с передней бабкой, и уплотнена от возможного вытекания охлаждающих и смазочных средств, а также от попадания стружки. Элементы систем управления и энергообеспечения размещены в энергетическом контейнере. Лицевая часть обрабатывающего центра прикрывается защитным устройством, выполненным из алюминиевых пластинок. В пластинках предусматриваются окошка и шлицы, чем обеспечивается осмотр и контроль участков, важных для управления обрабатывающим центром. Благодаря наличию в боковых стенках и в вер хней стороне токарных автоматов съемных крышек, обеспечивается непосредственный доступ к приводным механизмам по координатным осям. Охладительный агрегат управляет температурным режимом обрабатывающего центра, например, токарного станка с числовым программным управлением от вычислительной машины, собранного на базе обрабатывающего центра согласно изобретению Температура опорных узлов и приводов шпинделей поддерживается постоянной. В случаях, когда на базе обрабатывающего центра модульно комплектуется токарный автомат, можно для измерения изделий шпиндель с устройством для съема сигнала вместе с изделием, вывести из зоны обработки и переместить за револьверную головку Для этого между измерительным щупом и зоной обработки, открывается дверца Измерение выполняется, например, с применением неподвижно установленного измерительного щупа Измерение положения инструмента можно, например, выполнить посредством измерительного щупа, прикрепленного к передней бабке. После замены режущей кромки измерительный щуп выдвигается из своего кожуха. После измерения действительные значения обрабатываются непосредственно в системе управления. Следовательно обеспечиваются условия, при которых следующее изделие обрабатывается в пределах предварительно установленного допуска. сигнала), можно параметры инструмента использовать для загрузки и разгрузки изделий. Все движения, связанные с загрузкой и разгрузкой шпинделя, процессом обработки резанием, а также для измерения изделий, выполняются шпинделем, оснащенным устройством для съема сигнала. Обрабатывающий центр согласно изобретению обеспечивает последовательное разделение зоны загрузки и разгрузки, зоны обработки и измерительной зоны. Такое разделение трех участков снимает проблему стружки во время загрузки и разгрузки изделий или при выполнении измерений Подвешенное положение изделий благоприятствует оптимальному отводу стружки. Наряду с этим представляется возможным также ввести программы для измерения инструмента и изделий в систему числового программного управления машиной. Благодаря этому, создаются условия, при которых прямо после смены инструмента представляется возможным измерить как инструмент, так и изделие или, например, при поточном производстве измерять каждое десятое или каждое двадцатое изделие Простая и быстрая смена инструмента достигается благодаря перемещению крестового суппорта в зоне обработки. Для этого полностью опускается дверца между зоной загрузки и зоной обработки Примененный в обрабатывающем центре корпус, изготовленный из пластобетона (бетона, модифицированного термореактивной смолой), обеспечивает высокую термостабильность и отличные демпфирующие параметры. К этому необходимо добавить, что пластобетон по сравнению с серым чугуном, имеет в 6-8 раз лучшую демпфирующую способность. При такой, устойчивой против скручивания, конструкции отпадает необходимость в необходимом обычно фундаменте для машины Следовательно, представляется возможным машину (станок) устанавливать на обычный пол цеха Большой промежуток между обеими прецизионными линейными направляющими по координатной оси X обеспечивает высокую точность токарной обработки. Наряду с этим необходимо отметить, что направляющие расположены вне зоны обработки и, следовательно, отпад чет необходимость в установке кожуха для защиты от возможных загрязнений. Унифицированная передняя бабка с крестовым суппортом, например, выполнена двухкоординатной (X и Z). По сравнению с другими исполнениями, за счет коротких путей перемещения и высокой скорости хода достигается значительное сокращение вспомогательного времени при замене изделий и инструмента, а также при позиционировании измерительного щупа. Привод крестового суппорта выполняется, предпочтительно, от безынерционных, частотнеуправляемых и не требующих ухода двигателей трехфазного тока. Привод каретки осуществляется посредством прецизионных шариковых ходовы х винто в. По линейным координатным осям X, Y и Z смонтированы полностью закрытые измерительные системы. При этом управляющая 11 32407 Представляется возможным под корпусом предусмотреть транспортный конвейер для отвода стружки влево, вправо или назад. Вместо транспортного конвейера для отвода стружки можно применить Также короб Для сбора стружки или плоскую тележку, предназначенную для вдвигания в корпус с левой, правой или же с передней стороны В данный узел для отвода тумана или испарения охлаждающих средств можно в зону обработки интегрировать соответствующий вытяжной колпак. Узел, изготовленный согласно изобретению, можно с большим преимуществом применить для изготовления токарных станков, предназначенных для обработки изделий в патроне. Под такими деталями мы понимаем детали вращения, которые могут обрабатываться со снятием стружки без дополнительной опоры со стороны, противоположной зажимному патрону Накопительный транспортер для изделия и транспортный конвейер с загрузочной и разгрузочной станцией интегрируется в узел и может быть выполнен непереоснащаемым. Поднимающий шпиндель может здесь укладывать готовые детали, после чего транспортер потактово перемещается дальше и шпиндель захватывает следующую необработанную заготовку Транспортер может быть выполнен в виде цепного тактового конвейера, укомплектованного транспортными призмами и, следовательно, емкость накопления определяется применяемым диаметром зажимного патрона (больший диаметр зажимного патрона означает большее расстояние транспортными призмами) Например, емкость магазина может составлять примерно 25 изделий. При этом детали соответственно позиционируются для перенятия шпинделем, оснащенным устройством съема сигнала Различная высота деталей задается в подпрограмме числового управления За счет устройства прижима, предусмотренного в транспортере, обеспечивается надежный зажим деталей в зажимном приспособлении Для этой цели поднимающий шпиндель перемещается к подпружиненному устройству прижима Наряду с этим в собранный согласно изобретению обрабатывающий центр можно ввести устройство для перемещения деталей с одного транспортера на другой. Кроме этого, представляется возможным ввести в обрабатывающий центр устройство перемещения изделий, укомплектованное поворотным устройством. При этом обеспечивается одновременное поворачивание и передвижение обработанных с одной стороны деталей. Учитывая, что корпус охватывает зону обработки, обеспечивается формирование очень компактной конструкции Кроме этого представляется возможным корпусу передать исполнение некоторых други х функций, а именно - служить опорой для формируемой металлообрабатывающей, без необходимости подготовки дополнительного фундамента на полу цеха. Наряду с этим, на корпус можно установить переднюю бабку с крестовым суппортом и моторный шпиндель, установить накопительно-транспортное устройство, а также перекрыть и охватить зону обработки с применением соответствующи х деталей. Примеры осуществления изобретения приведены - частично схематично - на чертежах. На них изображены* фиг. 1 - обрабатывающий центр согласно изобретению; фи г 2 • разобранный обрабатывающий центр согласно изобретению в изометрии; фиг 3 - частично разобранный обрабатывающий центр по фиг 2 в изометрии; фиг 4-17 - обрабатывающий центр согласно изобретению в различных стадиях обработки; фиг. 18 - следующий вариант обрабатывающего центра (частично общий вид, частично вид в разрезе); фиг 19 - вид сверху к фигуре 20, дополненный магазином для инструмента; фиг 20 - общий вид по направлению стрелки А, к фигуре 19, частично вид в разрезе; фиг. 21 - форма исполнения согласно фигуре 20, причем револьверная головка укомплектована приводным инструментом; фиг. 22 • форма исполнения согласно фигуре 4, причем моторный шпиндель укомплектован головкой для подрезки торцов, действующей по командам системы числового программного управления; фиг. 23 - вид сверху, к фигуре 22; фиг. 24 - зажимной патрон согласно изобретению, частично в продольном разрезе, частично общий вид, фиг 25 - вид спереди к фигуре 24; фиг 26 - поддоны, загруженные различного вида инструментом, на призменном транспортном конвейере; фиг 27 - сверлильный станок и два токарных станка, собранные из узлов согласно изобретению и объединенные в поточную линию; фи г 28 - не ско лько обр аба ты ва ющи х ячеек, собранных в поточную линию; фиг 29 - контейнер, скомпонованный как энергетический контейнер, для другой формы исполнения изобретения; фиг. 30 - обрабатывающий центр в положении захвата обрабатываемого изделия; фиг 31 - моторный шпиндель на позиции обработки в обрабатывающем центре согласно фигуре 30, фиг. 32 • измерение изделия в обрабатывающем центре согласно фигурам 30 и 31; фиг. 33 - измерение изделия в обрабатывающем центре согласно фигурам 30 и 31, причем измерительный щуп повернут в зону обработки; фиг. 34 • укладка обработанного изделия на накопительный и транспортный конвейер. На фигуре 1 изображен собранный из описанных ниже конструктивных узлов согласно изобретению обрабатывающий центр 1, используемый для создания управляемой от системы числового программного управления обрабатывающей машины. Отдельные главные компоненты обрабатывающего центра согласно изобретению изображены, в частности, на фигурах 2 и 3. Обрабатывающий центр состоит, в основном, из энергетического контейнера 2, моторного шпин 12 32407 ния перемещается в горизонтальной плоскости по координатной оси X X, а моторный шпиндель 3 - по вертикали, по координатной оси Z - Z. Для подвода к различным зонам по оси X (горизонтально) ход, например, составляет 560 мм При этом, за счет ускоренного хода, достигается значительное сокращение вспомогательного времени при смене инструмента и при позиционировании измерительного щупа. Пример выполнения моторного шпинделя 3 - Моторный шпиндель с размером 4 шпин дельной головки - Диаметр в переднем подшипнике 75 мм - Скорость вращения 800 об/мин. - Высокая жесткость шпинделя 9 достигает ся за счет применения прецизионных подшипни ков - Впереди радиально-упорный шарикопод шипник, а позади роликоподшипник с цилиндри ческими роликами. - Все подшипники смазаны консистентной смазкой на продолжительный срок службы За счет термосимметричного исполнения и компоновки унифицированной передней бабки 3, 5 и благодаря применению системы охлаждения, обеспечивается постоянная точность. Привод крестового суппорта 5 осуществляется от безынерционного, регулируемого по частоте и не требующего ухода двигателя трехфазного тока посредством прецизионных, шлифованных шариковых ходовых винтов По координатной оси X вмонтирована закрытая линейная измерительная система, а по оси Z - поворотная измерительная система Обе системы управления расположены вне зоны обработки. Более подробное описание приведено на следующих страницах. Крестовый суппорт 5 на каждой своей стороне имеет установленные через определенные расстояния направляющие башмаки 20, 21, 22 и 23 одинакового размера (фигура 2) Направляющие башмаки 20-23 соединяются с корпусом крестового суппорта 5 посредством болтов или подобных крепежных элементов. Направляющие башмаки 20, 21 или соответственно 22, 23 уложены на направляющих шинах 24 и 25, установленных параллельно и с соответствующими промежутками одна относительно другой на ориентированных вертикально боковых стенках 26, 27. Как эти направляющие для крестового суппорта 5, так и направляющие 18 и 19 для несущего элемента 11с моторным шпинделем 3 и направляющими башмаками 14, 15, 16 и 17 могут, к примеру, комплектоваться прецизионными, предварительно напряженными линейными роликовыми направляющими, коэффициент трения которых в 10 раз ниже, чем в обычных направляющих скольжения. Предложенная здесь система гарантирует высокую точность токарной обработки и высокую динамику. Моторный шпиндель 3 и крестовый суппорт 5 по обеим координатным осям оснащены подвесными энергоподводящими коммуникациями. Они выполнены очень просто, не требуют ухода и расположены вне зоны образования стружки. Корпус 6 изготовлен из пластобетона (бетона, модифицированного термореактивной смо деля 3, кожуха 4 из листового металла, крестового суппорта 5 и корпуса 6. При этом энергетический контейнер 2 выполнен в виде свободнонесущей листовой конструкции, которая предварительно собирается и устанавливается на уже полностью смонтированную машину и скрепляется лишь несколькими болтами Энергетический контейнер 2 имеет в своем составе полностью смонтированный электрораспределительный шкаф с полностью укомплектованными соединениями, выведенными к точкам потребления Отдельные электрические кабели 7, а также гидравлические и/или пневматические шланги (фиг. 3 и 20) укладываются на полки 8 и свисают вниз шлейфом, благодаря чему они имеют возможность перемещения вслед за моторным шпинделем 3 и крестовым суппортом 5. Кабели 7 соединяются с отдельными потребителями посредством штекеров, что значительно ускоряет разъединение и соединение На электрораспределительном шкафу предусмотрен не изображенный подробнее охладительный агрегат, предназначенный для охлаждения шпинделя и электрораспределительного шкафа, а под электрораспределительным шкафомрасположены системы гидро- и пневмообеспечения (не изображено). Водяные, гидравлические или пневматические шланги (не изображены) выведены к потребителям шлейфами, аналогично электрокабелям 7. В конце монтажа энергетический контейнер 2 соединяется с основной машиной таким же методом - как соединяется кузов при сборке автомобиля, в результате чего формируется внешний вид, изображенный на фигуре 1. Потом выполняется присоединение потребителей и машина практически готова к эксплуатации. Такая конструкция позволяет осуществлять сборку быстро, дешево и при минимальном расходе материалов. Моторный шпиндель 3 состоит из шпинделя 9, концентрично охваченного отдельно не изображенным двигателем 10 В изображенной здесь форме исполнения этот двигатель представляет собой высокодинамичный, регулируемый по частоте и не требующий ухода шпиндельный двигатель трехфазного тока, с мощностью реза* ния 10/16 кВт, при 100/40 % ED Моторный шпиндель 3 расположен на несущем элементе 11, выполненном в виде плиты и соединенном с корпусом двигателя посредством нескольких ребер 12,13 (фиг. 2 и 3) Несущий элемент 11 жестко, болтами или другими крепежными элементами, связан с двумя установленными на некотором расстоянии параллельно друг по отношению к другу направляющими башмаками 14, 15 или 16, 17 и с возможностью перемещения в вертикальной плоскости установлен на направляющих шинах 18,19 крестового суппорта 5. В изображенной на фигура х 2 и 3 форме осуществления унифицированная передняя бабка, состоящая из моторного шпинделя 3 и крестового суппорта 5, выполнена двухкоординатной. Это означает, что крестовый суппорт 5 по командам системы числового программного управле 13 32407 лой) и в форме осуществления, изображенной на фигурах 3 и 4, благодаря Н-образному поперечному сечению, является стабильной базой для установленных на нем узлов энергетического контейнера 2, моторного шпинделя 3, листового кожуха 4 и крестового суппорта 5 Между боковыми стенками 26 и 27 (фиг 2, 3), в верхней части Н-образного корпуса 6, расположены крепежные опоры для закрепления инструментальной системы и измерительного щупа Корпус 6 установлен на четыре ножки 28, которые прикреплены к угловым участкам корпуса 6 и могут быть отвинчены, например, при необходимости транспортирования машины вилочным погрузчиком или подобным транспортным средством через низкие заводские цеха и через ворота или двери Выборки в первую очередь расположенные в зоне обработки резанием и подачи и отвода охлаждающих средств, ограждены профильным листовым кожухом 29, установленным в корпусе 6 путем частичной заливки пластобетоном Предусмотрены также две другие выборки 30 и 31 для обратного хода перемещающего детали 32 к зажимному приспособлению 33, не изображенного на фиг 1-3, накопительного и транспортного конвейера 34, возможный вариант установки которого показан на фигурах 19 и 20 Зона 35 обработки и измерительная зона 36 охвачены U-образными плечами боковых стенок 26 и 27 и выполненными как одно целое со стенками 26 и 27 нижней перегородкой 37 и задней стенкой 38 (фиг 2) Вследствие этого, образованное корпусом 6 пространство открыто только сверху и спереди Сверху это пространство закрывается крестовым суппортом 5 с листовым кожухом 4, а спереди расположена зона 39 загрузки и разгрузки со скручивающимися шторками 40 Через зону 39 загрузки и разгрузки проходит бесконечный накопительный и транспортный конвейер 41 (фиг 1), на котором расположены изделия 42 На накопительном и транспортном конвейере 41 можно также расположить и инструмент Корпус 6 в качестве неподвижного основания предназначен для установки инструментоносителей и револьверных головок описанным ниже образом Такая компоновка создает условия для значительного повышения срока службы инструмента, например, на 30-50 % больше, чем до сих пор Н-образная форма корпуса позволяет также направляющие шины 24 и 25 крестового суппорта 5 выдвинуть далеко вперед, за позицию обработки Благодаря этому конструктивному исполнению, формируется стабильная опора для многофункциональных кареток Покрытие обрабатывающего центра состоит из жесткого листового кожуха 4, прикрепленного снизу к крестовому суппорту 5 и хорошо закрывающего сверху зону 35 обработки Частично залитый пластобетоном кожух 29 из профильной листовой стали предохраняет корпус 6 в зоне обработки резанием и подачи и отвода охлаждающих средств Зона 35 обработки с передней, обращен* ной к зоне 39 загрузки и разгрузки, стороны зак рывается перемещающейся в вертикальной плоскости дверцей 43 С противоположной стороны зона 35 обработки отделена от измерительной зоны 36 другой дверцей 44 Образующаяся стружка падает на транспортер 45 для удаления стружки и потом отвозится тележкой 46 (фиг 18) Благодаря этому, зона 35 обработки с уплотнением отделена от зоны 39 загрузки и разгрузки и измерительной зоны 36 Позиционным обозначением 47 'обозначен измерительный щуп, установленный на унифицированной револьверной головке 48 и имеющем горизонтальную поворотную ось 49 инструментоносителе 50 Инструментоноситель 50 комплектуется по своей окружности несколькими видами инструмента, например, резцом 51 и сверлом 52. Позиционным обозначением 53 обозначен приводной двигатель для унифицированной револьверной головки 48 По координатной оси Z моторный шпиндель 3 приводится посредством двигателя, в его нижней части расположен зажимной патрон 54, предназначенный для захвата заготовок 55 с накопительного транспортного конвейера 41 и укладки на него готовых изделий 56 Моторный шпиндель 3 через отверстие 57 в листовом кожухе 4, согласованное с его наружными размерами (фиг 2), погружается в зону 35 обработки На наружной оболочке 58 моторного шпинделя предусмотрено не изображенное уплотнение, благодаря чему и в этом месте зона обработки 35 уплотнена от попадания грязи и проникновения влаги наружу Все движения моторного шпинделя 3, крестового суппорта 5, инструментов 51 и 52, а при необходимости и измерительного щупа 47, а также захва т и транспортирование инстр умента и . деталей интегрированы в систему числового программного управления Накопительный и транспортный конвейер 41 изготавливается без необходимости переоснащения На этот накопительный и транспортный конвейер 41 моторный поднимающий шпиндель 3 укладывает готовое изделие 56, после чего накопительный транспортный конвейер 41 продолжает потактовое движение и осуществляется захват следующей заготовки 55 При этом накопительно-транспортный конвейер может быть выполнен в виде тактового цепного конвейера с транспортными призмами Промежуток между транспортными призмами и, следовательно, емкость загрузки зависят от диаметра зажимного патрона (большему диаметру зажимного патрона соответствует больший промежуток между транспортными призмами) Необработанные заготовки 55 позиционируются на середине для последующей передачи к моторному .шпинделю 3 Различная высота деталей задается в подпрограмме управления За счет прижимного устройства, расположенного в накопительном и транспортном конвейере 41, обеспечивается отличное прилегание деталей в зажимном приспособлении Можно, например, обрабатывать детали со следующими размерами Диаметр заготовки 130 мм Высота заготовки 75 мм 14 32407 Потом, в соответствии с изображением на фи гуре 12 , рабочий шпиндель направляется вверх, по указанному стрелкой направлением Z, дверца 44 полностью открывается в сторону измерительной зоны 36 и, в соответствии с изображением на фигуре 13 крестовый суппорт 5 вместе с моторным шпинделем 3 и изделием 56 начинает движение к измерительному щупу, смонтированному на унифицированной револьверной головке 48 Представляется возможным в систему числового программного управления ввести несколько программ измерений Следовательно, создаются условия при которых представляется возможным выполнить измерение сразу же после смены инструмента Кроме этого представляется возможным при организации поточного процесса производства измерять заранее определенные дета ли, например, каждую деся тую или двадцатую деталь После того как закончился процесс измерения, моторный шпиндель 3 направляется вверх, по указанному стрелкой направлению Z (фигура 14), а крестовый суппорт вновь направляется вперед, по указанному стрелкой направлению X (фигура 15) Дверца 44, отделяющая зону обработки 35 от измерительной зоны 36, перемещается вверх (фигура 15) Моторный шпиндель 3 направляется вниз, по указанному стрелкой направлению Z, согласно фигуре 16, укладывает готовое изделие 56 на накопительный и транспортный конвейер 41 и направляется вверх, на позицию готовности к приему новой еще не обработанной детали (заготовки) 55, со гласно фи гуре 17, из которой цикл обработки может повторяться Благодаря такой компоновке, при которой зона загрузки и разгрузки 39, зона обработки 35 и измерительная зона 36 расположены одна за другой в направлении координатной оси X, обеспечивается бесперебойный режим работы Наряду с этим, разделение этих трех зон 39, 35 и 36 предотвращает попадание стружки при загрузке заготовок 55 и разгрузке готовых изделий 56 или при проведении измерений Вертикальное положение изделий 55 или, соответственно, 56 при обработке благоприятствует оптимальному отводу стр ужки Описание системы управления Интегрированная система программного управления Siemens 805 Т Концепция управления для обрабатывающей машины, изображенной на фигурах 1 до 17, разработана таким образом, что для управления машиной используется простая панепь управления со всеми элементами управления, необходимыми для выполнения производственных операций Для переоснащения на новую, подлежащую обработке заготовку применяется передвиж-. ной пульт управления с дисплеем, алфавитноцифровой клавиатурой и программными нажимными кнопками, соединяемый с системой управления посредством кабеля с разъемом Такое техническое оснащение, предназначенное для управления несколькими машинами, значительно дешевле, чем полноценный пульт управления для каждой машины в отдельности Само собой разумеется, что это изобретение не ограничивается обработкой деталей таких размеров Далее приводим принцип действия, с учетом форм исполнения, изображенных на фигурах 1-17 Моторный шпиндель 3 особенно хорошо подходит для применения в шпиндельных токарных автоматах с поднимающим шпинделем, причем, кроме токарных операций, можно, например, замену изделия выполнить в течение лишь пяти секунд Для этой цели, кроме самого токарного автомата, необходим только простой, недорогой загрузочный и разгрузочный конвейертранспортер, выполненный в виде накопительного и транспортного конвейера 41 Путем программирования унифицированной передней бабки 3, 5, можно параметры изделия использовать для загрузки заготовок 55 и выгрузки готовых изделий 56 Все движения для загрузки и разгрузки шпинделя 3 для обработки резанием и измерения готовых изделий 56 выполняются посредством шпинделя 3, оснащенного устройством съема сигнала На изображенном на фигуре 1 накопительном и транспортном конвейере 41 транспортируются подлежащие обработке заготовки 55 и готовые изделия 56 Предположим, что обрабатывающая машина находится в состоянии, приведенном на фигуре 4, причем дверца 43 уже открыта, те в полностью опущенном положении Моторный шпиндель 3 перемещается вниз, в направлении, указанном стрелкой Z Зажимной патрон 54 подхватывает находящуюся на накопительном транспортном конвейере, необработанную деталь (заготовку) 55 Затем моторный шпиндель 3 перемещается вверх, в направлении, указанном на фиг 5 стрелкой Z После того как моторный шпиндель 3 принял необработанную заготовку 55, он перемещается по указанному на фиг 6 стрелкой направлению X, те горизонтально по направляющим шинам 24 и 25 корпуса 6 При этом крестовый суппорт 5 продолжает движение до тех пор, пока моторный шпиндель 3 вместе с необработанном заготовкой 55 не достигнет зоны 35 обработки (фиг 7) Дверца 43 перемещается в закрытое положение, те вертикально вверх Потом осуществляется обработка изделия 42 резцом 51 (фигура 8) По окончании этой операции моторный шпиндель 3 направляется вверх по указанному стрелкой направлению Z (фиг 9) В дополнение к этому, крестовый суппорт 5 продолжает движение по указанному стрелкой направлению X согласно фиг 10 , а именно до тех пор, пока изделие 42, удерживаемое моторным шпинделем 3, не достигнет позиции, на которой подведенное между тем револьверной головкой 48 сверло 52 сможет начать выполнение рабочей операции (фигура 9) В соответствии с изображением на фигуре 11, моторный шпиндель 3 направляется вниз, по указанному стрелкой направлению Z и заканчивает процесс обработки изделия 42 18 32407 рый может потактово подавать установленные в положении готовности требуемые инструменты 65, 66 или сменный измерительный щуп 67 с посадочными конусами, ориентированными вверх или вниз Накопительный транспортер 64 для инструмента приводится от двигателя и также интегрирован в систему числового программного управления машиной Кольцеобразный транспортный конвейер 64 для инструмента охвачен накопительным и транспортным конвейером 68 для изделий, который также приводится от двигателя и интегрирован в систему числового программного управления, и на котором потактово перемещаются подлежащие обработке заготовки (детали) 55 одинакового или различного вида и го товые изделия 56 Готовые изделия 56 отводятся, например, не изображенным устройством перехода Моторный шпиндель 3 принимает с накопительного и транспортного конвейера 68 заготовку 55, причем он перемещается в вертикальном направлении, те выполняет ход по координатной оси Z После приема заготовки 55 моторный шпиндель 3 перемещается по оси Z, например, на 160 мм вертикально вверх Дверца 43, запирающая зону обработки 35, открывается путем вертикального опускания и, следовательно, моторный шпиндель 3 с крестовым суппортом 5 может выполнить ход по координатной оси X При изображенной здесь форме исполнения величина хода составляет, например, 980 мм Потом моторный шпиндель 3 с крестовым суппортом 5 останавливается у первого зажимного приспособпения, на технопогической позиции 69, где может выполняться избранный вид обработки, например, сверление отверстия инструментом 66 После окончания процесса обработки в первом зажимном приспособлении унифицированная передняя бабка 3, 5 направляется к технологической, позиции 70, где обработанное с одной стороны (полуготовое) изделие 71 передается комбинированному зажимному приспособлению 72 При этом зажимное приспособление 73 может принять и закрепить, например, посадочный конус инструмента 65, 66 В случае, когда на позиции 69 полуготовое изделие 71 удерживается зажимным приспособлением 72, начинается последующая обработка инструментом 65, закрепленным в зажимном приспособлении 73 Все необходимые инструменты снимаются с конвейера 64 для инструмента, а не требующийся инструмент укладывается в конвейер 64 для инструмента посредством моторного шпинделя 3 Транспортирование защитных колпачков (не изображены) для не использующихся зажимных приспособлений и снятие этих колпачков с требуемых в данный момент зажимных приспособлений выполняется также моторным шпинделем 3 После окончательной обработки открывается дверца 44 к измерительной зоне 36 и унифицированная передняя бабка 3, 5 перемещает инструмент в измерительную зону 36, где на передвижной консоли 74 установлен измерительный щуп 47. По альтернативному предложению, изображенному на фигуре 21, для деталей , выпол Кроме того, оператор, обслуживающий машину (не наладчик), может значительно лете управлять процессом производства за счет легко осваиваемой панели управления - Панель управления с 12-дюймовым мо нохромным экраном - Ручной ввод - посредством алфави тноцифровой полной клавиатуры - Повторное приближение к контуру - Помощь оператору в виде меню, вызы ваемых посредством 7 программных нажимных кнопок - Непрерывное одновременное перемеще ние по двум координатным осям - Автоматическая установка на точку пре рывания - Контрольное прохождение программы без машины или только по одной координатной оси - Запоминающее устройство для подпрог рамм, 16 килобайт - Компенсация радиуса резания - Ввод программы одновременно с обра боткой программы • * - Циклы обработки - Непосредственное программирование ра диуса траектории - Базовое программирование и программи рование составного размера - Техника подпрограмм - Техника параметров • 1000 вычисляемых параметров. - Расчет параметров - Сравнение параметров - Функция загрузки параметров - Вычисление тригонометрических и ариф метических функций - Точность ввода 0,001 мм - Постоянно действующая программа обес печения надежности для измерительных конту ров, напряжения, памрти и концевых выключате лей - Диагностика интерфейсов • Выдача аварийны х тексто в о т системы числового управления и машины на дисплей - Индикация внутренних состояний систе мы управления - Контроль контура - Контроль шпинделя В формах исполнения по фигурам 18 до 21 для деталей, выполняющих одинаковые функции, использованы такие же позиционные обозначения, как и в формах исполнения по фигурам 1 до 17 В формах исполнения по фигурам 18 до 20 на боковых стенках 26 и 27 корпуса 6, выполненных в виде направляющих стенок, предусмотрены два параллельных друг другу инструментоносителя 59 и 60 для неподвижного и для вращающегося инструмента соответственно, установленные на имеющем привод от двигателя валу 61 револьверной головки Инструментоносители 59, 60 комплектуются по своей окружности несколькими инструментами, из которых только неподвижный инструмент 62 и вращающийся инструмент 63 имеют позиционные обозначения. В исполнении по фигурам 19 и 20 корпус 6 охвачен кольцеобразно накопительным транспортером 64 для инструмента (фигура 26), кото 16 32407 простое перекрытие зоны обработки при незначительных потребностях в площади и в зависимости от максимального размера подлежащих обработке деталей Благодаря такому исполнению, представляется возможным путем соответствующе го управления моторным шпинделем 3 и/или револьверным инструментоносителем 50 или 59, 60 выполнять также обрабатывающие операции в любом угловом положении Например, можно просверливать отверстия, которые располагаются в изделии под любым углом В формах исполнения по фигурам 22 и 23 для деталей, выполняющих аналогичные функции, использованы такие же позиционные обозначения, как и в формах исполнения по фигурам 1-17 Здесь моторный шпиндель 3 оснащен головкой для подрезки торцов 97, управляемой системой числового программного управления с использованием вычислительной машины Благодаря этому, представляется возможным выполнять дальнейшие обрабатывающие операции Как показано на фигуре 23, тактовый конвейер 34 перемещает изделие 32 через выборку в корпусе 6 прямо на позицию обработки Там эти изделия закрепляются, например, соосно зажимным приспособлением 33, для последующей обработки головкой для подрезки торцов 97 с применением инструмента 98 В формах исполнения по фи гурам 29-34 для элементов, выполняющи х аналогичные функции, использованы такие же позиционные обозначения, что и в формах исполнения, описанных ранее Приведенный на фигуре 29 контейнер 2, выполненный как энергетический контейнер, имеет в своем составе электрораспределительный шкаф 99, гидравлический агрегат 100, центральную охлади тельную систему 101, систему 102 централизованной смазки, укомплектованную насосом, масляным бачком, шлангами и теплообменником 103 для электрораспределительного шкафа, а также подготовленные для присоединения электрическую и гидравлическую разводки, присоединяемые при необходимости разъемно Контейнер 2, изображенный на фигуре 29, в виде сбоку имеет примерно форму литеры L и содержит, по меньшей мере, одну дверцу 104, через которую открывается доступ вн утрь контейнера, например, для ухода за установленными там агрегатами и деталями Благодаря такой компоновке, представляется возможным окончательно монтировать контейнер независимо - в пространстве и времени - от состояния остальных механических унифицированных узлов обрабатывающего центра, после чего он может, как подвижный узел, подводиться к другим частям обрабатывающего цен тра и монтироваться на них Как видно по изображению на фигурах 30 до 34, револьверная головка 48 и инструментоноситель 50 расположены со стороны пульта управления, те. там, где обычно стои т оператор. Благодаря этому, обеспечивается хороший обзор режущей кромки инструмента и удобство при замене инструмента. няющих аналогичные, функции использованы такие же позиционные обозначения, как в ранее описанных формах исполнения Здесь унифицированная револьверная головка 48 укомплектована инструментом 51, 75 и собственным приводом 76 Благодаря этому представляется возможным выполнение дальнейших операций обработки Как видно по фигуре 27, представляется возможным без каких-либо трудностей соединить в одну автоматическую линию несколько машин 77, 78, 79 При этом вместо трех машин можно также соединить в одну цепь меньшее или значительно большее количество машин Наряду с этим представляется возможным управление работой всех машин осуществлять от одной центральной вычислительной машины, которая может гибко управлять подачей изделий и/или инструмента В качестве следующей альтернативы на фигуре 28 приведен пример соединения в одну автоматическую линию нескольких отдельных машин 80, 81, 82, 83, 84 и 85 Здесь различные машины выполняют различные, предварительно заданные, операции обработки и после окончательной обработки изделие передается к следующей обрабатывающей машине При этом транспортирование может выполняться полностью автоматически, посредством устройства передачи Все зажимные устройства для обрабатываемых изделий и инструмента, для всех форм исполнения, могут быть выполнены согласно изображению на фигурах 24 и 25 При этом речь идет о комбинированных зажимных приспособлениях 72, 73 с приспособлением 86 для соосного приема посадочного конуса 87 инструмента 65, 66, и зажимными кулачками 88 установленными на направляющих 89 Приспособление 86 для приема инструмента и зажимные кулачки 88 срабатывают под действием тяги 90 Когда зажимные кулачки используются для зажима инструмента, с них снимаются защитные колпачки Защитные колпачки перемещаются и устанавливаются ранее описанным образом, а именно - посредством поднимающего шпинделя, т е моторного шпинделя 3 В противоположность изображению, приведенному в фигура х 1-3, представляется возможным, как альтернативное решение, дополнительно к координатным осям X и Z придать крестовому суппорту 5 каретку 91 для формирования координатной оси Y и/или устройство для формирования поворотной оси С (фиг 3), в результате чего получается че тырехкоординатный крестовый суппорт 92, показанный в связи со следующей формой осуществления согласно фиг 18-20, при которой крестовый суппорт 5 перемещается по оси Y на двух направляющих шинах 93,94, установленных на некотором расстоянии друг от друга Кроме этого, исполнение корпуса 6 позволяет осуществлять крепление содержащего моторный шпиндель 95 нижнего многофункционального рабочего узла 96 или унифицированной револьверной головки 48 к обеим боковым стенкам 26 и 27 . П ри этом о бе спе чи вае тся о чень 17 32407 Моторный шпиндель 3 установлен в крестовом суппорте 5 по центру и перемещается в вертикальном направлении по гидростатическим направляющим 105, 106 За счет центричного и, следовательно, функционально нагруженного и термосимметричного расположения обеспечивается высокая жесткость и температурная стабильность Наряду с этим гидростатические направляющие 105, 106 содействуют получению хорошей демпфирующей характеристики и высокого качества получаемых готовых изделий Зона 39 загрузки и разгрузки расположена позади зоны 35 обработки, внутри обрабатывающего центра Благодаря такой компоновке значительно сокращается время на загрузку и разгрузку Накопительный и транспортный конвейер 41 через выборки 30 (фиг 2) в задней части корпуса 6 перемещается в зом у 39 загрузки и разгрузки Для измерения готовых изделий 56 измерительный щуп А7 после открывания дверцы 43 поворачивае тся в зон у 35 обрабо тки (фи г 32, 33) Здесь измерительная зона 36 уже не отделена от зоны обработки, как в ранее описанных формах исполнения, а располагается в зоне 35 обработки, а также в зоне 39 загрузки и разгрузки (фиг 32, 33) Внутри обрабатывающего центра, между корпусом 6 и электрораспределительным шкафом 99, остается достаточно пространства, чтобы разместить гидравлический агрегат 100, агрегат централизованной смазки 102 и теплообменник 103 Доступ к этому отсеку предусматривается через дверцу 104 Обрабатывающий центр транспортируется в виде единого изделия Ввод в эксплуатацию у покупателя может осуществляться за сравнительно короткое время Отличительные признаки, описанные в реферате, в формуле изобретения и в описании, а также отображенные в чертежах, могут быть важными для осуществления изобретения как ло отдельности, так и в любой комбинации 28 28 18 61 Z миф Z 01 і< ґ j г 32407 гі «A*uM«i«" 53 Фиг. 4 20 vz 9 5'іИф і~ПТ~ПП—/ 1 5 L 8 ' 11 і Ш91 /OWE 32407 9 и Л5 , 16/17 1 5 «2 / в Фиг. 7 20/22 Фиг. 8 22 7 єг 01. T / .// // V \ ?V\HTf f / / / / / / 7 8 ' г tt * і Ш гг/ог \Z 10PZZ 32407 10 Фиг. 11 20/22 Фиг. 12 24 \1Иф £9 то" V ' // І * і ІЖ і / €1 і 32407 / / ^ І Фиг. 15 40 Фиг. 16 26 L / І І іг 81 миф LV миф i' 8 / J ^ S І Ш91 1 u/ 32407 OOOOOOOOOOOOO0QN Фиг, 19 U/15 92 16/17/93 5 9; Ф иг . 20 28 20/22
ДивитисяДодаткова інформація
Назва патенту англійськоюWorking centre
Автори англійськоюHezbruggen Norbert, Schteinbach Heintz
Назва патенту російськоюОбрабатывающий центр
Автори російськоюХезбрюгген Норберт, Штейнбах Хейнц
МПК / Мітки
МПК: B23P 23/00, B23Q 37/00
Мітки: обробляючий, центр
Код посилання
<a href="https://ua.patents.su/39-32407-obroblyayuchijj-centr.html" target="_blank" rel="follow" title="База патентів України">Обробляючий центр</a>
Центр до токарного верстата
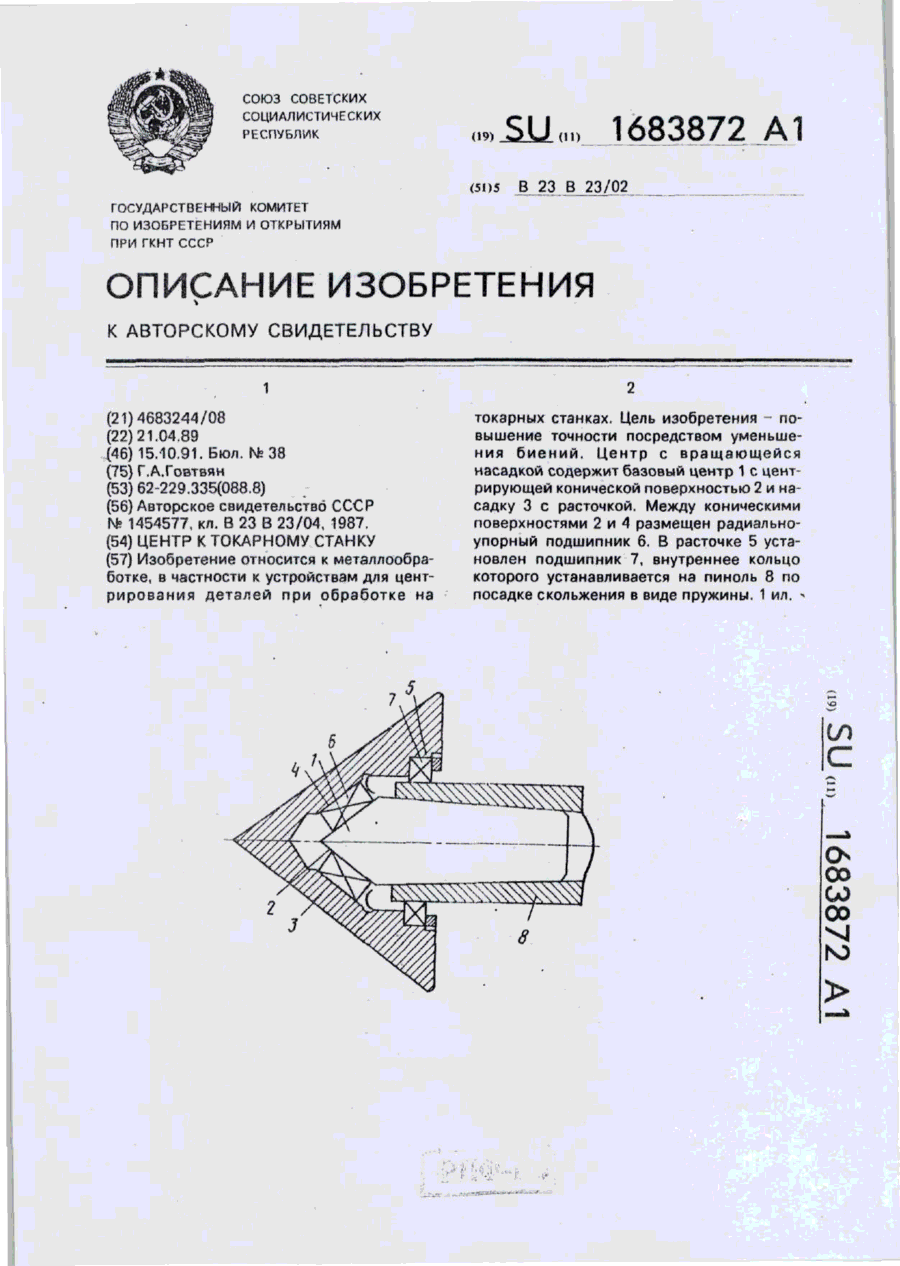
Номер патенту: 911
Опубліковано: 15.12.1993
Автор: Говтвян Григорій Андрійович
МПК: B23B 23/00
Мітки: верстата, токарного, центр
Формула / Реферат:
Формула изобретенияЦентр к токарному станку, содержащий расположенный в пиноли базовый центр, по меньшей мере один радиально-упорный подшипник и установленную на пиноли посредством опоры насадку, отличающийся тем, что, с целью повышения точности посредством уменьшения биений, внутреннее кольцо радиально-упорного подшипника размещено на конической поверхности базового центра, а наружное - в расточке, выполненной в насадке.
Повідковий центр

Номер патенту: 29046
Опубліковано: 16.10.2000
Автори: Кущак Ігор Володимирович, Сиротюк Віктор Володимирович, Сиротюк Володимир Григорович, Пастернак Богдан Миронович, Кривий Петро Дмитрович
МПК: B23B 33/00
Мітки: центр, повідковий
Формула / Реферат:
Поводковий центр, який включав корпус, кришку, підпружинений базуючий центр, поводкові штирі та пристрій для вирівнювання навантажень між штирями, який відрізняється тим, що пристрій для вирівнювання навантажень між штирями виконаний у вигляді шариків, розміщених у кільцевій канавці, утвореній виточками корпусу та кришки, контактуючих із поводковими штирями через плунжери, розташовані всередині поліуретанових втулок, які встановлені в отворах...
Повідковий центр
Номер патенту: 30220
Опубліковано: 15.11.2000
Автори: Калушка Володимир Павлович, Кривий Петро Дмитрович, Кущак Ігор Володимирович, Кухарський Олександр Мартинович, Сиротюк Віктор Володимирович
МПК: B23B 33/00
Мітки: повідковий, центр
Формула / Реферат:
Повідковий центр, що містить корпус, всередині якого розташований підпружинений базуючий центр і повідкову шайбу, який відрізняється тим, що повідкова шайба встановлена на циліндричний виступ корпусу і зв'язана з останнім при допомозі важелів, встановлених під кутом до перпендикулярів, проведених в точках спряження важелів з корпусом, причому проекції вказаних важелів на торцеву площину корпусу, яка розташована з боку повідкової шайби,...
Обертовий центр
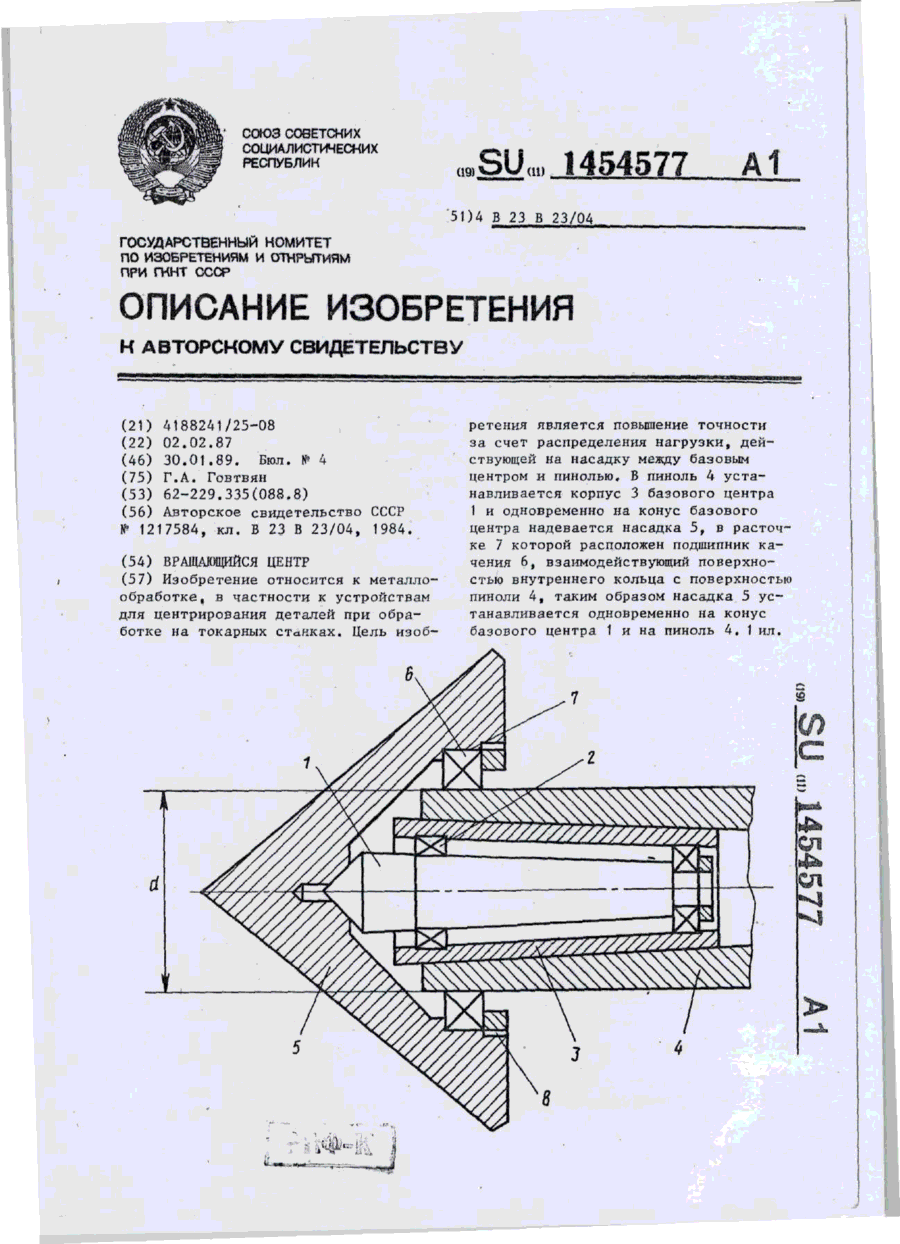
Номер патенту: 912
Опубліковано: 15.12.1993
Автор: Говтвян Григорій Андрійович
МПК: B23B 23/00
Формула / Реферат:
Формула изобретенияВращающийся центр к токарному станку, содержащий установленный в пиноли корпус с расположенным в подшипниках базовым центром и насадкой, отличающийся тем, что, с целью повышения точности, в насадке выполнена расточка, предназначенная для размещения в ней наружного кольца, введенного в устройство подшипника, а внутреннее его кольцо расположено на наружной поверхности пиноли.
Повідковий центр
Номер патенту: 31196
Опубліковано: 15.12.2000
Автори: Кухарський Олександр Мартинович, Калушка Володимир Павлович, Кущак Ігор Володимирович, Кущак Оксана Михайлівна
МПК: B23B 33/00
Мітки: повідковий, центр
Текст:
...з поршнем, що закриває порожнину, утворену виточкою стакана І торцем корпусу, І заповнену рідиною, причому остання через плунжери контактує з повідковими елементами . На фігурі показаний повідковий центр в осьовому розрізі . Повідковий центр складається Із корпусу І , з"еднаного Із кришкою 2 при допомозі гвинтів 3 , всередині якої розташований базуючий ивнтр 4 та ПОВІДКОВІ елементи 5. Порожнина, утворена виточками кришки та корпусу,...
Попередній патент: Спосіб виробництва пива темного
Наступний патент: Спосіб маршрутизації пакетів даних, вузол комутації пакета даних та спосіб динамічної маршрутизації пакета даних
Випадковий патент: Спосіб підготовки зерна для оздоровчих продуктів