Спосіб гарячої прокатки плоскої заготівки
Номер патенту: 70729
Опубліковано: 15.10.2004
Автори: Путнокі Олександр Юліусович, Вереньов Валентин Володимирович, Калабухов Віктор Іванович, Яценко Вячеслав Олександрович, Мацко Сергій Володимирович
Формула / Реферат
Спосіб гарячої прокатки плоскої заготівки, що включає формування фігурного виступу на кінцях заготівки при прокатці в першій чорновій кліті, наступну прокатку в інших клітях чорнової групи, обрізку кінців розкатки і прокатку в безперервній групі клітей, який відрізняється тим, що на передній торцевій частині заготівки по всій її ширині формують фігурний виступ, переважно трикутної форми, довжиною, що дорівнює 0,05...0,15 товщини заготівки, на задній торцевій частині заготівки формують аналогічну фігурну западину з розмірами, ідентичними розмірам фігурного виступу, і ведуть прокатку заготівки в першій горизонтальній чорновій кліті з обтисненням середньої частини, яке дорівнює 1,05...1,30 величини обтиснення біля бокових граней, із плавним зменшенням до нуля різниці обтиснень до бокових граней, а в другій горизонтальній кліті прокатку ведуть з обтисненням середньої частини заготівки, що становить 0,1...0,2 її товщини в середній частині.
Текст
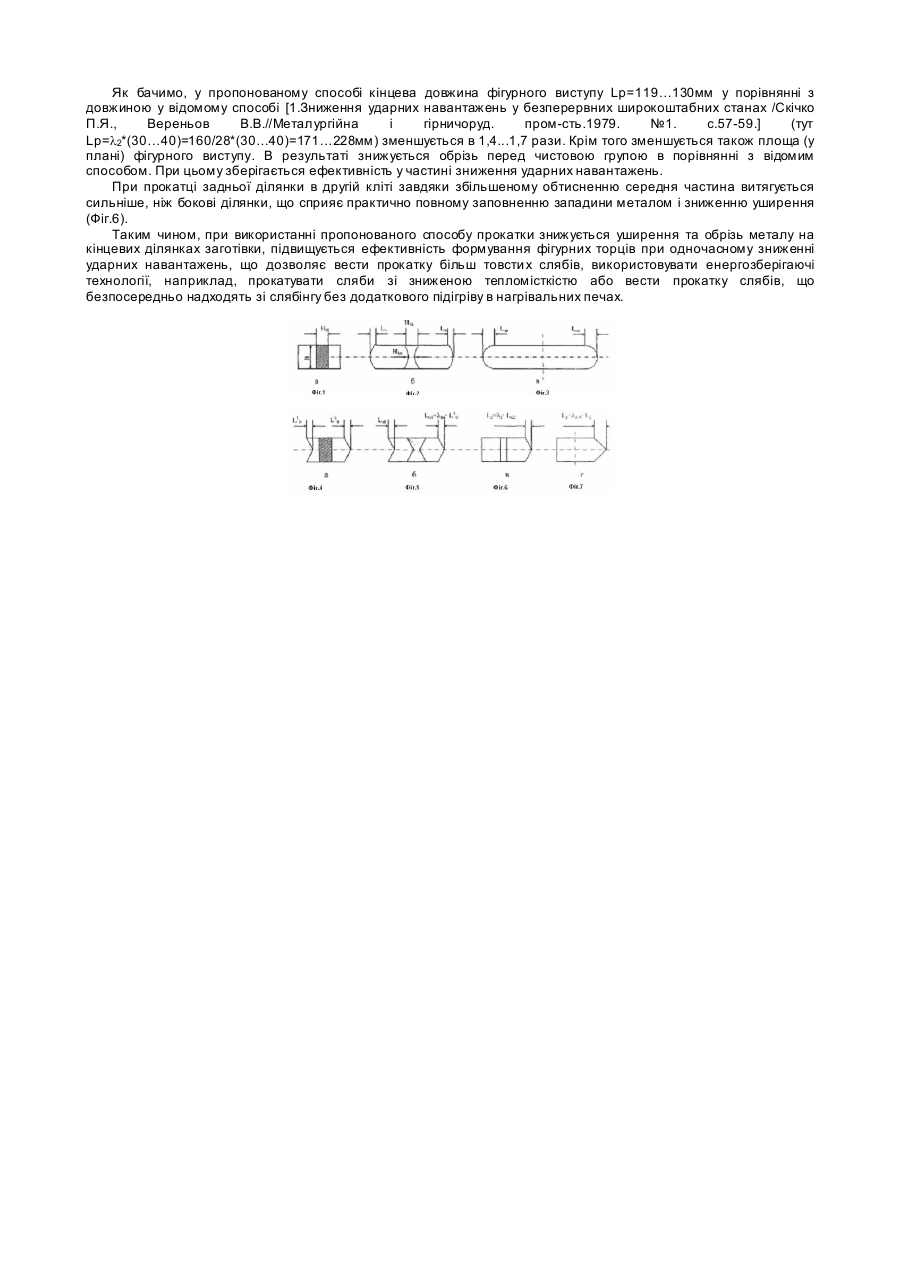
Винахід відноситься до листопрокатного виробництва, а саме до способів гарячої прокатки, і може бути використаний при гарячій прокатці смуг на широкоштабових станах. Відомий спосіб прокатки плоскої заготівки, зокрема, слябів, що включає формування на передньому торці заготівки в плані фігурного виступ у, симетричного щодо подовжньої вісі, і наступну прокатку її в чорновій групі клітей з рівномірним обтисненням по ширині заготівки [1. Зниження ударних навантажень у безперервних широкоштабових станах / Скічко П.Я., Вереньов В.В. //Металургійна і гірничоруд.пром-сть.1979. №1. с.57-59.]. При цьому довжина фігурного виступу рекомендується в межах 30...40мм [1, с.59]. Така початкова довжина виступу забезпечує достатній ефект у зниженні ударних навантажень у період захвату заготівки валками. Недолік відомого способу полягає в тому, що при такій довжині початкового виступ у зростає витрата металу в обрізь: чим більше його початкова довжина, тим більше в процесі прокатки від кліті до кліті за рахунок витягування вона подовжується, що в підсумку веде до зростання обрізі на ножицях перед чистовою групою клітей. Як прототип прийнято спосіб гарячої прокатки плоскої заготівки, що включає формування фігурного виступ у на кінцях заготівки при прокатці в першій чорновій кліті, наступну прокатку в інших клітях чорнової групи, обрізку кінців розкатки і прокатку в безперервній групі клітей [2. Спосіб гарячої прокатки широкощтабової сталі. А.С. №865440 СРСР, МКІ В21В1/26]. У відомому способі формування фігурного виступ у здійснюють за рахунок нерівномірного обтиснення по ширині заготівки в першій чорновій кліті. Виступ на передньому торці заготівки, подовжуючись за рахунок витягування, сприяє зниженню ударних навантажень у чорнових клітях. Виступ, що утворюється на задньому торці заготівки, при прокатці в наступних клітях не вирівнюється: подовжуючись, він сприяє зростанню обрізі перед безперервною групою клітей. Недолік відомого способу полягає в збільшенні обрізі. Крім того, при різниці обтиснень, що рекомендуються у відомому способі, після прокатки в першій кліті на кінцях готівки утворюється небажане уширення. В основу винаходу поставлена задача удосконалення способу гарячої прокатки плоскої заготівки шляхом ефективного формування фігурних торців, що за рахунок зміни режиму обтиснень забезпечить зменшення уширення заготівки на її кінцевих ділянках і зниження обрізі при одночасному збереженні ефективності зменшення ударних навантажень у період захвату заготівки валками. Поставлена задача досягається тим, що у відомому способі гарячої прокатки плоскої заготівки, який включає формування фігурного виступ у на кінцях заготівки при прокатці в першій чорновій кліті, наступну прокатку в інших клітях чорнової групи клітей, обрізку кінців розкатки і прокатку в безперервній групі клітей, передбачені наступні відмінності: на передній торцевій частині заготівки по всій її ширині формують фігурний виступ переважно трикутної форми довжиною, що дорівнює 0,05...0,15 товщини заготівки, на задній торцовій частині заготівки формують аналогічну фігурну западину з розмірами, ідентичними розмірам фігурного виступ у, і ведуть прокатку заготівки в першій горизонтальній чорновій кліті з обтисненням середньої частини, що дорівнює 1,05...1,30 величини обтиснення біля бокових граней із плавним зменшенням до нуля різниці обтиснень до бічних граней, а в другій горизонтальній кліті прокатку ведуть з обтисненням середньої частини заготівки, що дорівнює 0,1...0,2 її товщини в середній частині. Між суттєвими ознаками винаходу і те хнічним результатом, що досягається, є наступний причиннонаслідковий зв'язок. На широкоштабових станах гарячої прокатки, наприклад, типу 1700, прокочують заготівки (сляби) вихідною товщиною Но=150...200мм і шириною 1000...1500мм. Експериментальні дослідження на діючих станах показали, що при вихідній довжині Lo фігурного виступу і западини в межах 0,05...0,15 ви хідної товщини, тобто Lo=10...30мм, при суттєвому зниженні ударних навантажень знижується уширення на передньому і задньому кінцях заготівки при її прокатці в першій і другій горизонтальних клітях відповідно до пропонованого способу. Це пояснюється тим, що захват заготівки починається з фігурного виступу, випередження, що виникає в середній частині заготівки, сприяє зменшенню плину металу в поперечному напрямку. Діапазон обтиснень у середній частині заготівки при прокатці її в першії кліті, що дорівнює 1,05...1,30 величини обтиснення біля бокових граней, обраний виходячи з того, що при цьому підвищується ефективність подовження первісного виступу і закочування (вирівнювання) западини на задньому торці заготівки при одночасному зменшенні уширення хвостової ділянки і його обрізі. При застосуванні способу рекомендується для заготівок товщиною Lo=150...180мм приймати співвідношення Lo/Но в межах 0,1...0,15, для заготівок товщиною Но=180...200мм - у межах 0,05...0,1. При таких співвідношеннях довжина початкового фігурного виступ у Lo на передньому (задньому) торці слябу складе від 10мм до 30мм. Для початкової довжини виступ у Lo=10...15мм рекомендується приймати обтиснення в середній частині, що дорівнюють 1,2...1,3 обтиснення біля бокових граней. Це сприяє більш інтенсивному подовженню фігурного виступу при його первісній досить незначній величині, тому що при більшій початковій довжині виступу зменшені обтиснення при прокатці в першій кліті сприяють практично такому ж подовженню виступу. В остаточному підсумку ці заходи не призводять до зайвого витягнення виступу в чорнових клітях і відповідно обрізі. Для початкової довжини виступ у Lo=15...30мм рекомендується приймати обтиснення в середній частині 1,05...1,2. Прокатка в другий кліті з обтисненням середньої частини, яке дорівнює 0,1...0,2 її товщини в середній частині, необхідна для того, щоб систематично здійснювався захват виступ у спочатку в його середній частині, товщина якого менше, ніж біля бічних граней, а потім по ширині (в міру входу передньої ділянки ) поширювався до бічних граней. У той же час при прокатці задньої ділянки смуги при таких обтисненнях не спотворюється форма його торця. У результаті підвищується ефективність подовження виступу і закочування западини на задньому торці заготівки. Сутність пропонованого рішення пояснюється кресленням, де на Фіг.1 зображена вихідна форма слябу шириною В и товщиною Но (поперечний перетин показаний штрихуванням) з прямою передньою і задньою торцевою частиною; на Фіг.2 - форма торців переднього і заднього виступів довжиною відповідно L п і Lз і поперечний перетин цього ж слябу товщиною в середній частині Н1ц, прокатаного в першії кліті відповідно до відомого способу [2. Спосіб гарячої прокатки широкоштабної сталі. А.С. №865440 СРСР, МКІ В21В1/26.]; на Фіг.3 форма переднього Lпр і заднього Lзр торців розкатки після прокатки заготівки, зображеної на Фіг.2, у наступних клітях чорнової групи: Lпр=lS*Lп, Lзр=lS*Lз, де lS - сумарний коефіцієнт витягнення в цих клітях. На Фіг.4 зображені торці слябу шириною В та його поперечний перетин товщиною Но після формування трикутного виступ у і відповідній йому западині довжиною Lo; на Фіг.5 зображені торці слябуа і його поперечний перетин після прокатки в першій чорновій кліті відповідно до запропонованого способу, тут Lп1 - довжина виступу на передньому торці слябу після прокатки в першій кліті, l1ц - коефіцієнт витягнення вздовж вісі заготівки при прокатці в першій кліті, Lз1 - довжина западини, що зменшилася на задньому торці заготівки; на Фіг.6 зображені торці заготівки після прокатки в другій чорновій кліті: тут l2 - коефіцієнт витягнення в кліті 2; на Фіг.7 зображені торці заготівки (розкатки) після прокатки в наступних чорнових клітях: тут l3-5 коефіцієнт витягнення в клітях 3-5. Пропонований спосіб здійснюють наступним чином На передній торцовій частині заготівки по всій її ширині формують фігурний виступ переважно трикутної форми довжиною, що дорівнює 0,05...0,15 товщини заготівки, на задній торцевій частині заготівки формують аналогічну фігурну западину з розмірами, ідентичними розмірам фігурного виступ у, і ведуть прокатку заготівки в першій горизонтальній чорновій кліті з обжиманням середньої частини, що дорівнює 1,05...1,30 величини обжимання біля бокових граней при плавному зменшенні до нуля різниці обтиснень до бокових граней, а в другій горизонтальній кліті прокатку ведуть з обтисненням середньої частини заготівки, що дорівнює 0,1...0,2 її товщини в середній частині. Як приклад здійснення порівняємо відомий і пропонований способи прокатки на широкоштабному стані 1680. У відомому способі [2. Спосіб гарячої прокатки широкоштабної сталі. А.С. №865440 СРСР, МКІ В21В1/26] прокатку пласкої заготівки (слябу) товщиною Но і шириною В з прямими торцями (Фіг.1) в першій горизонтальній кліті (чорновому окалиноламателі) ведуть з обжиманням середньої частини (28мм), рівним, наприклад, 1,4 обжимання біля бокових граней (20мм). Внаслідок цього на передньому і задньому торцях заготівки утворюються фігурні виступи, відповідно рівні Lп і Lз (Фіг.2). Значення Lп і Lз визначають за наступними формулами, встановленими на підставі даних дослідної прокатки пласких свинцевих зразків на лабораторному стані дуо 180 з фігурними валками: Lп=Lп.з.*(lц -lб ), Lз=Lз.з.*(lц -lб ) де lц і lб коефіцієнти витягнення по вісі слябу та біля бокових граней; Lп.з та Lз.з - довжина зон на передній і задній ділянках слябу, на протязі яких відбувається нестаціонарний процес витягнення біля торців; згідно [3] вони дорівнюють: Lп.з=(1,0...1,5)·L д, Lз.з=(1,5...2)·L д, де Lд - довжина дуги захва ту. Діаметр валків першої кліті дорівнює Дв=855мм. Середнє обжимання DН=32мм. Довжина дуги захвату дорівнює: L д = DНД / 2 = 117мм. Для розглянутого випадку визначили, що Lп.=9...14мм, Lз.=14...19мм. Після прокатки заготівки в інших чорнових клітях з урахуванням сумарного коефіцієнта витягнення в клітях 2-5 l2-5=135/28=4,8, довжина виступу на задньому торці розкатки складає Lр.з=l2-5*Lз=4,8·(14...19)=67...91мм (Фіг.3). Ця частина розкатки обрізується на ножицях перед клітями безперервної групи, що призводить до додаткової витрати металу. Аналогічно довжина виступу на передньому торці розкатки складає Lрп=4,8·(9...14)=43...67мм. Однак шляхом досліджень встановлено, що ви хідної величини фігурного виступу на передньому торці, що дорівнюєї 9...14мм, недостатньо для помітного зниження ударних навантажень при захваті заготівки валками. Для суттєвого ефекту в зменшенні ударних навантажень рекомендується вихідна довжина виступу приблизно 30мм [1. Зниження ударних навантажень у безперервних широкоштабних станах /Скічко П.Я., Вереньов В.В.//Ме талургійна і гірничоруд. пром-сть. 1979. №1. с.57-59]. У способі, що пропонується, на передньому торці цієї ж заготівки (слябу) формують трикутний виступ початкової довжини, наприклад, Lo=0,1 Но=16мм, на задньому - аналогічних розмірів западину Lo=16мм, Фіг.4. Потім у першій горизонтальній кліті (чорновому окалиноламателі) ведуть прокатку з обтисненням середньої частини слябу, що дорівнює 1,2 величини обтиснення біля бокових граней (28мм), тобто Нср=1,2·28=33,6мм (Фіг.5). Коефіцієнт витягнення lц по вісі заготівки дорівнює lц =160/126,4=1,266, біля бокових граней lб =160/132=1,212. Після прокатки початкова довжина виступ у на передньому торці збільшиться за рахунок природного витягнення власне виступу і впливу довжини передньої зони: Lп1=l1ц *L’o+(1…1,5)L д*(lц lб )=1,266·16+(1...1,5)·117·(1,266-1,212)=26...29мм. Глибина западини на задньому торці після прокатки в 1-й кліті зменшиться і складе: Lз1=l1б *L’o-(1…1,5)Lд*(lц lб )=1,212·16-(1,5...2)·117·(1,266-1,212)=11...8мм. Отже, після прокатки в 1-й чорновій кліті слябу відповідно до пропонованого способу довжина виступу на передньому торці зростає з 16мм до 26...29мм, а глибина западини зменшується з 16мм до 11...8мм. Товщина слябу в середній частині дорівнює 126,4мм, біля бокових граней - 132мм, Фіг.5. В другій кліті (Фіг.6) прокатку слябу ведуть з обтисненням, що дорівнює 0,2 її товщини в середній частині (126мм), тобто 0,2·126=25мм. Товщина слябу на виході з кліті складе 126-25=101мм, коефіцієнт витягнення в середній частині l2ц =126/101=1,25. В другій кліті спочатку захоплюється фігурний виступ на передньому торці слябу, здійснюється його подовження з Lп1=26...29мм до Lп2=(26...29)·1,25=33...26мм, потім відбувається захват бокових ділянок, що прилягають до виступу. Завдяки такій послідовності плину процесу суттєво знижується уширення слябу на його передній ділянці, поліпшуються умови захвату його валками і практично вирівнюється задня кромка (Фіг.6). У пропонованому способі після прокатки слябу в інших трьох клітях (тобто після чорнової групи, що складається з 5 клітей) до кінцевої товщини Н15=28мм, довжина фігурного виступу складе: Lp=Ln2*l3- 5=(33...36)·101/28=119...130мм, де l3-5=Н12/Н15 - коефіцієнт сумарного витягнення в клітях 3...5. Як бачимо, у пропонованому способі кінцева довжина фігурного виступу Lp=119…130мм у порівнянні з довжиною у відомому способі [1.Зниження ударних навантажень у безперервних широкоштабних станах /Скічко П.Я., Вереньов В.В.//Металургійна і гірничоруд. пром-сть.1979. №1. с.57-59.] (тут Lp=l2*(30…40)=160/28*(30…40)=171…228мм) зменшується в 1,4...1,7 рази. Крім того зменшується також площа (у плані) фігурного виступу. В результаті знижується обрізь перед чистовою групою в порівнянні з відомим способом. При цьому зберігається ефективність у частині зниження ударних навантажень. При прокатці задньої ділянки в другій кліті завдяки збільшеному обтисненню середня частина витягується сильніше, ніж бокові ділянки, що сприяє практично повному заповненню западини металом і зниженню уширення (Фіг.6). Таким чином, при використанні пропонованого способу прокатки знижується уширення та обрізь металу на кінцевих ділянках заготівки, підвищується ефективність формування фігурних торців при одночасному зниженні ударних навантажень, що дозволяє вести прокатку більш товсти х слябів, використовувати енергозберігаючі технології, наприклад, прокатувати сляби зі зниженою тепломісткістю або вести прокатку слябів, що безпосередньо надходять зі слябінгу без додаткового підігріву в нагрівальних печах.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for hot rolling of a flat bar
Автори англійськоюVereniov Valentyn Volodymyrovych, Putnoki Oleksandr Yuliusovych, Matsko Serhii Volodymyrovych, Yatsenko Viacheslav Oleksandrovych, Kalabukhov Viktor Ivanovych
Назва патенту російськоюСпособ горячей прокатки плоской заготовки
Автори російськоюВеренев Валентин Владимирович, Путноки Александр Юлиусович, Мацко Сергей Владимирович, Машко Сергей Владимирович, Яценко Вячеслав Александрович, Калабухов Виктор Иванович
МПК / Мітки
МПК: B21B 1/26
Мітки: спосіб, прокатки, гарячої, заготівки, плоскої
Код посилання
<a href="https://ua.patents.su/3-70729-sposib-garyacho-prokatki-plosko-zagotivki.html" target="_blank" rel="follow" title="База патентів України">Спосіб гарячої прокатки плоскої заготівки</a>
Спосіб гарячої прокатки штаби
Номер патенту: 60007
Опубліковано: 15.09.2003
Автори: Левіна Валентина Іванівна, Барабаш Андрій Володимирович, Савенко Юрій Євдокимович, Каушанський Ігор Борисович, Стеч Володимир Станіславович
МПК: B21B 1/30
Мітки: гарячої, спосіб, прокатки, штаби
Формула / Реферат:
Спосіб гарячої прокатки штаби, що включає прокатку сляба в чорновій групі клітей до одержання підкату, розміщення його після завершення чорнової прокатки на проміжному рольгангу, транспортування підкату до ножиць, центрування його напрямними лінійками, обрізання переднього і заднього кінців підкату і прокатку в чистовій групі клітей до одержання штаби заданої товщини, який відрізняється тим, що одночасно з центруванням напрямними лінійками...
Спосіб регулювання профілю робочих валків безперервного тонколистового стану гарячої прокатки
Номер патенту: 32161
Опубліковано: 15.12.2000
Автори: Мовшович Вілорд Соломонович, Тилик Василь Трохимович, Путнокі Олександр Юліусович, Солтан Станіслав Леонідович, Піховкін Микола Миколайович, Коваль Сергій Миколайович, Яланський Вячеслав Петрович, Штехно Олег Миколайович
МПК: B21B 37/00
Мітки: спосіб, валків, робочих, прокатки, тонколистового, гарячої, стану, регулювання, профілю, безперервного
Текст:
...я клітей зусилля противигину досягло граничного значення І у регулюванні приймають участь дві КЛІТІ , то кожна з них відпрацьовує 1/2 відхилення. Необхідна величина зміни зусилля противигину у останньої КЛІТІ Є наймень-шою, що дозволяє використовувати у кожному відокремленому циклі регулюванню найменьшу частину обмеженого діапазону регулювання противигину, а це дає можливість найбільш раціонально використовувати ресурс найбільш елективної у...
Спосіб гарячої прокатки тонкої смуги і міні-стан для його здійснення
Номер патенту: 69483
Опубліковано: 15.09.2004
Автори: Барабаш Андрій Володимирович, Єлецьких Володимир Іванович, Леонідов-Канєвський Євген Володимирович, Стеч Володимир Станіславович, Білобров Юрій Миколайович, Остапенко Арнольд Леонтійович
МПК: B21B 1/30, B21B 41/00, B21B 1/46
Мітки: прокатки, тонкої, здійснення, смуги, міні-стан, спосіб, гарячої
Формула / Реферат:
1. Спосіб гарячої прокатки тонкої смуги, що включає реверсивну прокатку сляба в чорновій кліті до проміжної товщини, передачу смуги проміжної товщини в чистову двоклітьову прокатну групу при одночасному виконанні останнього прокатного пропуску в чорновій кліті і першого чистового пропуску в двоклітьовій прокатній групі, реверсивну чистову прокатку смуги в чистовій двоклітьовій прокатній групі до кінцевої товщини зі змотуванням-розмотуванням...
Спосіб гарячої прокатки
Номер патенту: 7895
Опубліковано: 26.12.1995
Автори: Губайдулін Вячеслав Фуатович, Шум Валентин Борисович, Корінь Андрій Олександрович, Левицький Анатолій Петрович, Кукуй Давид Пенхусович, Абалешев Валерій Олександрович, Столба Володимір Анатолійович
МПК: B21B 1/02
Мітки: спосіб, прокатки, гарячої
Формула / Реферат:
Способ горячей прокатки, включающий нагрев заготовки, деформацию в несколько проходов, подстуживание поверхности проката и последующую прокатку в несколько проходов, отличающийся тем, что, с целью повышения качества поверхности проката путем удаления плен, подстуживание производят на 2-10% температуры раската в предыдущем проходе, последующую прокатку осуществляют с коэффициентом трения 0,8-0,95 коэффициента трения раската в предыдущем...
Спосіб виміру натягу штаби між двома клітями стана гарячої прокатки

Номер патенту: 68308
Опубліковано: 15.07.2004
Автори: Леонідов-Канєвський Євген Володимирович, Гагарін Павло Павлович
МПК: B21B 37/00
Мітки: прокатки, спосіб, натягу, гарячої, клітями, двома, штаби, стана, виміру
Формула / Реферат:
1. Спосіб виміру натягу штаби між двома клітями стана гарячої прокатки, відповідно до якого безперервно вимірюють момент і зусилля прокатки першої кліті, перед заправленням штаби в другу кліть визначають для першої кліті плече прикладання зусилля прокатки, що дорівнює відношенню моменту до зусилля прокатки, а після заправлення штаби в другу кліть обчислюють момент вільної прокатки першої кліті як добуток раніше обчисленого плеча на поточне...
Попередній патент: Завантажувальне пристосування
Наступний патент: Синхронна муфта
Випадковий патент: Спосіб гасіння пожеж горючих та легкозаймистих рідин у резервуарі