Спосіб відновлення цапф тріангелів гальмівної важільної передачі вагонів
Номер патенту: 10318
Опубліковано: 15.11.2005
Автори: Кузіна Тетяна Володимирівна, Панасенко Віталій Якович
Формула / Реферат
Спосіб відновлення цапф тріангелів гальмівної важільної передачі вагонів, при якому наплавляють метал на зношену поверхню цапфи, після чого обробляють поверхню наплавленого металу, відновлюють отвір під шплінт в цапфі та нарізають різьбу по обробленій поверхні, який відрізняється тим, що перед наплавленням в отвір під шплінт встановлюють стержень з металу, що не зварюється з металом цапфи (наприклад мідний) та металом, який наплавляється, перед обробкою поверхні наплавленого металу стержень вилучають з отвору, при цьому обробку поверхні наплавленого металу виконують торцевою фрезою.
Текст
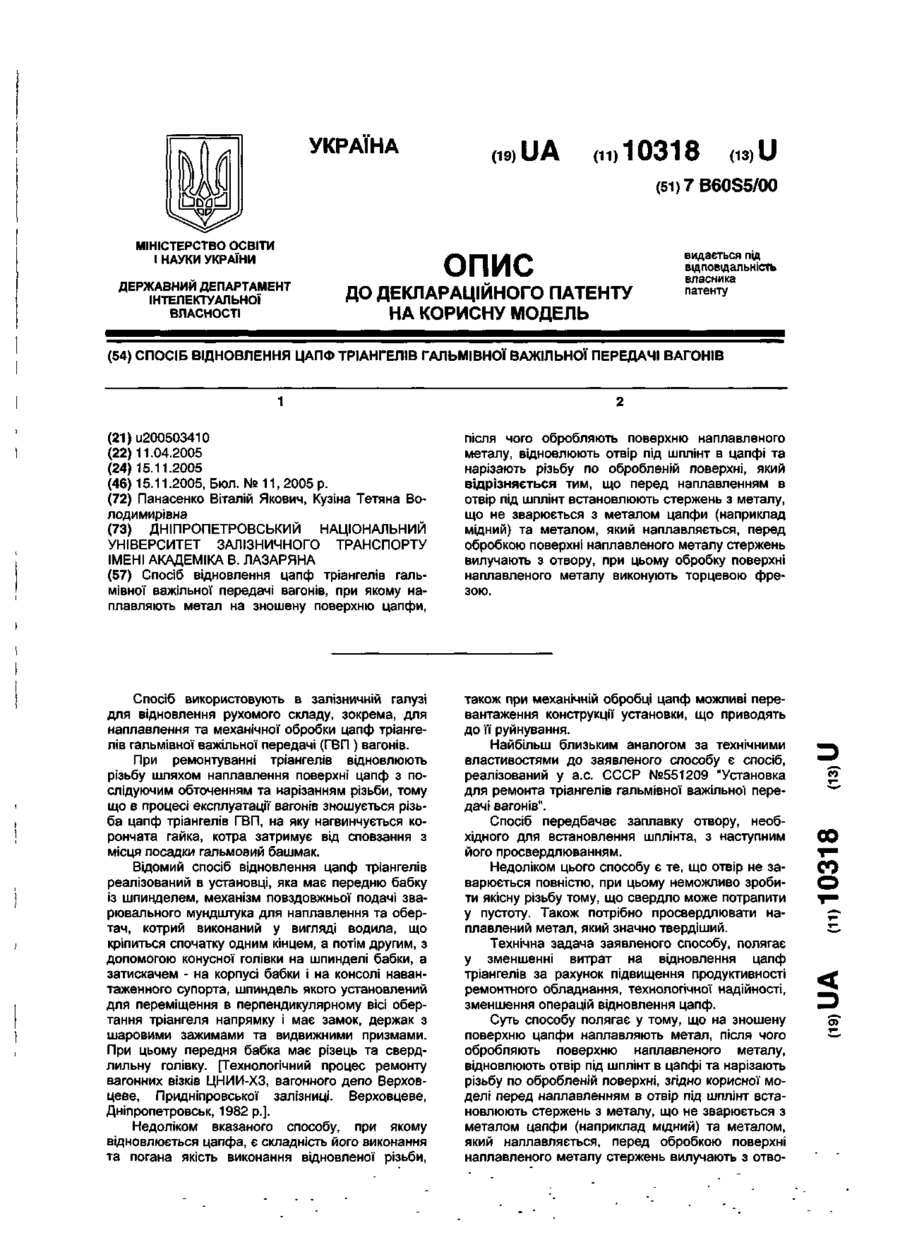
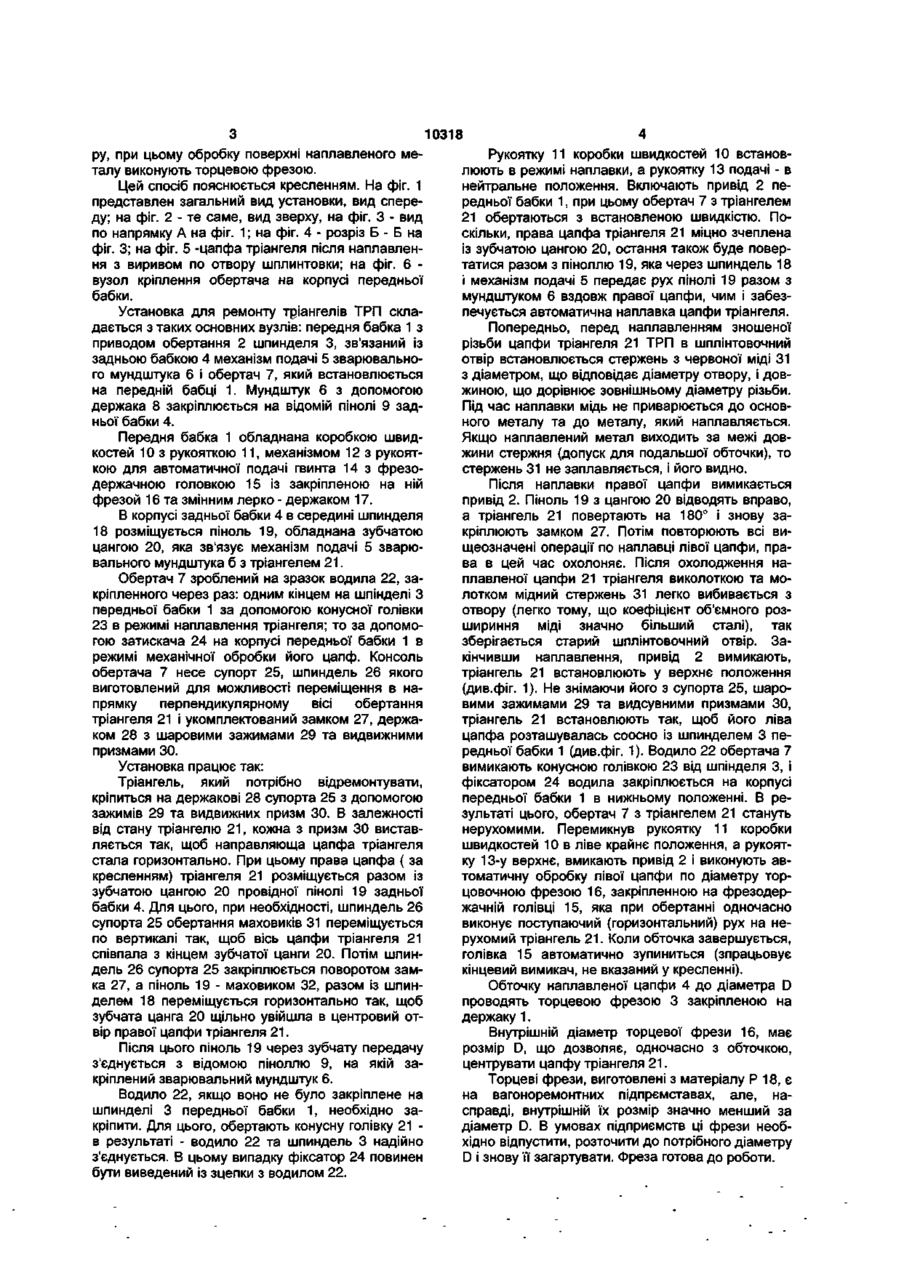
Спосіб відновлення цапф тріангелів гальмівної важільної передачі вагонів, при якому наплавляють метал на зношену поверхню цапфи, 00 со О) 10318 ру, при цьому обробку поверхні наплавленого меРукоятку 11 коробки швидкостей 10 встановталу виконують торцевою фрезою. люють в режимі наплавки, а рукоятку 13 подачі - в нейтральне положення. Включають привід 2 пеЦей спосіб пояснюється кресленням. На фіг. 1 редньої бабки 1, при цьому обертач 7 з тріангелем представлен загальний вид установки, вид спере21 обертаються з встановленою швидкістю. Поду; на фіг. 2 - те саме, вид зверху, на фіг. З - вид скільки, права цапфа тріангеля 21 міцно зчеплена по напрямку А на фіг. 1; на фіг. 4 - розріз Б - Б на із зубчатою цангою 20, остання також буде поверфіг. 3; на фіг. 5 -цапфа тріангеля після наплавлентатися разом з піноллю 19, яка через шпиндель 18 ня з виривом по отвору шплинтовки; на фіг. 6 і механізм подачі 5 передає рух пінолі 19 разом з вузол кріплення обертача на корпусі передньої мундштуком 6 вздовж правої цапфи, чим і забезбабки. печується автоматична наплавка цапфи тріангеля. Установка для ремонту тріангелів ТРП складається з таких основних вузлів: передня бабка 1 з Попередньо, перед наплавленням зношеної приводом обертання 2 шпинделя 3, зв'язаний із різьби цапфи тріангеля 21 ТРП в шплінтовочний задньою бабкою 4 механізм подачі 5 зварювальноотвір встановлюється стержень з червоної міді 31 го мундштука 6 і обертач 7, який встановлюється з діаметром, що відповідає діаметру отвору, і довна передній бабці 1. Мундштук 6 з допомогою жиною, що дорівнює зовнішньому діаметру різьби. держака 8 закріплюється на відомій пінолі 9 задПід час наплавки мідь не приварюється до основньої бабки 4. ного металу та до металу, який наплавляється. Якщо наплавлений метал виходить за межі довПередня бабка 1 обладнана коробкою швиджини стержня (допуск для подальшої обточки), то костей 10 з рукояткою 11, механізмом 12 з рукоятстержень 31 не заплавляється, і його видно. кою для автоматичної подачі гвинта 14 з фрезодержачною головкою 15 із закріпленою на ній Після наплавки правої цапфи вимикається фрезой 16 та змінним лерко - держаком 17. привід 2. Піноль 19 з цангою 20 відводять вправо, а тріангель 21 повертають на 180° і знову заВ корпусі задньої бабки 4 в середині шпинделя кріплюють замком 27. Потім повторюють всі ви18 розміщується піноль 19, обладнана зубчатою щеозначені операції по наплавці лівої цапфи, працангою 20, яка зв'язує механізм подачі 5 зварюва в цей час охолоняє. Після охолодження навального мундштука б з тріангелем 21. плавленої цапфи 21 тріангеля виколоткою та моОбертач 7 зроблений на зразок водила 22, залотком мідний стержень 31 легко вибивається з кріпленного через раз: одним кінцем на шпінделі З отвору (легко тому, що коефіцієнт об'ємного розпередньої бабки 1 за допомогою конусної голівки шириння міді значно більший сталі), так 23 в режимі наплавлення тріангеля; то за допомозберігається старий шплінтовочний отвір. Загою затискача 24 на корпусі передньої бабки 1 в кінчивши наплавлення, привід 2 вимикають, режимі механічної обробки його цапф. Консоль тріангель 21 встановлюють у верхнє положення обертача 7 несе супорт 25, шпиндель 26 якого (див.фіг. 1). Не знімаючи його з супорта 25, шаровиготовлений для можливості переміщення в навими зажимами 29 та видсувними призмами ЗО, прямку перпендикулярному вісі обертання тріангель 21 встановлюють так, щоб його ліва тріангеля 21 і укомплектований замком 27, держацапфа розташувалась соосно із шпинделем 3 пеком 28 з шаровими зажимами 29 та видвижними редньої бабки 1 (див.фіг. 1). Водило 22 обертача 7 призмами ЗО. вимикають конусною голівкою 23 від шпінделя 3, і Установка працює так: фіксатором 24 водила закріплюється на корпусі Тріангель, який потрібно відремонтувати, передньої бабки 1 в нижньому положенні. В рекріпиться на держакові 28 супорта 25 з допомогою зультаті цього, обертач 7 з тріангелем 21 стануть зажимів 29 та видвижних призм ЗО. В залежності нерухомими. Перемикнув рукоятку 11 коробки від стану тріангелю 21, кожна з призм ЗО виставшвидкостей 10 в ліве крайнє положення, а рукоятляється так, щоб направляюща цапфа тріангеля ку 13-у верхнє, вмикають привід 2 і виконують австала горизонтально. При цьому права цапфа ( за томатичну обробку лівої цапфи по діаметру торкресленням) тріангеля 21 розміщується разом із цовочною фрезою 16, закріпленною на фрезодерзубчатою цангою 20 провідної пінолі 19 задньої жачній голівці 15, яка при обертанні одночасно бабки 4. Для цього, при необхідності, шпиндель 26 виконує поступаючий (горизонтальний) рух на несупорта 25 обертаннямаховиків 31 переміщується рухомий тріангель 21. Коли обточка завершується, по вертикалі так, щоб вісь цапфи тріангеля 21 голівка 15 автоматично зупиниться (зпрацьовує співпала з кінцем зубчатої цанги 20. Потім шпинкінцевий вимикач, не вказаний у кресленні). дель 26 супорта 25 закріплюється поворотом замка 27, а піноль 19 - маховиком 32, разом із шпинОбточку наплавленої цапфи 4 до діаметра D делем 18 переміщується горизонтально так, щоб проводять торцевою фрезою 3 закріпленою на зубчата цанга 20 щільно увійшла в центровий отдержаку 1. вір правої цапфи тріангеля 21. Внутрішній діаметр торцевої фрези 16, має Після цього піноль 19 через зубчату передачу розмір D, що дозволяє, одночасно з обточкою, з'єднується з відомою піноллю 9, на якій зацентрувати цапфу тріангеля 21. кріплений зварювальний мундштук 6. Торцеві фрези, виготовлені з матеріалу Р 18, є Водило 22, якщо воно не було закріплене на на вагоноремонтних підпрємставах, але, нашпинделі 3 передньої бабки 1, необхідно засправді, внутрішній їх розмір значно менший за кріпити. Для цього, обертають конусну голівку 21 діаметр D. В умовах підприємств ці фрези необв результаті - водило 22 та шпиндель 3 надійно хідно відпустити, розточити до потрібного діаметру з'єднується. В цьому випадку фіксатор 24 повинен D і знову її загартувати. Фреза готова до роботи. бути виведений із зцепки з водилом 22. 10318 Потім вмикають подачу холостого ходу: голівку 15 відводять у кінцеве ліве положення і встановлюють на неї леркодержак 17, знову вмикають привід 2 і на малій подачі починають нарізку різьби. Потім подачу вимикають, а нарізка різьби виконується автоматично. Аналогічним способом обробляється права цапфа, після чого тріангель 21 знімають з установки. Так, за допомогою запропонованої установки, запроваджується виконання операцій з механічної обробки та наплавки цапф з однієї установки тріангелів, що дає можливість зменшити енергетичні витрати, забезпечити збереження сверлильного інструменту (сверл), підвищити якість різьби, здешевити вартість ремонту та підняти безпеку руху поїздів. Обробка наплавленого металу торцевою фрезою та центрування цапфи дає змогу стабілізувати сам процесе, виключити удари, підняти точність обробки. Постановка в шплінтовочний отвір мідного стержню дозволяє зберегти отвір. Стержень вибирають довжиною, що дорівнює зовнішньому діаметру різьби. Під час наплавлення мідь не зварюється з основним та наплавляючим металом, а також, якщо цей метал виходить за межі довжини стержня, то стержень не заплавляеться і його видно. Заявлений спосіб дозволяє вилучити джерело вібрації, покращити умови праці, підняти якість ремонту тріангелів, збільшити продуктивність праці, зменшити витрати при ремонті тріангеля. б 9 Б-Б 4 20 p 15 /16 >1' U Фіг. 1 Фіг. 5 16 22 Фіг. З Комп'ютерна верстка М. Клюкін Фіг. б Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП "Український інститут промислової власності", вул. Глазунова, 1, м. Київ - 4 2 , 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for restoring the pins of brake beams of brake linkage railroad cars
Автори англійськоюPanasenko Vitalii Yakovych
Назва патенту російськоюСпособ восстановления цапф триангелей тормозной рычажной передачи вагонов
Автори російськоюПанасенко Виталий Яковлевич
МПК / Мітки
МПК: B60S 5/00
Мітки: гальмівної, важільної, передачі, спосіб, відновлення, вагонів, цапф, тріангелів
Код посилання
<a href="https://ua.patents.su/4-10318-sposib-vidnovlennya-capf-triangeliv-galmivno-vazhilno-peredachi-vagoniv.html" target="_blank" rel="follow" title="База патентів України">Спосіб відновлення цапф тріангелів гальмівної важільної передачі вагонів</a>
Вузол надбудови приводу регулятору гальмової важільної передачі

Номер патенту: 8709
Опубліковано: 30.09.1996
Автори: Тужилкін Іван Івановіч, Соломатін Віктор Васильович, Лапандіна Валентина Іванівна, Юдін Вячеслав Анінович, Никитін Георгій Борисович, Лапандін В'ячеслав Дмитрович, Погребинський Михаіл Григорович
МПК: B61H 15/00
Мітки: надбудови, вузол, гальмової, регулятору, важільної, приводу, передачі
Формула / Реферат:
1. Узел настройки привода регулятора тормозной рычажной передачи, содержащий составную распорку регулируемой длины, один конец которой шарнирно установлен между щеками рычага тормозной передачи, а другой шарнирно связан с рычагом-упором регулятора, при этом распорка включает в себя резьбовой стержень, отличающийся тем, что, с целью повышения надежности, рычаг-упор выполнен состоящим из двух щек, составная распорка снабжена втулкой, на...
Спосіб відновлення працездатності зношеної зубчастої передачі приводу
Номер патенту: 57580
Опубліковано: 15.03.2005
Автори: Ратманов Едуард Владіміровіч, Сизранцев Владімір Ніколаєвіч, Розенберг Олег Олександрович, Рибак Валерій Якович, Півень Володимир Олександрович, Пащенко Володимир Олександрович, Маховський Юрій Олексійович, Сіліч Алєксандр Анатольєвіч, Бавикин Олександр Єгорович
МПК: B23F 9/00, B23F 5/00, B23P 6/00
Мітки: передачі, спосіб, зношеної, приводу, відновлення, зубчастої, працездатності
Формула / Реферат:
Екстрактор для одержання екстрактів з дикорослих трав складається з завантажувального бункера, штагеля та подрібнювача для подачі в робочу зону підготовленої сировини, шнекового пристрою для його переміщення, пристрою для подачі екстрагента, змішувача, бункер для відводу шроту та пристрою для відводу концентрату. При цьому на валу шнека, який має змінний крок, розташовані лопатки під фіксованим кутом до поверхні.
Пристрій відновлення синхронізації для синхронної цифрової ієрархічної системи передачі даних
Номер патенту: 45398
Опубліковано: 15.04.2002
Автор: Слатер Іаін Джеймс
Мітки: даних, цифрової, відновлення, системі, ієрархічної, синхронної, передачі, пристрій, синхронізації
Формула / Реферат:
1. Пристрій відновлення синхронізації для синхронної цифрової ієрархічної (SDH) системи передачі даних, за допомогою якого треті сторони можуть використовувати SDH канал, що містить вхід для прийому мультиплексованого сигналу модуля синхронної передачі (STM), схему (20) відновлення синхронізації для відновлення синхронізуючого сигналу з STM сигналу, демультиплексор (21) для демультиплексування STM сигналу на множину сигналів підпорядкованих...
Пристрій для накривання відкритих вагонів з високими стінками, зокрема для ширококолійних вагонів
Номер патенту: 9048
Опубліковано: 15.09.2005
Автор: Гомбош Ладіслав
МПК: B61D 39/00
Мітки: високими, ширококолійних, накривання, відкритих, стінками, пристрій, вагонів, зокрема
Формула / Реферат:
1. Пристрій для накривання відкритих вагонів з високими стінками, зокрема для ширококолійних вагонів, який відрізняється тим, що він складається з двох передніх панельних накриттів (1), принаймні двох панельних накриттів (2) та одного центрального панельного накриття (3), причому кожне з них має ґратчасту конструкцію (4), у якому передні панельні накриття (1) містять опорні поверхні (5), сформовані на їх трьох периферійних ділянках, і...
Система зважування залізничних вагонів і потягів у русі та спосіб ідентифікації вагонів і потягів у русі в процесі зважування
Номер патенту: 57536
Опубліковано: 16.06.2003
Автори: Паценкер Борис Львович, Яковлев Віталій Васильович, Немчин Олександр Федорович, Григоров Євген Владиславович
МПК: G01G 19/04
Мітки: русі, зважування, вагонів, система, потягів, ідентифікації, процесі, залізничних, спосіб
Формула / Реферат:
Спосіб виготовлення плівок халькогенідів металів, наприклад сульфіду цинку на підкладці полягає в тому, що всередині проточного реактора розміщують на вході кювету з хелатною металоорганічною сполукою, а на виході - підкладку. Пропускають через проточний реактор газ-носій. Нагрівають кювету до температури випаровування хелатної металоорганічної сполуки, а її пари за допомогою газу-носія транспортують до підкладки, яку перед цим додатково...
Попередній патент: Штамбовий віброударний струшувач плодів
Наступний патент: Спосіб одержання кільцевих заготовок з високоміцного чавуну вакуумним всмоктуванням
Випадковий патент: Лікувально-профілактичний та косметичний засіб з репаративною та протизапальною активністю