Верстат для полірування тонкостінних деталей типу тіл обертання
Формула / Реферат
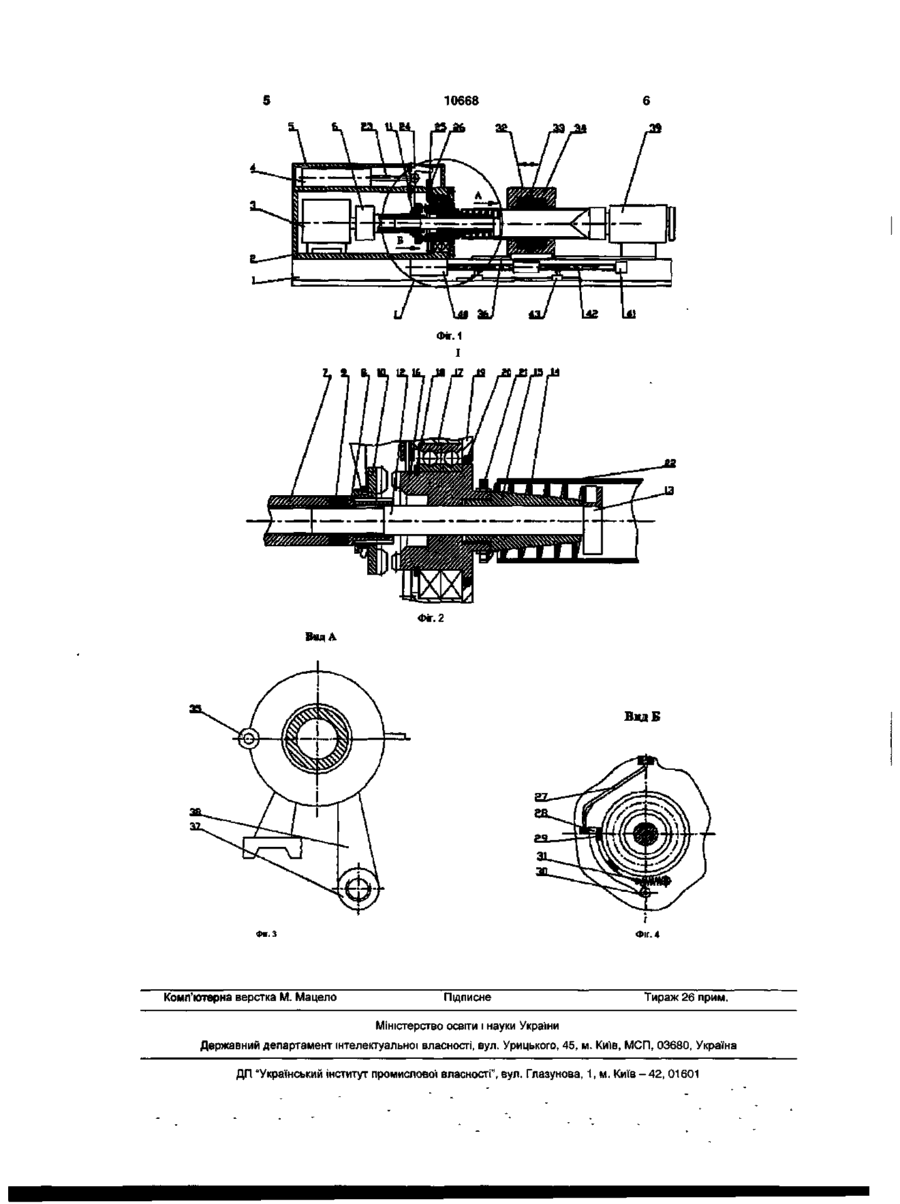
Верстат для полірування тонкостінних деталей типу тіл обертання, який виконаний у вигляді станини, шпиндельного вузла, механізмів приводу та затиску, супортів поздовжньої та поперечної подач з вилчастим коромислом, гідроприводу, шліфувальної та задньої бабок який відрізняється тим, що механізм затиску тонкостінних заготовок виконаний на базі шпиндельного вузла у вигляді пустотілого шпинделя, до кінця якого жорстко приєднаний вал-гайка, у внутрішній отвір якого з правого боку загвинчена тяга, на якій жорстко встановлена шліцьова втулка, між торцями пустотілого шпинделя і шліцьової втулки на тязі встановлені прокладки, а зовні на шліцах шліцьової втулки з можливістю осьового переміщення встановлена привідна шестірня із торцевими зубами, що є у взаємодії із вилчастим коромислом, на правому кінці тяги виконаний циліндричний виступ, який жорстко з'єднаний із гвинтовим затискним елементом, внутрішня поверхня якого виконана конічною, що зафіксований від осьового та радіального зміщення конусом, а другим кінцем конус загвинчений у корпусі затискного пристрою, на шліцах якого з можливістю осьового переміщення розміщене компенсуюче кільце, другим кінцем гвинтовий затискний елемент з можливістю осьового переміщення жорстко прикріплений до компенсуючого кільця, а по зовнішній поверхні гвинтовий затискний елемент є в контакті із тонкостінною деталлю, з другого боку з можливістю осьового переміщення розміщена полірувальна бабка, яка виконана у вигляді рознімного корпуса на петлях, всередині якого жорстко встановлені полірувальні накладки і рух якої обмежений кінцевими вимикачами.
Текст
Верстат для полірування тонкостінних деталей типу тіл обертання, який виконаний у вигляді станини, шпиндельного вузла, механізмів приводу та затиску, супортів поздовжньої та поперечної подач з вилчастим коромислом, гідроприводу, шліфувальної та задньої бабок який відрізняється тим, що механізм затиску тонкостінних заготовок виконаний на базі шпиндельного вузла у вигляді пустотілого шпинделя, до кінця якого жорстко приєднаний вал-гайка, у внутрішній отвір якого з правого боку загвинчена тяга, на якій жорстко встановлена шліцьова втулка, між торцями пустотілого шпинделя і шліцьової втулки на тязі встановлені прокладки, а зовні на шліцах шліцьової втул ки з можливістю осьового переміщення встановлена привідна шестірня із торцевими зубами, що є у взаємодії із вилчастим коромислом, на правому кінці тяги виконаний циліндричний виступ, який жорстко з'єднаний із гвинтовим затискним елементом, внутрішня поверхня якого виконана конічною, що зафіксований від осьового та радіального зміщення конусом, а другим кінцем конус загвинчений у корпусі затискного пристрою, на шліцах якого з можливістю осьового переміщення розміщене компенсуюче кільце, другим кінцем гвинтовий затискний елемент з можливістю осьового переміщення жорстко прикріплений до компенсуючого кільця, а по зовнішній поверхні гвинтовий затискний елемент є в контакті із тонкостінною деталлю, з другого боку з можливістю осьового переміщення розміщена полірувальна бабка, яка виконана у вигляді рознімного корпуса на петлях, всередині якого жорстко встановлені полірувальні накладки і рух якої обмежений кінцевими вимикачами. Корисна модель відноситься до світлотехнічної галузі і може мати широке використання в інших галузях промисловості. Відомий верстат для полірування тонкостінних деталей типу тіл обертання, який виконано у вигляді станини, шпиндельного вузла, механізмів приводу та затиску, супортів поздовжньої та поперечної подач з вилчастим коромислом, гідроприводу, шліфувальної та задньої бабок [Шлифовальные станки и их наладка. Г.Б. Лур'є, В.Н. Комиссаржевская. - М.: Высшая школа., 1972, рис.65]. Основним недоліком верстату є мала продуктивність праці та обмежені технологічні можливості. Задачою корисної моделі є підвищення продуктивності праці та розширення технологічних можливостей шляхом виконання верстату для полірування тонкостінних деталей типу тіл обертання, який виконано у вигляді станини, шпиндельного вузла, механізмів приводу та затиску, супортів поздовжньої та поперечної подач з вилчастим ко ромислом, гідроприводу, шліфувальної та задньої бабок, причому механізм затиску тонкостінних заготовок виконано на базі шпиндельного вузла у вигляді пустотілого шпинделя, до кінця якого жорстко приєднано вал-гайку, у внутрішній отвір якого із правої сторони, загвинчено тягу, на якій жорстко встановлено шліцьову втулку, а між торцями пустотілого шпинделя і шліцьової втулки на тязі встановлено прокладки, а ззовні на шліцах шліцьової втулки з можливістю осьового переміщення встановлена приводна шестерня із торцевими зубами, що є у взаємодії із вилчастим коромислом, а на правому кінці тяги виконано циліндричний виступ, який жорстко з'єднаний із гвинтовим затискним елементом, внутрішня поверхня якого виконана конічною, що зафіксований від осьового та радіального зміщення конусом, а другим кінцем конус загвинчено в корпусі затискного пристрою, на шліцах якого, з можливістю осьового переміщення, розміщене компенсуюче кільце, другим кінцем гвинтовий затискний елемент, з можливістю осьового переміщення, жорстко закріплений до компе 00 СО (О ^5 т™ р С ^ ^ 5Г ^ 10668 пуса 2 і підтискається пружиною 31. нсуючого кільця, а по зовнішній поверхні гвинтовий Тонкостінна деталь 22 по зовнішній поверхні затискний елемент є в контакті із тонкостінною контактує із полірувальною бабкою 32. Полірувадеталлю, з другого боку, з можливістю осьового льна бабка виконана в вигляді роз'ємного корпуса переміщення, розміщена полірувальна бабка, яка на петлях 33, в середині якого жорстко встановлевиконана у вигляді роз'ємного корпуса на петлях, ні полірувальні накладки 34, закріплені фіксаторавсередині якого жорстко встановлені полірувальні ми 35. Вона переміщується вздовж направляючої накладки і рух якої обмежено кінцевими вимика36 і приводиться в рух з допомогою різьбової втулчами. ки 37, що закріплена на стійці 38. Верстат для полірування тонкостінних деталей Тонкостінна деталь 22 підтискається заднім типу тіл обертання зображено на Фіг.1, Фіг.2 - вицентром 39. носний елемент І на Фіг.1, Фіг.З - вид А на Фіг.1, Фіг.4 - вид Б на Фіг 1. Переміщення полірувальної бабки здійснюєтьВерстат для полірування тонкостінних деталей ся двигуном 40, що кріпиться на опорі 41, шляхом типу тіл обертання виконано у вигляді станини 1 і обертання гвинтового валу 42, що переміщує різьзакріпленого на ній корпуса 2, в якому розміщений бову втулку 37. Хід полірувальної бабки обмежуелектродвигун 3. Зверху на корпусі розміщено гідється кінцевими вимикачами 43. ропривід 4, який захищений кожухом 5. На валу Верстат для полірування тонкостінних деталей електродвигуна розміщена запобіжне - компенсутипу тіл обертання працює наступним чином. юча муфта 6, до веденої півмуфти якої приєднано Тонкостінна деталь 22 вводиться в робочий пустотілий шпиндель з вал-гайкою 7, що виконана простір гвинтового затискного елемента 14, підтизбірною для забезпечення потрібного натягу шліскається заднім центром 39 і вмикається двигун 3. цьової втулки 8 на тязі за допомогою прокладок 9. Обертовий момент передається пустотілому шпиНа шліцах шліцьової втулки з можливістю осьовонделю з вал-гайкою 7, яка в свою чергу передає го переміщення розташована привідна шестерня із його тязі 12, а вона в сою чергу закручує гвинтовий торцевими зубами 10, що переміщується вилчасзатискний елемент 14 і затискає тонкостінну детим коромислом 11. таль 22. При досягненні певної величини сили затиску тяга 12 зупиняється, а пустотілий шпиндель Пустотілий шпиндель з вал-гайкою 7 входить в з вал-гайкою 7 продовжує обертатися, затягуючи різьбове зачеплення із тягою 12, на правому кінці тягу 12 із затиснутою тонкостінною деталлю 22 на якої виконано циліндричний виступ 13, який жорстконус 15, що розміщений у корпусі механізму затико з'єднано з гвинтовим затискним елементом 14, ску 16. Такий режим роботи досягається підбором внутрішня поверхня якого виконана конічною і фіккількості прокладок 9 для досягнення необхідного сується від осьового та радіального зміщення конатягу. При досягненні необхідної сили затиску нусом 15. Конус кріпиться з допомогою різьби до спрацьовує запобіжна муфта 6. корпуса механізму затиску 16, який має можливість обертання на кулькових підшипниках кочення При ввімкненні гідроприводу 4 повертається 17 і зафіксований пружним кільцем 18. Від дії завилчасте коромисло 11, яке вводить привідну шебруднень кулькові підшипники кочення 17 захищестерню із торцевими зубами 10 до зачеплення із ні кришкою 19 та сальником 20. зубчастим вінцем на корпусі механізму затиску 16, внаслідок чого обертання передасться деталі 22. Другим кінцем гвинтовий затискний елемент Одночасно із цим повертається натискне короми14 кріпиться до компенсуючого кільця 21, що песло 24, яке натискаючи на штовхач 25 відводить реміщується по шліцах корпуса механізму затиску скобу 28 із антифрикційними накладками 29 від 16 в осьовому напрямку. В робочий простір гвинконтакту із корпусом механізму затиску 16. Далі тового затискного елемента вводиться тонкостінна підводиться полірувальна бабка 32, виставляютьдеталь 22. ся кінцеві вимикачі 43 на розмір полірування і вмиВилчасте коромисло 11 приєднане до штока кається двигун 40. Після закінчення процесу полі23 гідроприводу 4. Одночасно до цього ж штока рування деталь 22 знімається. приєднане натискне коромисло 24, яке кріпиться на вісі в кожусі 5 і контактує із штовхачем 25, який Таким чином запропонована корисна модель переміщується у втулці 26, що кріпиться у корпусі забезпечує високу продуктивність праці та розши2. Зігнутий кінець 27 штовхача 25 впирається у рені технологічні можливості. площадку скоби 28, яка містить антифрикційні накладки 29. Сама скоба 28 кріпиться на вісі ЗО кор 10668 Л. Фіг. 1 І Фіг. 2 ВндБ Комп'ютерна верстка М. Мацело Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП "Український інститут промислової власності", вул. Глазунова, 1, м. Київ - 4 2 , 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMachine tool for polishing of thin-walled parts of the type of bodies of rotation
Автори англійськоюHenyk Ihor Stepanovych, Hevko Ihor Bohdanovych
Назва патенту російськоюСтанок для полировки тонкостенных деталей типа тел вращения
Автори російськоюГеник Игорь Степанович, Гевко Игорь Богданович
МПК / Мітки
МПК: B24D 5/00, B24B 29/00
Мітки: тонкостінних, полірування, верстат, типу, обертання, деталей, тіл
Код посилання
<a href="https://ua.patents.su/4-10668-verstat-dlya-poliruvannya-tonkostinnikh-detalejj-tipu-til-obertannya.html" target="_blank" rel="follow" title="База патентів України">Верстат для полірування тонкостінних деталей типу тіл обертання</a>
Пристрій для затиску тонкостінних деталей
Номер патенту: 45384
Опубліковано: 15.04.2002
Автори: Берестовий Анатолій Михайлович, Кохтенко Олександр Васильович
МПК: B23Q 3/06
Мітки: пристрій, деталей, тонкостінних, затиску
Формула / Реферат:
Пристрій для затиску тонкостінних деталей, що містить стояки з установленими на них рухливими упорами, підставку та розміщений в середині деталі з можливістю вертикального переміщення розпірний вузол з притискними елементами, який відрізняється тим, що розпірний вузол виконаний у вигляді півкілець, шарнірно з'єднаних з одного боку, а з другого боку їх кінці з'єднані гвинтовою розпіркою, при цьому по зовнішньому колу півкілець розташовані...
Віброупор для точіння тонкостінних циліндричних деталей
Номер патенту: 53657
Опубліковано: 17.02.2003
Автори: Бохонський Олександр Іванович, Пашков Євген Валентинович, Голубєв Олексій Вадимович
МПК: B23B 29/00, B23B 1/00, B23B 21/00
Мітки: деталей, віброупор, тонкостінних, циліндричних, точіння
Формула / Реферат:
Віброупор для точіння тонкостінних циліндричних деталей, що містить порожню штангу , на кінці якої з можливістю обертання встановлений ролик, який відрізняється тим, що ролик виконаний у вигляді багатошарового кільцевого п’єзоелектричного перетворювача, який встановлений з можливістю випромінювання у бік зовнішньої кільцевої накладки, яка контактує з деталлю, що обробляється, і закріплений на порожньому валу, який встановлений з можливістю...
Пристрій для левітаційної обробки точінням тонкостінних деталей
Номер патенту: 71021
Опубліковано: 15.11.2004
Автори: Бохонський Олександр Іванович, Вожжов Андрій Анатолійович, Потеряхін Валерій Борисович, Пашков Євген Валентинович
МПК: B23B 1/00, H02K 7/00, B23Q 3/15
Мітки: точінням, пристрій, обробки, левітаційної, тонкостінних, деталей
Формула / Реферат:
Пристрій для левітаційної обробки точінням тонкостінних деталей, який містить планшайбу, зовнішній статор з осердями і багатофазними обмотками, радіальну газову опору для оброблюваної деталі, яка утворена полюсними наконечниками статора, а також осьовий левітуючий газомагнітний упор у вигляді стакана, який відрізняється тим, що донна тонкостінна частина осьового упору, що має подвійні бокові стінки, розташована з зазором відносно полюсних...
Пристрій для левітаційного точіння тонкостінних циліндричних деталей
Номер патенту: 71019
Опубліковано: 15.11.2004
Автори: Потеряхін Валерій Борисович, Вожжов Андрій Анатолійович, Пашков Євген Валентинович
МПК: B23Q 3/15, B23B 1/00, F16C 32/04
Мітки: тонкостінних, деталей, левітаційного, циліндричних, точіння, пристрій
Формула / Реферат:
Пристрій для левітаційного точіння тонкостінних циліндричних деталей, який містить планшайбу, зовнішній статор з осердями і багатофазними обмотками, полюсні наконечники якого створюють радіальну газову опору, а також осьовий левітуючий газомагнітний упор, який відрізняється тим, що зовнішній, встановлений на планшайбі, статор виконано з двома рядками розташованих по колу осердь, охоплених фазними обмотками з послідовною коловою перестановкою...
Пристрій для токарної обробки тонкостінних циліндричних деталей
Номер патенту: 61992
Опубліковано: 15.12.2003
Автори: Кравчук Владислав Віталійович, Бохонський Олександр Іванович, Вожжов Андрій Анатолійович, Пашков Євген Валентинович
МПК: B23B 1/00
Мітки: деталей, тонкостінних, пристрій, токарної, циліндричних, обробки
Формула / Реферат:
Пристрій для токарної обробки тонкостінних циліндричних деталей, що містить корпус у вигляді чаші, статор з багатофазними обмотками, радіальну та осьові аеростатичні опори, який відрізняється тим, що внутрішня поверхня корпусу утворює замкнену радіальну аеростатичну опору, статором є його донна частина, в якій розміщено концентрично кільцеві осердя з полюсними наконечниками у вигляді співвісних зубців, розташованих радіально відносно осі...
Попередній патент: Спосіб маркування та ідентифікації матеріальних об’єктів
Наступний патент: Ендоскопічний коагулюючий інжектор
Випадковий патент: Спосіб спільного одержання розчину нітрату кальцію та нітрату амонію