Спосіб термообробки конструкційних вуглецевих і вуглецево-марганцевистих сталей
Номер патенту: 107161
Опубліковано: 25.05.2016
Автори: Сіренко Олена Леонідівна, Фельдман Вячеслав Євгенович, Бундюк Людмила Петрівна, Шимко Олексій Ігорович, Вислогузова Олена Олександрівна, Шумаков Володимир Федорович

Формула / Реферат
Спосіб термообробки конструкційних вуглецевих і вуглецево-марганцевистих сталей, при якому виконують нагрівання на температуру аустенітизації Ас3+20-40 °C, охолоджують в печі, а також нагрівають і витримують при субкритичних температурах 640-660 °C, який відрізняється тим, що перед нагріванням на температуру аустенітизації виконують переохолодження виковок після кування до температури 350-400 °C, а після нагрівання - охолоджують в печі з примусовим охолодженням до температури 250-300 °C.
Текст
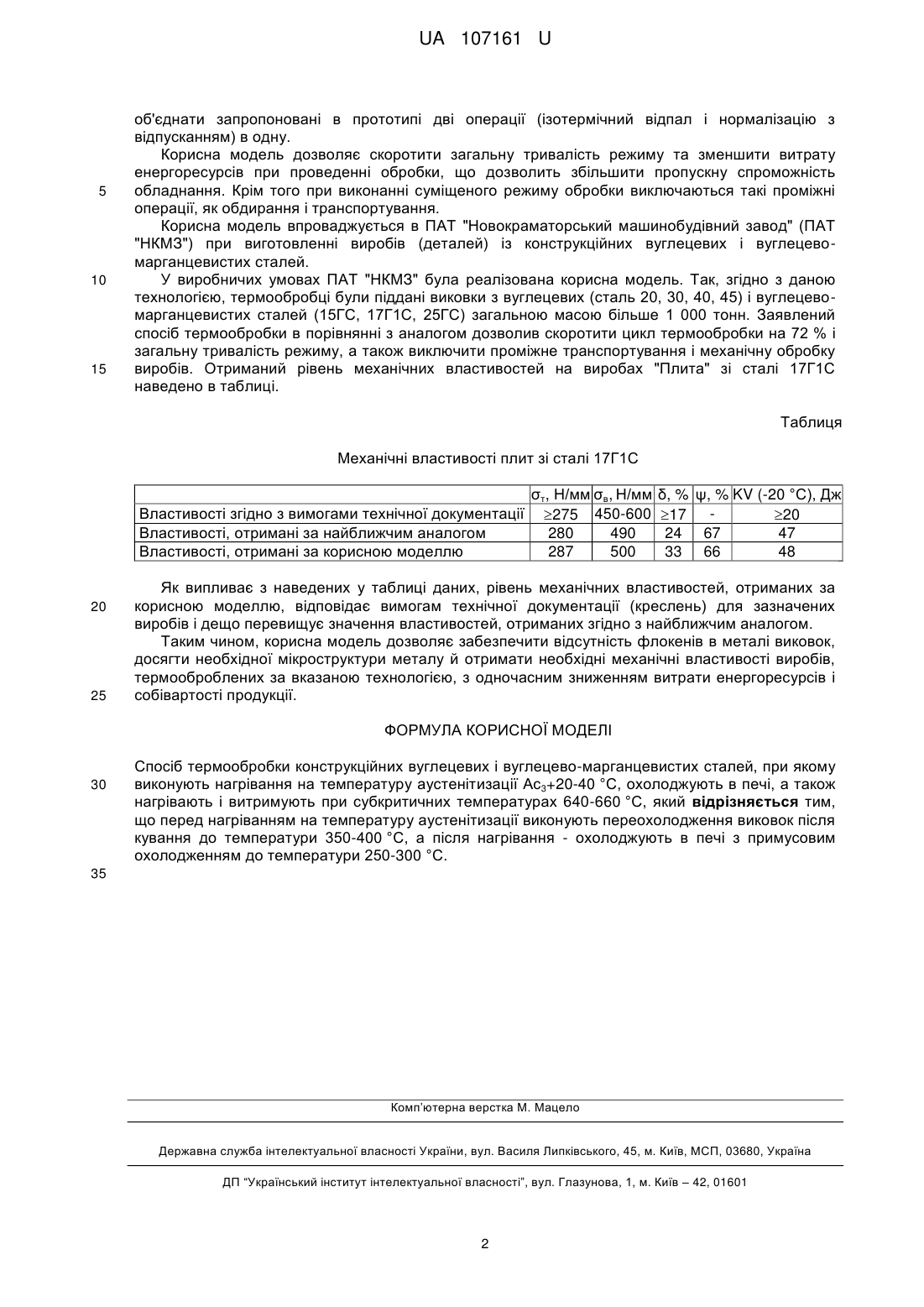
Реферат: Спосіб термообробки конструкційних вуглецевих і вуглецево-марганцевистих сталей, при якому виконують нагрівання на температуру аустенітизації Ас 3+20-40 °C, охолоджують в печі, а також нагрівають і витримують при субкритичних температурах 640-660 °C. Перед нагріванням на температуру аустенітизації виконують переохолодження виковок після кування до температури 350-400 °C. Після нагрівання - охолоджують в печі з примусовим охолодженням до температури 250-300 °C. UA 107161 U (12) UA 107161 U UA 107161 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до металургії та термічної обробки заготовок, а саме - відпалу з нормалізацією виковок перерізом понад 800 мм із конструкційних вуглецевих і вуглецевомарганцевистих сталей із вмістом вуглецю до 0,5 %. Найближчим аналогом до корисної моделі є спосіб термообробки заготовок із конструкційних вуглецевих і вуглецево-марганцевистих сталей, що полягає у послідовному виконанні режимів ізотермічного відпалу та нормалізації з відпусканням [Термическая обработка в машиностроении. Справочник / Под ред. Лахтина Ю.М.; Рахштадта А.Г. М.: Машиностроение, 1980, 783 с; стр. 633-637]. Даний спосіб характеризується наявністю наступних ознак. При проведенні ізотермічного відпалу, направленого на видалення водню з металу виковок, передбачається: - копеж при температурі t1=550-650 °C; - нагрів на температуру аустенітизації Ас3+20-40 °C; - охолодження в печі з відкритими кришками та шиберами до температури 300-350 °C; - витримка при температурі 300-350 °C; - нагрівання та витримка при субкритичних температурах 640-660 °C із наступним охолодженням у печі до температури металу 150 °C. При проведенні нормалізації, спрямованої на забезпечення необхідного рівня властивостей металу заготовок, передбачається: - два попередніх підігріви (t1=450 °C, t2=650 °C); - нагрівання на температуру аустенітизації 820-920 °C; - охолодження на повітрі до температури 300-400 °C; - високотемпературне відпускання при температурі 400-680 °C із наступним охолодженням в закритій ямі. Недоліком найближчого аналога є підвищені енерговитрати внаслідок значної тривалості виконання режиму термообробки. В основу корисної моделі поставлена задача створення способу термообробки конструкційних вуглецевих і вуглецево-марганцевистих сталей, застосування якого дозволить знизити собівартість виковок з одночасним отриманням необхідного рівня властивостей металу. Поставлена задача вирішується за рахунок технічного результату, що полягає в забезпеченні необхідного рівня механічних властивостей сталі та необхідної мікроструктури металу виковок. Експериментальним шляхом встановлено, що для досягнення зазначеного технічного результату при термічній обробці необхідне виконання наступних технологічних операцій: - переохолодження після кування до температури 350-400 °C; - нагрів на температуру аустенітизації Ас3+20-40 °C; - охолодження в печі з примусовим охолодженням до температури 250-300 °C; - нагрівання і витримка при субкритичних температурах 640-660 °C. Поставлена задача вирішується тим, що виконують нагрівання на температуру аустенітизації Ас3+20-40 °C, охолодження в печі, а також нагрівання і витримку при субкритичних температурах 640-660 °C, згідно з корисною моделлю, перед нагріванням на температуру аустенітизації виконують переохолодження виковок після кування до температури 350-400 °C, а після нагрівання - охолодження в печі з примусовим охолодженням до температури 250-300 °C. Переохолодження виковок після кування перед наступною перекристалізацією до температури 350-400 °C, замість раніше виконуваного колежу при температурі 550-650 °C, забезпечує повний розпад аустеніту по перерізу виковок із конструкційних вуглецевих і вуглецево-марганцевистих сталей перерізом понад 800 мм. Охолодження в печі з примусовим охолодженням із температури аустенітизації до температури 250-300 °C дає можливість формування рівномірної структури по всьому перерізу великогабаритних виковок. Поєднання ізотермічної витримки при субкритичних температурах 640-660 °C, застосовуваної як противофлокенної обробки, з відпусканням після нормалізації дозволяє забезпечити необхідний рівень властивостей сталей, аналогічний одержуваному після роздільно виконуваних режимів, а також забезпечити видалення активного розчиненого водню в поверхневих шарах і його перерозподіл у центральних зонах виковок. Виконання корисної моделі дозволяє отримати необхідний рівень механічних властивостей заготовок із конструкційних вуглецевих і вуглецево-марганцевистих сталей перерізом понад 800 мм (зокрема, отримати категорію міцності КП 275 згідно з ГОСТ 8479-70 "Поковки из конструкционной углеродистой и легированной стали"), при цьому виключити виконання одного високотемпературного нагріву на температуру аустенітизації та відпускання, що дозволить 1 UA 107161 U 5 10 15 об'єднати запропоновані в прототипі дві операції (ізотермічний відпал і нормалізацію з відпусканням) в одну. Корисна модель дозволяє скоротити загальну тривалість режиму та зменшити витрату енергоресурсів при проведенні обробки, що дозволить збільшити пропускну спроможність обладнання. Крім того при виконанні суміщеного режиму обробки виключаються такі проміжні операції, як обдирання і транспортування. Корисна модель впроваджується в ПАТ "Новокраматорський машинобудівний завод" (ПАТ "НКМЗ") при виготовленні виробів (деталей) із конструкційних вуглецевих і вуглецевомарганцевистих сталей. У виробничих умовах ПАТ "НКМЗ" була реалізована корисна модель. Так, згідно з даною технологією, термообробці були піддані виковки з вуглецевих (сталь 20, 30, 40, 45) і вуглецевомарганцевистих сталей (15ГС, 17Г1С, 25ГС) загальною масою більше 1 000 тонн. Заявлений спосіб термообробки в порівнянні з аналогом дозволив скоротити цикл термообробки на 72 % і загальну тривалість режиму, а також виключити проміжне транспортування і механічну обробку виробів. Отриманий рівень механічних властивостей на виробах "Плита" зі сталі 17Г1С наведено в таблиці. Таблиця Механічні властивості плит зі сталі 17Г1С Властивості згідно з вимогами технічної документації Властивості, отримані за найближчим аналогом Властивості, отримані за корисною моделлю 20 25 σт, Н/мм σв, Н/мм 275 450-600 280 490 287 500 δ, % ψ, % KV (-20 °C), Дж 17 20 24 67 47 33 66 48 Як випливає з наведених у таблиці даних, рівень механічних властивостей, отриманих за корисною моделлю, відповідає вимогам технічної документації (креслень) для зазначених виробів і дещо перевищує значення властивостей, отриманих згідно з найближчим аналогом. Таким чином, корисна модель дозволяє забезпечити відсутність флокенів в металі виковок, досягти необхідної мікроструктури металу й отримати необхідні механічні властивості виробів, термооброблених за вказаною технологією, з одночасним зниженням витрати енергоресурсів і собівартості продукції. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 30 Спосіб термообробки конструкційних вуглецевих і вуглецево-марганцевистих сталей, при якому виконують нагрівання на температуру аустенітизації Ас3+20-40 °C, охолоджують в печі, а також нагрівають і витримують при субкритичних температурах 640-660 °C, який відрізняється тим, що перед нагріванням на температуру аустенітизації виконують переохолодження виковок після кування до температури 350-400 °C, а після нагрівання - охолоджують в печі з примусовим охолодженням до температури 250-300 °C. 35 Комп’ютерна верстка М. Мацело Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
МПК / Мітки
Мітки: вуглецево-марганцевистих, конструкційних, вуглецевих, термообробки, сталей, спосіб
Код посилання
<a href="https://ua.patents.su/4-107161-sposib-termoobrobki-konstrukcijjnikh-vuglecevikh-i-vuglecevo-margancevistikh-stalejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб термообробки конструкційних вуглецевих і вуглецево-марганцевистих сталей</a>
Спосіб термообробки інструментальних вуглецевих і низьколегованих сталей
Номер патенту: 51137
Опубліковано: 15.11.2002
Автор: Малінов Леонід Соломонович
МПК: C21D 1/06
Мітки: вуглецевих, спосіб, низьколегованих, термообробки, сталей, інструментальних
Формула / Реферат:
Спосіб термообробки інструментальних вуглецевих і низьколегованих сталей, який включає об'ємне гартування в поєднанні з низьким відпуском і наступне поверхневе гартування з використанням джерела концентрованої енергії, який відрізняється тим, що об'ємне гартування проводять з нагрівом на 130-180°С вище температури Ас1, а низький відпуск здійснюють протягом 2-3 год.
Спосіб термообробки високовуглецевих марганцевистих аустенітових сталей
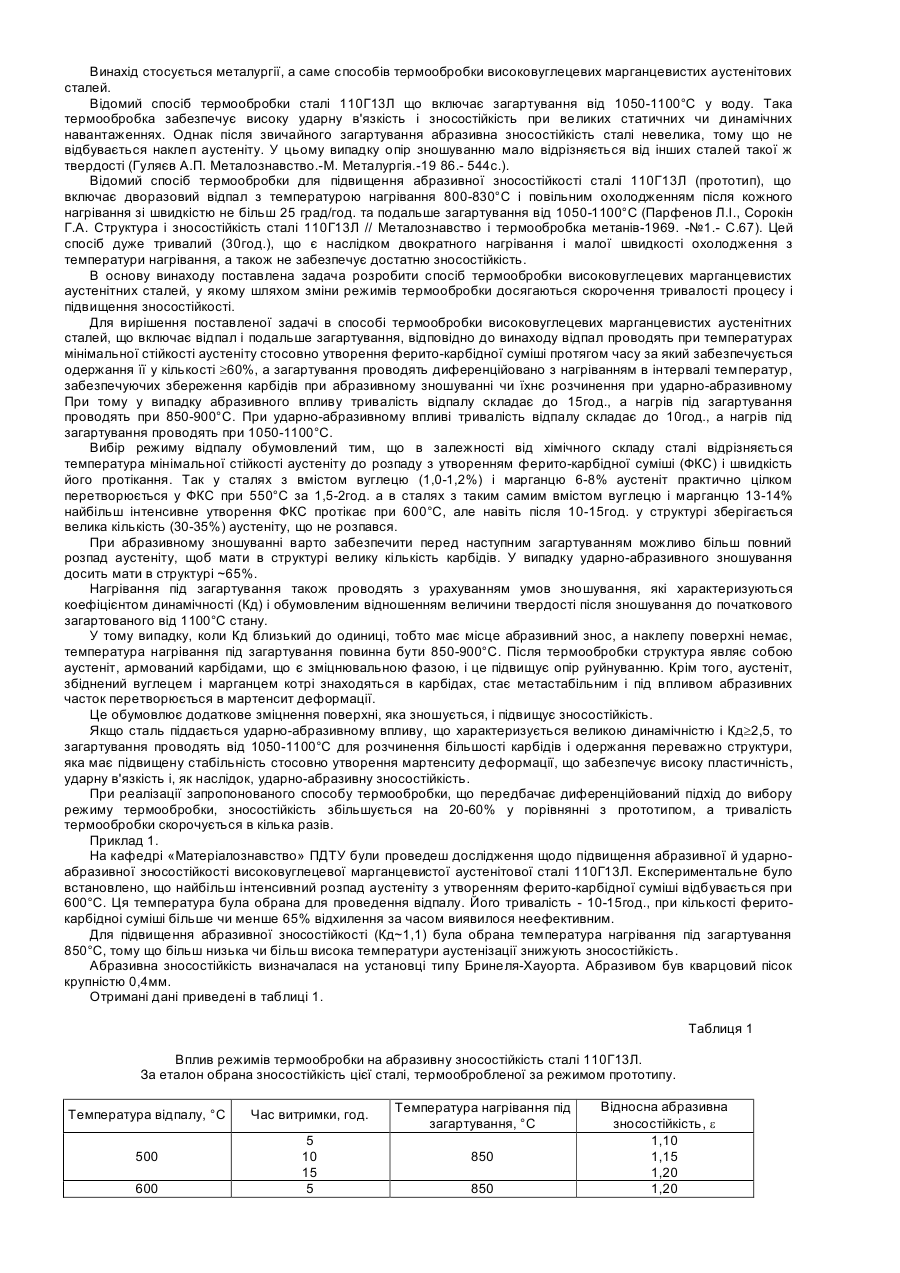
Номер патенту: 65978
Опубліковано: 15.04.2004
Автор: Малінов Леонід Соломонович
МПК: C21D 1/00
Мітки: аустенітових, сталей, високовуглецевих, термообробки, марганцевистих, спосіб
Формула / Реферат:
1. Спосіб термообробки високовуглецевих марганцевистих аустенітових сталей, що включає відпал і подальше загартування, який відрізняється тим, що відпал проводять при температурах мінімальної стійкості аустеніту стосовно утворення феритокарбідної суміші протягом часу, за який забезпечується одержання її у кількості не менше 60%, а загартування проводять диференційовано з нагріванням в інтервалі температур, забезпечуючих збереження карбідів...
Спосіб контролю оптимального числа циклів термообробки при термоциклічній обробці конструкційних сталей
Номер патенту: 41390
Опубліковано: 25.05.2009
Автори: Стецишин Мирослав Степанович, Береговий Андрій Іванович
МПК: C21D 1/78
Мітки: термоциклічній, сталей, числа, циклів, оптимального, термообробки, конструкційних, обробці, спосіб, контролю
Формула / Реферат:
Спосіб контролю оптимального числа циклів термообробки при термоциклічній обробці конструкційних сталей, який базується на визначенні кількості термоциклів, який відрізняється тим, що в 3%-му розчині хлориду натрію потенціостатом знімають кінетику зміни потенціалу в часі після маятникової та середньотемпературної термоциклічної обробки, при цьому записують криві φ-τ та проводять аналіз цих кривих, який показує, що при оптимальному...
Спосіб обробки зварних виробів із конструкційних сталей
Номер патенту: 89432
Опубліковано: 25.01.2010
Автори: Савицький Михайло Михайлович, Кулик Віктор Михайлович
МПК: C21D 1/78, B23K 7/00, B21C 37/08, C21D 9/50
Мітки: обробки, конструкційних, сталей, виробів, спосіб, зварних
Формула / Реферат:
1. Спосіб обробки зварних виробів із конструкційних сталей, що включає аустенітизацію при нагріванні вище Ас3 і загартування при охолодженні зі швидкістю вище критичної та відпуск при нагріванні нижче Ас1, який відрізняється тим, що перед відпуском, зокрема перед аустенітизацією і загартуванням, виконують абразивне видалення підсилення швів та поверхневих дефектів з однієї або двох сторін стикових з'єднань.2. Спосіб за п. 1, який...
Спосіб термообробки низьковуглецевих низьколегованих сталей
Номер патенту: 87468
Опубліковано: 10.02.2014
Автори: Бурова Дар'я Володимирівна, Малінов Леонід Соломонович
МПК: C21D 1/18, C21D 1/78, C21D 1/09, C21D 1/06
Мітки: термообробки, спосіб, низьковуглецевих, низьколегованих, сталей
Формула / Реферат:
1. Спосіб термообробки низьковуглецевих низьколегованих сталей, що включає нагрів в міжкритичному між Ас1 і Ас3 інтервалі температур (МКІТ), подальше охолодження у воді, який відрізняється тим, що сталь попередньо нагрівають до температури Ас3+(30-50 °С), витримують 1-2 хв./мм і охолоджують у воді.2. Спосіб за п. 1, який відрізняється тим, що охолодження у воді після нагрівання і витримки в МКІТ проводять до температури бейнітного...
Попередній патент: Система відображення інформації про місцезнаходження та рух об’єкта моніторингу на електронній карті в навігаційних сервісах моніторингу транспорту
Наступний патент: Спосіб лікування органічних депресивних розладів у дорослих хворих
Випадковий патент: Пристрій для комутації електричного кола