Спосіб термічної обробки виробів з інструментальної сталі
Номер патенту: 109302
Опубліковано: 10.08.2015
Автори: Бобирь Сергій Володимирович, Дордіенко Олександр Миколаєвич, Жарков Іван Павлович, Крот Павло Вікторович

Формула / Реферат
Спосіб термічної обробки виробів з інструментальної сталі, що передбачає попередню підготовку структури сталевого виробу, а саме гартування у маслі від температури 890 °С, обробку холодом та низький відпуск, який відрізняється тим, що обробку холодом виконують одноразово шляхом регламентованого охолодження зі швидкістю 0,5-2,0 °C/хв у середовищі газоподібного азоту до температури -(180-190) °С, потім виріб витримують 0,5-2,0 години у рідкому азоті, нагрівають до температури відпуску на повітрі, а низький відпуск виконують при температурі +(150-270) °С.
Текст
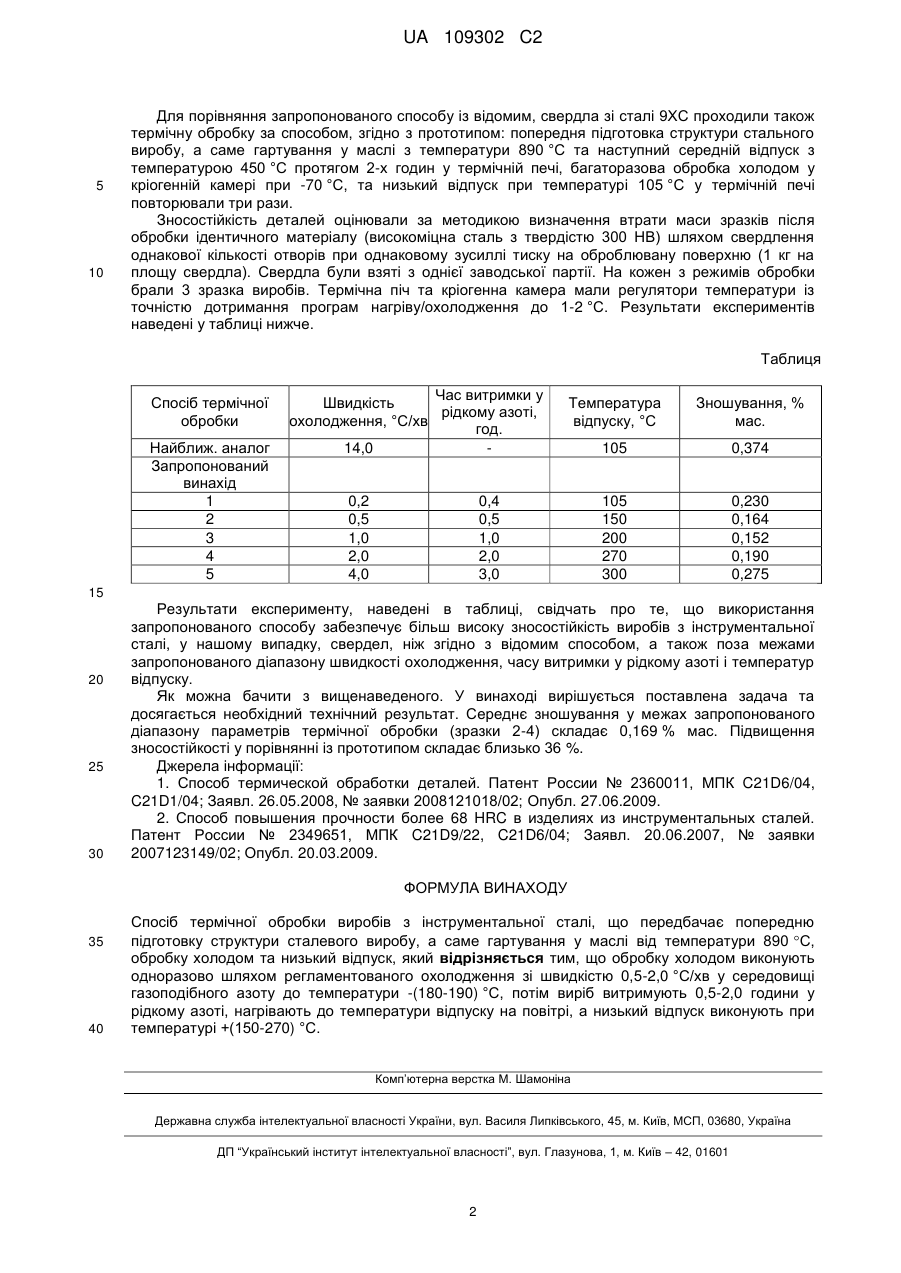
Реферат: Винахід належить до галузі металургії та машинобудування, а саме - до способу термічної обробки виробів з інструментальної сталі і може бути використаний для виготовлення ріжучого інструмента та зносостійких деталей металургійного обладнання, таких як штампи, валки, калібри та ін. Спосіб передбачає попередню підготовку структури сталевого виробу шляхом гартування у маслі від температури 890 С, обробку холодом та низький відпуск, причому обробку холодом виконують одноразово шляхом регламентованого охолодження зі швидкістю 0,5-2,0 °C/хв у середовищі газоподібного азоту до температури -(180-190) °С, потім виріб витримують 0,5-2,0 години в рідкому азоті, нагрівають до температури відпуску на повітрі, а низький відпуск виконують при температурі +(150-270) °С. Винахід забезпечує підвищення рівня зносостійкості виробів з інструментальної сталі. UA 109302 C2 (12) UA 109302 C2 UA 109302 C2 5 10 15 20 25 30 35 40 45 50 55 Винахід належить до галузі металургії та машинобудування і може бути використаний для виготовлення ріжучого інструмента, та зносостійких деталей металургійного обладнання, таких як штампи, валки, калібри та ін. Відомий спосіб термічної обробки деталей [1], що включає обробку холодом в середовищі рідкого азоту при температурі -(150÷269) °С з одночасною дією на деталі імпульсними механічними коливаннями з амплітудою до 3 мм та імпульсним електромагнітним полем з напруженням до 250 кА/м. Недоліком цього способу є його складність та необхідність використання крім кріогенного ще й вартісного магнітоімпульсного обладнання. Найбільш близьким до запропонованого способу за технічною суттю та отримуваним результатом є відомий спосіб [2], що передбачає попередню підготовку структури сталевого виробу, а саме гартування в маслі від температури 890 °С, багаторазову обробку холодом, та низький відпуск. Попередня підготовка структури складається з гартування з температури 890 °C (Асm+10÷20 °C) та наступному середньому відпуску з температурою 400-480 °C протягом 1-6 годин. Гартування виконують у маслі або через воду в масло з наступною обробкою холодом при -70 °C і низьким відпуском при температурах +(100÷120) °С. Обробку холодом повторюють від двох до шести раз. Недоліком відомого способу є недостатня якість виробів. В основу винаходу поставлено задачу удосконалення способу термічної обробки виробів з інструментальної сталі. Поставлена задача вирішується тим, що в способі [2], що передбачає попередню підготовку структури сталевого виробу, а саме гартування в маслі від температури 890 °С, багаторазову обробку холодом, та низький відпуск, обробку холодом виконують спочатку шляхом регламентованого охолодження із швидкістю 0,5-2,0 °C/хв у середовищі газоподібного азоту до температури -(180÷190) °С, потім виріб витримують 0,5-2,0 годин в рідкому азоті, далі нагрівають до температури відпуску на повітрі, а низький відпуск виконують при температурі +(150÷270) °С. Технічний результат, який буде одержано при використанні запропонованого способу, полягає в підвищенні рівня зносостійкості виробів з інструментальної сталі і який досягається тим, що обробку холодом виконують одноразово шляхом регламентованого охолодження зі швидкістю 0,5-2,0 °С/хв у середовищі газоподібного азоту до більш низьких температур (180÷190) °С, потім виріб витримують 0,5-2,0 год. В рідкому азоті, нагрівають до температурі відпуску на повітрі, а низький відпуск виконують при температурі +(150÷270) °С. Суть запропонованого способу полягає в наступному. Обробка холодом шляхом регламентованого охолодження зі швидкістю 0,5-2,0 °C/хв у середовищі газоподібного азоту до температури -(180÷190) °С дозволяє запобігти виникненню градієнтів температури та значних внутрішніх напружень в матеріалі виробу. Зменшення швидкості охолодження менш ніж 0,5 °C/хв суттєво збільшує час обробки, не впливаючи на якість виробів. Перевищення швидкості охолодження більш ніж 2,0 °C/хв призводить до виникнення значних внутрішніх напружень та утворення мікротріщин в матеріалі виробів, що знижують їх зносостійкість та міцність. Витримка виробів в рідкому азоті сприяє більш повному або остаточному перетворенню залишкового аустеніту в мартенсит, при цьому зменшення часу витримки менш ніж 0,5 години не дозволяє отримати значний ступінь перетворення аустеніту, а збільшення часу витримки більш ніж 2,0 год. не приводить до додаткового утворення мартенситу. Відпуск дозволяє запобігти руйнуванню виробів внаслідок впливу внутрішніх напружень, що виникли після нагріву виробів на повітрі. Відпуск при температурі нижчій ніж 150 °C,не дозволяє зняти всі внутрішні напруження в матеріалі виробу. Перевищення температури відпуску більш ніж 270 °C призводить до зменшення твердості та зносостійкості виробів. Приклад. Реалізацію запропонованого способу виконали на свердлах зі сталі 9ХС, що проходили термічну обробку за схемою: попередня підготовка структури стального виробу, а саме, гартування у маслі з температури 890 °C, потім одноразова кріогенна обробка шляхом регламентованого охолодження у кріогенній камері зі швидкістю 0,5-2,0 °C/хв у середовищі газоподібного азоту до температури -(180÷190) °С, витримка 0,5-2,0 години у рідкому азоті, нагрів до температури відпуску на повітрі та низький відпуск при температурі 150 °C у термічній печі. Обробку холодом та низький відпуск зробили з різними параметрами на п'ятьох зразках № 1-5. Зразки № 2-4 обробляли за параметрами запропонованого способу, а зразки № 1 та № 5 обробляли за параметрами, що виходять за нижчу та верхню межі параметрів запропонованого способу відповідно. 1 UA 109302 C2 5 10 Для порівняння запропонованого способу із відомим, свердла зі сталі 9ХС проходили також термічну обробку за способом, згідно з прототипом: попередня підготовка структури стального виробу, а саме гартування у маслі з температури 890 °C та наступний середній відпуск з температурою 450 °C протягом 2-х годин у термічній печі, багаторазова обробка холодом у кріогенній камері при -70 °C, та низький відпуск при температурі 105 °C у термічній печі повторювали три рази. Зносостійкість деталей оцінювали за методикою визначення втрати маси зразків після обробки ідентичного матеріалу (високоміцна сталь з твердістю 300 НВ) шляхом свердлення однакової кількості отворів при однаковому зусиллі тиску на оброблювану поверхню (1 кг на площу свердла). Свердла були взяті з однієї заводської партії. На кожен з режимів обробки брали 3 зразка виробів. Термічна піч та кріогенна камера мали регулятори температури із точністю дотримання програм нагріву/охолодження до 1-2 °C. Результати експериментів наведені у таблиці нижче. Таблиця Спосіб термічної обробки Найближ. аналог Запропонований винахід 1 2 3 4 5 Час витримки у Швидкість рідкому азоті, охолодження, °C/хв год. 14,0 0,2 0,5 1,0 2,0 4,0 Температура відпуску, °C Зношування, % мас. 105 0,374 105 150 200 270 300 0,230 0,164 0,152 0,190 0,275 0,4 0,5 1,0 2,0 3,0 15 20 25 30 Результати експерименту, наведені в таблиці, свідчать про те, що використання запропонованого способу забезпечує більш високу зносостійкість виробів з інструментальної сталі, у нашому випадку, свердел, ніж згідно з відомим способом, а також поза межами запропонованого діапазону швидкості охолодження, часу витримки у рідкому азоті і температур відпуску. Як можна бачити з вищенаведеного. У винаході вирішується поставлена задача та досягається необхідний технічний результат. Середнє зношування у межах запропонованого діапазону параметрів термічної обробки (зразки 2-4) складає 0,169 % мас. Підвищення зносостійкості у порівнянні із прототипом складає близько 36 %. Джерела інформації: 1. Способ термической обработки деталей. Патент России № 2360011, МПК C21D6/04, C21D1/04; Заявл. 26.05.2008, № заявки 2008121018/02; Опубл. 27.06.2009. 2. Способ повышения прочности более 68 HRC в изделиях из инструментальных сталей. Патент России № 2349651, МПК C21D9/22, C21D6/04; Заявл. 20.06.2007, № заявки 2007123149/02; Опубл. 20.03.2009. ФОРМУЛА ВИНАХОДУ 35 40 Спосіб термічної обробки виробів з інструментальної сталі, що передбачає попередню підготовку структури сталевого виробу, а саме гартування у маслі від температури 890 С, обробку холодом та низький відпуск, який відрізняється тим, що обробку холодом виконують одноразово шляхом регламентованого охолодження зі швидкістю 0,5-2,0 °C/хв у середовищі газоподібного азоту до температури -(180-190) °С, потім виріб витримують 0,5-2,0 години у рідкому азоті, нагрівають до температури відпуску на повітрі, а низький відпуск виконують при температурі +(150-270) °С. Комп’ютерна верстка М. Шамоніна Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
МПК / Мітки
Мітки: обробки, інструментальної, виробів, термічної, спосіб, сталі
Код посилання
<a href="https://ua.patents.su/4-109302-sposib-termichno-obrobki-virobiv-z-instrumentalno-stali.html" target="_blank" rel="follow" title="База патентів України">Спосіб термічної обробки виробів з інструментальної сталі</a>
Спосіб термічної обробки інструментальної сталі
Номер патенту: 81166
Опубліковано: 25.06.2013
Автори: Тумко Олександр Миколайович, Волчок Іван Петрович, Пересаденко Ольга Віталіївна, Мітяєв Олександр Анатолійович
МПК: C21D 6/00
Мітки: спосіб, обробки, інструментальної, термічної, сталі
Формула / Реферат:
Спосіб термічної обробки інструментальної сталі, що включає охолодження сталі за допомогою вентилятора на повітрі, який відрізняється тим, що початкова температура термічної обробки сталі починається з температури кінця гарячого деформування, причому охолодження до 1000 °C здійснюється з неконтрольованою швидкістю, а охолодження з 1000 °C до 700 °C здійснюється з контрольованою середньою швидкістю 50±5 °C/хв., далі від...
Спосіб термічної обробки сталі
Номер патенту: 57152
Опубліковано: 16.06.2003
Автор: КОТРЕЧКО ОЛЕКСІЙ ОЛЕКСІЙОВИЧ
МПК: C21D 1/78
Мітки: спосіб, сталі, термічної, обробки
Формула / Реферат:
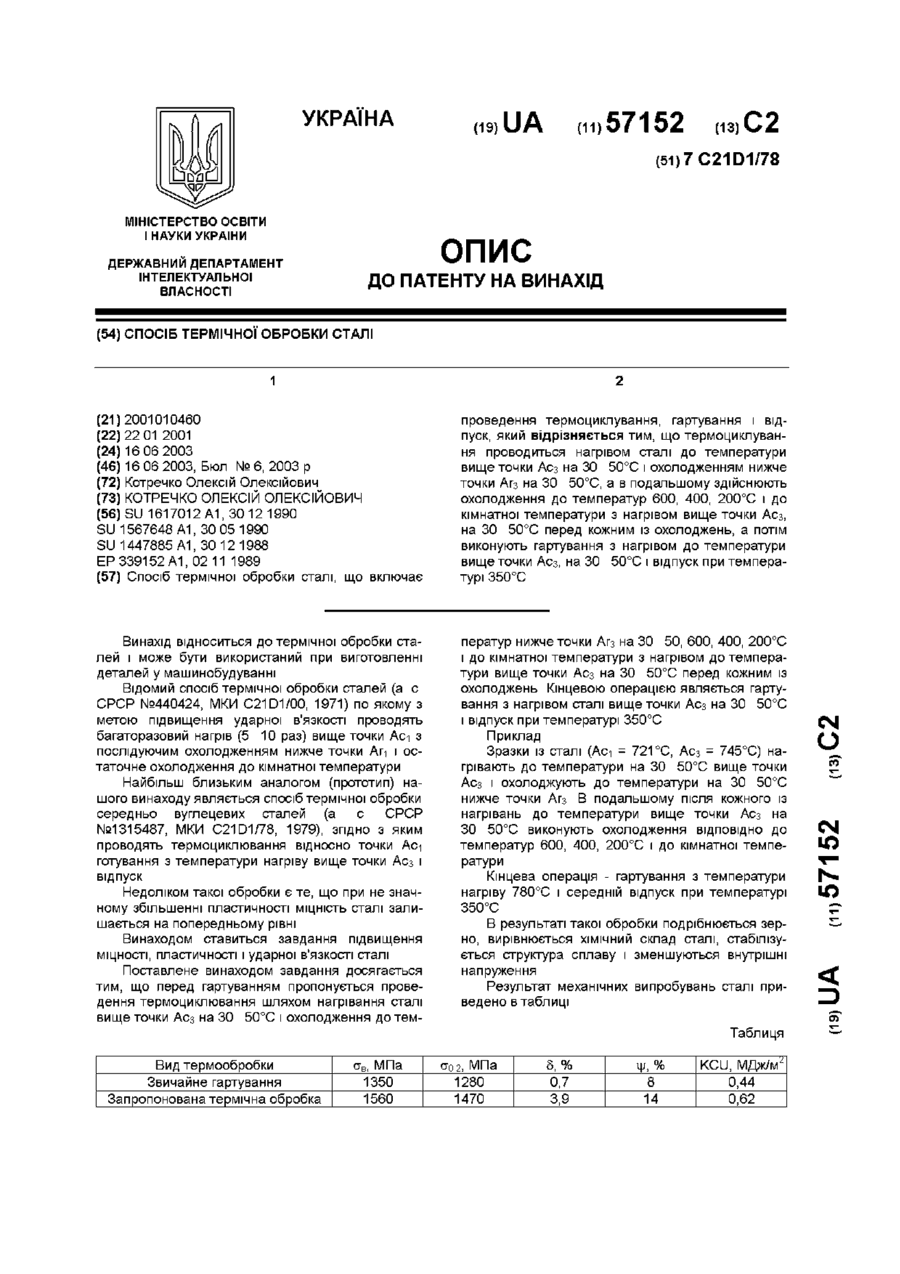
Спосіб термічної обробки сталі, що включає проведення термоциклування, гартування і відпуск, який відрізняється тим, що термоциклування проводиться нагрівом сталі до температури вище точки Ас3 на 30...50°С і охолодженням нижче точки Аr3 на 30...50°С, а в подальшому здійснюють охолодження до температур 600, 400, 200°С і до кімнатної температури з нагрівом вище точки Ас3, на 30...50°С перед кожним із охолоджень, а потім виконують гартування...
Спосіб термічної обробки швидкорізальної сталі
Номер патенту: 87067
Опубліковано: 27.01.2014
Автори: Лісняк Олександр Григорович, Грязнова Людмила Вікторівна
МПК: C21D 1/00
Мітки: обробки, термічної, спосіб, сталі, швидкорізальної
Формула / Реферат:
Спосіб термічної обробки швидкорізальної сталі, що включає гарт сталі, відпуск, який відрізняється тим, що після гарту деталі піддають електрогідроімпульсному навантаженню, а потім здійснюють однократний відпуск.
Спосіб термічної обробки деталі з швидкорізальної сталі
Номер патенту: 108254
Опубліковано: 10.04.2015
Автори: Лісняк Олександр Григорович, Грязнова Людмила Вікторівна
МПК: C21D 1/09, C21D 9/00, C21D 1/00, C21D 1/18, C21D 9/22
Мітки: термічної, сталі, обробки, деталі, спосіб, швидкорізальної
Формула / Реферат:
Спосіб термічної обробки деталі з швидкорізальної сталі, що включає гартування цієї сталевої деталі, відпуск, який відрізняється тим, що після гартування деталі її піддають електрогідроімпульсному навантаженню, а потім здійснюють однократний відпуск.
Спосіб термічної обробки виробів з залізовуглецевих сплавів
Номер патенту: 83965
Опубліковано: 26.08.2008
Автори: Бобирь Світлана Андріївна, Бобирь Сергій Володимирович, Нестеренко Анатолій Михайлович, Левченко Геннадій Васильович
МПК: C21D 1/18, B22D 27/20, C21D 5/00, C21D 8/02, C21D 9/38
Мітки: виробів, спосіб, сплавів, залізовуглецевих, обробки, термічної
Формула / Реферат:
Спосіб термічної обробки виробів з залізовуглецевих сплавів, який включає їх нагрівання до температури аустенізації 850-1000 °С, витримку при цій температурі, гартування та відпуск, який відрізняється тим, що витримку при температурі аустенізації проводять протягом 30-60 хвилин, гартування виконують диспергованою повітряно-водяною сумішшю з регламентованою швидкістю охолодження 3,0-6,0 °С/с до температури поверхні виробу 80-250 °С, а відпуск...
Попередній патент: Комбінація опіоїдного агоніста й опіоїдного антагоніста в лікуванні хвороби паркінсона
Наступний патент: Пристрій для осадження феромагнітних частинок із суспензії
Випадковий патент: Спосіб паралельного синтезу аліфатичних сульфоніламідів