Спосіб розмірної обробки електричною дугою бічних поверхонь отворів та стержнів
Формула / Реферат
Спосіб розмірної обробки електричною дугою бічних поверхонь отворів та стержнів з криволінійною твірною, при якому робочу рідину нагнітають в торцевий міжелектродний зазор під технологічним тиском, який відрізняється тим, що обробку здійснюють багатошаровим електродом-інструментом складеної конструкції, а матеріалом кожного шару, кількістю шарів та кривизною їх бічної поверхні варіюють за технологічною потребою.
Текст
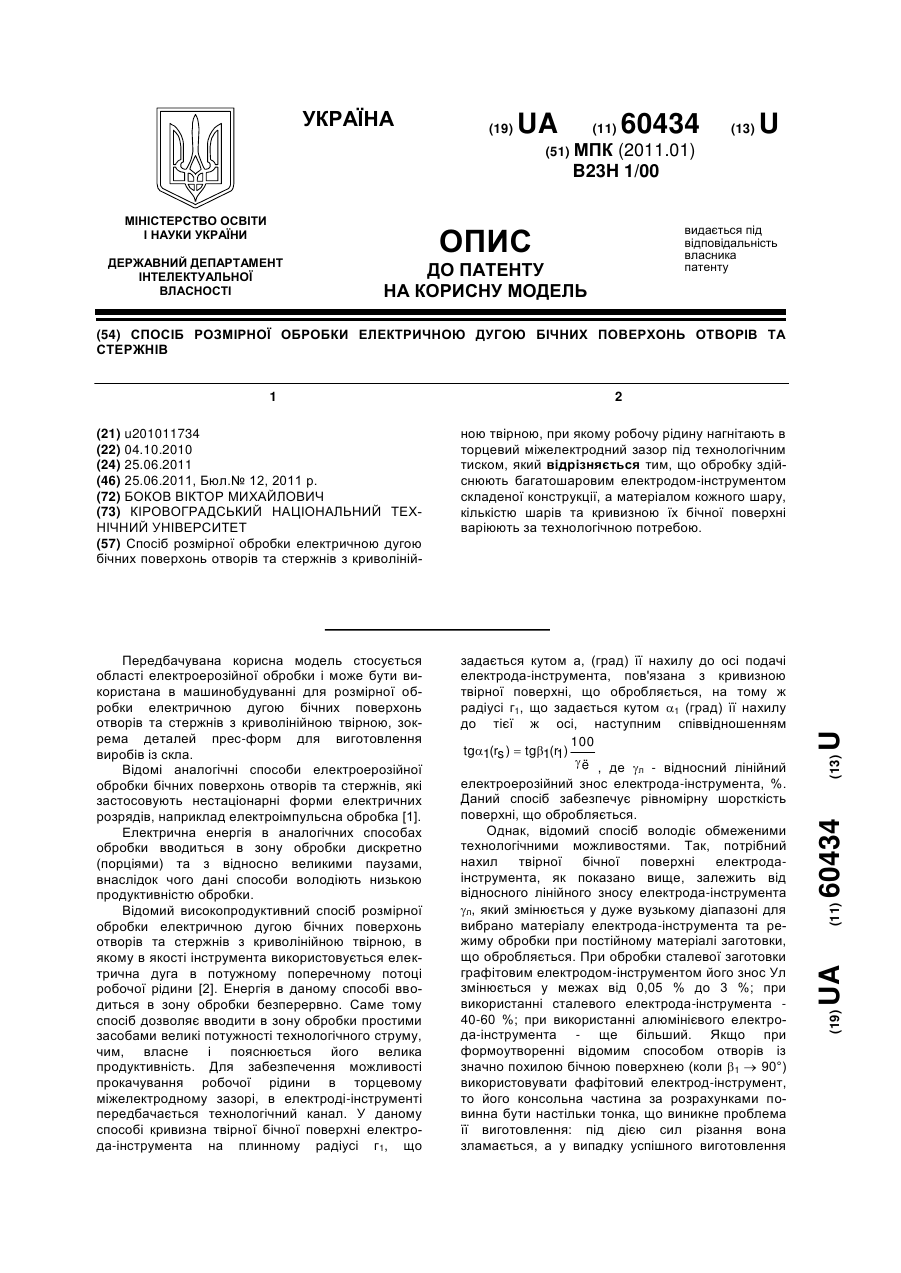
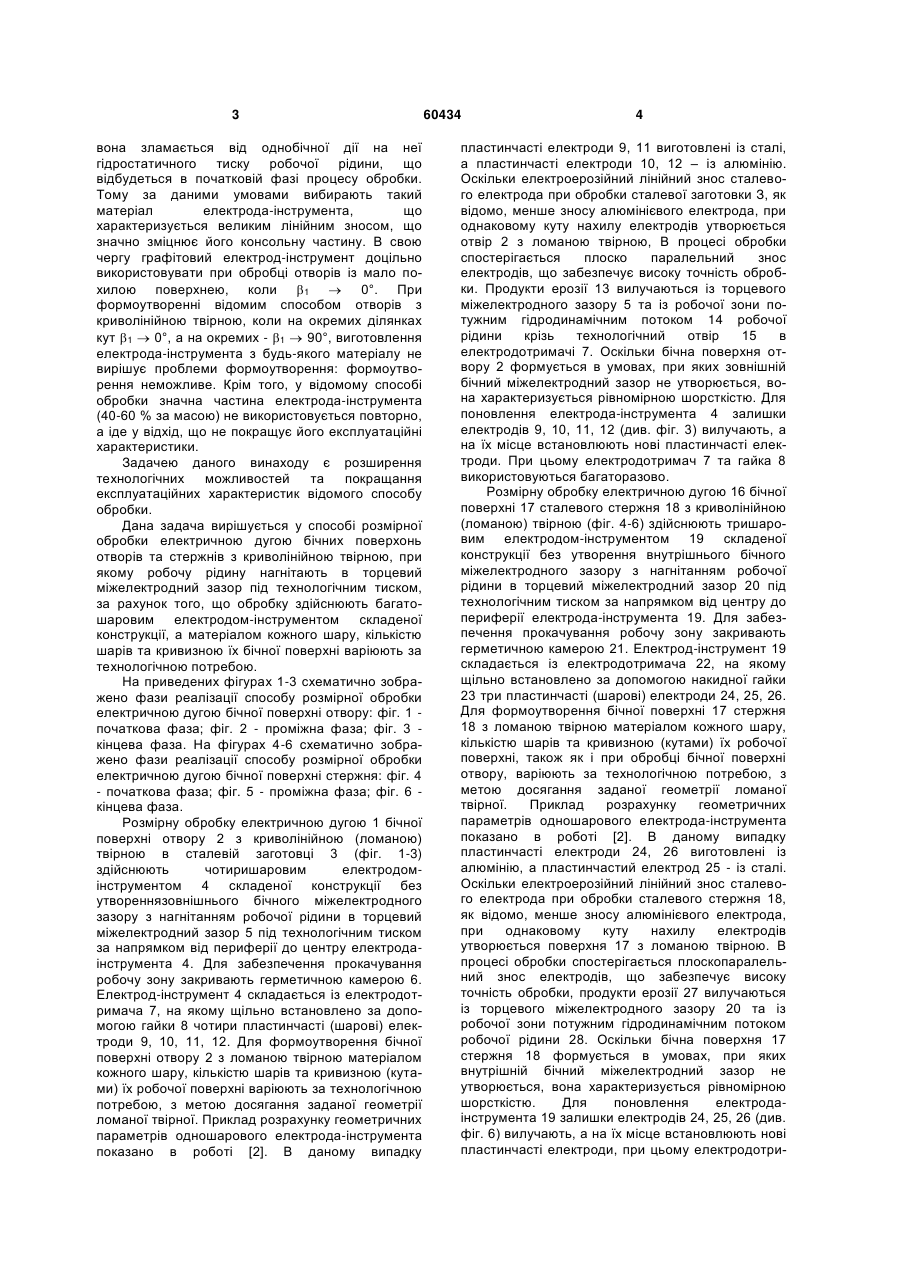
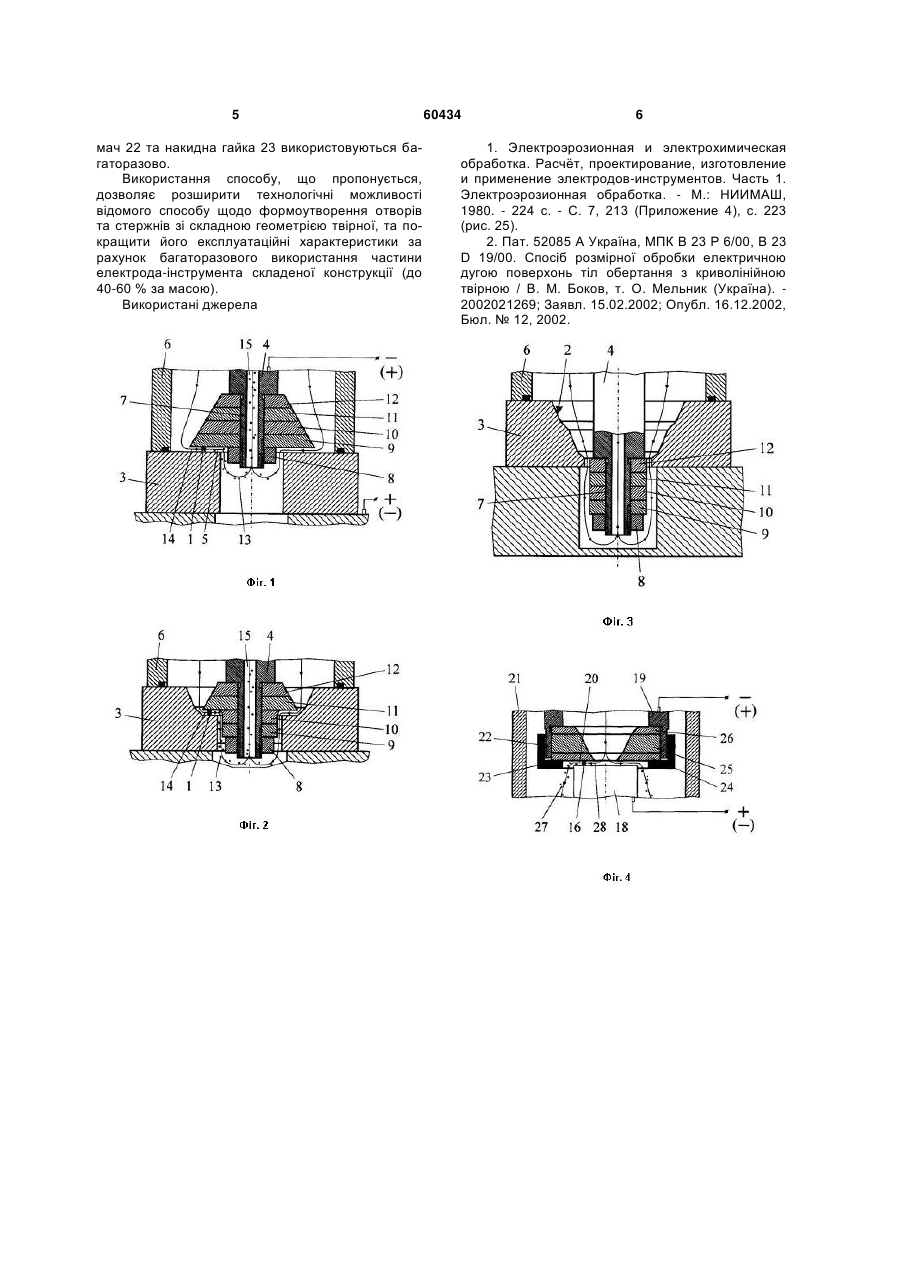
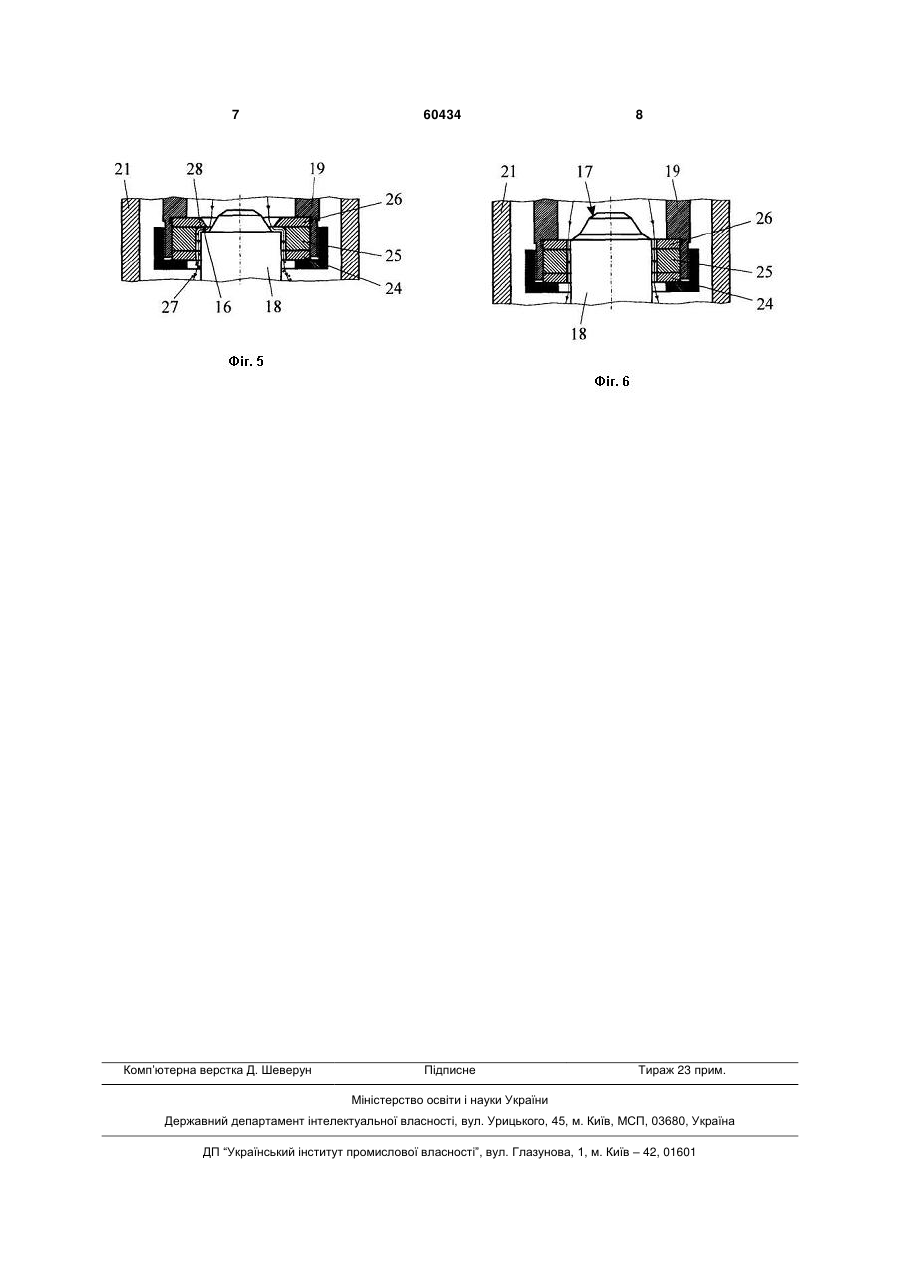
Спосіб розмірної обробки електричною дугою бічних поверхонь отворів та стержнів з криволіній 3 вона зламається від однобічної дії на неї гідростатичного тиску робочої рідини, що відбудеться в початковій фазі процесу обробки. Тому за даними умовами вибирають такий матеріал електрода-інструмента, що характеризується великим лінійним зносом, що значно зміцнює його консольну частину. В свою чергу графітовий електрод-інструмент доцільно використовувати при обробці отворів із мало похилою поверхнею, коли 1 0°. При формоутворенні відомим способом отворів з криволінійною твірною, коли на окремих ділянках кут 1 0°, а на окремих - 1 90°, виготовлення електрода-інструмента з будь-якого матеріалу не вирішує проблеми формоутворення: формоутворення неможливе. Крім того, у відомому способі обробки значна частина електрода-інструмента (40-60 % за масою) не використовується повторно, а іде у відхід, що не покращує його експлуатаційні характеристики. Задачею даного винаходу є розширення технологічних можливостей та покращання експлуатаційних характеристик відомого способу обробки. Дана задача вирішується у способі розмірної обробки електричною дугою бічних поверхонь отворів та стержнів з криволінійною твірною, при якому робочу рідину нагнітають в торцевий міжелектродний зазор під технологічним тиском, за рахунок того, що обробку здійснюють багатошаровим електродом-інструментом складеної конструкції, а матеріалом кожного шару, кількістю шарів та кривизною їх бічної поверхні варіюють за технологічною потребою. На приведених фігурах 1-3 схематично зображено фази реалізації способу розмірної обробки електричною дугою бічної поверхні отвору: фіг. 1 початкова фаза; фіг. 2 - проміжна фаза; фіг. 3 кінцева фаза. На фігурах 4-6 схематично зображено фази реалізації способу розмірної обробки електричною дугою бічної поверхні стержня: фіг. 4 - початкова фаза; фіг. 5 - проміжна фаза; фіг. 6 кінцева фаза. Розмірну обробку електричною дугою 1 бічної поверхні отвору 2 з криволінійною (ломаною) твірною в сталевій заготовці 3 (фіг. 1-3) здійснюють чотиришаровим електродомінструментом 4 складеної конструкції без утвореннязовнішнього бічного міжелектродного зазору з нагнітанням робочої рідини в торцевий міжелектродний зазор 5 під технологічним тиском за напрямком від периферії до центру електродаінструмента 4. Для забезпечення прокачування робочу зону закривають герметичною камерою 6. Електрод-інструмент 4 складається із електродотримача 7, на якому щільно встановлено за допомогою гайки 8 чотири пластинчасті (шарові) електроди 9, 10, 11, 12. Для формоутворення бічної поверхні отвору 2 з ломаною твірною матеріалом кожного шару, кількістю шарів та кривизною (кутами) їх робочої поверхні варіюють за технологічною потребою, з метою досягання заданої геометрії ломаної твірної. Приклад розрахунку геометричних параметрів одношарового електрода-інструмента показано в роботі [2]. В даному випадку 60434 4 пластинчасті електроди 9, 11 виготовлені із сталі, а пластинчасті електроди 10, 12 – із алюмінію. Оскільки електроерозійний лінійний знос сталевого електрода при обробки сталевої заготовки З, як відомо, менше зносу алюмінієвого електрода, при однаковому куту нахилу електродів утворюється отвір 2 з ломаною твірною, В процесі обробки спостерігається плоско паралельний знос електродів, що забезпечує високу точність обробки. Продукти ерозії 13 вилучаються із торцевого міжелектродного зазору 5 та із робочої зони потужним гідродинамічним потоком 14 робочої рідини крізь технологічний отвір 15 в електродотримачі 7. Оскільки бічна поверхня отвору 2 формується в умовах, при яких зовнішній бічний міжелектродний зазор не утворюється, вона характеризується рівномірною шорсткістю. Для поновлення електрода-інструмента 4 залишки електродів 9, 10, 11, 12 (див. фіг. 3) вилучають, а на їх місце встановлюють нові пластинчасті електроди. При цьому електродотримач 7 та гайка 8 використовуються багаторазово. Розмірну обробку електричною дугою 16 бічної поверхні 17 сталевого стержня 18 з криволінійною (ломаною) твірною (фіг. 4-6) здійснюють тришаровим електродом-інструментом 19 складеної конструкції без утворення внутрішнього бічного міжелектродного зазору з нагнітанням робочої рідини в торцевий міжелектродний зазор 20 під технологічним тиском за напрямком від центру до периферії електрода-інструмента 19. Для забезпечення прокачування робочу зону закривають герметичною камерою 21. Електрод-інструмент 19 складається із електродотримача 22, на якому щільно встановлено за допомогою накидної гайки 23 три пластинчасті (шарові) електроди 24, 25, 26. Для формоутворення бічної поверхні 17 стержня 18 з ломаною твірною матеріалом кожного шару, кількістю шарів та кривизною (кутами) їх робочої поверхні, також як і при обробці бічної поверхні отвору, варіюють за технологічною потребою, з метою досягання заданої геометрії ломаної твірної. Приклад розрахунку геометричних параметрів одношарового електрода-інструмента показано в роботі [2]. В даному випадку пластинчасті електроди 24, 26 виготовлені із алюмінію, а пластинчастий електрод 25 - із сталі. Оскільки електроерозійний лінійний знос сталевого електрода при обробки сталевого стержня 18, як відомо, менше зносу алюмінієвого електрода, при однаковому куту нахилу електродів утворюється поверхня 17 з ломаною твірною. В процесі обробки спостерігається плоскопаралельний знос електродів, що забезпечує високу точність обробки, продукти ерозії 27 вилучаються із торцевого міжелектродного зазору 20 та із робочої зони потужним гідродинамічним потоком робочої рідини 28. Оскільки бічна поверхня 17 стержня 18 формується в умовах, при яких внутрішній бічний міжелектродний зазор не утворюється, вона характеризується рівномірною шорсткістю. Для поновлення електродаінструмента 19 залишки електродів 24, 25, 26 (див. фіг. 6) вилучають, а на їх місце встановлюють нові пластинчасті електроди, при цьому електродотри 5 мач 22 та накидна гайка 23 використовуються багаторазово. Використання способу, що пропонується, дозволяє розширити технологічні можливості відомого способу щодо формоутворення отворів та стержнів зі складною геометрією твірної, та покращити його експлуатаційні характеристики за рахунок багаторазового використання частини електрода-інструмента складеної конструкції (до 40-60 % за масою). Використані джерела 60434 6 1. Электроэрозионная и электрохимическая обработка. Расчѐт, проектирование, изготовление и применение электродов-инструментов. Часть 1. Электроэрозионная обработка. - М.: НИИМАШ, 1980. - 224 с. - С. 7, 213 (Приложение 4), с. 223 (рис. 25). 2. Пат. 52085 А Україна, МПК В 23 Р 6/00, В 23 D 19/00. Спосіб розмірної обробки електричною дугою поверхонь тіл обертання з криволінійною твірною / В. М. Боков, т. О. Мельник (Україна). 2002021269; Заявл. 15.02.2002; Опубл. 16.12.2002, Бюл. № 12, 2002. 7 Комп’ютерна верстка Д. Шеверун 60434 8 Підписне Тираж 23 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of dimensional machining by electrical arc of lateral surfaces of holes and rods
Автори англійськоюBokov Viktor Myhailovych
Назва патенту російськоюСпособ размерной обработки электрической дугой боковых поверхностей отверстий и стержней
Автори російськоюБоков Виктор Михайлович
МПК / Мітки
МПК: B23H 1/00
Мітки: обробки, поверхонь, стержнів, електричною, бічних, дугою, отворів, спосіб, розмірної
Код посилання
<a href="https://ua.patents.su/4-60434-sposib-rozmirno-obrobki-elektrichnoyu-dugoyu-bichnikh-poverkhon-otvoriv-ta-sterzhniv.html" target="_blank" rel="follow" title="База патентів України">Спосіб розмірної обробки електричною дугою бічних поверхонь отворів та стержнів</a>
Спосіб розмірної обробки ступінчастих стержнів електричною дугою
Номер патенту: 69535
Опубліковано: 15.09.2004
Автори: Шмельов Віталій Миколайович, Носуленко Віктор Іванович, Чумаченко Ольга Сергіївна, Великий Петро Миколайович
Мітки: стержнів, електричною, розмірної, дугою, обробки, ступінчастих, спосіб
Формула / Реферат:
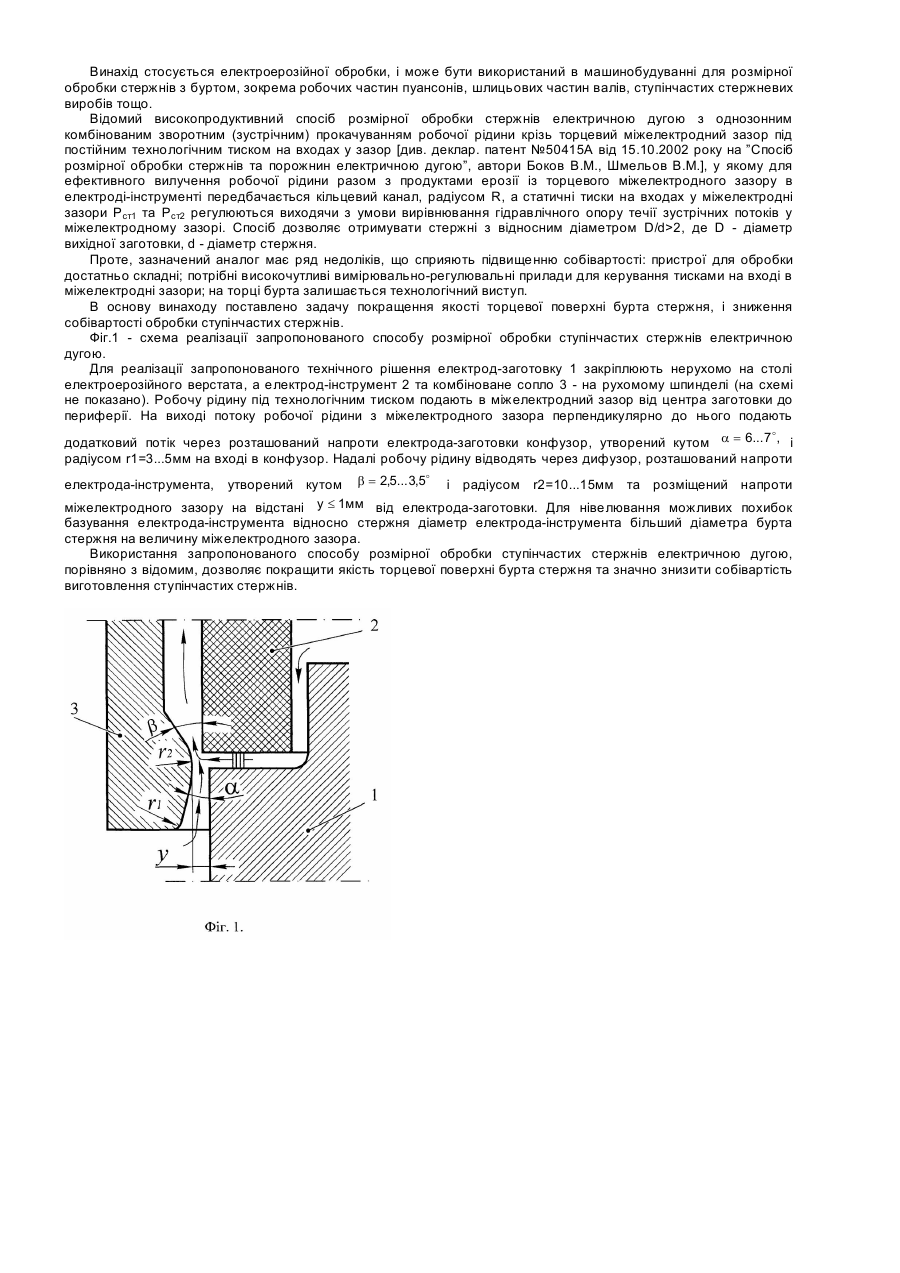
Спосіб розмірної обробки ступінчастих стержнів електричною дугою з прямим прокачуванням робочої рідини, від центра до периферії електрода, крізь міжелектродний зазор під технологічним тиском, який відрізняється тим, що на виході потоку робочої рідини з міжелектродного зазору перпендикулярно до нього подають додатковий потік за наявності конфузора, розташованого напроти електрода-заготовки, утворений кутом α, що дорівнює 6...7°, і...
Спосіб розмірної обробки електричною дугою поверхонь тіл обертання з криволінійною твірною
Номер патенту: 52085
Опубліковано: 16.12.2002
Автори: Мельник Тетяна Олександрівна, Боков Віктор Михайлович, Шмельов Віталій Миколайович
МПК: B22D 19/00, B23P 6/00
Мітки: спосіб, твірною, криволінійною, тіл, поверхонь, розмірної, обробки, обертання, дугою, електричною
Формула / Реферат:
Спосіб розмірної обробки електричною дугою поверхонь тіл обертання з криволінійною твірною, що передбачає нагнітання робочої рідини у торцевий міжелектродний зазор під технологічним тиском за напрямком від периферії до центра електрода-інструмента для формоутворення внутрішніх поверхонь - фасонних наскрізних отворів та від центра до периферії електрода-інструмента для формоутворення зовнішніх поверхонь - фасонних стержнів, який відрізняється...
Спосіб розмірної обробки отворів електричною дугою

Номер патенту: 58026
Опубліковано: 25.03.2011
Автор: Боков Віктор Михайлович
МПК: B23P 13/00
Мітки: спосіб, отворів, електричною, дугою, обробки, розмірної
Формула / Реферат:
Спосіб розмірної обробки отворів електричною дугою, що включає нагнітання робочої рідини в торцевий міжелектродний зазор під технологічним тиском за напрямком від периферії до центру електрода-інструмента, який відрізняється тим, що в початковій фазі обробку здійснюють в центральній частині отвору з поступовим наближенням до периферійної частини отвору.
Спосіб розмірної обробки електричною дугою конічних поверхонь
Номер патенту: 44966
Опубліковано: 15.03.2002
Автор: Боков Віктор Михайлович
МПК: B23H 1/00
Мітки: розмірної, дугою, конічних, поверхонь, спосіб, обробки, електричною
Формула / Реферат:
Спосіб розмірної обробки електричною дугою конічних поверхонь, при якому робочу рідину нагнітають у торцевий міжелектродний зазор під технологічним тиском за напрямком від периферії до центра електрода-інструмента для формоутворення внутрішніх конічних поверхонь (конічних отворів) та від центра до периферії електрода-інструмента для формоутворення зовнішніх конічних поверхонь (конічних стержнів), який відрізняється тим, що формоутворення...
Спосіб розмірної обробки електричною дугою наскрізних отворів та стрижнів
Номер патенту: 51049
Опубліковано: 15.11.2002
Автори: Шмельов Віталій Миколайович, Боков Віктор Михайлович, Попова Маргарита Іванівна
МПК: B23P 6/00
Мітки: обробки, наскрізних, спосіб, розмірної, отворів, стрижнів, електричною, дугою
Формула / Реферат:
Спосіб розмірної обробки електричною дугою наскрізних отворів та стрижнів з прокачуванням робочої рідини крізь міжелектродний зазор під технологічним тиском, який відрізняється тим, що обробку здійснюють одним двоступінчастим електродом-інструментом послідовно в три етапи: на першому етапі (чорнова обробка нижнім ступенем: знімання основного за об'ємом припуску) силу технологічного струму підтримують на максимально можливому рівні (I =...
Попередній патент: Фурма багатоярусна для комбінованої продувки
Наступний патент: Спосіб контролю та споживання даних єдиної реєстраційної бази даних громадян
Випадковий патент: Пічна моталка