Пристрій для нарізання наскрізних отворів
Номер патенту: 110873
Опубліковано: 25.10.2016
Автори: Іванова Альона Владиславівна, Самчук Володимир Володимирович, Сичов Юрій Іванович, Лях Бенгард Григорович
Формула / Реферат
Пристрій для нарізання наскрізних отворів, що містить хвостовик, ріжучу частину, частину та зубці, що калібрують, який відрізняється тим, що містить циліндричний хвостовик, до якого жорстко закріплена робоча частина, яка складається з ріжучої частини, та частини, що калібрує, яка, у свою чергу, містить ряд змінних круглих ріжучих елементів, що встановлені з можливістю обертання незалежно один щодо іншого.
Текст
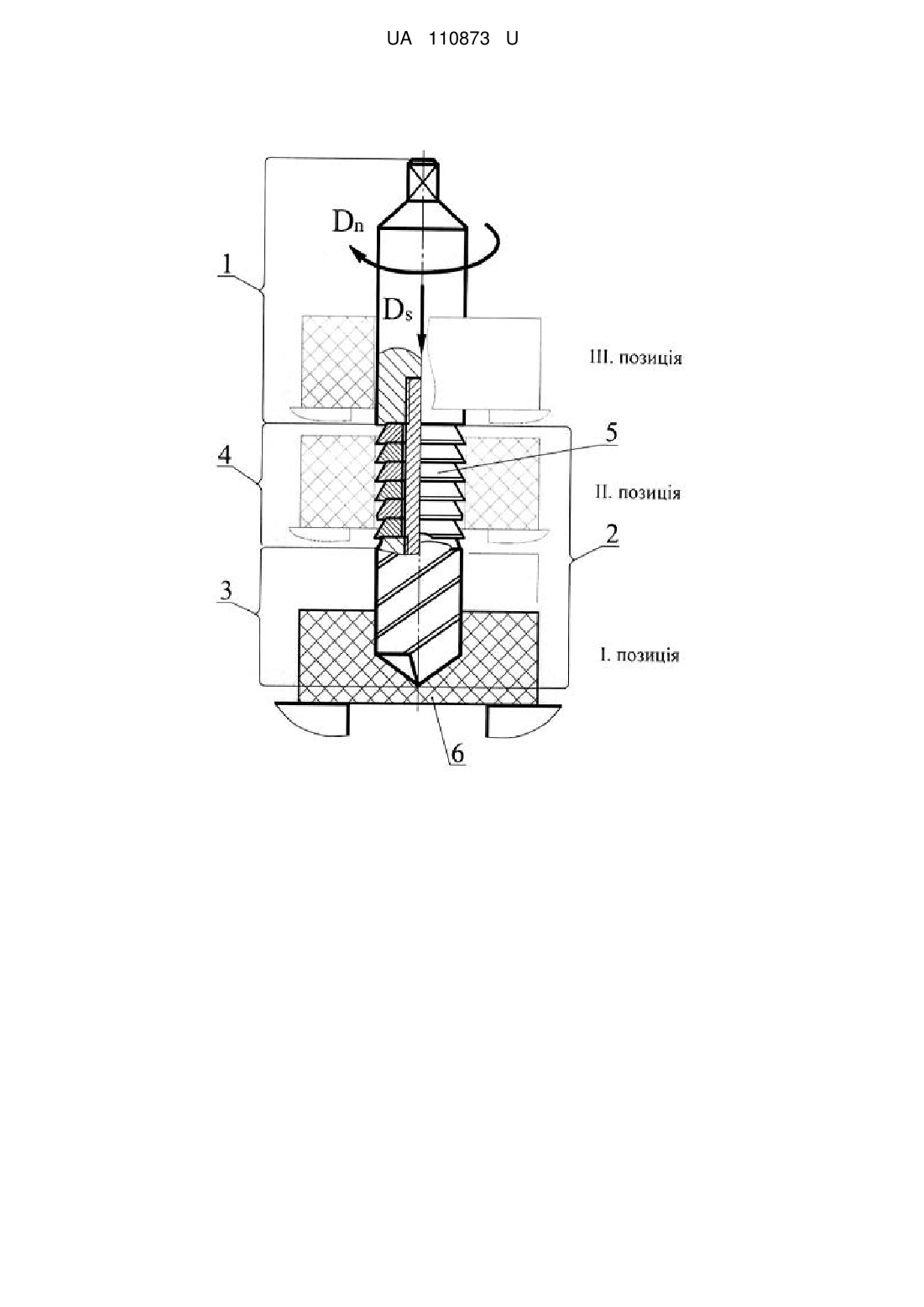
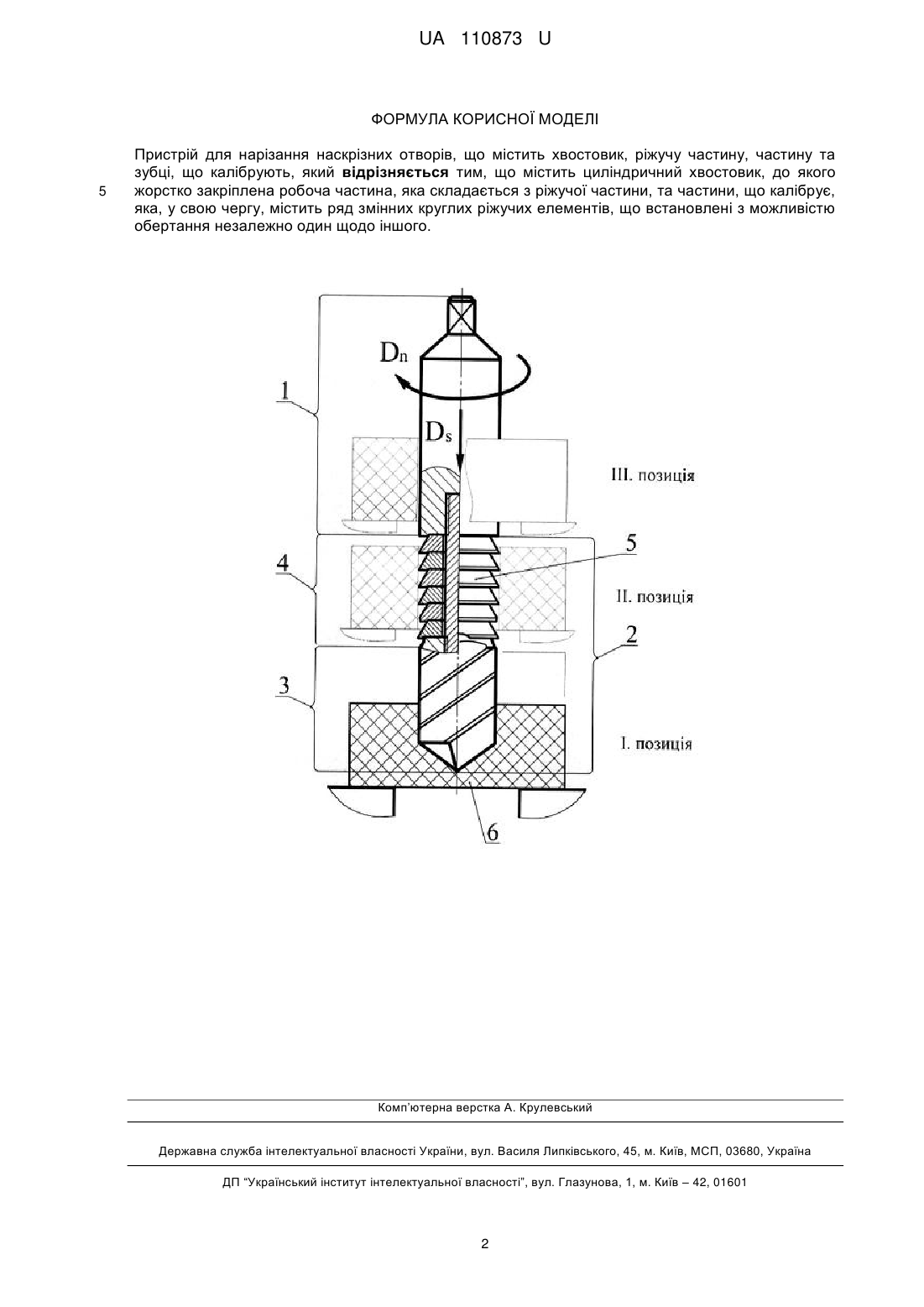
Реферат: Пристрій для нарізання наскрізних отворів містить хвостовик, ріжучу частину, частину та зубці, що калібрують. Містить циліндричний хвостовик, до якого жорстко закріплена робоча частина, яка складається з ріжучої частини, та частини, що калібрує, яка, у свою чергу, містить ряд змінних круглих ріжучих елементів, що встановлені з можливістю обертання незалежно один щодо іншого. UA 110873 U (54) ПРИСТРІЙ ДЛЯ НАРІЗАННЯ НАСКРІЗНИХ ОТВОРІВ UA 110873 U UA 110873 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до інструментів, призначених для механічної обробки як металевих, так і неметалевих матеріалів різанням, і може бути використана для нарізання наскрізних отворів циліндричної форми. Відомою є конструкція суцільного спірального свердла [1], що складається з ріжучої, напрямної або калібруючої частин, хвостовика і з'єднувальної частини. Ріжуча і напрямна частини в сукупності складають робочу частину свердла, що має дві гвинтові канавки. Недоліком конструкції є те, що нарізані отвори мають низьку якість оброблених поверхонь, в плані утворення високої шорсткості, оскільки головним джерелом виникнення геометрії шорсткості служить форма та регулярний періодичний рух периферії ріжучої частини, що генерують такі ж регулярні нерівності на обробленій поверхні. Низька точність геометричної форми, оскільки ріжучі лопатки зрізують не однаковий шар матеріалу одна щодо іншої, що супроводжується виникненням різних сил різання, які сприяють інтенсивності поперечних коливань свердла. Точність розміру отвору досягається в межах 10-14 квалітетів. Відомою є конструкція суцільної циліндричної прошивки для прошивання наскрізних отворів [1], що складаються з корпусу, на якому виконана напрямна, ріжуча, частина, що калібрує, та кінцева частини, причому на ріжучій та частині, що калібрує, виконані за одне ціле з корпусом зубці (ріжучі елементи). А діаметр по зубцях прошивки, рівномірно збільшується щодо першого зубця, розташованого біля напрямної частини, в бік частини, що калібрує, завдяки чому виконуються обробка циліндричного наскрізного отвору. Недоліком конструкції є те, що вона не передбачає обробляти отвори у суцільному матеріалі, тобто потребує заздалегідь виконаного наскрізного отвору, що знижує загальну продуктивність виготовлення виробу з отвором високою якістю оброблених поверхонь. В основу корисної моделі поставлена задача на підвищення якості оброблених поверхонь циліндричного отвору при різанні суцільного матеріалу. Поставлена задача вирішується тим, що пристрій для нарізання наскрізних отворів складається з циліндричного хвостовика, до якого жорстко закріплена робоча частина, яка складається з ріжучої частини, та частини, що калібрує, яка, у свою чергу, містить ряд змінних круглих ріжучих елементів, що встановлені з можливістю обертання незалежно один щодо іншого. На кресленні зображено загальний вигляд пристрою для нарізання наскрізних отворів із позиціями переміщення виробу. Пристрій для нарізання наскрізних отворів складається з циліндричного хвостовика, 1, до якого жорстко закріплена робоча частина, 2, яка складається з ріжучої частини, 3, та частини, що калібрує, 4, яка, у свою чергу, містить ряд змінних круглих ріжучих елементів, 5, що встановлені з можливістю обертання незалежно один щодо іншого. Пристрій для нарізання наскрізних отворів працює наступним чином. Пристрій для нарізання наскрізних отворів хвостовиком, 1, влаштовують у шпиндель верстата (на кресленні не вказано), після чого пристрою для нарізання наскрізних отворів надається обертовий, D n, та осьовий, Ds (повздовжня подача), кінематичні рухи, що спрямовує ріжучу частину, 3, на заготовку, 6, у результаті чого нарізується чорновий отвір, точність розміру і форми якого становить в межах 10-14 квалітетів (креслення І позиція). При подальшій повздовжній подачі, Ds, пристрою, чорновий отвір заготовки, 6, потрапляє на частину, що калібрує, 4, яка своїми круглими ріжучими елементами, 5, зрізує залишкові нерівності циліндричної форми та формує низьку шорсткість поверхні (креслення II позиція). Причому, коли ріжучі елементі, 5, зрізують нерівності отвору, працює лише повздовжня подача, Ds, не дивлячись на те, що ріжуча частина, 3, продовжує обертатись. Це тому, що ряд змінних круглих ріжучих елементів, 5, встановлені з можливістю обертання незалежно один щодо іншого. Після калібрування отвору, заготовка, 6, потрапляє на хвостовик, 2, (креслення III позиція). Далі пристрій для нарізання наскрізних отворів знімається зі шпинделя верстата, і заготовка, 6, знімається з хвостовика, 1, або пристрою надається зворотний рух подачі, D s. Використання пристрою для нарізання наскрізних отворів, що заявляється, дозволить підвищити якість оброблених поверхонь в плані зниження шорсткості та підвищення точності геометричної форми циліндричного отвору. Джерела інформації: 1. Родин П.Р. Металлорежущие инструменты: Учебник для вузов - 3-е изд., перераб. и доп. К.: Вища шк. Головное изд-во, 1986. - 455 с. [С. 104-105]. 2. Четвериков С.С. Металлорежущие инструменты. - М.: Высшая школа, 1965. - 209 с. [стр. 209, рис. 190]. 60 1 UA 110873 U ФОРМУЛА КОРИСНОЇ МОДЕЛІ 5 Пристрій для нарізання наскрізних отворів, що містить хвостовик, ріжучу частину, частину та зубці, що калібрують, який відрізняється тим, що містить циліндричний хвостовик, до якого жорстко закріплена робоча частина, яка складається з ріжучої частини, та частини, що калібрує, яка, у свою чергу, містить ряд змінних круглих ріжучих елементів, що встановлені з можливістю обертання незалежно один щодо іншого. Комп’ютерна верстка А. Крулевський Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B23B 51/08
Мітки: пристрій, отворів, нарізання, наскрізних
Код посилання
<a href="https://ua.patents.su/4-110873-pristrijj-dlya-narizannya-naskriznikh-otvoriv.html" target="_blank" rel="follow" title="База патентів України">Пристрій для нарізання наскрізних отворів</a>
Пристрій для нарізання циліндричних отворів
Номер патенту: 92699
Опубліковано: 26.08.2014
Автори: Сичов Юрій Іванович, Самчук Володимир Володимирович, Лях Бенгард Григорович
МПК: B23B 27/12, B23B 51/00, B23B 35/00
Мітки: нарізання, пристрій, отворів, циліндричних
Формула / Реферат:
Пристрій для нарізання циліндричних отворів, що містить інструментальну втулку, свердло з хвостовиком, повздовжній наскрізний паз, який відрізняється тим, що вздовж головної осі, через усю інструментальну втулку і до свердла встановлено з можливістю обертання приводний вал, на якому виконано зовнішній зубчастий вінець, який зчеплений з зовнішніми зубчастими вінцями, виконаними на осях, встановленими у наскрізному пазу з можливістю обертання...
Пристрій для прошивання наскрізних отворів електричною дугою
Номер патенту: 60478
Опубліковано: 25.06.2011
Автор: Боков Віктор Михайлович
МПК: B23H 1/00
Мітки: отворів, дугою, пристрій, наскрізних, прошивання, електричною
Формула / Реферат:
Пристрій для прошивання наскрізних отворів електричною дугою в гідродинамічному потоці робочої рідини за напрямком течії в торцевому міжелектродному зазорі від периферії до центра електрода-інструмента, що включає технологічну пластинку під заготовкою, який відрізняється тим, що технологічна пластинка виконана у вигляді герметичної камери та оснащена електроізоляційною кільцеподібною вставкою, внутрішня поверхня якої еквідистантна бічній...
Пристрій для свердління наскрізних отворів
Номер патенту: 77698
Опубліковано: 25.02.2013
Автори: Кобельник Володимир Романович, Кривий Петро Дмитрович, Кузьмін Микола Іванович
МПК: B23B 47/00
Мітки: наскрізних, свердління, отворів, пристрій
Формула / Реферат:
Пристрій для свердління наскрізних отворів, який містить чашкоподібний циліндричний корпус, на верхньому торці якого розміщений конус, що спряжений зі шпинделем свердлильного верстата і охоплює встановлену в чашкоподібному циліндричному корпусі додаткову чашкоподібну втулку та пружний елемент у вигляді циліндричної пружини, розміщений між дном чашкоподібного циліндричного корпуса і дном додаткової чашкоподібної втулки, на нижньому торці якої...
Спосіб контролю процесу лазерного пробивання наскрізних отворів
Номер патенту: 103152
Опубліковано: 10.12.2015
Автор: Вислоцький Олег Владиславович
МПК: B23K 26/00
Мітки: спосіб, лазерного, контролю, наскрізних, процесу, пробивання, отворів
Формула / Реферат:
Спосіб контролю процесу лазерного пробивання наскрізних отворів, при якому безперервно вимірюють тиск у порожнині заготовки, який відрізняється тим, що фіксують момент зміни тиску в порожнині заготовки, по якому визначають момент отримання наскрізного отвору.
Спосіб прошивання дугою глибоких наскрізних отворів
Номер патенту: 59262
Опубліковано: 10.05.2011
Автор: Боков Віктор Михайлович
МПК: B23H 7/00, B23H 11/00
Мітки: прошивання, наскрізних, отворів, спосіб, дугою, глибоких
Формула / Реферат:
Спосіб прошивання дугою глибоких наскрізних отворів, при якому деталь, що обробляється, в області серцевини з'єднана з електропровідною підкладкою, який відрізняється тим, що прошивання здійснюють при пружному радіальному направленні консольної частини серцевини за електродотримачем (штоком).
Попередній патент: Склад бісквітного напівфабрикату
Наступний патент: Комбіноване свердло
Випадковий патент: Пристрій для гідродинамічної дії на привибійну зону пласта