Пристрій для нарізання циліндричних отворів
Номер патенту: 92699
Опубліковано: 26.08.2014
Автори: Сичов Юрій Іванович, Лях Бенгард Григорович, Самчук Володимир Володимирович
Формула / Реферат
Пристрій для нарізання циліндричних отворів, що містить інструментальну втулку, свердло з хвостовиком, повздовжній наскрізний паз, який відрізняється тим, що вздовж головної осі, через усю інструментальну втулку і до свердла встановлено з можливістю обертання приводний вал, на якому виконано зовнішній зубчастий вінець, який зчеплений з зовнішніми зубчастими вінцями, виконаними на осях, встановленими у наскрізному пазу з можливістю обертання і на яких жорстко закріплені дискові фрези.
Текст
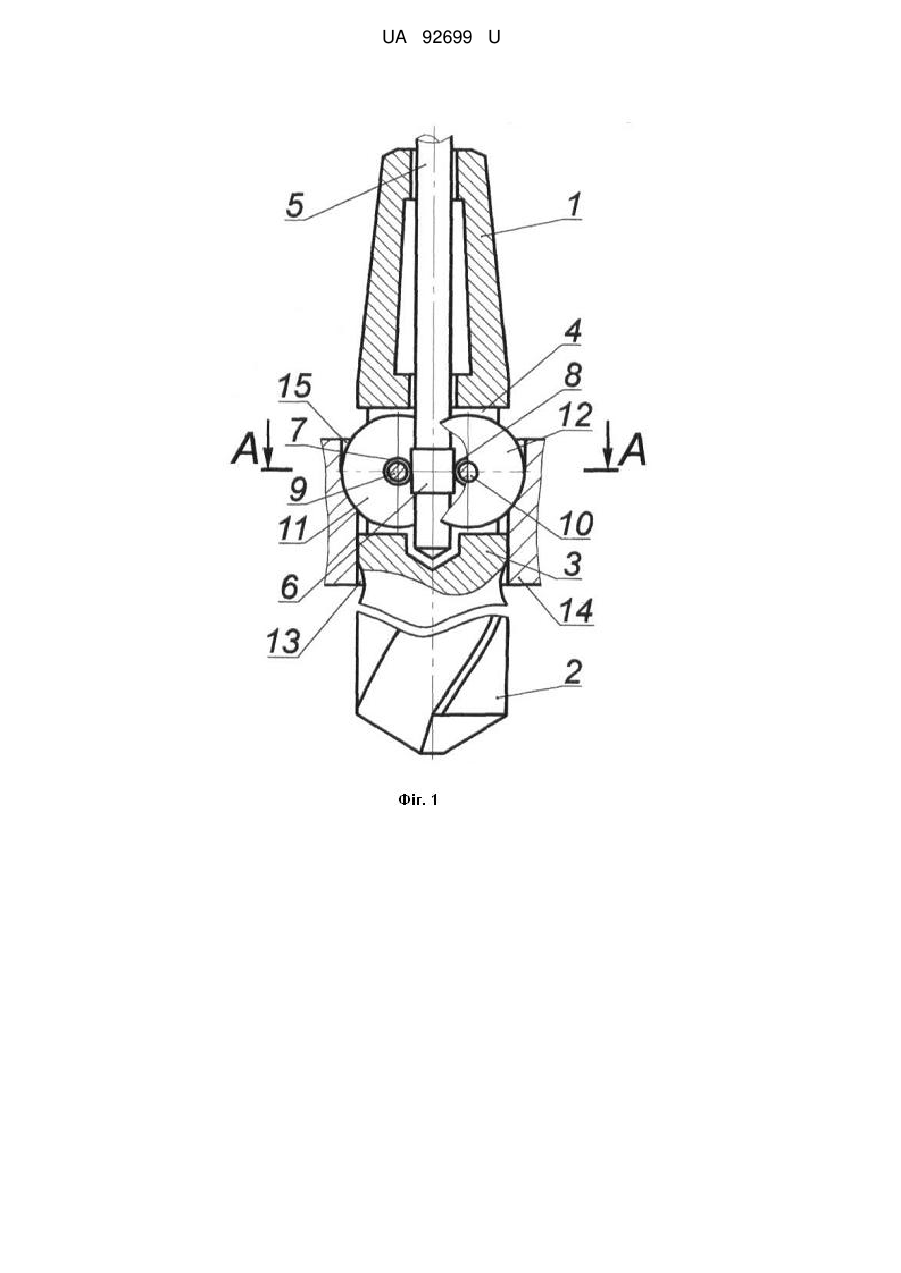
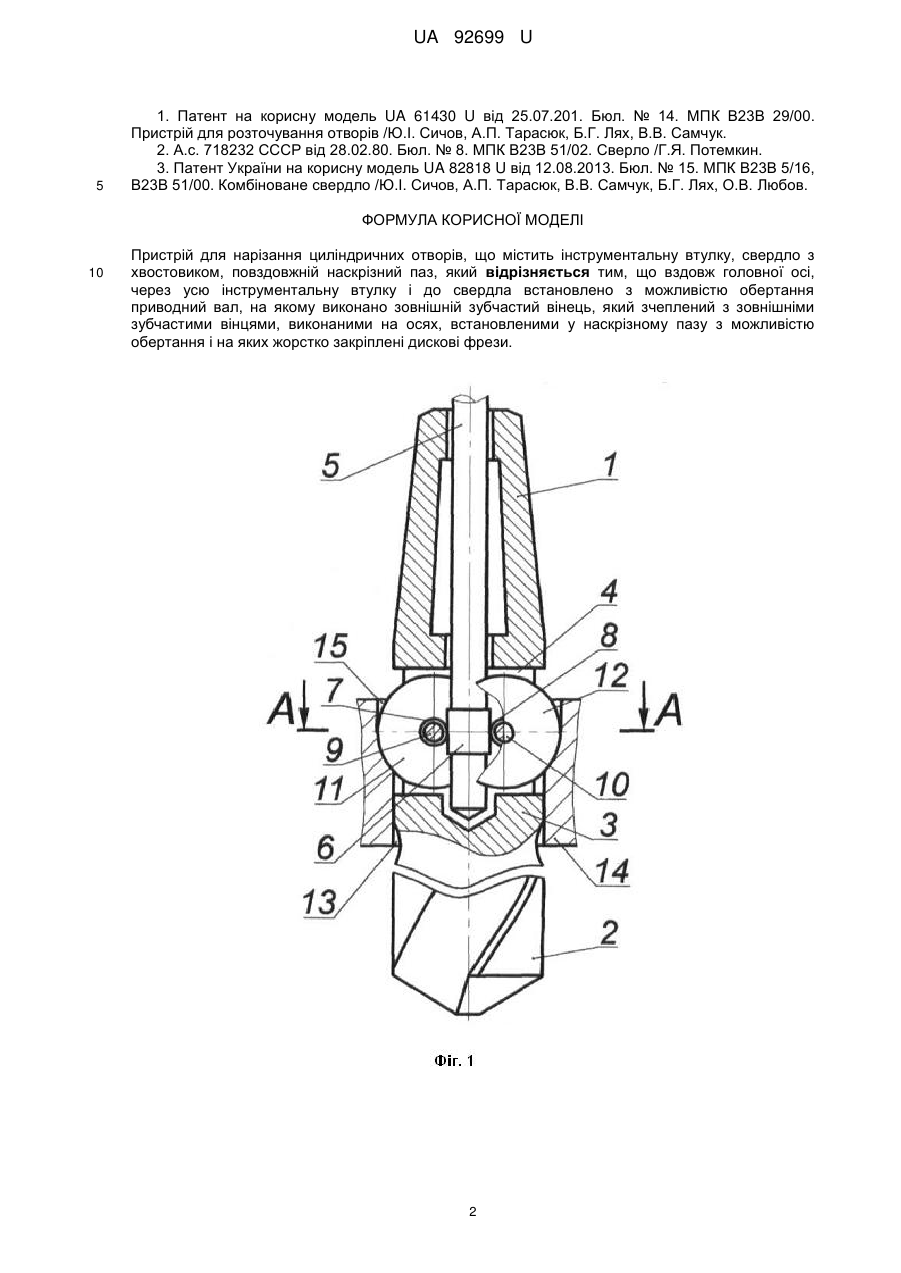
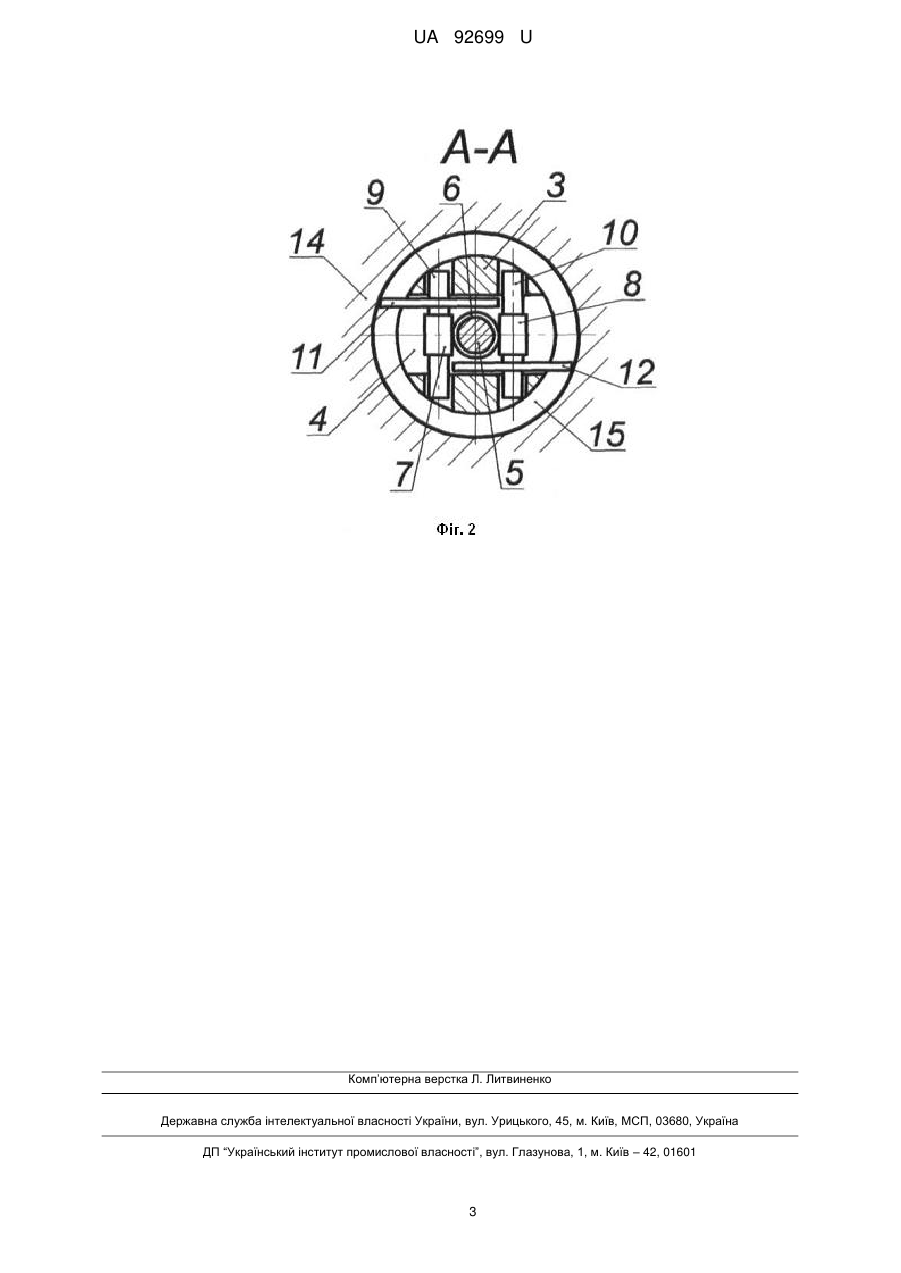
Реферат: Пристрій для нарізання циліндричних отворів містить інструментальну втулку, свердло з хвостовиком, повздовжній наскрізний паз. Вздовж головної осі, через усю інструментальну втулку і до свердла встановлено з можливістю обертання приводний вал, на якому виконано зовнішній зубчастий вінець, який зчеплений з зовнішніми зубчастими вінцями, виконаними на осях, встановленими у наскрізному пазу з можливістю обертання і на яких жорстко закріплені дискові фрези. UA 92699 U (12) UA 92699 U UA 92699 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до галузі механічної обробки, як металевих, так і неметалевих матеріалів різанням і може бути використана для нарізання циліндричних отворів. Є відома конструкція пристрою для розточування отворів [1], який складається з корпусу, у якому на підшипниках установлена перша розточувальна головка, на кінці якої по зовнішньому діаметру, рівномірно по всій окружності розташовані ріжучі елементи, а на іншому кінці має зовнішній конічній зубчастий вінець, що знаходиться в зачепленні з конічним паразитним колесом, а воно у свою чергу з конічним зубчастим колесом, жорстко закріпленого до приводного вала, установленого на підшипниках, на кінці якого жорстко закріплена друга розточувальна головка, яка містить по зовнішньому діаметру ріжучі елементи, які розташовані рівно по усій окружності. Недоліком конструкції є те, що вона не передбачає нарізання отворів у суцільному матеріалі. Спостерігається низька якість оброблених поверхонь із-за того, що розточувальні головки розташовані поперек (тангенціально) циліндричного отвору і при цьому їх ріжучі елементи мають малу довжину контакту з поверхнею отвору, тому нерівності профілю обробленої поверхні стають досить значними. Відсутня можливість урівноважувати осьову складову сили різання, яка негативно себе проявляє при обробці. Є відома конструкція свердла [2], яке складається з ріжучих дисків ексцентрично встановлених в тримачі і закріплених гвинтами. Недоліком конструкції є мала продуктивність праці з причини лише єдиного головного руху різання - осьове обертання свердла. Найбільш близьким аналогом є конструкція комбінованого свердла [3], яке складається з конусної втулки, до торця якої жорстко прикріплено торцем хвостовика свердло, що має повздовжній наскрізний паз, у який встановлено вздовж головної осі шток, до торця якого, за допомогою шарнірного з'єднання, в напрямку робочої частини свердла, прикріплена основою ріжуча пластина, яка виконана у формі рівнобедреного трикутника, яка підпружинена пружиною стиску. Недоліком конструкції є низька якість обробки та продуктивність праці (обробка виконується лише свердлом). Задача корисної моделі спрямована на підвищення ефективності механічної обробки отворів (підвищення продуктивності обробки, підвищення точності і якості обробки поверхонь отвору). Поставлена задача вирішується тим, що пристрій для нарізання циліндричних отворів містить вздовж головної осі, через усю інструментальну втулку і до свердла встановлено з можливістю обертання приводний вал, на якому виконано зовнішній зубчастий вінець, який зчеплений з зовнішніми зубчастими вінцями, виконаними на осях, встановленими у наскрізному пазу з можливістю обертання і на яких жорстко закріплені дискові фрези. Суть корисної моделі пояснюється кресленням, де на фіг. 1 зображено повздовжній розріз пропонованого пристрою для нарізання циліндричних отворів, на фіг. 2 переріз А-А фіг. 1. Запропонований пристрій для нарізання циліндричних отворів складається з конусної інструментальної втулки 1, до торця якої жорстко прикріплено свердло 2, торцем хвостовика 3, у якому виконаний повздовжній наскрізний паз 4, причому вздовж головної осі, через усю інструментальну втулку 1 і до свердла 2 встановлено з можливістю обертання приводний вал 5, на якому виконано зовнішній зубчастий вінець 6, який зчеплений (утворюючи зубчасту передачу з перехресними осями) з зовнішніми зубчатими вінцями 7 та 8, виконаних на осях 9 та 10, встановленими у наскрізному пазу 4 з можливістю обертання і на яких жорстко закріплені дискові фрези 11 та 12. Пристрій для нарізання циліндричних отворів працює наступним чином. Конусна інструментальна втулка 1 встановлюється у конусну виточку шпинделя верстата (на фіг. 1 та 2 не вказано), з обертанням якого, крутний момент надається свердлу 2, яке при осьовій подачі свердлить чорновий отвір 13 у суцільній заготовці 14. Далі надається обертання окремим приводом (на фіг. 1 та 2 не вказано) валу 5, який черезвиконаний на ньому зовнішній зубчастий вінець 6, зчіплюючись (утворюючи зубчасту передачу з перехресними осями) з зовнішніми зубчатими вінцями 7 та 8, надає крутний момент осям 9 та 10, на яких жорстко закріплені дискові фрези 11 та 12, які починають нарізати чистовий отвір 15, при подальшому поступальному русі свердла 2, у чорновий отвір 13. Використання запропонованого пристрою для нарізання циліндричних отворів підвищить ефективність обробки отворів. За рахунок двох головних рухів (обертання дискових фрез навколо своєї осі та навколо осі пристрою) та поєднання чистової та чорнової обробки підвищить продуктивність праці. За рахунок того, що дискові фрези обертаються в протилежні сторони відносно одна одної, цим статичні та динамічні навантаження на заготовку знижуються, чим підвищується точність і якість оброблених поверхонь отвору. Джерела інформації: 1 UA 92699 U 5 1. Патент на корисну модель UA 61430 U від 25.07.201. Бюл. № 14. МПК В23В 29/00. Пристрій для розточування отворів /Ю.І. Сичов, А.П. Тарасюк, Б.Г. Лях, В.В. Самчук. 2. А.с. 718232 СССР від 28.02.80. Бюл. № 8. МПК В23В 51/02. Сверло /Г.Я. Потемкин. 3. Патент України на корисну модель UA 82818 U від 12.08.2013. Бюл. № 15. МПК В23В 5/16, В23В 51/00. Комбіноване свердло /Ю.І. Сичов, А.П. Тарасюк, В.В. Самчук, Б.Г. Лях, О.В. Любов. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 10 Пристрій для нарізання циліндричних отворів, що містить інструментальну втулку, свердло з хвостовиком, повздовжній наскрізний паз, який відрізняється тим, що вздовж головної осі, через усю інструментальну втулку і до свердла встановлено з можливістю обертання приводний вал, на якому виконано зовнішній зубчастий вінець, який зчеплений з зовнішніми зубчастими вінцями, виконаними на осях, встановленими у наскрізному пазу з можливістю обертання і на яких жорстко закріплені дискові фрези. 2 UA 92699 U Комп’ютерна верстка Л. Литвиненко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Автори англійськоюSamchuk Volodymyr Volodymyrovych, Sychov Yurii Ivanovych, Liakh Benhard Hryhorovych
Автори російськоюСамчук Владимир Владимирович, Сычев Юрий Иванович, Лях Бенгард Григорьевич
МПК / Мітки
МПК: B23B 51/00, B23B 35/00, B23B 27/12
Мітки: нарізання, пристрій, циліндричних, отворів
Код посилання
<a href="https://ua.patents.su/5-92699-pristrijj-dlya-narizannya-cilindrichnikh-otvoriv.html" target="_blank" rel="follow" title="База патентів України">Пристрій для нарізання циліндричних отворів</a>
Пристрій для обробки циліндричних отворів
Номер патенту: 92698
Опубліковано: 26.08.2014
Автор: Самчук Володимир Володимирович
МПК: B23B 29/03
Мітки: отворів, пристрій, обробки, циліндричних
Формула / Реферат:
Пристрій для обробки циліндричних отворів, що містить корпус, зубчасті колеса, вал, втулку, який відрізняється тим, що в корпусі з можливістю обертання встановлений шпиндель, у якому виконаний осьовий наскрізний отвір та вздовж рівномірно по окружності наскрізні пази, у які встановлені по дві жорстко закріплені осі, на кожній одній з яких з можливістю обертання встановлені дискові фрези, до яких жорстко закріплені зубчасті колеса, які...
Пристрій для вирізування бокових отворів в циліндричних деталях
Номер патенту: 90936
Опубліковано: 10.06.2014
Автори: Гевко Ігор Богданович, Білик Стефанія Григорівна, Диня Володимир Іванович, Левкович Михайло Геннадійович
МПК: B23C 3/04
Мітки: бокових, отворів, пристрій, циліндричних, деталях, вирізування
Формула / Реферат:
Пристрій для вирізування бокових отворів в циліндричних деталях для полегшення їх маси, який виконано у вигляді планшайби, яка жорстко закріплена у шпинделі токарного верстата, а в боковому отворі планшайби жорстко закріплена заготовка деталі відомим способом, а положення співвісних бокових отворів визначають за допомогою конічного штиря, який є у періодичній взаємодії з конічним отвором, який виконано у планшайбі, який відрізняється тим, що...
Спосіб нарізання циліндричних синусоїдальних зубчастих коліс
Номер патенту: 24173
Опубліковано: 25.06.2007
Автори: Кук Андрій Михайлович, Франт Юрій Васильович, Грицай Ігор Євгенович
МПК: B23F 21/00
Мітки: спосіб, зубчастих, циліндричних, нарізання, синусоїдальних, коліс
Формула / Реферат:
Cпосіб нарізання циліндричних синусоїдальних зубчастих коліс в умовах неперервного обкочування нарізуваного зубчастого колеса дисковою фрезою, який відрізняється тим, що нарізуваному зубчастому колесу надають періодичного зворотно-поступального руху за допомогою окремого приводу з переміщенням, величина якого дорівнює висоті зубця синусоїдального зубчастого колеса.
Спосіб нарізання циліндричних синусоїдальних зубчастих коліс
Номер патенту: 63902
Опубліковано: 25.10.2011
Автори: Вільшанецький Віталій Ігорович, Грицай Ігор Євгенович
МПК: B23P 15/00, B23F 21/14
Мітки: зубчастих, синусоїдальних, нарізання, спосіб, циліндричних, коліс
Формула / Реферат:
Спосіб нарізання циліндричних синусоїдальних зубчастих коліс, що включає неперервне обкочування нарізуваного зубчастого колеса дисковою фрезою, яку встановлюють співвісно з інструментальною оправкою та надають їй обертання та зворотно-поступального руху з переміщенням, величина якого дорівнює висоті зубця синусоїдального зубчастого колеса, який відрізняється тим, що обертання дисковій фрезі надають від шпинделя через додаткову зубчасту...
Зубонарізний інструмент для двоперехідного нарізання циліндричних зубчастих коліс
Номер патенту: 45527
Опубліковано: 15.04.2002
Автор: Грицай Ігор Євгенович
МПК: B23F 21/00
Мітки: зубонарізний, циліндричних, двоперехідного, зубчастих, інструмент, нарізання, коліс
Формула / Реферат:
Зубонарізний інструмент для двоперехідного нарізання циліндричних зубчастих коліс, який містить першу та другу черв'ячні фрези, з яких зубці першої фрези виконані з профілем, який у нормальному перетині відповідає профілю ніжки нормального вихідного контуру, а зубці другої фрези виконані на гвинтовій поверхні з тим самим кутом підйому, що у першої фрези, і мають профіль, який у нормальному перетині відповідає профілю головки нормального...
Попередній патент: Пристрій для обробки циліндричних отворів
Наступний патент: Пристрій для механічного різання матеріалу
Випадковий патент: Спосіб визначення активованих т-хелперів в організмі людини