Спосіб здвоєної прокатки арматурної сталі
Номер патенту: 11103
Опубліковано: 25.12.1996
Автори: Асанов Валєрій Ніколаєвіч, Дишлєвіч Віктор Фьодоровіч, Жучков Сергій Михайлович, Бондарєнко Алєксандр Ніколаєвіч
Формула / Реферат
(57) Способ сдвоенной прокатки арматурой стали, включающий формирование профиля в виде двух диагонально расположенных квадратов, соединенных перемычкой, продольное разделение квадратных профилей гребнями разделительного калибра и последующее окончательное формирование профилей в две нитки, отличающийся тем, что формируют вогнутости на двух про-тиворасположенных гранях каждого квадрата, причем грани с вогнутостями обоих квадратов располагают с однонаправленным наклоном в калибре.
Текст
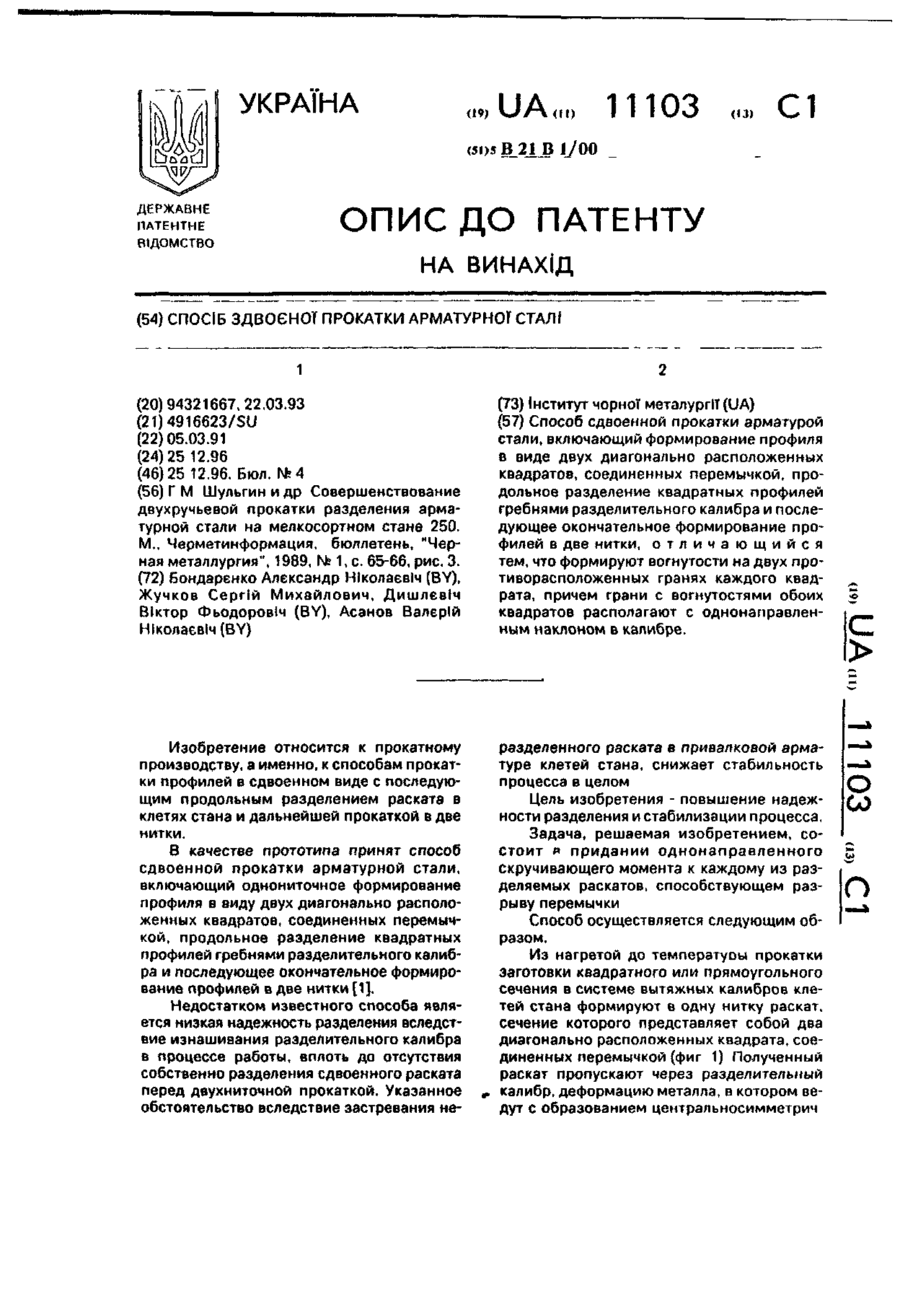
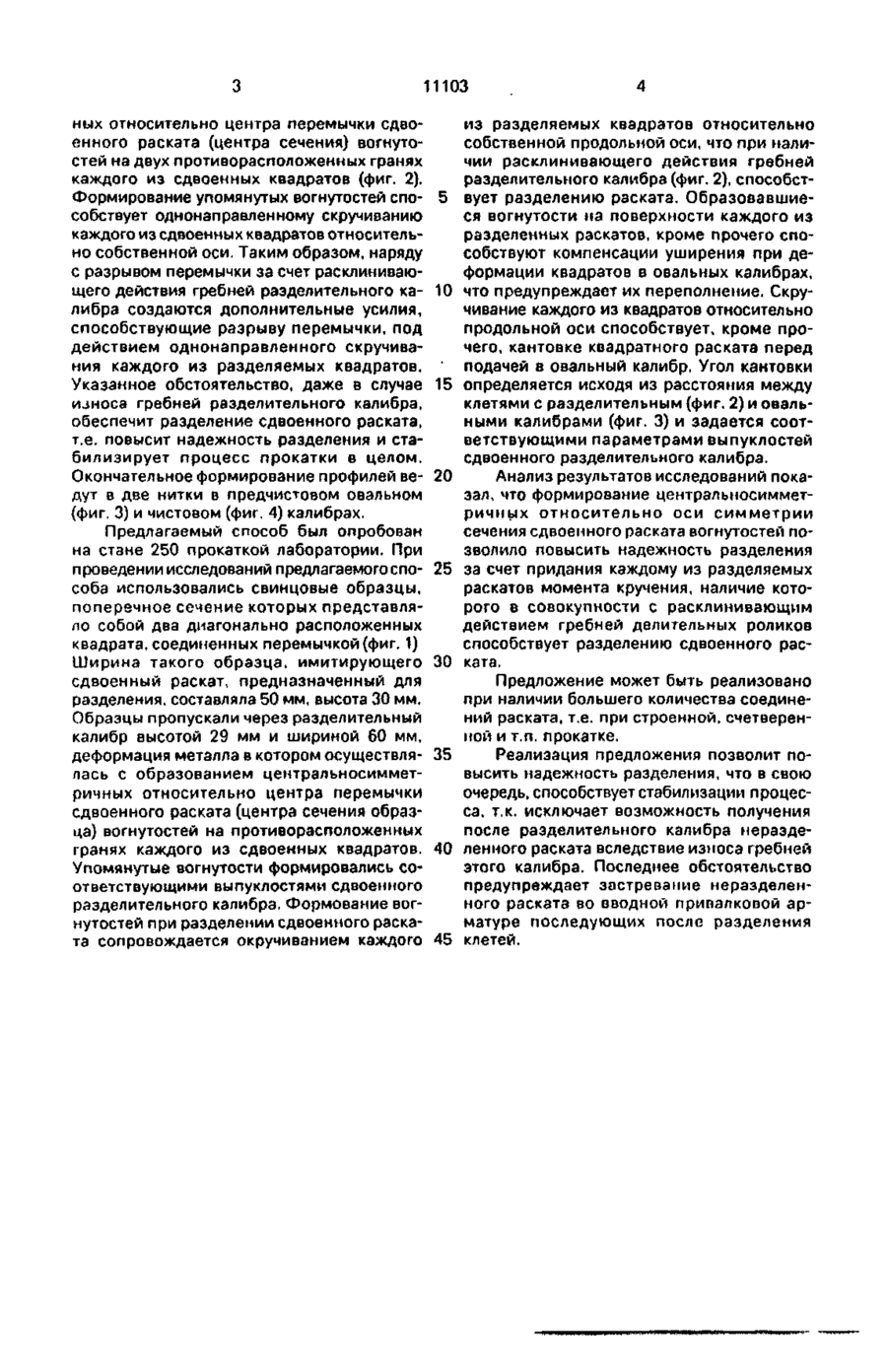
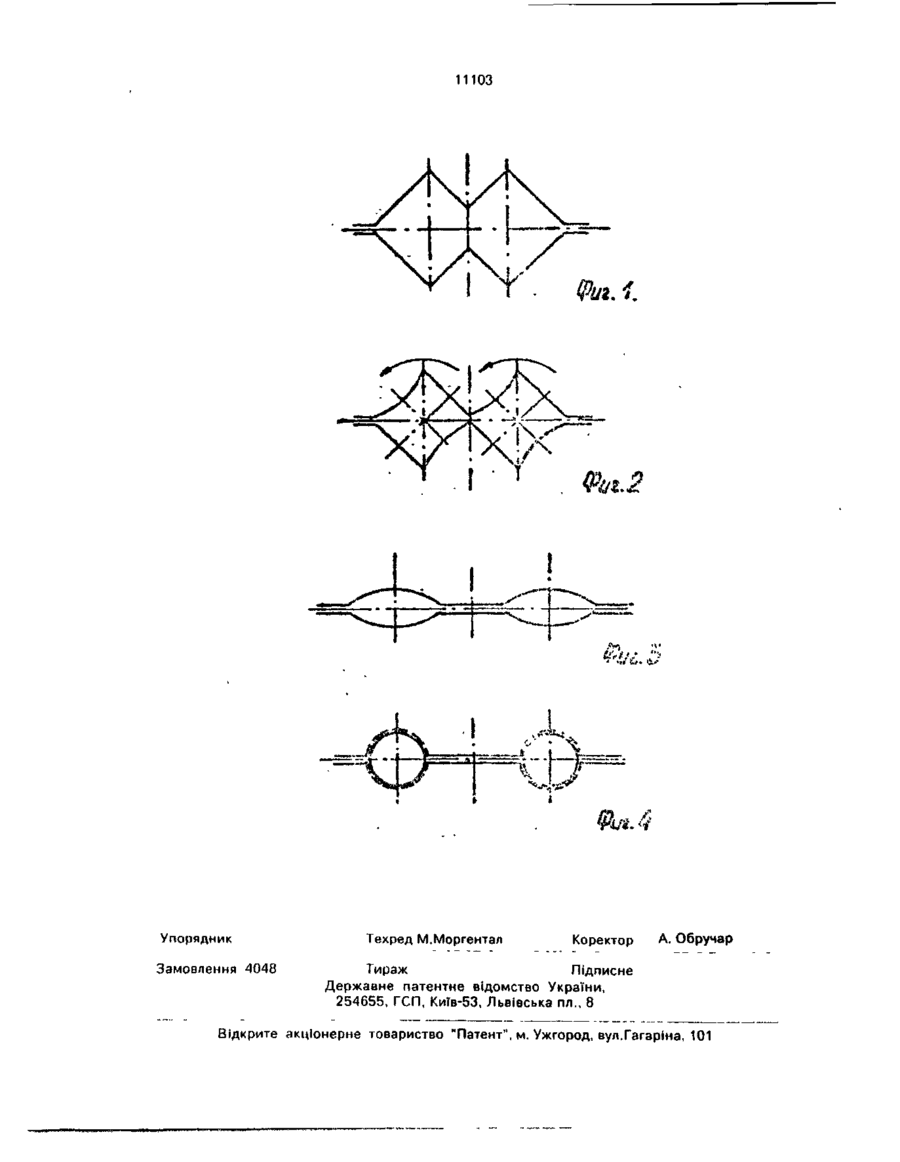
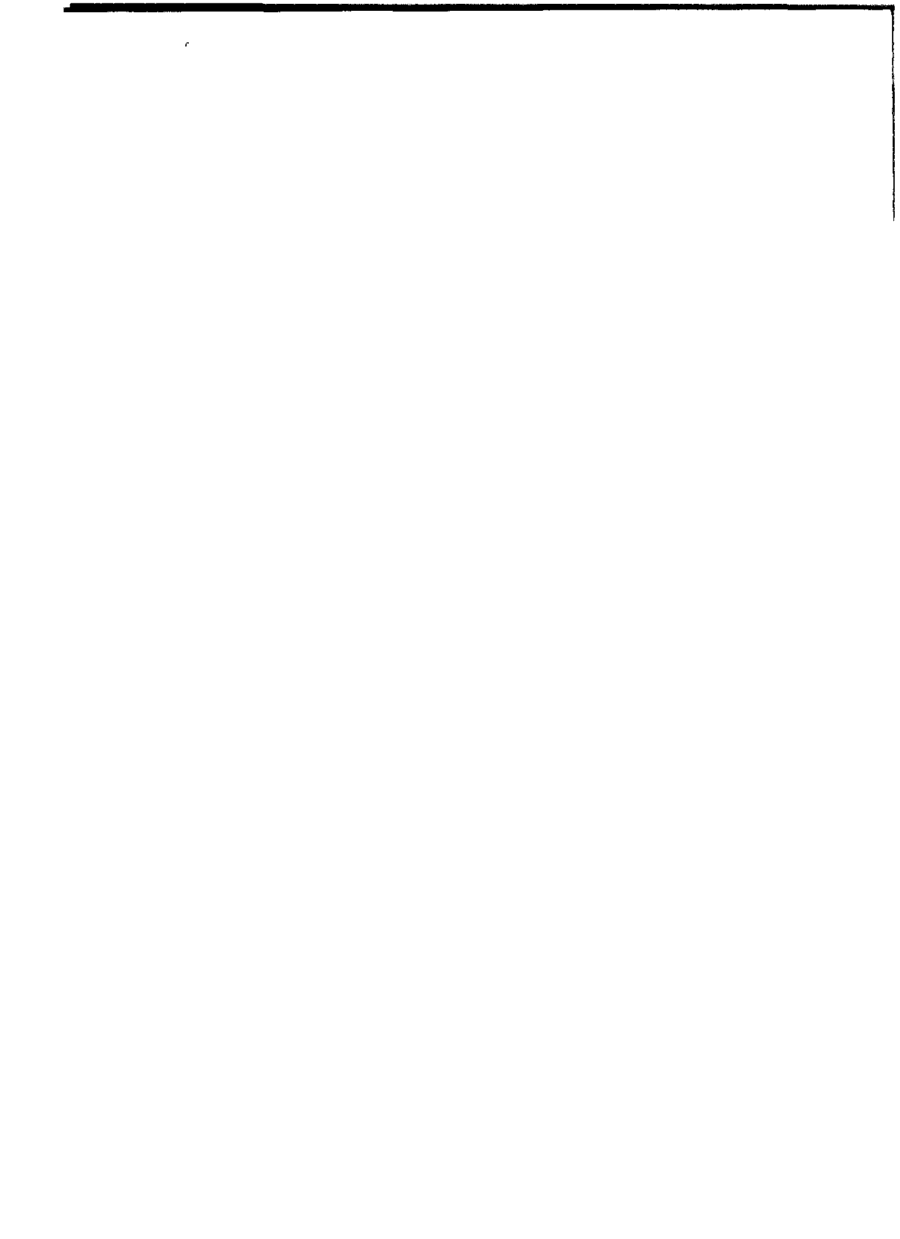
Способ сдвоенной прокатки арматурой стали, включающий формирование профиля в виде двух диагонально расположенных квадратов, соединенных перемычкой, продольное разделение квадратных профилей гребнями разделительного калибра и последующее окончательное формирование профилей в две нитки, о т л и ч а ю щ и й с я тем, что формируют вогнутости на двух противорасположенных гранях каждого квадрата, причем грани с вогнутостями обоих квадратов располагают с однонаправленным наклоном в калибре. Изобретение относится к прокатному производству, а именно, к способам прокатки профилей в сдвоенном виде с последующим продольным разделением раската в клетях стана и дальнейшей прокаткой в две нитки. разделенного раската в привалковой арматуре клетей стана, снижает стабильность процесса в целом Цель изобретения - повышение надежности разделения и стабилизации процесса. Задача, решаемая изобретением, состоит Й придании однонаправленного скручивающего момента к каждому из разделяемых раскатов, способствующем разрыву перемычки Способ осуществляется следующим образом. Из нагретой до температуоы прокатки заготовки квадратного или прямоугольного сечения в системе вытяжных калибров клетей стана формируют в одну нитку раскат, сечение которого представляет собой два диагонально расположенных квадрата, соединенных перемычкой (фиг 1) Полученный раскат пропускают через разделительный калибр, деформацию металла, в котором ведут с образованием центральносимметрич В качестве прототипа принят способ сдвоенной прокатки арматурной стали, включающий однониточное формирование профиля в виду двух диагонально расположенных квадратов, соединенных перемычкой, продольное разделение квадратных профилей гребнями разделительного калибра и последующее окончательное формирование профилей в две нитки [1]. Недостатком известного способа является низкая надежность разделения вследствие изнашивания разделительного калибра в процессе работы, вплоть до отсутствия собственно разделения сдвоенного раската перед двухниточной прокаткой. Указанное обстоятельство вследствие застревания не О со О 11103 ных относительно центра перемычки сдвоенного раската (центра сечения) вогнутостей на двух противорасположенных гранях каждого из сдвоенных квадратов (фиг. 2). Формирование упомянутых вогнутостей способствует однонаправленному скручиванию каждого из сдвоенных квадратов относительно собственной оси. Таким образом, наряду с разрывом перемычки за счет расклинивающего действия гребней разделительного калибра создаются дополнительные усилия, способствующие разрыву перемычки, под действием однонаправленного скручивания каждого из разделяемых квадратов. Указанное обстоятельство, даже в случае износа гребней разделительного калибра, обеспечит разделение сдвоенного раската, т.е. повысит надежность разделения и стабилизирует процесс прокатки в целом. Окончательное формирование профилей ведут в две нитки в предчистовом овальном (фиг. 3) и чистовом (фиг. 4) калибрах. Предлагаемый способ был опробован на стане 250 прокаткой лаборатории. При проведении исследований предлагаемого способа использовались свинцовые образцы, поперечное сечение которых представляло собой два диагонально расположенных квадрата, соединенных перемычкой (фиг. 1) Ширина такого образца, имитирующего сдвоенный раскат, предназначенный для разделения, составляла 50 мм, высота 30 мм. Образцы пропускали через разделительный калибр высотой 29 мм и шириной 60 мм, деформация металла в котором осуществлялась с образованием центральносимметричных относительно центра перемычки сдвоенного раската (центра сечения образца) вогнутостей на противорасположенных гранях каждого из сдвоенных квадратов. Упомянутые вогнутости формировались соответствующими выпуклостями сдвоенного разделительного калибра. Формование вогнутостей при разделении сдвоенного раската сопровождается окручиванием каждого 5 10 ' 15 20 25 30 35 40 45 из разделяемых квадратов относительно собственной продольной оси, что при наличии расклинивающего действия гребней разделительного калибра (фиг. 2), способствует разделению раската. Образовавшиеся вогнутости на поверхности каждого из разделенных раскатов, кроме прочего способствуют компенсации уширения при деформации квадратов в овальных калибрах, что предупреждает их переполнение. Скручивание каждого из квадратов относительно продольной оси способствует, кроме прочего, кантовке квадратного раската перед подачей в овальный калибр. Угол кантовки определяется исходя из расстояния между клетями с разделительным (фиг. 2) и овальными калибрами (фиг. 3) и задается соответствующими параметрами выпуклостей сдвоенного разделительного калибра. Анализ результатов исследований показал, что формирование центральносимметричных относительно оси симметрии сечения сдвоенного раската вогнутостей позволило повысить надежность разделения за счет придания каждому из разделяемых раскатов момента кручения, наличие которого в совокупности с расклинивающим действием гребней делительных роликов способствует разделению сдвоенного раската. Предложение может быть реализовано при наличии большего количества соединений раската, т.е. при строенной, счетверенной и т.п. прокатке. Реализация предложения позволит повысить надежность разделения, что в свою очередь, способствует стабилизации процесса, т.к. исключает возможность получения после разделительного калибра неразделенного раската вследствие износа гребней этого калибра. Последнее обстоятельство предупреждает застревание неразделенного раската во вводной привалковой арматуре последующих после разделения клетей. 11103 Фиг.1. Упорядник Замовлення 4048 Техред М.Моргентал Коректор А. Обручар Тираж Підписне Державне патентне відомство України, 254655, ГСП, Київ-53, Львівська пл., 8 Відкрите акціонерне товариство "Патент", м. Ужгород, вул.ГагарІна, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of double rolling of reinforcing steel
Автори англійськоюZhuchkov Serhii Mykhailovych
Назва патенту російськоюСпособ сдвоенной прокатки арматурной стали
Автори російськоюЖучков Сергей Михайлович
МПК / Мітки
МПК: B21B 1/00
Мітки: здвоєної, прокатки, сталі, арматурної, спосіб
Код посилання
<a href="https://ua.patents.su/4-11103-sposib-zdvoehno-prokatki-armaturno-stali.html" target="_blank" rel="follow" title="База патентів України">Спосіб здвоєної прокатки арматурної сталі</a>
Спосіб прокатки-розділення арматурної сталі
Номер патенту: 7907
Опубліковано: 26.12.1995
Автори: Дишковец Геннадій Анатольович, Івченко Олександр Васильович, Шульгін Григорій Митрофанович, Бабенко Михайло Антонович, Максаков Анатолій Іванович, Нечепоренко Володимир Андрійович, Омесь Миколай Михайлович, Тільга Степан Сергійович
МПК: B21B 1/02
Мітки: спосіб, прокатки-розділення, сталі, арматурної
Формула / Реферат:
1. Способ прокатки-разделения арматурной стали, включающий формирование в многоручьевых калибрах раската, состоящего из нескольких заготовок, соединенных между собой перемычкой, продольное разделение раската на отдельные заготовки и их последующую пониточную прокатку в арматурный профиль с продольными ребрами, отличающийся тем, что, с целью повышения стойкости арматурной стали к коррозионному растрескиванию, при формировании готового...
Спосіб термомеханічної обробки арматурної сталі
Номер патенту: 3203
Опубліковано: 26.12.1994
Автори: Филонов Юрій Всеволодович, Енвальд Анатолій Васильович, Гончар Володимир Павлович, Зосименко Валерій Дмитрович, Крупник Ісаак Абрамович, Сапригін Хразален Михайлович, Гавриленко Євген Дмитрович, Крупнік Леонід Ісаакович
Мітки: термомеханічної, обробки, сталі, арматурної, спосіб
Формула / Реферат:
Способ термомеханической обработки арматурной стали, включающий аустенизацию заготовки, прокатку в калибрах и ускоренное охлаждение раската, отличающийся тем, что аустенизацию заготовки проводят при температуре 1150—1000 °C, черновую прокатку в калибрах завершают переобжатием прикромочных участков сечения полосового раската, превышающим на 11—30% коэффициент обжатия центрального участка, затем подстуживают переобжатые участки раската до...
Спосіб прокатки заготовок
Номер патенту: 6060
Опубліковано: 29.12.1994
Автори: Костюченко Михайло Іванович, Тільга Степан Сергійович, Остапенко Віктор Володимирович, Шульгін Григорій Митрофанович, Максаков Анатолій Іванович, Губайдулін Вячеслав Фуатович, Левічев Павло Олексійович, Нечепоренко Володимир Андрійович
МПК: B21B 1/02
Мітки: заготовок, прокатки, спосіб
Формула / Реферат:
1. Способ прокатки заготовок, включающий последовательное формирование из исходной заготовки в многоручьевых калибрах двухниточного раската, состоящего из разноосных заготовок, соединенных между собой перемычкой, поворот заготовок вокруг их продольных осей в противоположные стороны и продольное разделение раската, отличающийся тем, что, с целью повышения технологичности процесса, смежные грани заготовок двухниточного раската формируют в...
Спосіб прокатки-розділення гатунових профілів
Номер патенту: 7902
Опубліковано: 26.12.1995
Автори: Шульгін Григорій Митрофанович, Ілатовський Віктор Федорович, Ржевіцкий Сергій Миколайович, Губайдулін Вячеслав Фуатович, Морозов Василь Петрович, Чуков Іван Яковлевич
МПК: B21B 1/02
Мітки: гатунових, спосіб, профілів, прокатки-розділення
Формула / Реферат:
Способ прокатки-разделения сортовых профилей, включающий формирование в многоручьевых калибрах раската, состоящего из нескольких, преимущественно двух, заготовок круглого сечения, соединенных между собой перемычкой толщиной, равной 0,02-0,2 их диаметра, разделение раската разрывом перемычки путем его прокатки в клиновидных гребнях валков, имеющих углы при вершине больше угла между смежными сторонами заготовок у перемычки раската, обжатие...
Спосіб прокатки
Номер патенту: 12153
Опубліковано: 25.12.1996
Автори: Гладуш Віктор Дмитрович, Філонов Олег Васильйович, Нечепоренко Володимир Андрійович, Костюченко Михайло Іванович, Губайдулін Вячеслав Фуатович, Шульгін Григорій Митрофанович
МПК: B21B 1/02
Формула / Реферат:
Способ прокатки, включающий двухкратное последовательное повторение этапов центрирования заготовок и формирования из них в двухручьевых калибрах раската, состоящего из двух соединенных перемычкой заготовок, с последующим его продольным разделением, отличающийся тем, что, с целью интенсификации технологического процесса и повышения точности прокатываемых заготовок путем улучшения центрирующей способности двухручьевых калибров, в конце...
Попередній патент: Пристрій для аерації водоймищ
Наступний патент: Ротор асинхронного електродвигуна з короткозамкнутою обмоткою
Випадковий патент: Пристрій для очистки газів (варіанти)