Лінія для виготовлення двотавра хребтової балки і нижньої обв’язки піввагона
Номер патенту: 77990
Опубліковано: 11.03.2013
Автори: Малюсейко Віктор Миронович, Роздабара Владислав Іванович, Моторін Артур Миколайович, Рогожин Михайло Вікторович, Волков Олег Володимирович







Формула / Реферат
1. Лінія для виготовлення двотавра хребтової балки і нижньої обв'язки піввагона, що складається зі встановлених в технологічній послідовності стенда для свердлення, виконаного з приймальним конвеєром і порталом для свердлення, подавального конвеєра, установки для клепки, розвантажувального конвеєра і системи керування, згаданий стенд для свердлення виконаний з основою рамної конструкції, на якій змонтовані приймальний конвеєр з приводом для його підйому щодо основи і приводом для переміщення виробу, базуючі і притискні елементи з приводами і напрямні для переміщення порталу уздовж подовжньої осі основи, портал для свердлення виконаний з приводом для його переміщення по згаданих напрямних і містить магазин змінного інструмента з приводом і свердлувальну головку з приводами для її переміщення у вертикальному і горизонтальному напрямах і взаємодії з магазином змінного інструмента, подавальний конвеєр містить приймальну гілку з приводом для переміщення виробу, механізм перевалювання з приводом і подавальну гілку, розвантажувальний конвеєр містить приймальну гілку, механізм скидання з приводом і гілку для складування, при цьому приймальна гілка подавального конвеєра розташована співвісно з приймальним конвеєром, а його подавальна гілка розташована співвісно з приймальною гілкою розвантажувального конвеєра, установка для клепки розташована з можливістю виконання операцій клепки в зоні між подавальною гілкою подавального конвеєра і приймальною гілкою розвантажувального конвеєра, а система керування виконана з можливістю керування в технологічній послідовності приводами згаданих конвеєрів, базуючих і притискних елементів, порталу для свердлення, магазина змінного інструмента, свердлувальної головки і блокування роботи цих приводів при виникненні нештатних і/або аварійних ситуацій.
2. Лінія за пунктом 1, яка відрізняється тим, що стенд для свердлення виконаний з пристроєм для збору змащувально-охолоджуючої рідини, змонтованим на його основі, і з'єднаним з ним пристроєм для подачі змащувально-охолоджуючої рідини в зону свердлення, змонтованому на порталі для свердлення, базуючі і притискні елементи виконані у вигляді досилачів і притисків, установка для клепки виконана у вигляді гідравлічної скоби, змонтованої на консольно-поворотному крані з можливістю переміщення в радіальному напрямі за допомогою талі з балансирами на вантажних гілках, і містить гідростанцію і пристрій для нагріву заклепок, виконаний у вигляді ізотермічної камери з електронагрівачами, а згадані конвеєри виконані роликовими.
3. Лінія за пунктом 1, яка відрізняється тим, що система керування складається з системи керування приводами порталу для свердлення і системи керування приводами конвеєрів, взаємозв'язаних між собою за допомогою взаємних блокувань, при цьому система керування приводами порталу для свердлення виконана з можливістю керування в автоматичному режимі приводами для переміщення порталу для свердлення, свердлувальної головки і магазина змінного інструмента відповідно до заданих координат і діаметрів отворів, керування в сервісному режимі згаданими приводами при виконанні настройки і коректування параметрів системи керування і керування в налагоджувальному режимі при виконанні наладки і ремонтних робіт, зупинки згаданих приводів, у тому числі аварійної, при виконанні операцій в автоматичному режимі і блокування автоматичного пуску порталу для свердлення при незафіксованому положенні виробу, блокування включення приводів базуючих і притискних елементів при нештатному положенні порталу для свердлення, блокування подальшого переміщення порталу для свердлення при досягненні ним кінцевих положень на напрямних основи, блокування автоматичного циклу виконання операцій при відмові будь-якого з приводів і/або падінні тиску в системі пневматичних приводів нижче заданої величини, система керування приводами конвеєрів виконана з можливістю керування приводами базуючих і притискних елементів, підйому приймального конвеєра, переміщення виробу на приймальному і подавальному конвеєрах, механізму перевалювання на подавальному конвеєрі і механізму скидання на подавальному конвеєрі і блокування включення приводу підйому приймального конвеєра при нештатному положенні базуючих і притискних елементів, блокування включення приводів базуючих і притискних елементів при піднятому положенні приймального конвеєра щодо основи, блокування включення приводу базуючих елементів при притиснутому положенні притискних елементів, блокування включення приводу механізму перевалювання на подавальному конвеєрі при включеному приводі на його приймальній гілці, блокування включення приводів на приймальному і подавальному конвеєрах при піднятому положенні приймального конвеєра щодо основи, при нештатному положенні притискних елементів і при нештатному положенні механізму перевалювання на подавальному конвеєрі.
Текст
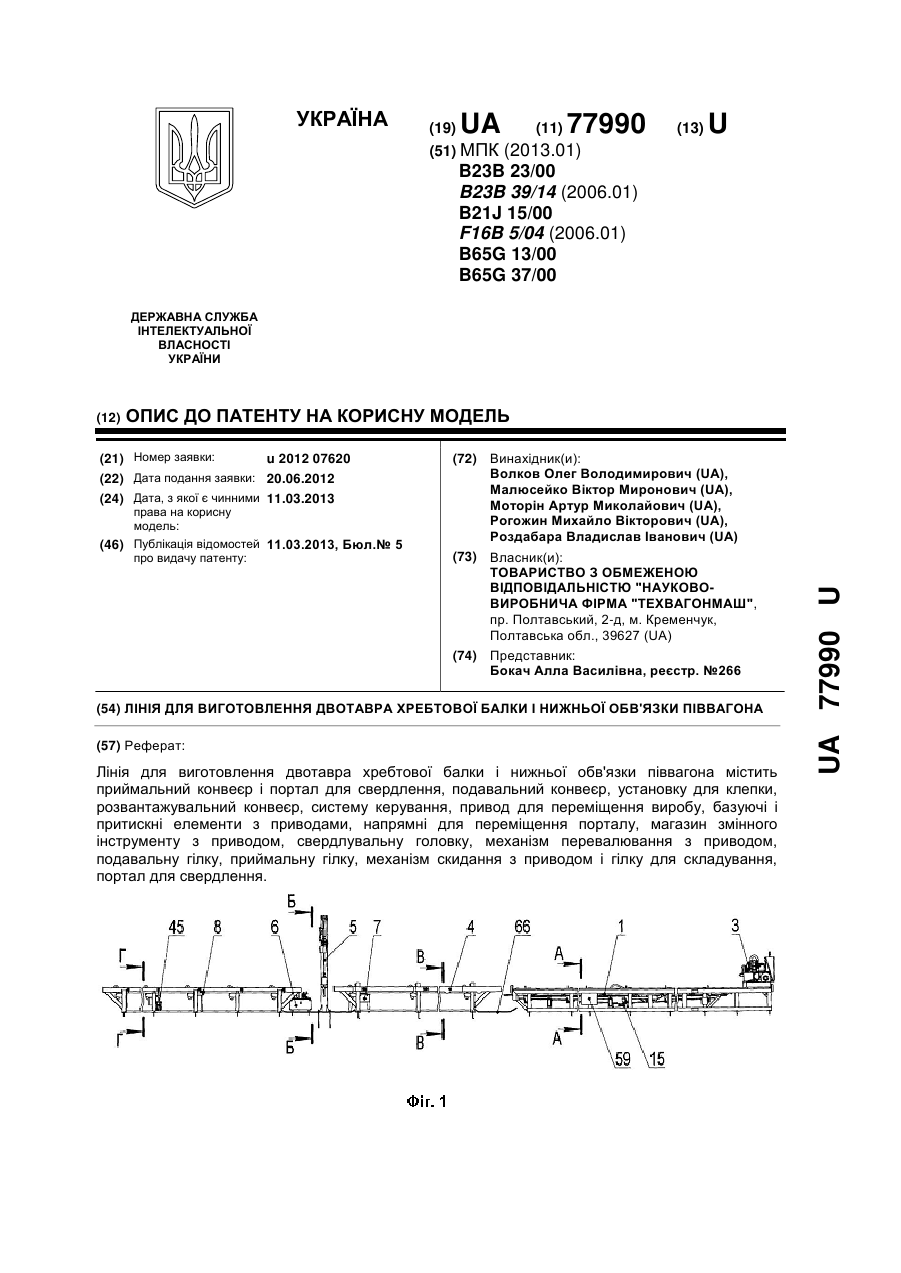
Реферат: Лінія для виготовлення двотавра хребтової балки і нижньої обв'язки піввагона містить приймальний конвеєр і портал для свердлення, подавальний конвеєр, установку для клепки, розвантажувальний конвеєр, систему керування, привод для переміщення виробу, базуючі і притискні елементи з приводами, напрямні для переміщення порталу, магазин змінного інструменту з приводом, свердлувальну головку, механізм перевалювання з приводом, подавальну гілку, приймальну гілку, механізм скидання з приводом і гілку для складування, портал для свердлення. UA 77990 U (12) UA 77990 U UA 77990 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до устаткування для свердлення в автоматичному режимі отворів під заклепки в довгомірних виробах, подачі виробів на позицію клепки для з'єднання з деталями насичення, виконання клепки і подачі готових виробів для складування, зокрема для свердлення отворів під заклепки в двотаврі хребтової балки і нижньої обв'язки піввагона і подальшого їх з'єднання методом клепки з деталями для навішування кришок люків, і може бути використана на вагонобудівних і на вагоноремонтних підприємствах при виготовленні, модернізації і капітальному ремонті вагонів, а також на машинобудівних підприємствах різного профілю. Відома установка для свердлення отворів в двотаврі хребтової балки і нижньої обв'язки піввагона (Технология вагоностроения и ремонта вагонов. Під ред. В.І. Безценного. Учебник для вузов ж.-д. транспорта. - М.: "Транспорт, 1976.-432 с. - С. 321), що виконана у вигляді радіальносвердлувального верстата. Розмітку координат отворів перед свердленням виконують вручну. Управління верстатом здійснюють за допомогою кнопкового пульта. Недоліками відомої установки для свердлення отворів є висока трудомісткість виконання робіт, обумовлена великою кількістю підготовчо-заключних операцій і відсутністю засобів автоматизації виконання операцій, що приводить до зниження її продуктивності. Відома установка для клепки (патент RU № 84286, B21J15/12, дата публікації 10.07.2009), що складається з гідравлічної скоби, змонтованої на консольно-поворотному крані, і пов'язаної з нею гідравлічної станції. Гідравлічна скоба змонтована на поворотній консолі через систему блоків і урівноважена противагою, розміщеною усередині вертикальної колони. Управління установкою здійснюють за допомогою кнопкового пульта, розташованого на гідравлічній скобі. Недоліками відомої установки є: - розміщення гідравлічної скоби на крані з можливістю переміщення тільки в круговому напрямі, що обмежує робочу зону; - виконання підвішування гідравлічної скоби на одному тросі, що знижує зручність її використовування в роботі. Таким чином, з рівня техніки не відомі технічні рішення, об'єднуючі у складі однієї лінії установку для свердлення отворів, установку для клепки, транспортні засоби і систему керування, що дозволяє істотно зменшити кількість підготовчо-заключних операцій, автоматизувати виконання основних операцій і механізувати транспортні операції. В основу корисної моделі поставлена задача створення лінії для виготовлення двотавра хребтової балки і нижньої обв'язки піввагона, в якій за рахунок розміщення в технологічній послідовності стенда для свердлення, установки для клепки і відповідних транспортних засобів, а також оснащення лінії системою керування забезпечується істотне підвищення продуктивності виготовлення даних виробів при забезпеченні сучасних вимог до безпеки виконання робіт. Поставлена задача вирішується тим, що лінія для виготовлення двотавра хребтової балки і нижньої обв'язки піввагона, яка складається зі встановлених в технологічній послідовності стенда для свердлення, виконаного з приймальним конвеєром і порталом для свердлення, подавального конвеєра, установки для клепки, розвантажувального конвеєра і системи керування, згаданий стенд для свердлення виконаний з основою рамної конструкції, на якій змонтовані приймальний конвеєр з приводом для його підйому щодо основи і приводом для переміщення виробу, базуючі і притискні елементи з приводами і напрямні для переміщення порталу уздовж подовжньої осі основи, портал для свердлення виконаний з приводом для його переміщення по згаданих напрямних і містить магазин змінного інструмента з приводом і свердлувальну головку з приводами для її переміщення у вертикальному і горизонтальному напрямах і взаємодії з магазином змінного інструмента, подавальний конвеєр містить приймальну гілку з приводом для переміщення виробу, механізм перевалювання з приводом і подавальну гілку, розвантажувальний конвеєр містить приймальну гілку, механізм скидання з приводом і гілку для складування, при цьому приймальна гілка подавального конвеєра розташована співвісно з приймальним конвеєром, а його подавальна гілка розташована співвісно з приймальною гілкою розвантажувального конвеєра, установка для клепки розташована з можливістю виконання операцій клепки в зоні між подавальною гілкою подавального конвеєра і приймальною гілкою розвантажувального конвеєра, а система керування виконана з можливістю керування в технологічній послідовності приводами згаданих конвеєрів, базуючих і притискних елементів, порталу для свердлення, магазина змінного інструменау, свердлувальної головки і блокування роботи цих приводів при виникненні нештатних і/або аварійних ситуацій. Доцільно, щоб стенд для свердлення був виконаний з пристроєм для збору змащувальноохолоджуючої рідини, змонтованим на його основі, і з'єднаним з ним пристроєм для подачі змащувально-охолоджуючої рідини в зону свердлення, змонтованому на порталі для 1 UA 77990 U 5 10 15 20 25 30 35 40 45 50 55 60 свердлення, базуючі і притискні елементи були виконані у вигляді досилачів і притисків, установка для клепки була виконана у вигляді гідравлічної скоби, змонтованої на консольноповоротному крані з можливістю переміщення в радіальному напрямі за допомогою талі з балансирами на вантажних гілках, і містила гідростанцію і пристрій для нагріву заклепок, виконаний у вигляді ізотермічної камери з електронагрівачами, а згадані конвеєри були виконані роликовими. Для підвищення рівня автоматизації виконання технологічних операцій, продуктивності і безпеці експлуатації система керування складається з системи керування приводами порталу для свердлення і системи керування приводами конвеєрів, взаємозв'язаних між собою за допомогою взаємних блокувань, при цьому система керування приводами порталу для свердлення виконана з можливістю керування в автоматичному режимі приводами для переміщення порталу для свердлення, свердлувальної головки і магазина змінного інструмента відповідно до заданих координат і діаметрів отворів, керування в сервісному режимі згаданими приводами при виконанні настройки і коректування параметрів системи керування і керування в налагоджувальному режимі при виконанні наладки і ремонтних робіт, зупинки згаданих приводів, у тому числі аварійної, при виконанні операцій в автоматичному режимі і блокування автоматичного пуску порталу для свердлення при незафіксованому положенні виробу, блокування включення приводів базуючих і притискних елементів при нештатному положенні порталу для свердлення, блокування подальшого переміщення порталу для свердлення при досягненні ним кінцевих положень на напрямних основи, блокування автоматичного циклу виконання операцій при відмові будь-якого з приводів і/або падінні тиску в системі пневматичних приводів нижче заданої величини, система керування приводами конвеєрів виконана з можливістю керування приводами базуючих і притискних елементів, підйому приймального конвеєра, переміщення виробу на приймальному і подавальному конвеєрах, механізму перевалювання на подавальному конвеєрі і механізму скидання на подавальному конвеєрі і блокування включення приводу підйому приймального конвеєра при нештатному положенні базуючих і притискних елементів, блокування включення приводів базуючих і притискних елементів при піднятому положенні приймального конвеєра щодо основи, блокування включення приводу базуючих елементів при притиснутому положенні притискних елементів, блокування включення приводу механізму перевалювання на подавальному конвеєрі при включеному приводі на його приймальній гілці, блокування включення приводів на приймальному і подавальному конвеєрах при піднятому положенні приймального конвеєра щодо основи, при нештатному положенні притискних елементів і при нештатному положенні механізму перевалювання на подавальному конвеєрі. Сукупність загальних і відмітних істотних ознак корисної моделі, що заявляється, дозволяє істотно понизити трудомісткість виконання операцій свердлення і транспортування виробів і підвищити продуктивність і рівень автоматизації їх виконання. Зокрема, виконання лінії у вигляді розташованих в технологічній послідовності стенда для свердлення, виконаного з приймальним конвеєром і порталом для свердлення, подавального конвеєра, установки для клепки, розвантажувального конвеєра і системи керування дозволяє створити нову технологічну логістику виготовлення даних довгомірних виробів за рахунок використовування металоконструкції конвеєрів як транспортних засобів і засобів для тимчасового зберігання готових виробів. Виконання стенда для свердлення з приймальним конвеєром і порталом для свердлення дозволяє підвищити концентрацію технологічних операцій на одній робочій позиції, сумістивши операції транспортування і свердлення і зменшивши за рахунок цього кількість транспортних зв'язків і кількість підготовчо-заключних операцій. На забезпечення цього технічного результату направлено виконання стенда для свердлення з основою рамної конструкції, на якій змонтовані приймальний конвеєр з приводом для його підйому щодо основи і приводом для переміщення виробу, базуючі і притискні елементи з приводами і напрямні для переміщення порталу уздовж подовжньої осі основи. Виконання порталу для свердлення з приводом для його переміщення по напрямних і розміщення на порталі магазина змінного інструменту з приводом і свердлувальної головки з приводами для переміщення у вертикальному і горизонтальному напрямах і взаємодії з магазином змінного інструменту, дозволяє сконцентрувати на цій мобільній частині стенда виконання операцій переміщення, свердлення і заміни інструмента відповідно до заданих координат і діаметрів отворів і за рахунок цього виключити велику частину допоміжних операцій, що підвищує продуктивність і створює умови для автоматизації цих операцій. На забезпечення нової логістики транспортних операцій і підвищення рівня їх механізації направлено виконання подавального і розвантажувального конвеєрів з двома гілками і 2 UA 77990 U 5 10 15 20 25 30 35 40 45 50 55 60 механізмами для переміщення виробів з однієї гілки на іншу, а також розташування приймальної гілки подавального конвеєра співвісно з приймальним конвеєром, а його подавальної гілки співвісно з приймальною гілкою розвантажувального конвеєра. На забезпечення цього технічного результату направлено розташування установки для клепки з можливістю виконання операцій клепки в зоні між подавальною гілкою подавального конвеєра і приймальною гілкою розвантажувального конвеєра, що дозволяє одночасно з виконанням операцій клепки виконувати переміщення виробів з одного подавального на розвантажувальний конвеєр. Виконання системи керування з можливістю керування в технологічній послідовності приводами згаданих конвеєрів, базуючих і притискних елементів, порталу для свердлення, магазина змінного інструмента, свердлувальної головки і блокування роботи цих приводів при виникненні нештатних і/або аварійних ситуацій дозволяє підвищити рівень автоматизації управління лінією при одночасному підвищенні безпеки її експлуатації. Корисна модель в цілому вирішує задачі, направлені на реалізацію сучасного рівня вимог до організації виробництва і технології виготовлення піввагонів на вагонобудівних і на вагоноремонтних підприємствах, припускаючого комплексне рішення питань підвищення продуктивності технологічного устаткування, забезпечення якості продукції, охорони і безпеки праці, економії трудових, матеріальних і енергетичних ресурсів. Технічне рішення, що заявляється, пояснюється на прикладі конструктивного виконання лінії для виготовлення двотавра хребтової балки і нижньої обв'язки піввагона, розробленого Товариством з обмеженою відповідальністю "Науково-виробнича фірма "Техвагонмаш", м. Кременчук, Україна. Суть корисної моделі пояснюється представленими фігурами креслень, де на фіг. 1 показаний загальний вид лінії (вид спереду); фіг. 2 - загальний вид лінії (вид зверху); фіг. 3 переріз А-А на фіг. 1 (стенд для свердлення); фіг. 4 - переріз В-В на фіг. 1 (подавальний конвеєр); фіг. 5 - переріз Б-Б на фіг. 1 (установка для клепки); фіг. 6 - переріз Г-Г на фіг. 1 (розвантажувальний конвеєр); фіг. 7 - принципова схема системи керування. Лінія складається (фіг. 1, 2) зі встановлених в технологічній послідовності стенда для свердлення 1 із змонтованими на ньому приймальним конвеєром 2 і порталом для свердлення 3, подавального конвеєра 4, установки для клепки 5 з гідравлічною станцією 6 і пристроєм для нагріву заклепок 7, розвантажувального конвеєра 8 і системи керування. Стенд для свердлення 1 призначений для прийому виробів, їх базування і фіксації в положенні для свердлення, свердлення отворів і подальшої передачі виробів на робочу позицію клепки. Стенд для свердлення 1 (фіг. 1-3) виконаний з основою 9 рамної конструкції, на якій змонтовані приймальний конвеєр 2, базуючі і притискні елементи з приводами, виконані у вигляді подовжнього досилача 10 з пневматичним приводом (не показаний), горизонтальних притисків важелів 11 з пневматичними приводами (не показані) і вертикальних притисків важелів 12 з пневматичними приводами 13, підставки 14, пристрій для збору змащувальноохолоджуючої рідини (ЗОР) 15 і напрямні 16 для переміщення порталу для свердлення 3 уздовж подовжньої осі основи 9. Основа 9 жорстко закріплена за допомогою анкерних болтів (не позначені) на підлозі цеху. Приймальний конвеєр 2 виконаний з роликами 17, пов'язаними з ланцюговим приводом 18 для переміщення виробу, і містить механізм для підйому (опускання) згаданого конвеєра 2 щодо основи 9, виконаний з приводом у вигляді пневмоциліндрів 19. Пристрій для збору ЗОР 15 складається з похилих жолобів, з'єднаних з баками, і насосів (не позначені). Портал для свердлення 3 (фіг. 3) виконаний рамної конструкції, на якій змонтовані рейковий привід з електродвигуном (не показаний) для переміщення по напрямних 16, магазин змінного інструмента з приводом (не показаний), свердлувальна головка 20, виконана з приводами 21 для обертання і для переміщення у вертикальному і горизонтальному напрямах, і пристрій для подачі ЗОР в зону свердлення (не показано) з рукавами 22. Приводи для обертання і для переміщення свердлувальної головки 20 у вертикальному і горизонтальному напрямах виконані з можливістю взаємодії з магазином змінного інструменту. Свердлувальна головка 20 зв'язана з пружинним механізмом для затискання свердла в шпинделі, пневматичним циліндром для його розтискання і з пристроєм для видалення стружки за допомогою подачі стислого повітря (не показані). Подача стислого повітря і ЗОР забезпечується за допомогою гнучкого енергетичного ланцюга 23, змонтованої на основі 9 і на порталі для свердлення 3. Рейковий привід порталу для свердлення 3 забезпечує його переміщення уздовж основи 9 з маршовою швидкістю до 22 м/хв. Регулювання швидкості в рейковому приводі порталу 3 виконують за допомогою програмного забезпечення. Подавальний конвеєр 4 призначений для передачі виробів на робочу позицію клепки і 3 UA 77990 U 5 10 15 20 25 30 35 40 45 50 55 60 містить (фіг. 2, 4) приймальну 24 і подавальну 25 гілки, виконані на рамній основі 26. Приймальна гілка 24 подавального конвеєра 4 розташована співвісно з приймальним конвеєром 2 і містить повідні ролики 26, зв'язані з ланцюговим приводом 27. Подаюча вітка 25 містить стаціонарні ролики 28 для розміщення двотавра хребтової балки і відкидні ролики 29 для розміщення кутового профілю нижньої обв'язки. Переміщення відкидних роликів 29 здійснюють за допомогою шарнірного механізму 30. Передачу виробів з приймальної гілки 24 на подавальну гілку 25 виконують за допомогою механізму перевалювання, що складається з пневмоциліндра 31, шарнірно з'єднаного з важелями 32 за допомогою вала 33. Установка для клепки 5 (фіг. 1, 2, 5) виконана у вигляді консольно-поворотного крана, що складається з колони 34 з шарнірно закріпленою на ній поворотною стрілою 35, і талі 36, змонтованої на останній з можливістю переміщення уздовж неї. На гнучкій подвійній підвісці 37 закріплена гідравлічна скоба 38, положення якої врівноважується балансирами 39. Переміщення талі 36 із закріпленою на ній гідравлічною скобою 38 уздовж стріли 35 забезпечується за допомогою рукоятки 40. Гідравлічна скоба 38 складається з корпусу, на якому змонтований гідроциліндр 41 з двома обтисканнями - 42 і 43. Гідроциліндр 41 за допомогою рукавів високого тиску (не позначений) з'єднаний з гідравлічною станцією 6. Пристрій для нагріву заклепок 7 виконаний у вигляді ізотермічної камери з електронагрівачами. Розвантажувальний конвеєр 8 призначений для передачі готових виробів для складування і містить (фіг. 1, 2, 6) приймальну 44 гілку, механізм скидання 45 і гілку для складування 46, виконані на рамній основі 47. Приймальна гілка 44 розвантажувального конвеєра 8 розташована співвісно з подавальною гілкою 25 подавального конвеєра 4 і містить стаціонарні ролики 48 для розміщення двотавра хребтової балки і відкидні ролики 49 для розміщення кутового профілю нижньої обв'язки. Переміщення відкидних роликів 49 здійснюють за допомогою шарнірного механізму 50. Передачу виробів з приймальної гілки 44 на вітку для складування 46 виконують за допомогою механізму скидання 45, що складається з пневмоциліндра 51, шарнірно з'єднаного зі скидачами 52 за допомогою вала 53 і механізму важеля 54. Розташування приймальної гілки 24 подавального конвеєра 4 співвісно з приймальним конвеєром 2, а його подавальної гілки 25 співвісно з приймальною гілкою 44 розвантажувального конвеєра 8, а також розташування установки для клепки 5 з можливістю виконання операцій клепки в зоні між подавальною гілкою 25 подавального конвеєра 4 і приймальною гілкою 44 розвантажувального конвеєра 8 дозволяє істотно скоротити протяжність транспортуючого устаткування і тривалість виконання транспортних операцій. Керування стендом здійснюється за допомогою системи керування, що складається (фіг. 7) з системи керування 55 приводами порталу для свердлення 3 і системи керування 56 приводами конвеєрів 2, 4 і 8, взаємозв'язаних між собою за допомогою взаємних блокувань. Керування гідроциліндром 41 установки для клепки 5 здійснюється за допомогою кнопкового пульта (не показаний), закріпленого на гідравлічній скобі 38. Система керування 55 приводами порталу для свердлення 3 побудована на базі керуючого контролера 57, мобільної сенсорної панелі 58 і серводвигунів порталу для свердлення 3, свердлувальної головки 20 і магазина змінного інструмента. До складу системи керування 55 також входять пневмошафа 59, розташована на основі 9, шафи керування 60 і 61, розташовані на порталі 3, контактні і безконтактні індуктивні датчики положення, путьові вимикачі, електромагніти гідро- і пневморозподілювачі, звукові (не показані) і світлосигнальні 62 пристрої. Система керування 55 через стабілізований блок живлення підключена до трифазної електромережі напругою 380 В і частотою 50 Гц. Об'єктами керування системи керування 55 є: - серводвигуни рейкового візка на порталі для свердлення 3; - електродвигун шпинделя свердлувальної головки 20; - серводвигуни механізмів 21 для вертикального і горизонтального переміщення свердлувальної головки 20; - серводвигун механізму переміщення магазина змінного інструменту; - пневматичне устаткування для розтискання свердла в шпинделі свердлувальної головки 20 і для обдува свердла; - насоси засобу для подачі і збору ЗОР. Система керування 55 забезпечує: - автоматичний режим керування електроприводами рейкового приводу порталу для свердлення 3, свердлувальної головки 20 і магазина змінного інструменту, пневматичним устаткуванням для розтискання свердла в шпинделі свердлувальної головки 20 і для обдува свердла, а також насосами засобу для подачі і збору ЗОР при виконанні операцій свердлення 4 UA 77990 U 5 10 15 20 25 30 35 40 45 50 55 60 отворів в заданих видах виробів; - сервісний режим керування при виконанні настройки і коректування параметрів системи керування 55; - налагоджувальний режим керування при виконанні наладки і ремонтних робіт пристроїв і устаткування порталу для свердлення 3; - зупинку згаданих приводів, у тому числі аварійну, при виконанні будь-якої з операцій. Системою керування 55 передбачені технологічні і захисні блокування порталу для свердлення 3, у тому числі: - блокування автоматичного пуску порталу для свердлення 3 при незафіксованому положенні виробу; - блокування включення пневматичних приводів базуючих і притискних елементів на підставі 9 при нештатному положенні порталу для свердлення 3; - блокування подальшого переміщення порталу для свердлення 3 при досягненні ним кінцевих положень на напрямних 16; - блокування автоматичного циклу виконання операцій при відмові будь-якого з приводів і/або падінні тиску в системі пневматичних приводів нижче заданої величини. Руху порталу для свердлення 3 передує попереджувальна звукова сигналізація, а супроводжує рух - сигналізація світлосигнального пристрою 63, розташованого на шафі керування 61. Система керування 56 конвеєрами побудована на базі керуючого контролера 63 і містить кнопкові пульт керування 64 і пост керування 65, магнітні датчики положення, оптичний датчик і електромагніти пневморозподілювачів (не показані). Об'єктами керування системи керування 56 є: - пневматичні приводи досилачі 10, горизонтальних 11 і вертикальних 12 притисків на стенді для свердлення 1; - пневмоциліндри 19 механізму підйому приймального конвеєра 2 щодо основи 9; - ланцюгові приводи 18 і 27, відповідно, на приймальному конвеєрі 2 і на приймальній гілці 24 подавального конвеєра 4; - пневмоциліндр 31 механізму перевалювання на подавальному конвеєрі 4; - пневмоциліндр 51 механізму скидання 45 на розвантажувальному конвеєрі 8. Системою керування 56 передбачені технологічні і захисні блокування, у тому числі: - блокування включення пневмоциліндрів 19 механізму підйому приймального конвеєра 2 щодо основи 9 при нештатному положенні досилача 10 і горизонтальних 11 і вертикальних 12 притисків на стенді для свердлення1; - блокування включення пневмоциліндрів горизонтальних 11 і вертикальних 12 притисків при піднятому положенні приймального конвеєра 2 щодо основи 9; - блокування включення пневмоциліндрів досилача 10 при піднятому положенні приймального конвеєра 2 щодо основи 9 і притиснутому положенні горизонтальних 11 і вертикальних 12 притисків на стенді для свердлення 1; - блокування включення пневмоциліндра 31 механізму перевалювання на подавальному конвеєрі 4 при включеному ланцюговому приводі 27 на його приймальній гілці 24; - блокування включення ланцюгових приводів 18 і 27 на приймальному 2 і подавальному 4 конвеєрах при піднятому положенні приймального конвейєра 2 щодо основи 9, при нештатному положенні горизонтальних 11 і вертикальних 12 притисків і при піднятому положенні важелів 32 механізми перевалювання на подавальному конвеєрі 4. Стенд для свердлення 1 із змонтованими на ньому приймальним конвеєром 2 і порталом для свердлення 3, подаючий конвеєр 4 і розвантажувальний конвеєр 8 зв'язані між собою за допомогою пнемомагістралі 66. Робота лінії здійснюється таким чином. В початковому положенні лінії: - силові електричні, пневматичні і гідравлічні ланцюги підключені; - електроустаткування лінії включено; - приводи 18 і 27 приймального 2 і подавального 4 конвеєрів відключені; - гідростанція 6 включена; - пристрій для нагріву заклепок 7 наповнений і заклепки нагріті до заданої температури; - портал для свердлення 3 знаходиться в крайньому положенні стоянки; - досилач 10 знаходиться в крайньому відкинутому положенні, горизонтальні 11 і вертикальні 12 притиски розтискали; - приймальний конвеєр 2 знаходиться в піднятому положенні над основою 9; - важелі 32 на подавальному конвеєрі 4 і скидачі 52 на розвантажувальному конвеєрі 8 5 UA 77990 U 5 10 15 20 25 30 35 40 45 50 55 60 знаходяться в нижньому положенні; - поворотна стріла 35 з гідроскобою 38 на установці для клепки 5 знаходиться зовні зони проходження виробу. Гідроскоба 38 на талі 36 знаходиться в крайньому верхньому положенні, обтискання 42 і 43 розведені, шток гідроциліндра 41 втягнутий. За допомогою підйомно-транспортних засобів виріб, зокрема двотавр хребтової балки укладають полицями на ролики 17 приймального конвеєра 2. На пульті керування 64 системи керування конвеєрами 56 натисненням на відповідну кнопку включають пневмоприводи 19 і опускають приймальний конвеєр 2 в нижнє положення на основі 9. Далі з пульта керування 64 послідовним натисненням кнопок включають пневмоциліндри досилача 10, горизонтальних 11 і вертикальних 12 притисків і фіксують двотавр хребтової балки на приймальному конвеєрі 2. Система керування конвеєрами 56 автоматично подає сигнал системі керування 55 про готовність до свердлення, після чого знімається блокування на роботу сервопривода рейкового візка порталу для свердлення 3. Керування порталом для свердлення 3 виконують з мобільної сенсорної панелі 58. В стартовому меню натискують на кнопку "Автоматичний режим", після чого здійснюється перехід в цей режим. На табло панелі 58 в полі вибору виробу оператор вибирає тип виробу - двотавр, і після натиснення на кнопку "Пуск" програма контролера 57 задає координати і номер свердла для першого отвору. Відповідно до програми автоматично порівнюється номер свердла, закріпленого в шпинделі свердлувальної головки 20, із заданим номером свердла для даного отвору. При відмінності в номерах свердел автоматично включаються сервоприводи магазина змінного інструменту і свердлувальної головки 20 і виконується заміна свердла. Після цього включається сервопривод рейкового візка порталу для свердлення 3 і по заданих координатах портал переміщається до першої точки свердлення, автоматично включаються приводи шпинделя і вертикального переміщення свердлувальної головки 20 і виконується свердлення отвору. В процесі свердлення автоматично включаються пристрій для подачі ЗОР в зону свердлення і пристрій для видалення стружки. Після закінчення свердлення першого отвору послідовно включаються приводи вертикального і горизонтального переміщення і свердлувальна головка 20 відводиться від виробу. В лічильнику отворів керуючого контролера 57 додається одиниця і накопичена сума порівнюється із заданою кількістю отворів на виробі. Якщо порівнювані величини не рівні, то програма керуючого контролера 57 підставляє координати наступного отвору і відповідного йому номера свердла. Цикли переміщення порталу для свердлення 3, заміни свердел в свердлувальній головці 20 і виконання свердлення повторюються до завершення свердлення останнього отвору. Після цього портал для свердлення 3 повертається в початкове положення на стенді для свердлення 1 і автоматичний цикл виконання операцій завершується. Система керування 55 автоматично подає сигнал про завершення свердлення системі керування конвеєрами 56, після чого знімається блокування на роботу приводів конвеєрів 2, 4 і 8. В системі керування конвеєрами 56 з пульта керування 64 послідовним натисненням на відповідні кнопки включають пневмоциліндри досилача 10 і горизонтальних 11 і вертикальних 13 притисків, звільняючи двотавр від фіксації, і включають пневмоприводи 19 для підйому приймального конвеєра 2 у верхнє положення на основі 9. На цьому ж пульті керування натисненням на кнопку включають електродвигуни ланцюгових приводів 18 і 27 і переміщають двотавр на приймальну гілку 24 подавального конвеєра 4. Співвісне розташування приймального конвеєра 2 і приймальної гілки 24 подавального конвеєра 4 забезпечує рівномірне і безперешкодне переміщення виробу. З пульта керування 64 включають пневмоциліндр 31 механізму перевалювання і за допомогою важелів 32 переміщають двотавр на ролики 28 подавальної гілки 25, після чого важелі 32 повертають в початкове положення. По роликах 28 подавальної гілки 25 виріб переміщають на робочу позицію клепки, яка розташована в зоні між подавальною гілкою 25 подавального конвеєра 4 і приймальною гілкою 44 розвантажувального конвеєра 8. На виріб накладають першу деталь і центрують отвори, що з'єднуються, за допомогою штиря. З пристрою для нагріву заклепок 7 кліщами витягують заклепку і заводять її в отвір. За допомогою рукоятки 40 талі 36 із закріпленою на ній гідроскобою 38 переміщають до першої заклепки і підводять верхнє обтискання 42 до головки заклепки. На кнопковому пульті включають гідроциліндр 41 і проводять обтискання заклепки і виводять гідравлічну скобу 38 із зони клепки. Аналогічно виконують операції клепки для решти отворів на виробі, послідовно переміщаючи його по роликах 28. При виконанні операцій клепки по довжині виробу воно поступове переміщається з подавальної гілки 25 подавального конвеєра 4 на співвісну з нею приймальну гілку 44 розвантажувальні конвеєри 8. Після переміщення виробу до упора на приймальній вітці 44 з пульта керування 64 включають пневмоциліндр 51 і за допомогою скидачів 52 переміщають 6 UA 77990 U 5 10 15 20 25 30 35 40 45 50 55 60 готовий виріб на гілку для складування 46. Цикл виготовлення виробу завершується поверненням скидачів 52 в початкове положення. Для виготовлення нижнього обв'язування, виконаного з кутового прокатного профілю, заздалегідь виконують переналагодження подавальної гілки 25 на подавальному конвеєрі 4 і приймальної гілки 44 на розвантажувальному конвеєрі 8. Переналагодження полягає в переміщенні за допомогою шарнірних механізмів 30 і 50 відкидних роликів 29 і 49 в робоче положення над відповідними роликами 28 і 48 і фіксації їх в цьому положенні знімними пальцями (не позначені). На ролики 17 приймального конвеєра 2 кутовий профіль нижнього обв'язування укладають "будиночком" - полицями вниз. Для виконання операцій свердлення оператор на сенсорній панелі 58 в полі вибору вибирає тип виробу - кут, і після натиснення на кнопку "Пуск" програма контролера підставляє координати і номер свердла для першого отвору. Подальші операції виконують по аналогії з двотавром хребтової балки. Перемикання системи керування 55 на сервісний або налагоджувальний режими роботи здійснюють в стартовому меню на сенсорній панелі 58. В сервісному режимі роботи виконують регулювання калібрування і контрастності екрана сенсорної панелі 58. При переході в налагоджувальний режим автоматично відключаються технологічні блокування приводів конвеєрів 2, 4, 8 і порталу для свердлення 3, після чого може бути виконаний вхід в меню ручного керування або в меню редагування виробів, або в меню первинної установки магазина змінного інструмента, або в меню установки швидкостей обертання і подачі свердлувальної головки. Пропонована конструкція лінії для виготовлення двотавра хребтової балки і нижньої обв'язки піввагона виготовлена і апробована ТОВ "НПФ "Техвагонмаш". Результати апробації підтвердили промислову застосовність нового технічного рішення і отримання заявленого технічного результату. Конструкція лінії, що заявляється, дозволяє істотно зменшити кількість підготовчо-заключних операцій при виконанні операцій свердлення і транспортуванні виробів і повністю автоматизувати виконання операцій свердлення. При цьому підвищується зручність обслуговування устаткування лінії, зменшуються площі для складування виробів і забезпечуються сучасні вимоги до безпеки виконання робіт. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 1. Лінія для виготовлення двотавра хребтової балки і нижньої обв'язки піввагона, що складається зі встановлених в технологічній послідовності стенда для свердлення, виконаного з приймальним конвеєром і порталом для свердлення, подавального конвеєра, установки для клепки, розвантажувального конвеєра і системи керування, згаданий стенд для свердлення виконаний з основою рамної конструкції, на якій змонтовані приймальний конвеєр з приводом для його підйому щодо основи і приводом для переміщення виробу, базуючі і притискні елементи з приводами і напрямні для переміщення порталу уздовж подовжньої осі основи, портал для свердлення виконаний з приводом для його переміщення по згаданих напрямних і містить магазин змінного інструмента з приводом і свердлувальну головку з приводами для її переміщення у вертикальному і горизонтальному напрямах і взаємодії з магазином змінного інструмента, подавальний конвеєр містить приймальну гілку з приводом для переміщення виробу, механізм перевалювання з приводом і подавальну гілку, розвантажувальний конвеєр містить приймальну гілку, механізм скидання з приводом і гілку для складування, при цьому приймальна гілка подавального конвеєра розташована співвісно з приймальним конвеєром, а його подавальна гілка розташована співвісно з приймальною гілкою розвантажувального конвеєра, установка для клепки розташована з можливістю виконання операцій клепки в зоні між подавальною гілкою подавального конвеєра і приймальною гілкою розвантажувального конвеєра, а система керування виконана з можливістю керування в технологічній послідовності приводами згаданих конвеєрів, базуючих і притискних елементів, порталу для свердлення, магазина змінного інструмента, свердлувальної головки і блокування роботи цих приводів при виникненні нештатних і/або аварійних ситуацій. 2. Лінія за пунктом 1, яка відрізняється тим, що стенд для свердлення виконаний з пристроєм для збору змащувально-охолоджуючої рідини, змонтованим на його основі, і з'єднаним з ним пристроєм для подачі змащувально-охолоджуючої рідини в зону свердлення, змонтованому на порталі для свердлення, базуючі і притискні елементи виконані у вигляді досилачів і притисків, установка для клепки виконана у вигляді гідравлічної скоби, змонтованої на консольноповоротному крані з можливістю переміщення в радіальному напрямі за допомогою талі з балансирами на вантажних гілках, і містить гідростанцію і пристрій для нагріву заклепок, виконаний у вигляді ізотермічної камери з електронагрівачами, а згадані конвеєри виконані 7 UA 77990 U 5 10 15 20 25 роликовими. 3. Лінія за пунктом 1, яка відрізняється тим, що система керування складається з системи керування приводами порталу для свердлення і системи керування приводами конвеєрів, взаємозв'язаних між собою за допомогою взаємних блокувань, при цьому система керування приводами порталу для свердлення виконана з можливістю керування в автоматичному режимі приводами для переміщення порталу для свердлення, свердлувальної головки і магазина змінного інструмента відповідно до заданих координат і діаметрів отворів, керування в сервісному режимі згаданими приводами при виконанні настройки і коректування параметрів системи керування і керування в налагоджувальному режимі при виконанні наладки і ремонтних робіт, зупинки згаданих приводів, у тому числі аварійної, при виконанні операцій в автоматичному режимі і блокування автоматичного пуску порталу для свердлення при незафіксованому положенні виробу, блокування включення приводів базуючих і притискних елементів при нештатному положенні порталу для свердлення, блокування подальшого переміщення порталу для свердлення при досягненні ним кінцевих положень на напрямних основи, блокування автоматичного циклу виконання операцій при відмові будь-якого з приводів і/або падінні тиску в системі пневматичних приводів нижче заданої величини, система керування приводами конвеєрів виконана з можливістю керування приводами базуючих і притискних елементів, підйому приймального конвеєра, переміщення виробу на приймальному і подавальному конвеєрах, механізму перевалювання на подавальному конвеєрі і механізму скидання на подавальному конвеєрі і блокування включення приводу підйому приймального конвеєра при нештатному положенні базуючих і притискних елементів, блокування включення приводів базуючих і притискних елементів при піднятому положенні приймального конвеєра щодо основи, блокування включення приводу базуючих елементів при притиснутому положенні притискних елементів, блокування включення приводу механізму перевалювання на подавальному конвеєрі при включеному приводі на його приймальній гілці, блокування включення приводів на приймальному і подавальному конвеєрах при піднятому положенні приймального конвеєра щодо основи, при нештатному положенні притискних елементів і при нештатному положенні механізму перевалювання на подавальному конвеєрі. 8 UA 77990 U 9 UA 77990 U 10 UA 77990 U 11 UA 77990 U 12 UA 77990 U Комп’ютерна верстка М. Мацело Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 13
ДивитисяДодаткова інформація
Назва патенту англійськоюLine for manufacturing double tee of center sill and side sill of open car
Автори англійськоюVolkov Oleh Volodymyrovych, Maliuseiko Viktor Myronovych, Motorin Artur Mykolaiovych, Rohozhyn Mykhailo Viktorovych, Rozdabara Vladyslav Ivanovych
Назва патенту російськоюЛиния для изготовления двутавра хребтовой балки и нижней обвязки полувагона
Автори російськоюВолков Олег Владимирович, Малюсейко Виктор Миронович, Моторин Артур Николаевич, Рогожин Михаил Викторович, Роздабара Владислав Иванович
МПК / Мітки
МПК: F16B 5/04, B65G 13/00, B23B 23/00, B65G 37/00, B23B 39/14, B21J 15/00
Мітки: лінія, обв'язки, балки, нижньої, хребтової, піввагона, двотавра, виготовлення
Код посилання
<a href="https://ua.patents.su/15-77990-liniya-dlya-vigotovlennya-dvotavra-khrebtovo-balki-i-nizhno-obvyazki-pivvagona.html" target="_blank" rel="follow" title="База патентів України">Лінія для виготовлення двотавра хребтової балки і нижньої обв’язки піввагона</a>
Лінія для виготовлення полотнищ прогонової балки електромостового крана
Номер патенту: 996
Опубліковано: 16.07.2001
Автор: Рак Василь Іванович
МПК: B23K 37/00
Мітки: виготовлення, полотнищ, лінія, балки, електромостового, крана, прогонової
Формула / Реферат:
1. Лінія для виготовлення полотнищ прогонової балки електромостового крана, що містить ділянку зборки полотнищ з пристроєм для притиснення кромок листових заготовок, що стикуються, ділянку зварювання полотнищ із зварювальною установкою, ділянку рентгеноконтролю стикових з'єднань, сполучені між собою транспортним засобом, обладнаним вхідною секцією, розміщеною перед ділянкою зборки полотнищ, і накопичувач листових заготовок, що включає склад...
Стенд для свердлення отворів в хребтовій балці піввагона
Номер патенту: 74147
Опубліковано: 25.10.2012
Автори: Моторін Артур Миколайович, Волков Олег Володимирович, Роздабара Владислав Іванович, Рогожин Михайло Вікторович, Малюсейко Віктор Миронович
МПК: B23B 35/00, B23B 41/00, B23B 39/14
Мітки: піввагона, отворів, балці, стенд, хребтовій, свердлення
Формула / Реферат:
1. Стенд для свердлення отворів в хребтовій балці піввагона, що складається з основи із закріпленими на ній базуючими і притискними елементами з приводами, пристроїв для свердлення з приводами, пристроїв для подачі в зону свердлення змащувально-охолоджуючої рідини і збору згаданої рідини і системи керування, виконаної з можливістю керування приводами базуючих і притискних елементів, приводами пристроїв для свердлення і пристроями для подачі...
Спосіб модернізації упора переднього розетки хребтової балки, залізничного транспортного засобу

Номер патенту: 67254
Опубліковано: 10.02.2012
Автори: Максимов Сергій Павлович, Антіпенко Юхим Ігоревич, Савін Олексій Анатолійович
МПК: F28F 9/00
Мітки: спосіб, модернізації, хребтової, упора, балки, засобу, розетки, транспортного, переднього, залізничного
Формула / Реферат:
Спосіб модернізації розетки упора переднього хребтової балки залізничного транспортного засобу, який характеризується тим, що модернізацію проводять шляхом зміни конструкції упора переднього в такій послідовності: спочатку роблять демонтаж головки автозчепу, потім виконують вирізування верхньої частини розетки упора переднього хребтової балки на глибину - Н, після чого проводять установлення горизонтальної плескатої вставки, а також...
Сполучення хребтової балки з поперечною балкою рами вагону в зоні шворневого вузла
Номер патенту: 6291
Опубліковано: 29.12.1994
Автори: Жовтобрюх Григорій Дем'янович, Трубачев Юрій Олексієвич, Погребной Анатолій Павлович, Царапкін Вадим Олександрович, Іорш Євсей Танович, Сороколат Віктор Олексієвич
МПК: B61F 1/00
Мітки: шворневого, вузла, поперечною, хребтової, балки, зони, рами, вагону, балкою, сполучення
Формула / Реферат:
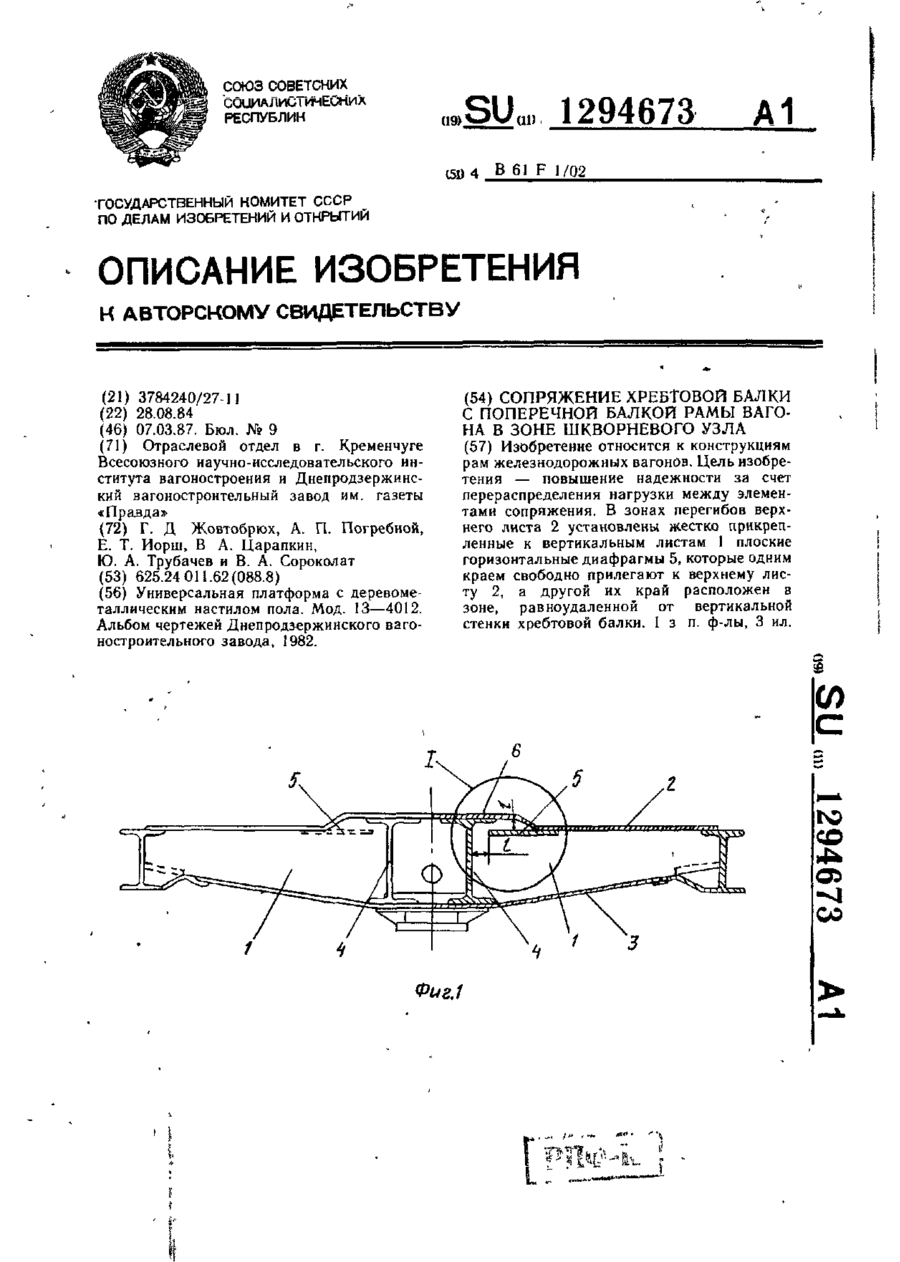
1. Сопряжение хребтовой балки с поперечной балкой рамы вагона в зоне шкворневого узла, содержащее жесткое соединение хребтовой балки с вертикальными нижним и верхним с перегибами листами поперечной балки рамы вагона, отличающееся тем, что, с целью повышения надежности за счет перераспределения нагрузки между элементами сопряжения, оно снабжено, жестко прикрепленными к вертикальным листам поперечной балки рамы вагона в местах перегибов ее...
Стінка проміжної поперечної балки піввагона

Номер патенту: 50891
Опубліковано: 25.06.2010
Автори: Кучер Валерій Никифорович, Жовтобрюх Григорій Дем'янович, Пасько Володимир Володимирович
МПК: B61D 17/00
Мітки: піввагона, стінка, поперечної, проміжної, балки
Формула / Реферат:
1. Стінка проміжної поперечної балки піввагона, що включає вертикальний лист, посилений вузьким нижнім поясом, та компенсаційну накладку, призначену для з'єднання балки з рамою піввагона, яка відрізняється тим, що вертикальний лист та посилюючий його вузький нижній пояс виготовлені суцільно у вигляді однієї штампованої або прокатної деталі, остання являє собою відігнуту в горизонтальну полицю нижню частину вертикального листа, при цьому...
Попередній патент: Установка для виготовлення монолітної футерівки прибуткових надставок
Наступний патент: Піч термічна з рухомою черінню
Випадковий патент: Спосіб формування прищеплених полімерних оболонок на поверхні наночастинок золота