Спосіб виготовлення профільних отворів на верстатах токарної групи шляхом ротаційного видавлювання
Номер патенту: 119751
Опубліковано: 10.10.2017
Автори: Васильєв Євген Анатолійович, Попов Станіслав В'ячеславович, Коробко Богдан Олегович, Васил'єв Анатолій Володимирович
Формула / Реферат
Спосіб виготовлення профільних отворів на верстатах токарної групи шляхом ротаційного видавлювання, який полягає у притисканні інструмента-бити до заготовки, яка обертається, який відрізняється тим, що видавлювання здійснюють за допомогою перехідної втулки для бити, обертового центра та перехідної втулки конуса Морзе із привареною пластиною.
Текст
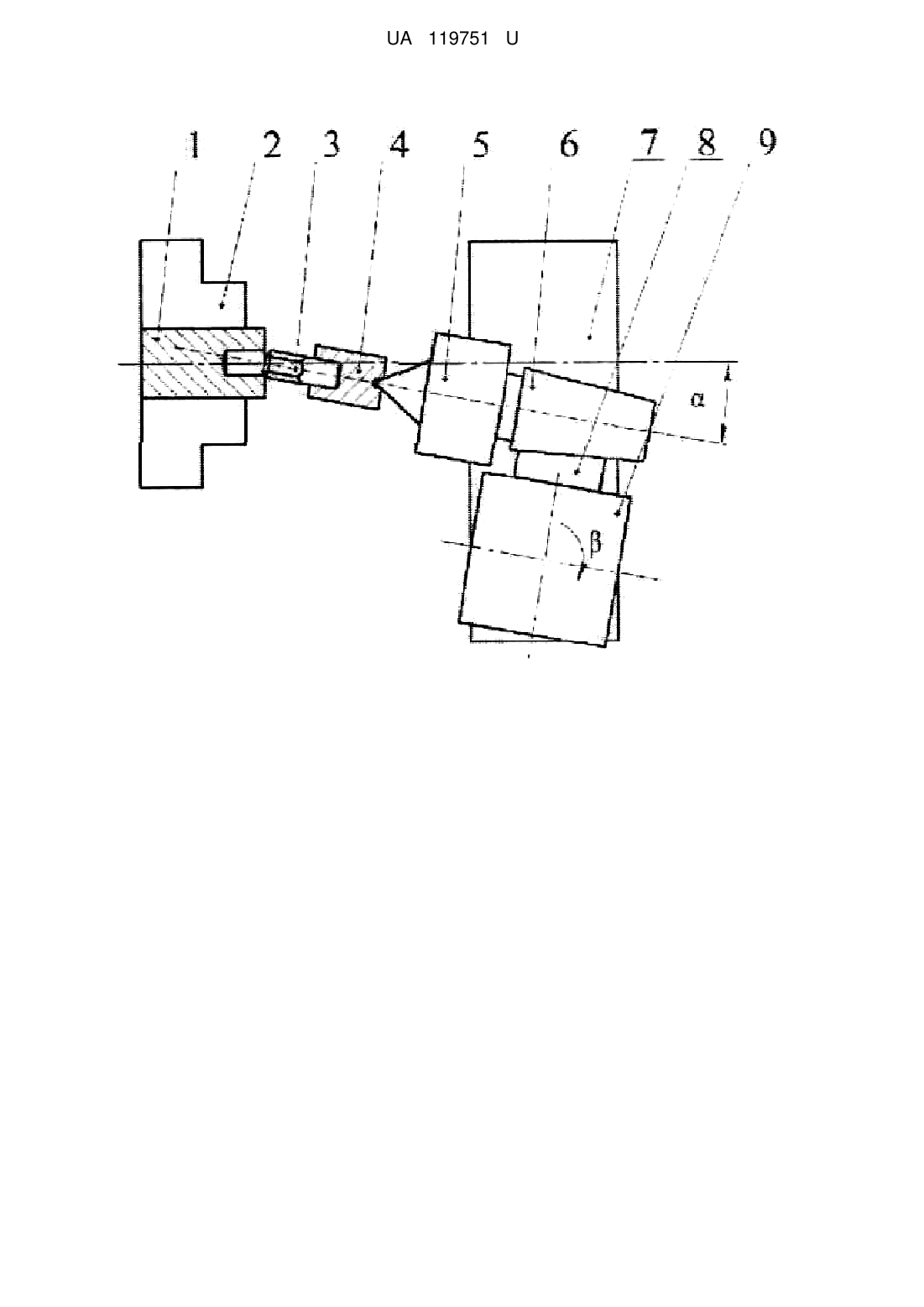
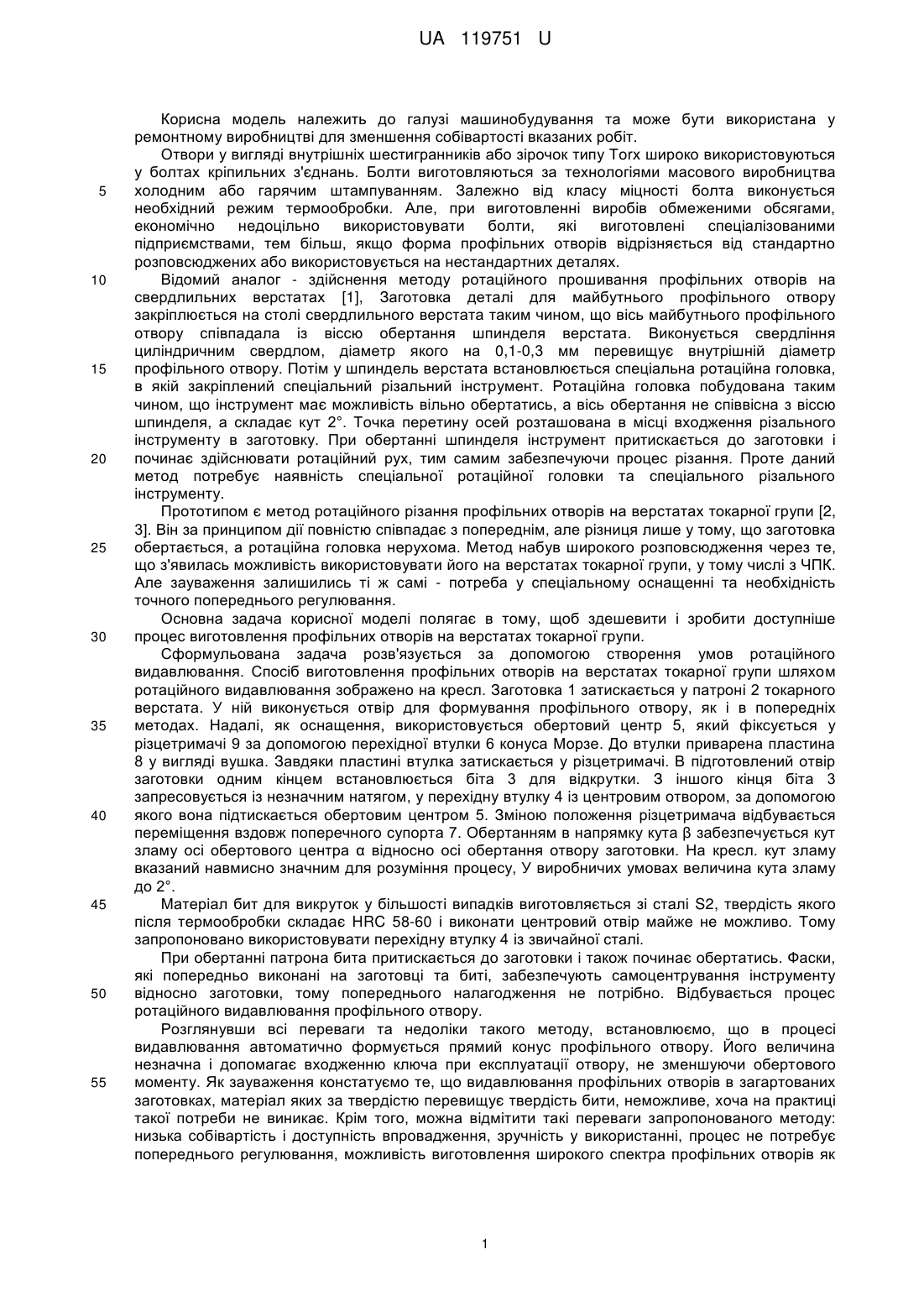
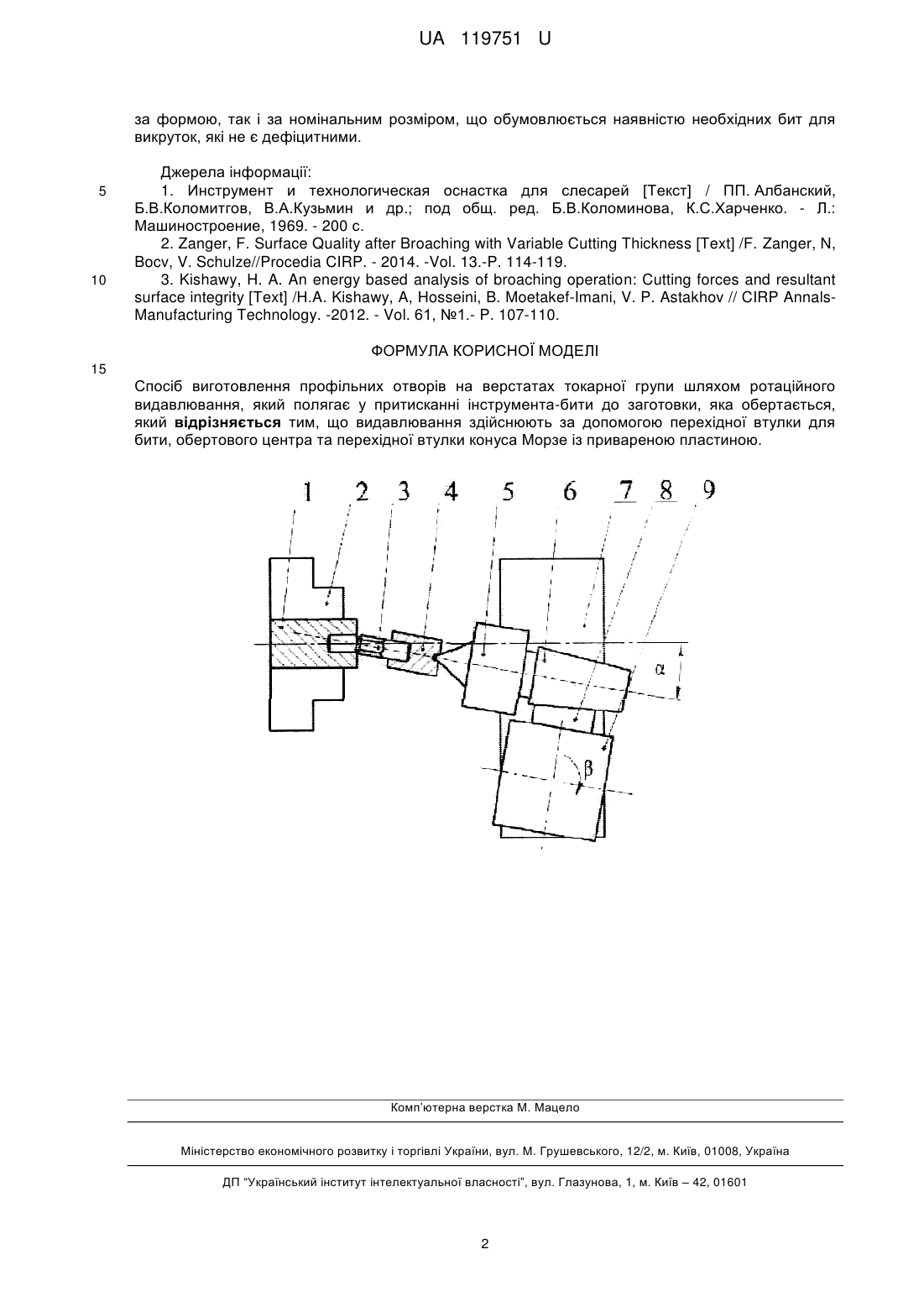
Реферат: Спосіб виготовлення профільних отворів на верстатах токарної групи шляхом ротаційного видавлювання, який полягає у притисканні інструмента-бити до заготовки, яка обертається. Видавлювання здійснюють за допомогою перехідної втулки для бити, обертового центра та перехідної втулки конуса Морзе із привареною пластиною. UA 119751 U (12) UA 119751 U UA 119751 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до галузі машинобудування та може бути використана у ремонтному виробництві для зменшення собівартості вказаних робіт. Отвори у вигляді внутрішніх шестигранників або зірочок типу Тоrх широко використовуються у болтах кріпильних з'єднань. Болти виготовляються за технологіями масового виробництва холодним або гарячим штампуванням. Залежно від класу міцності болта виконується необхідний режим термообробки. Але, при виготовленні виробів обмеженими обсягами, економічно недоцільно використовувати болти, які виготовлені спеціалізованими підприємствами, тем більш, якщо форма профільних отворів відрізняється від стандартно розповсюджених або використовується на нестандартних деталях. Відомий аналог - здійснення методу ротаційного прошивання профільних отворів на свердлильних верстатах [1], Заготовка деталі для майбутнього профільного отвору закріплюється на столі свердлильного верстата таким чином, що вісь майбутнього профільного отвору співпадала із віссю обертання шпинделя верстата. Виконується свердління циліндричним свердлом, діаметр якого на 0,1-0,3 мм перевищує внутрішній діаметр профільного отвору. Потім у шпиндель верстата встановлюється спеціальна ротаційна головка, в якій закріплений спеціальний різальний інструмент. Ротаційна головка побудована таким чином, що інструмент має можливість вільно обертатись, а вісь обертання не співвісна з віссю шпинделя, а складає кут 2°. Точка перетину осей розташована в місці входження різального інструменту в заготовку. При обертанні шпинделя інструмент притискається до заготовки і починає здійснювати ротаційний рух, тим самим забезпечуючи процес різання. Проте даний метод потребує наявність спеціальної ротаційної головки та спеціального різального інструменту. Прототипом є метод ротаційного різання профільних отворів на верстатах токарної групи [2, 3]. Він за принципом дії повністю співпадає з попереднім, але різниця лише у тому, що заготовка обертається, а ротаційна головка нерухома. Метод набув широкого розповсюдження через те, що з'явилась можливість використовувати його на верстатах токарної групи, у тому числі з ЧПК. Але зауваження залишились ті ж самі - потреба у спеціальному оснащенні та необхідність точного попереднього регулювання. Основна задача корисної моделі полягає в тому, щоб здешевити і зробити доступніше процес виготовлення профільних отворів на верстатах токарної групи. Сформульована задача розв'язується за допомогою створення умов ротаційного видавлювання. Спосіб виготовлення профільних отворів на верстатах токарної групи шляхом ротаційного видавлювання зображено на кресл. Заготовка 1 затискається у патроні 2 токарного верстата. У ній виконується отвір для формування профільного отвору, як і в попередніх методах. Надалі, як оснащення, використовується обертовий центр 5, який фіксується у різцетримачі 9 за допомогою перехідної втулки 6 конуса Морзе. До втулки приварена пластина 8 у вигляді вушка. Завдяки пластині втулка затискається у різцетримачі. В підготовлений отвір заготовки одним кінцем встановлюється біта 3 для відкрутки. З іншого кінця біта 3 запресовується із незначним натягом, у перехідну втулку 4 із центровим отвором, за допомогою якого вона підтискається обертовим центром 5. Зміною положення різцетримача відбувається переміщення вздовж поперечного супорта 7. Обертанням в напрямку кута β забезпечується кут зламу осі обертового центра α відносно осі обертання отвору заготовки. На кресл. кут зламу вказаний навмисно значним для розуміння процесу, У виробничих умовах величина кута зламу до 2°. Матеріал бит для викруток у більшості випадків виготовляється зі сталі S2, твердість якого після термообробки складає HRC 58-60 і виконати центровий отвір майже не можливо. Тому запропоновано використовувати перехідну втулку 4 із звичайної сталі. При обертанні патрона бита притискається до заготовки і також починає обертатись. Фаски, які попередньо виконані на заготовці та биті, забезпечують самоцентрування інструменту відносно заготовки, тому попереднього налагодження не потрібно. Відбувається процес ротаційного видавлювання профільного отвору. Розглянувши всі переваги та недоліки такого методу, встановлюємо, що в процесі видавлювання автоматично формується прямий конус профільного отвору. Його величина незначна і допомагає входженню ключа при експлуатації отвору, не зменшуючи обертового моменту. Як зауваження констатуємо те, що видавлювання профільних отворів в загартованих заготовках, матеріал яких за твердістю перевищує твердість бити, неможливе, хоча на практиці такої потреби не виникає. Крім того, можна відмітити такі переваги запропонованого методу: низька собівартість і доступність впровадження, зручність у використанні, процес не потребує попереднього регулювання, можливість виготовлення широкого спектра профільних отворів як 1 UA 119751 U за формою, так і за номінальним розміром, що обумовлюється наявністю необхідних бит для викруток, які не є дефіцитними. 5 10 Джерела інформації: 1. Инструмент и технологическая оснастка для слесарей [Текст] / ПП. Албанский, Б.В.Коломитгов, В.А.Кузьмин и др.; под общ. ред. Б.В.Коломинова, К.С.Харченко. - Л.: Машиностроение, 1969. - 200 с. 2. Zanger, F. Surface Quality after Broaching with Variable Cutting Thickness [Text] /F. Zanger, N, Bocv, V. Schulze//Procedia CIRP. - 2014. -Vol. 13.-P. 114-119. 3. Kishawy, H. A. An energy based analysis of broaching operation: Cutting forces and resultant surface integrity [Text] /Н.A. Kishawy, A, Hosseini, B. Moetakef-Imani, V. P. Astakhov // CIRP AnnalsManufacturing Technology. -2012. - Vol. 61, №1.- P. 107-110. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 15 Спосіб виготовлення профільних отворів на верстатах токарної групи шляхом ротаційного видавлювання, який полягає у притисканні інструмента-бити до заготовки, яка обертається, який відрізняється тим, що видавлювання здійснюють за допомогою перехідної втулки для бити, обертового центра та перехідної втулки конуса Морзе із привареною пластиною. Комп’ютерна верстка М. Мацело Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B21D 22/14
Мітки: спосіб, групи, виготовлення, шляхом, ротаційного, отворів, верстатах, профільних, видавлювання, токарної
Код посилання
<a href="https://ua.patents.su/4-119751-sposib-vigotovlennya-profilnikh-otvoriv-na-verstatakh-tokarno-grupi-shlyakhom-rotacijjnogo-vidavlyuvannya.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення профільних отворів на верстатах токарної групи шляхом ротаційного видавлювання</a>
Спосіб ротаційного видавлювання порожнистих осесиметричних виробів
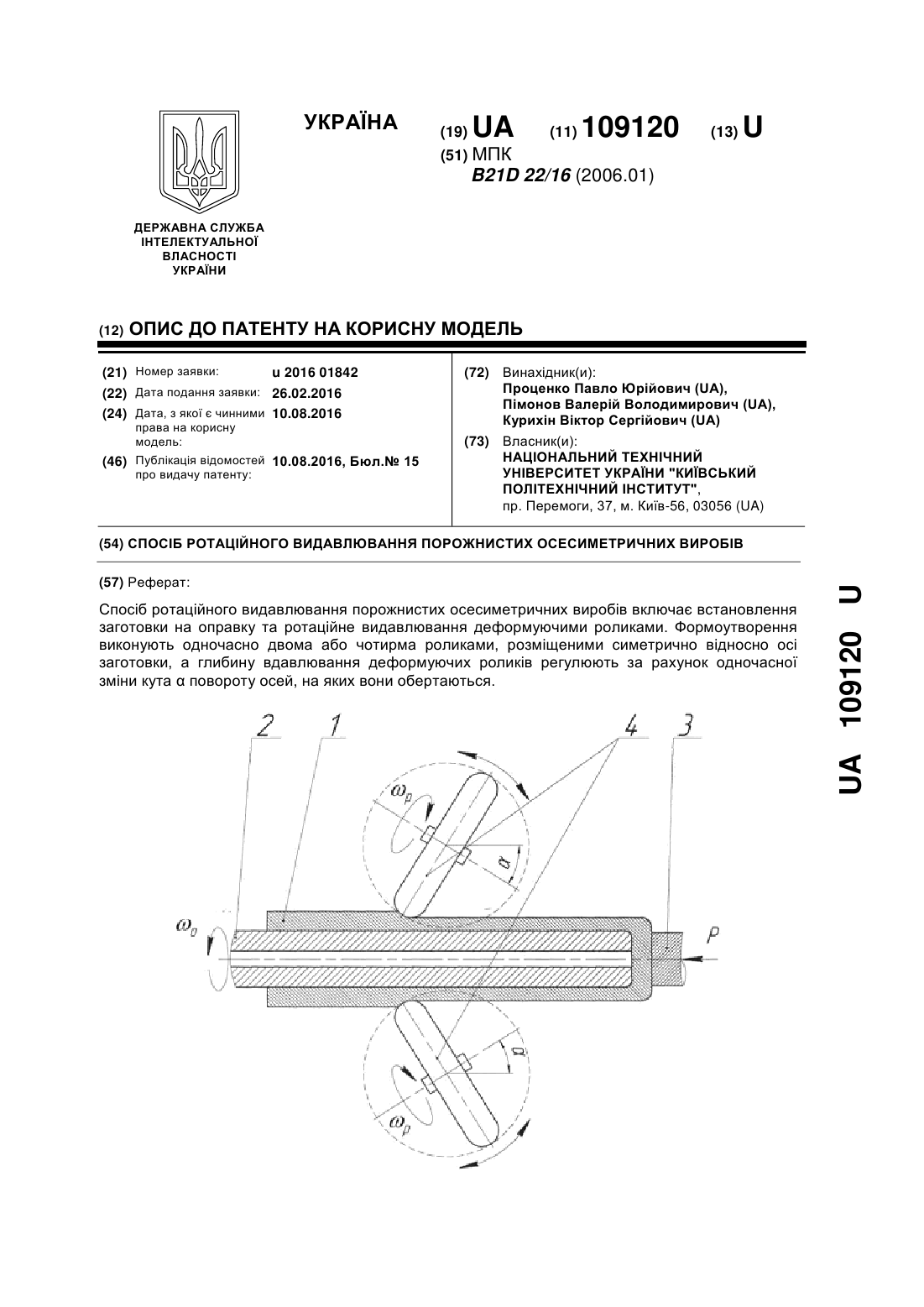
Номер патенту: 109120
Опубліковано: 10.08.2016
Автори: Проценко Павло Юрійович, Куріхін Віктор Сергійович, Пімонов Валерій Володимирович
МПК: B21D 22/16
Мітки: порожнистих, осесиметричних, виробів, спосіб, видавлювання, ротаційного
Формула / Реферат:
Спосіб ротаційного видавлювання порожнистих осесиметричних виробів, що включає встановлення заготовки на оправку, ротаційне видавлювання деформуючими роликами, який відрізняється тим, що формоутворення виконують одночасно двома або чотирма роликами, розміщеними симетрично відносно осі заготовки, а глибину вдавлювання деформуючих роликів регулюють за рахунок одночасної зміни кута α повороту осей, на яких вони обертаються.
Спосіб токарної обробки на верстатах з чпк
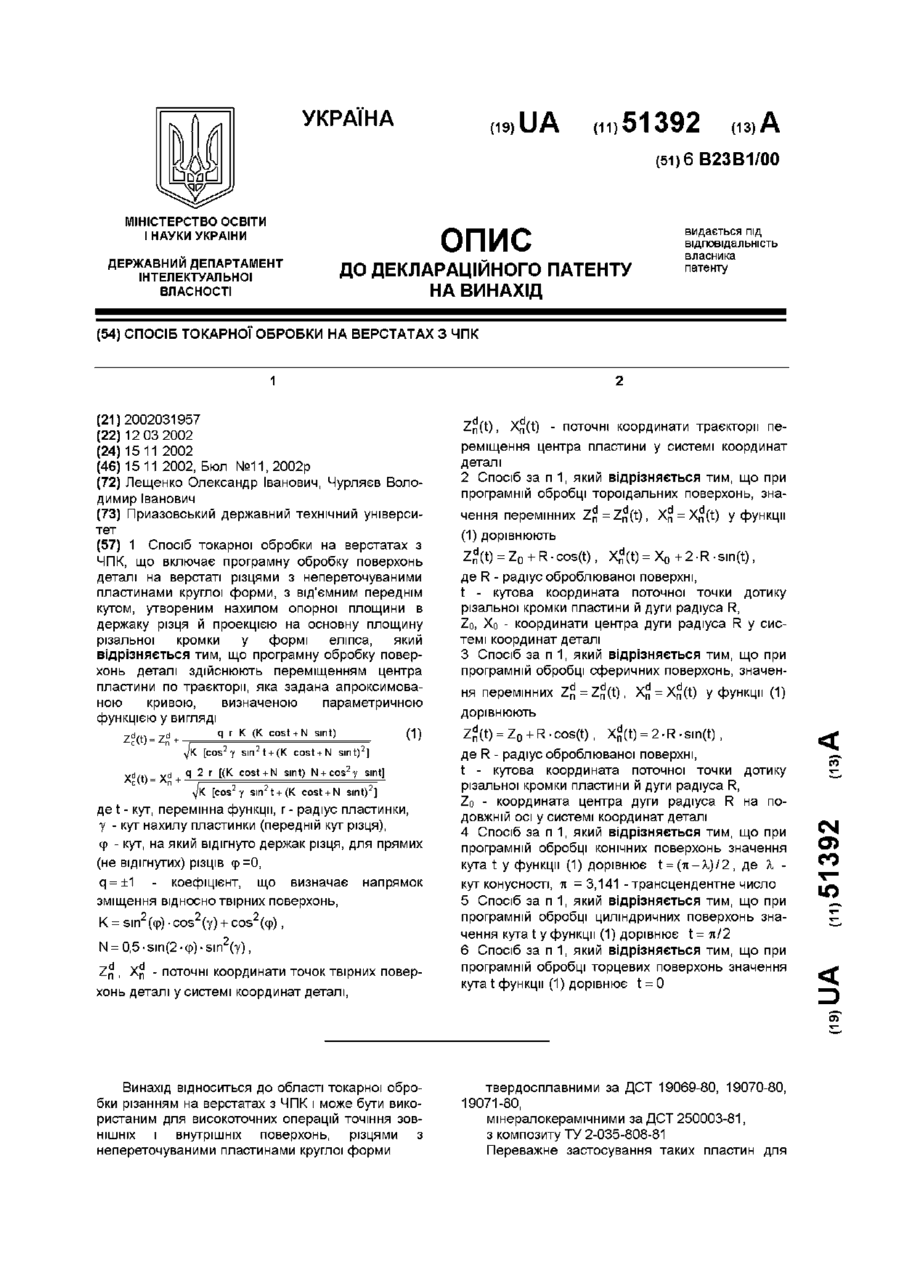
Номер патенту: 51392
Опубліковано: 15.11.2002
Автори: Лещенко Олександр Іванович, Чурляєв Володимир Іванович
МПК: B23B 1/00
Мітки: чпк, обробки, верстатах, токарної, спосіб
Формула / Реферат:
1. Спосіб токарної обробки на верстатах з ЧПК, що включає програмну обробку поверхонь деталі на верстаті різцями з непереточуваними пластинами круглої форми, з від'ємним переднім кутом, утвореним нахилом опорної площини в держаку різця й проекцією на основну площину різальної кромки у формі еліпса, який відрізняється тим, що програмну обробку поверхонь деталі здійснюють переміщенням центра пластини по траєкторії, яка задана апроксимованою...
Спосіб обробки отворів великих діаметрів на важких токарних верстатах з числовим програмним керуванням
Номер патенту: 75834
Опубліковано: 10.12.2012
Автор: Хорошайло Вадим Вікторович
МПК: B23B 1/00
Мітки: числовим, отворів, керуванням, діаметрів, обробки, верстатах, важких, програмним, токарних, великих, спосіб
Формула / Реферат:
Спосіб обробки отворів великих діаметрів на важких токарних верстатах з числовим програмним керуванням шляхом фрезерування, який відрізняється тим, що обертання фрези навколо своєї осі та її поздовжнє переміщення здійснюється фрезерним супортом, а рух кругової подачі виконується деталлю, закріпленою на планшайбі.
Спосіб розточування глибоких отворів великих діаметрів на токарних верстатах
Номер патенту: 74324
Опубліковано: 25.10.2012
Автор: Хорошайло Вадим Вікторович
МПК: B23B 1/00
Мітки: розточування, глибоких, діаметрів, токарних, отворів, великих, спосіб, верстатах
Формула / Реферат:
Спосіб розточування глибоких отворів великих діаметрів на токарних верстатах, що включає переміщення розточувального різця вздовж осі деталі в отворі, який відрізняється тим, що розточування виконують з притисканням розточувального різця до поверхні, що обробляється, пристроєм з телескопічними циліндрами, який розміщують на оправці і переміщують вздовж її осі.
Вузол силового приводу цангового патрона верстатів токарної групи

Номер патенту: 68104
Опубліковано: 15.07.2004
Автор: Фіщенко Володимир Михайлович
МПК: B23Q 5/00
Мітки: верстатів, вузол, приводу, токарної, патрона, цангового, групи, силового
Формула / Реферат:
Вузол силового приводу цангового патрона верстатів токарної групи, який відрізняється тим, що він виконаний у вигляді з'єднаних між собою трьох самостійних вузлів: пневмоциліндричного, рухомо-корпусного, приєднувального, крім цього встановлена запобіжна пружина від несанкціонованого розкріплення оброблюваної деталі.
Попередній патент: Гідравлічний привод блочно-порційного відокремлювача консервованих кормів
Наступний патент: Спосіб визначення місцезнаходження об’єкта
Випадковий патент: Регіоселективно заміщений сульфат целюлози, його застосування та спосіб одержання, мікрокапсули, їх застосування та спосіб виготовлення