Спосіб відновлення робочих поверхонь чавунних деталей
Номер патенту: 119834
Опубліковано: 10.10.2017
Автори: Вовк Руслан Володимирович, Дьомін Андрій Юрійович, Панченко Сергій Володимирович, Тимофеєва Лариса Андріївна, Тимофеєв Сергій Сергійович, Воскобойников Дмитро Геннадійович

Формула / Реферат
Спосіб відновлення робочих поверхонь чавунних деталей, що включає дефектацію зношеної деталі за величиною й характером зносу робочої поверхні, підготовку до наплавлення шляхом очищення зношеної робочої поверхні і видалення дефектів та слідів зносу з поверхні виробу після експлуатації методом електрохімічної обробки з подачею електроліту через трубчасті електроди-інструменти, індукційне наплавлення й відпуск при 350 °C для зняття напружень, а після шліфування наплавленої поверхні проведення її оксидування у зволоженій азотній атмосфері при температурі 450±5 °C та витраті води 1,0-1,4 л/год., який відрізняється тим, що після підготовки зношеної робочої поверхні чавунних деталей до наплавлення, шляхом її очищення і видалення дефектів і слідів зносу, деталь підлягає хіміко-термічній обробці, яка включає нагрів при температурі 450±5 °C та витримку у водному розчині солей міді з концентрацією 40-60 г/л.
Текст
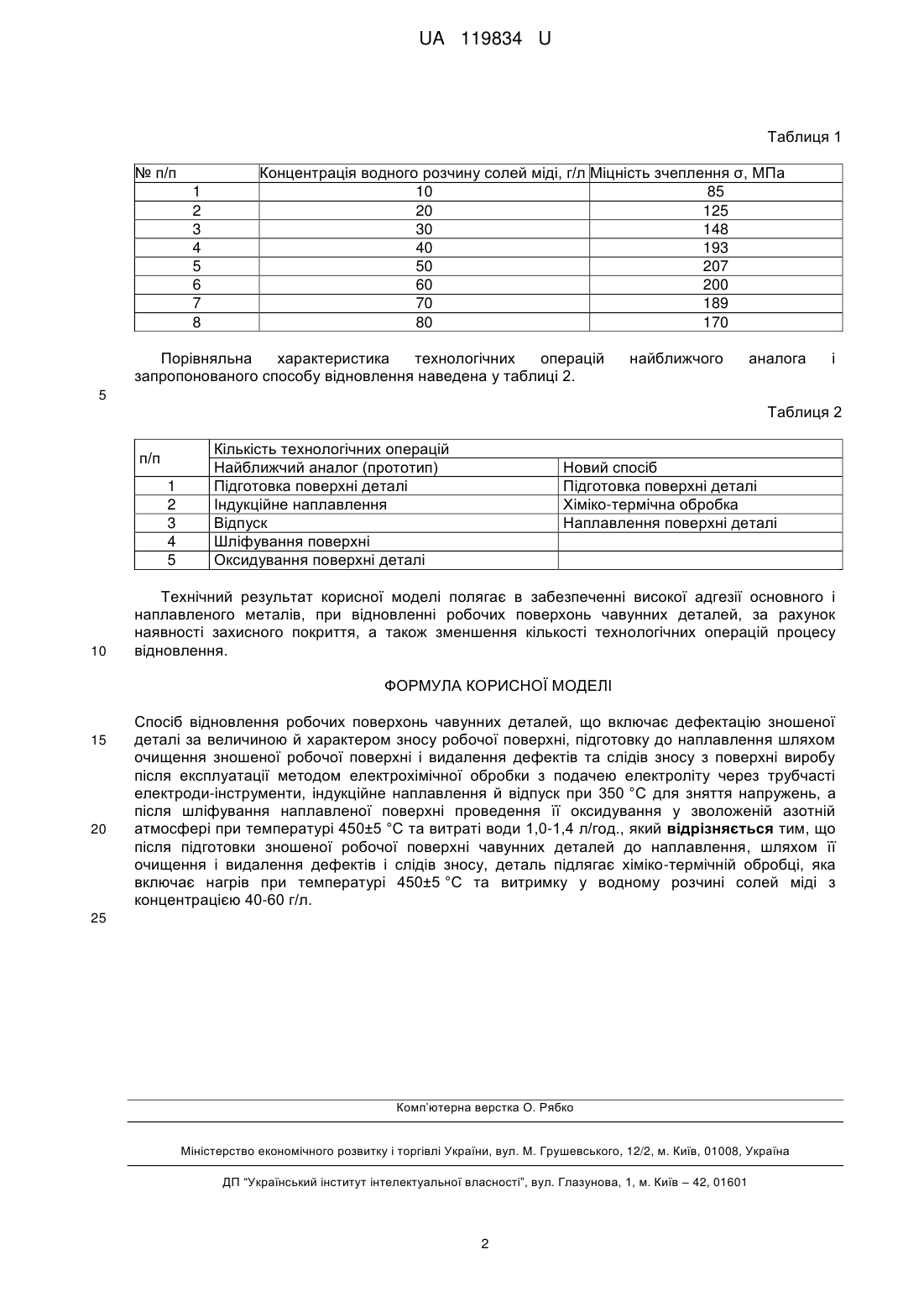
Реферат: Спосіб відновлення робочих поверхонь чавунних деталей включає дефектацію зношеної деталі за величиною й характером зносу робочої поверхні, підготовку до наплавлення шляхом очищення зношеної робочої поверхні і видалення дефектів та слідів зносу з поверхні виробу після експлуатації методом електрохімічної обробки з подачею електроліту через трубчасті електроди-інструменти, індукційне наплавлення й відпуск при 350 °C для зняття напружень, а після шліфування наплавленої поверхні проведення її оксидування у зволоженій азотній атмосфері при температурі 450±5 °C та витраті води 1,0-1,4 л/год. Після підготовки зношеної робочої поверхні чавунних деталей до наплавлення, шляхом її очищення і видалення дефектів і слідів зносу, деталь підлягає хіміко-термічній обробці, яка включає нагрів при температурі 450±5 °C та витримку у водному розчині солей міді з концентрацією 40-60 г/л. UA 119834 U (12) UA 119834 U UA 119834 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до області відновлення робочих поверхонь деталей, зношених в процесі експлуатації, методом наплавлення і може бути застосований на ремонтних підприємствах, що займаються реновацією деталей, наприклад фрикційного клина гасителя коливання вантажного вагона. Близьким за сукупністю ознак до способу, який заявляється, є відомий спосіб електроерозійного відновленням чавунних деталей, що включає нанесення декількох шарів покриттям, який відрізняється тим, що нанесення шарів покриттям виконують чавунним електродом, при цьому кожен шар покриттям наноситься товщиною, при якій на чавуні не утворюється вибілений шар, і після першого наплавленого шару наступні шари покриття наносять після видалення окисних плівок з поверхні нанесеного покриття за допомогою плазмового струменя, енергію якого регулюють зміною різниці потенціалів до повного видалення окисної плівки з поверхні наплавленого покриття. Спосіб розширює можливості нанесення покриттів на чавунні деталі. (Способ электроэрозионного восстановления чугунных деталей, авторов Смоленцев В.П., Кириллов О.Н., Дульцев С.В., Щипанов М.В., RU 2318637 С1, МПК В23Н 5/00, В23Р 6/00; опубл. 10.03.2008, Бюл. № 7). Основним недоліком даного способу є відсутність підготовчих операцій до наплавлення шляхом очищення зношеної робочої поверхні і видалення дефектів і слідів зносу та неможливість забезпечення заданої адгезії першого наплавленого покриття з основою відновлюваної деталі, що в свою чергу буде сприяти відшаруванню наплавленого металу від основного в процесі експлуатації таких деталей. Найбільш близьким за сукупністю ознак є відомий спосіб відновлення металокомпозитних деталей зі сталевою основою і зовнішньою робочою поверхнею з білого чавуну, що включає дефектацію зношеної деталі за величиною і характером зносу робочої поверхні, підготовку до наплавлення шляхом очищення зношеної робочої поверхні і видалення дефектів і слідів зносу з поверхні виробу після експлуатації, наплавлення білого чавуну на сталеву основу і шліфування, що відрізняється тим, що видалення дефектів і слідів зносу з поверхні виробу здійснюють методом електрохімічної обробки з подачею електроліту через трубчасті електродиінструменти, проводять індукційне наплавлення білого чавуну на сталеву основу і відпуск при 350 °C для зняття напружень, а після шліфування наплавленої поверхні проводять її оксидування в зволоженій азотній атмосфері при температурі 450±5 °C і витраті води 1,0-1,4 л/год. Такий спосіб дозволяє відновлювати зношену зовнішню поверхню з білого чавуну шаруватих металокомпозитних деталей зі сталевого основою з отриманням бездефектного наплавленого шару, що має високу зносо- й задиростійкість. (Способ восстановления наружной рабочей поверхности деталей из белого чугуна, авторов Астащенко В.И., Карих Ф.Г., Швеёв А.И., Швеёва Т.В., Кащенко Н.Н., Дружинин С.А., Швеёв И.А., RU 2516418 С2, МПК В23Р 6/00, опубл. 25.05.2014 Бюл. № 14). Основним недоліком даного способу є висока технологічність та неможливість забезпечення заданої адгезії основного та наплавленого металів, що не дозволяє отримати якісного відновлення геометричних розмірів зношеної деталі. В основу корисної моделі поставлена задача забезпечення високої адгезії наплавленого металу з основою, при відновленні геометричних розмірів чавунних деталей, підвищення якості відновленої поверхні, зменшення кількості технологічних операцій. Поставлена задача вирішується зміною порядку технологічних операцій шляхом нанесення захисного покриття на підготовлену під наплавлення поверхню зношеної деталі. Використання захисного покриття дозволить стримати процеси вигорання вуглецю з поверхні чавунної деталі, що відновлюється, при її нагріванні. Зведення нових відмінних ознак при взаємодії з відомими ознаками забезпечують виявлення нових технічних властивостей корисної моделі. Пропонований спосіб відновлення чавунних деталей включає дефектацію деталей після їх експлуатації за розміром і формою зносу робочої поверхні, підготовку деталей до наплавлення шляхом очищення миючим розчином і видалення дефектів і слідів зносу з поверхні виробу, після чого деталь підлягає хіміко-термічній обробці, яка включає нагрів при температурі 450±5 °C та витримку у водному розчині солей міді з концентрацією 40-60 г/л. Після наведених операцій геометрія зношеної поверхні чавунної деталі може бути відновлена будь-яким методом наплавлення або нанесення металопокриттів. Значення міцності зчеплення покриття з основою в залежності від концентрації водного розчину солей міді наведені у таблиці 1. 1 UA 119834 U Таблиця 1 № п/п 1 2 3 4 5 6 7 8 Концентрація водного розчину солей міді, г/л Міцність зчеплення σ, МПа 10 85 20 125 30 148 40 193 50 207 60 200 70 189 80 170 Порівняльна характеристика технологічних операцій запропонованого способу відновлення наведена у таблиці 2. найближчого аналога і 5 Таблиця 2 п/п 1 2 3 4 5 10 Кількість технологічних операцій Найближчий аналог (прототип) Підготовка поверхні деталі Індукційне наплавлення Відпуск Шліфування поверхні Оксидування поверхні деталі Новий спосіб Підготовка поверхні деталі Хіміко-термічна обробка Наплавлення поверхні деталі Технічний результат корисної моделі полягає в забезпеченні високої адгезії основного і наплавленого металів, при відновленні робочих поверхонь чавунних деталей, за рахунок наявності захисного покриття, а також зменшення кількості технологічних операцій процесу відновлення. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 15 20 Спосіб відновлення робочих поверхонь чавунних деталей, що включає дефектацію зношеної деталі за величиною й характером зносу робочої поверхні, підготовку до наплавлення шляхом очищення зношеної робочої поверхні і видалення дефектів та слідів зносу з поверхні виробу після експлуатації методом електрохімічної обробки з подачею електроліту через трубчасті електроди-інструменти, індукційне наплавлення й відпуск при 350 °C для зняття напружень, а після шліфування наплавленої поверхні проведення її оксидування у зволоженій азотній атмосфері при температурі 450±5 °C та витраті води 1,0-1,4 л/год., який відрізняється тим, що після підготовки зношеної робочої поверхні чавунних деталей до наплавлення, шляхом її очищення і видалення дефектів і слідів зносу, деталь підлягає хіміко-термічній обробці, яка включає нагрів при температурі 450±5 °C та витримку у водному розчині солей міді з концентрацією 40-60 г/л. 25 Комп’ютерна верстка О. Рябко Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B23P 6/00
Мітки: спосіб, чавунних, відновлення, робочих, поверхонь, деталей
Код посилання
<a href="https://ua.patents.su/4-119834-sposib-vidnovlennya-robochikh-poverkhon-chavunnikh-detalejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб відновлення робочих поверхонь чавунних деталей</a>
Спосіб відновлення чавунних деталей наплавленням сталевого шару
Номер патенту: 31445
Опубліковано: 15.12.2000
Автори: Роговський Іван Леонідович, Тивончук Петро Опанасович
МПК: B23K 9/16
Мітки: деталей, чавунних, шару, спосіб, сталевого, відновлення, наплавленням
Формула / Реферат:
1. Спосіб відновлення чавунних деталей наплавленням сталевого шару, що вміщує попередній підігрів деталі, наплавлення спрацьованої поверхні з газополуменевим захистом, який відрізняється тим, що наплавлення проводять розщепленим електродом з дискретною (перервною) почерговою подачею двох дротів в зварювальну ванну за допомогою подаючого зубчастого ролика.2. Спосіб відновлення чавунних деталей наплавленням по п.1, який відрізняється...
Спосіб захисту та відновлення деталей чавунних виробів
Номер патенту: 66727
Опубліковано: 10.01.2012
Автори: Тесля Юрій Макарович, Нікулін Микола Іванович
Мітки: спосіб, чавунних, відновлення, захисту, деталей, виробів
Формула / Реферат:
1. Спосіб захисту та відновлення деталей чавунних виробів, здебільшого внутрішніх корпусів, робочих коліс, бронедисків насосів та інших, який здійснюють відновленням геометрії деталей шляхом з'єднання їх частин, який відрізняється тим, що при виготовленні чавунних виробів відділяють зони прискореного абразивного зносу та розподіляють виріб на "основу" - це суцільнолита більш-менш спрацьована деталь, і на швидкоспрацьовані деталі,...
Спосіб відновлення чавунних деталей наплавленням сталевого шару
Номер патенту: 115445
Опубліковано: 10.04.2017
Автори: Тітова Людмила Леонідівна, Войтюк Валерій Дмитрович, Роговський Іван Леонідович, Надточій Олександр Васильович
МПК: B23K 9/16, B23K 9/04, B23K 103/06
Мітки: деталей, відновлення, чавунних, спосіб, шару, наплавленням, сталевого
Формула / Реферат:
Спосіб відновлення чавунних деталей наплавленням сталевого шару, що включає попередній підігрів деталі, наплавлення спрацьованої поверхні з газополуменевим захистом, який відрізняється тим, що наплавлення проводять розщепленим електродом з дискретною (перервною) почерговою подачею двох дротів, які під'єднують до одного полюсу і подають в зварювальну ванну за допомогою подаючого зубчастого ролика, а захисне газокисневе полум'я подають окремо...
Спосіб відновлення чавунних циліндричних порожнистих не-базових деталей сільськогосподарської техніки

Номер патенту: 53477
Опубліковано: 15.01.2003
Автори: Моргун Олена Анатоліївна, Кузьміч Ярослав Анатолійович, Василенко Михайло Олександрович
Мітки: відновлення, циліндричних, техніки, порожнистих, деталей, чавунних, сільськогосподарсько, спосіб, не-базових
Формула / Реферат:
1. Спосіб відновлення чавунних циліндричних порожнистих небазових деталей сільськогосподарської техніки, що включає операції поетапного електродугового наплавлення по гвинтовій лінії, подачі в зону наплавлення кисню та природного газу, охолодження в навколишньому повітряному середовищі та токарну обробку відновлюваних деталей до номінальних розмірів, який відрізняється тим, що при виконанні поетапного електродугового наплавлення нанесення шва...
Спосіб відновлення спрацьованої внутрішньої циліндричної поверхні з нерівномірним зносом по висоті, переважно чавунних та сталевих деталей
Номер патенту: 24912
Опубліковано: 25.07.2007
Автори: Жулай Олександр Юрійович, Капелюшний Федір Михайлович, Калита Микола Миколайович, Аулін Віктор Васильович
МПК: B23P 6/02
Мітки: внутрішньої, сталевих, циліндричної, спрацьованої, висоті, зносом, нерівномірним, переважно, деталей, поверхні, відновлення, чавунних, спосіб
Формула / Реферат:
Спосіб відновлення спрацьованої внутрішньої циліндричної поверхні з нерівномірним зносом по висоті, переважно чавунних та сталевих деталей типу гільз циліндрів двигунів внутрішнього згоряння, шляхом створення різного по величині градієнта температур у відповідності з величиною зносу в даному перерізі деталі під впливом джерела нагрівання та охолодження, який відрізняється тим, що різний по величині градієнт температур по твірній внутрішньої...
Попередній патент: Формувач періодичноі послідовності з перенастроюваною тривалістю імпульсів і паузи і програмованою затримкою початку формування відносно стартового імпульсу
Наступний патент: Спосіб контролю зубчастих коліс перед зубошліфуванням
Випадковий патент: Система слідкування за витоком газу під час дозування хлорного газу