Спосіб регулювання швидкості металу на багатоклітьовому безперервному стані гарячої прокатки


Текст
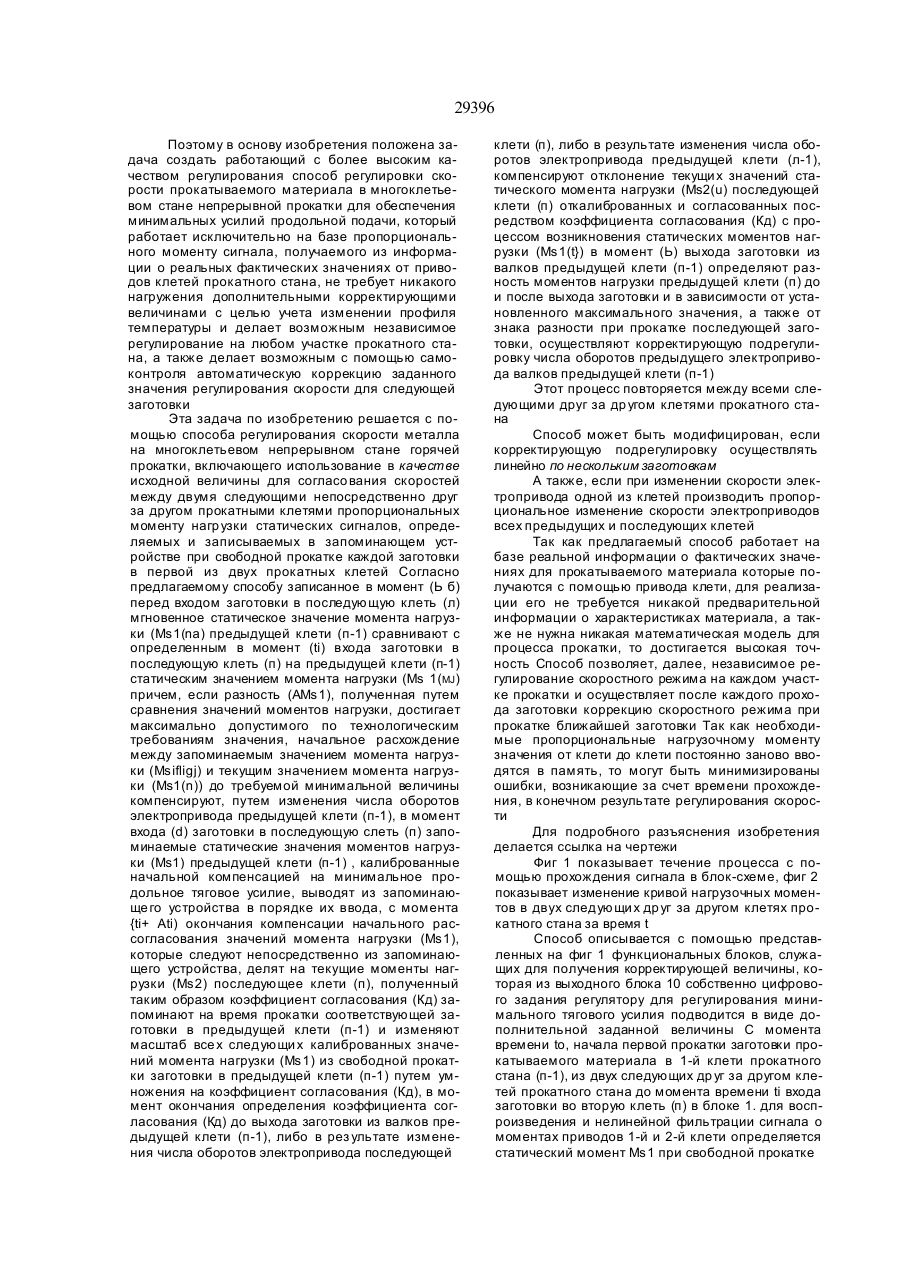
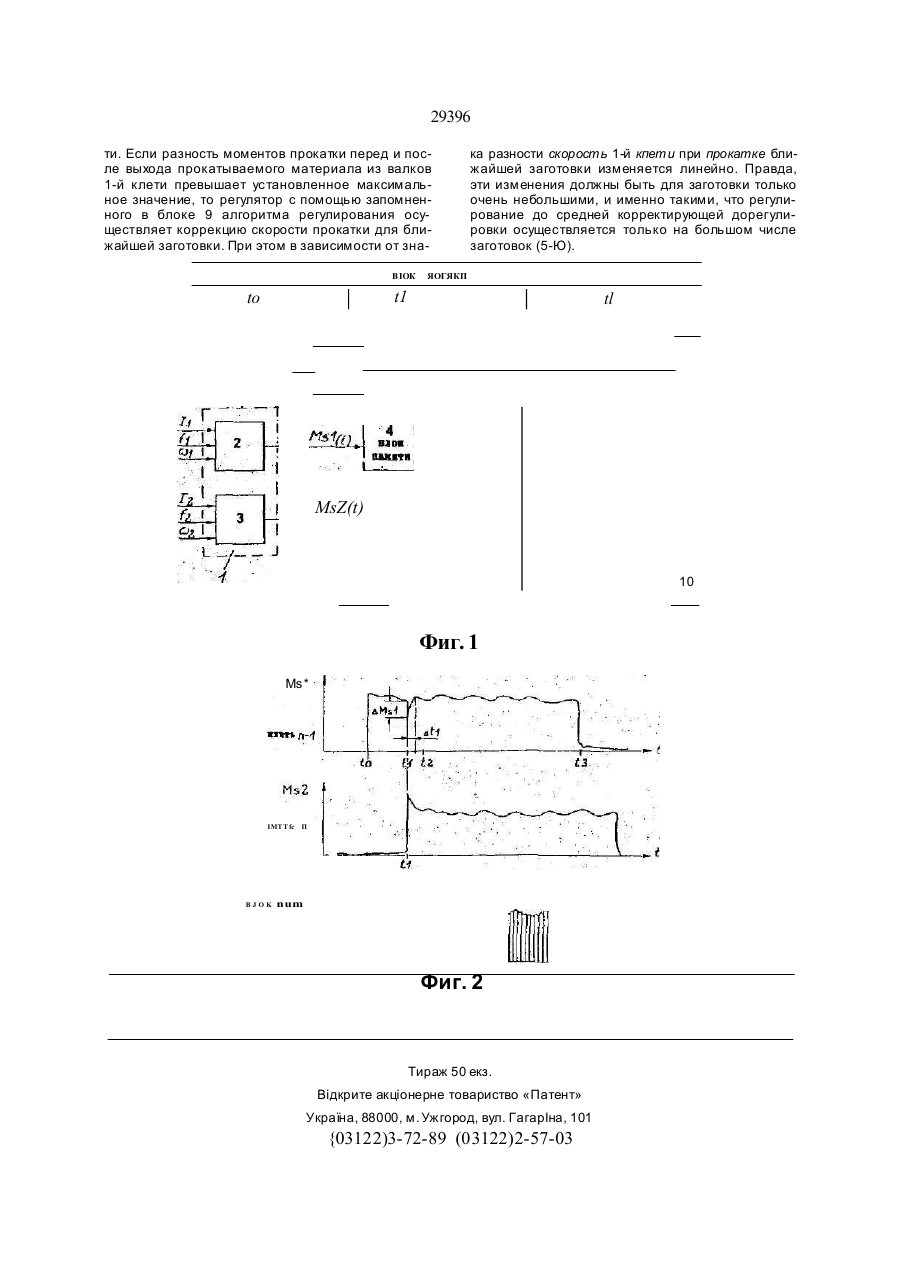
1 Способ регулирования скорости металла на многокпетьевом непрерывном стане горячей про катки, включающий использование в качестве ис ходной величины для согласования скоростей между двумя следующими непосредственно друг за другом прокатными клетями пропорциональных моменту нагр узки стати ческих си гналов, опреде ляемых и записы ваемы х в запоминающем уст ройстве при свободной прокатке каждой заготовки в первой из двух прокатных клетей , отличающий ся тем, что записанное в момент (Ь-5) перед вхо дом заготовки в последующую клеть (п) мгновен ное статическое значение момента нагрузки (Ms1[n-5j) предыдущей клети (п-1) сравнивают с оп ределенным е момент (ti) входа заго товки в пос ледующую кле ть (п) на предыдущей клети (п-1) статическим значением момента нагрузки (MS1{MI ), причем, если разность ( AMs1), полученная путем сравнения значений моментов нагрузки, достигает максимально допустимого по те хнологическим требованиям значения, начальное расхождение между запоминаемым значением момента нагрузки (Ms1(na) и текущим значением момента нагрузки (Ms1(n}) до требуемой минимальной величины ком пенсируют п утем изменения числа оборотов элек тропривода предыдущей клети (п-1), в момент входа (tj ) заготовки в последующую клеть (п) запо минаемые статические значения моментов нагруз ки (Ms1) предыдущей клети (п-1) , калиброванные начальной компенсацией на минимальное про дольное тяговое усилие, выводят из запоминаю J Изобретение относится к обработке металлов под давлением Более конкретно, изобрете щего устройства в порядке их ввода, с момента в момент (ь) выхода заготовки из валков предыдущей клети (п-1) определяют разность моментов нагрузки предыдущей клети (п) до и после выхода заготовки и в зависимости от установленного максимального значения, а также от знака разности при прокатке последующей заготовки, осуществляют корректирующую подрегулировку числа оборотов предыдущего электропривода валков предыдущей клети (л-1) 2 Способ по п 1. отличающийся тем, что коррек тирующую подрегулировку осуществляют линейно по нескольким заготовкам 3 Способ по любому из пунктов 1 или 2, отличаю щийся тем, что при изменении скорости электроп ривода одной из кле тей произво дят пропорцио нальное изменение скорости электроприводов всех предыдущих и последующих клетей ние о тноси тся к способу управления прока тным станом см о со а> со см 29396 Для обеспечения минимальных усилий продольной подачи между приводами клетей стана горячей непрерывной прокатки необходимо чтобы между следующими друг за др угом клетями соблюдалось определенное соотношение чисел оборотов Несогласованное регулирование скоростей вэдет при прокатке к продольным усилиям в прокатываемом материале, вследствие чего приходят к неконтролируемой деформации материала при отрицательных продольных усилиях (растяжении) ипи к аварии при положительных продольных усилиях (подпоре) Из-за больших температурных копебаний повышенной влажности большой концентрации пыли и из-за возможного контакта при аварии с горячим материалом и тд усло вия работы для электротехнических приборов и устройств в прокатном стане чрезвычайно трудны Из-за такого положения дел применение специальных измерительных устройств (датчиков давления) делает соответствующее регулирование чувстви тельным к помехам Также качество управления и ухода за такими устройствами должно быть оценено как критическое Поэтому для эксплуатационников жепатепьна надежная система регулирования скорости прокатываемого материала, которая базируется только на стандартной информации о работе приводов клетей прокатного стана, то есть требует в качестве измеренных величин только данных о токе якоря, о токе возбуждения и о числе оборотов Создание системы регулирования скорости для получения определенного соотношения чисел оборотов при минимальных усилия х продольной подачи между клетями при использовании исключительно стандартной информации о приводах клетей прокатного стана не является тривиальной задачей, потому что момент привода содержит не только составляющие тяги, но также компоненту для деформации профиля прокатываемого материала D прокатном стане, которая в значительной степени зависит от температуры подлежащего деформированию материала Как известно, температура вдоль подлежащей прокатке заготовки (биллеты) непостоянна При нагреве заготовки а печи лежит эта заготовка на направляющих, о хлаждаемых водой Таким образам заготовка имеет зоны, которые меньше нагреты Был предложен способ регистрации фактических значений тяговых усилий для регулирования минимальных тяговы х усилий в многоклетьевом прокатном стане при непрерывной прокатке [1], по которому фактическое значение тяги определяется при учете неравномерных изменений тока вдоль заготовки исключительно по сравнению (балансу) тока По этому способу в память вводятся взятые от входа в 1-ю кпеть до входа во 2-ю клеть, отнесенные к начальному значению при входе в 1-ю клеть, статические значения нагрузочного тока Момент входа прокатываемого материала во 2-ю клеть определяет число запомненных значений нагрузочного тока Вновь запомненные при каждом проходе заготовки значения нагрузочного тока 1-й клети используются в качестве опорных величин для последовательной коррекции чисел оборотов приводов последующи х клетей, син хронно с те чением материала Так как профиль температур из-за возникающего благодаря деформации в просвете между валками сглаживания материала не остается постоянным, то это решение использует подробно неразъясненную математическую модель для определения соответствующи х корректирующи х коэффициентов, с помощью которых корректируются опорные (эталонные) величины Практически для этого проводится образование усредненного значения запомненных величин Полученные относительные значения нагрузочного тока заготовки на 1-й клети используются для коррекции заданного значения при регулировании скорости 2-й клети Для этого, умножается запомненное при входе материала во 2-ю клеть значение тока двигателя 2-й клети на расчетно определенное относительное значение статической нагрузки двига теля 1-й клети Регулирование чисел оборотов, привода 2-й клети фактически проводится по разности их произведения и мгновенного значения нагрузочного тока 2-й клети Для регулирования скорости, третьей и все х последующи х клетей этот алгоритм полностью повторяется, причем относительные значения нагрузочного тока 1-й клети, уже усредненные для коррекции заданного значения, постоянно каждый раз усредняются. Описываемый способ имеет ряд недостатков Процессы, протекающие в прокатываемом материале при его деформации между валками клетей, имеют разностороннюю природу и до настоящего времени однозначно не осознаны В частности известно, что различные слои металла прокатываются с различной скоростью, причем эти скорости зависят от таких факторов, как уровень прессования, калибрование, скорость прокатки и т.п Растяжение материала из-за неточности регулирования может существенно изменить форму профиля температур Так как названные факторы имеют непредвиденный характер, то искажение профиля температуры не может быть аналитически учтено с достаточной точностью с помощью модели Опыты по уче ту профиля температур известны и подробно описаны в литературе Такие опыты всегда из-за вышеуказанных причин оканчивались неудачей Поэтому рассчитанные с помощью модели величины для коррекции заданного значения содержат ошибки В конкретном случае получения среднего значения алгоритм дополнительно вносит замедление и с целью проведения коррекции вручную требует наблюдения за изменением профиля температур Поскольку регулирование проводится на базе чистого сравнения токов, то это ведет к большим, погрешностям регулирования, когда регулирование числа оборотов привода клети прокатного стана происходит также в диапазоне ослабления возбуждения, так как в таких случаях, несмотря на постоянную нагрузку на валу дви гателя, ток больше не постоянен Известный способ не содержит никакого самоконтроля качества, регулирования по прохождению заготовки через клеть прокатного сшнэ, чтобы затем автоматически провести коррекцию заданного значения регулирования скорости для прокатки ближайшей следующей заготовки 29396 Поэтому в основу изобретения положена задача создать работающий с более высоким качеством регулирования способ регулировки скорости прокатываемого материала в многоклетьевом стане непрерывной прокатки для обеспечения минимальных усилий продольной подачи, который работает исключительно на базе пропорционального моменту сигнала, получаемого из информации о реальных фактических значениях от приводов клетей прокатного стана, не требует никакого нагружения дополнительными корректирующими величинами с целью учета изменении профиля температуры и делает возможным независимое регулирование на любом участке прокатного стана, а также делает возможным с помощью самоконтроля автоматическую коррекцию заданного значения регулирования скорости для следующей заготовки Эта задача по изобретению решается с помощью способа регулирования скорости металла на многоклетьевом непрерывном стане горячей прокатки, включающего использование в качестве исходной величины для согласо вания скоростей между двумя следующими непосредственно друг за другом прокатными клетями пропорциональных моменту нагр узки статических сигналов, определяемых и записываемых в запоминающем устройстве при свободной прокатке каждой заготовки в первой из двух прокатных клетей Согласно предлагаемому способу записанное в момент (Ь б) перед входом заготовки в последующую клеть (л) мгновенное статическое значение момента нагрузки (Ms1(na) предыдущей клети (п-1) сравнивают с определенным в момент (ti) входа заготовки в последующую клеть (п) на предыдущей клети (п-1) статическим значением момента нагрузки (Ms 1(MJ ) причем, если разность (AMs1), полученная путем сравнения значений моментов нагрузки, достигает максимально допустимого по технологическим требованиям значения, начальное расхождение между запоминаемым значением момента нагрузки (Msifligj) и текущим значением момента нагрузки (Ms1(n)) до требуемой минимальной величины компенсируют, путем изменения числа оборотов электропривода предыдущей клети (п-1), в момент входа (d) заготовки в последующую слеть (п) запоминаемые статические значения моментов нагрузки (Ms1) предыдущей клети (п-1) , калиброванные начальной компенсацией на минимальное продольное тяговое усилие, выводят из запоминающе го устройства в порядке их ввода, с момента {ti+ Ati) окончания компенсации начального рассогласования значений момента нагрузки (Ms1), которые следуют непосредственно из запоминающего устройства, делят на текущие моменты нагрузки (Ms2) последующее клети (п), полученный таким образом коэффициент согласования (Кд) запоминают на время прокатки соответствующей заготовки в предыдущей клети (п-1) и изменяют масштаб все х следующи х калиброванных значений момента нагрузки (Ms1) из свободной прокатки заготовки в предыдущей клети (п-1) путем умножения на коэффициент согласования (Кд), в момент окончания определения коэффициента согласования (Кд) до выхода заготовки из валков предыдущей клети (п-1), либо в рез ультате изменения числа оборотов электропривода последующей клети (п), либо в результате изменения числа оборотов электропривода предыдущей клети (л-1), компенсируют отклонение текущи х значений статического момента нагрузки (Ms2(u) последующей клети (п) откалиброванных и согласованных посредством коэффициента согласования (Кд) с процессом возникновения статических моментов нагрузки (Ms1(t}) в момент (Ь) выхода заготовки из валков предыдущей клети (п-1) определяют разность моментов нагрузки предыдущей клети (п) до и после выхода заготовки и в зависимости от установленного максимального значения, а также от знака разности при прокатке последующей заготовки, осуществляют корректирующую подрегулировку числа оборотов предыдущего электропривода валков предыдущей клети (п-1) Этот процесс повторяется между всеми следующими друг за др угом клетями прокатного стана Способ может быть модифицирован, если корректирующую подрегулировку осуществлять линейно по нескольким заготовкам А также, если при изменении скорости электропривода одной из клетей производить пропорциональное изменение скорости электроприводов всех предыдущих и последующих клетей Так как предлагаемый способ работает на базе реальной информации о фактических значениях для прокатываемого материала которые получаются с помощью привода клети, для реализации его не требуется никакой предварительной информации о характеристиках материала, а также не нужна никакая математическая модель для процесса прокатки, то достигается высокая точность Способ позволяет, далее, независимое регулирование скоростного режима на каждом участке прокатки и осуществляет после каждого прохода заготовки коррекцию скоростного режима при прокатке ближайшей заготовки Так как необходимые пропорциональные нагрузочному моменту значения от клети до клети постоянно заново вводятся в память, то могут быть минимизированы ошибки, возникающие за счет времени прохождения, в конечном результате регулирования скорости Для подробного разъяснения изобретения делается ссылка на чертежи Фиг 1 показывает течение процесса с помощью прохождения сигнала в блок-схеме, фиг 2 показывает изменение кривой нагрузочных моментов в двух следующи х др уг за другом клетях прокатного стана за время t Способ описывается с помощью представленных на фиг 1 функциональных блоков, служащих для получения корректирующей величины, которая из выходного блока 10 собственно цифрового задания регулятору для регулирования минимального тягового усилия подводится в виде дополнительной заданной величины С момента времени to, начала первой прокатки заготовки прокатываемого материала в 1-й клети прокатного стана (п-1), из двух следующих др уг за другом клетей прокатного стана до момента времени ti входа заготовки во вторую клеть (п) в блоке 1. для воспроизведения и нелинейной фильтрации сигнала о моментах приводов 1-й и 2-й клети определяется статический момент Ms1 при свободной прокатке 29396 Для этого к блоку 2 подводится в виде фактичес ких значений привода 1-й клети ток I, якоря, число оборотов мі и магнитный поток f( возбуждения электродвигателя Так как рассчитанный из факти ческих значений момент Mdv двигателя содержит еще составляющую ускорения ипи замедления то статический момент Ms определяется по форму ле f Ms = Mdv-Ti Сй-і, где Tj - электромеханическая постоянная времени двигателя, щ- 1-я производная числа оборотов Значения статических нагрузочных моментов, определяемые непрерывно таким образом, передаются блоку 4 для занесения в память Так как в этой фазе отсутствует силовое взаимодействие между клетями, опоеделяют соответствует ли запомненный процесс необходимым технологическим требованиям свободной прокатки при учете всех специальных свойств подаваемого прокатываемого материала, как температурная и геометрическая стабильность заготовки С момента времени ti входа прокатываемого материала во 2-ю клеть из блока логики 5, который определяет временные интервалы прокатки в 1-й и во 2-й клетях, а также последовательность дальнейших регулировочных операций, сигнал подается к блоку 4 памяти, благодаря чему этот блок считывает записанные значения момента Ms1 в последовательности их предшествующего запоминания Выдаваемые значения Ms1 иначе говоря,становятся больше ненужными и стираются при вводе новых значений в блок 4 Синхронно определяются и выдаются значения статических моментов блока 3 Ms2 на 2-й клети В момент входа прокатываемого материала во 2-ю клеть возникает силосое замыкание через прокатываемый материал между клетями причем проявляется не откорректированная начальная установка скоростей прокатки 1-й и 2-й клетей и следовательно, наличие растяжения или подпора в виде скачкообразного изменения нагрузочного момента 1-й клети На фиг 2 это изменение обозначено как AMs1 Чтобы иметь возможность отрегулировать это отклонение, в предусматриваемом для начального регулирования блоке 6 запоминается значение момента Ms1(na свободной прокатки в 1-й клети, непосредственно перед входом прокатываемого материала во 2-ю клеть, причем 5 является задаваемой небольшой единицей времени Когда разность моментов при прокатке 1-й клети перед и после входа прокатываемого материала во 2-ю клеть достигает максимально допустимого по технологическим требованиям значений, то с помощью соответствующего стандарту алгоритма пропорцио^нально-интегрального (Р1) регулирования в блоке 6 регулируется отклонение между запомненным значением момента Ms1(n6) и текущим значением момента Ms1(ti) с помощью изменения чисел оборотов, привода 1-й клети до потребной минимальной величины Так как эта регулировка производится с максимальной скоростью и заканчивается после короткого временного интервала Ah, изменения момента из-за температуры и геометрии заго товки не велики и не пр инося т с собо й зн ачи тельных ошибок в результат регулировки В качестве результата к моменту времени ti+ A\^ имеется эталонный, согласованный по скорости на первом отрезке на минимальную величину тяги режим прокатки После отработки начального отклонения в регуляторе начинается согласование эталонного нагрузочного процесса, для чего считываемый из блока 4 процесс изменения статического момента при свободной прокатке в 1-й клети отбирается с учетом нагрузочных кривых 2-й клети Так как между кпетями после отработки начального отклонения на первом отрезке за короткий интервал времени, очевидно, нет никаких растягивающих или сдвигающи х усилий, то, следовательно, можно исходить из того, что значение статического момента прокатки на 2-й клети за короткий интервал соответствует требуемому те хнологическому режиму свободной прокатки и процесс согласования относится к изменению величины значения момента при свободной прокатке заготовки в 1-й клети, а именно так, что его первые значения равны первым значениям статического момента прокатки 2-й клети в определенном интервале Этот процесс выполняется по заложенному в блок 7 алгоритму регулирования до тех пор, пока благодаря изменению коэффициента отклонение, которое существует между считываемым из блока 4 значением статического момента прокатки 1-й клети и значением определенного в блоке 3 статического момента прокатки 2-й клети, не достигнет значения равного нулю Так как эта регулировка также реализуе тся с максимальной скоростью, то за очень короткий временной интервал в блоке 7 будет иметься значение согласующего коэффициента Кд стати ческого момента свободной прокатки 1 й клети и там запоминается для длительности прокатки соответствующей заготовки, чтобы нагрузить ее при значении момента Ms1 , которое должно считывэться из этого блока С завершением определения коэффициента согласования к моменту времени h происходит до выхода заготовки из 1-й клети до момента времени t3 с помощью регулирования числа оборотов приводов 2-й или 1-й клетей отработка колебаний между эталонными величинами момента, которые были запомнены в блоке 4 и были изменены с помощью коэффициента согласования в блоке 7, и непрерывными текущими значениями статических нагрузочных моментов 2-й клети В этой фазе способа с помощью заложенного в блок 8 пропорционально-интегрального (Р1) алгоритма регулирования гарантируется постоянное регулирование режима свободной прокатки (при минимальном растяжении и без подпора) по всей длине заготовки При выходе заготовки из 1-й клети одновременно проводится оценка проведенного регулирования В момент выхода прокатываемого материала из валков 1-й клети неправильное регулирование скоростей прокатки 1-й и 2-й клетей и, следовательно, тем самым, наличие растяжения или подпора в системе выражается в скачкообразном изменении нагрузочного момента 2-й клети Для этого в блоке 9 для анализа и коррекции скоростного режима запоминается величина момента прокатки привода 2-й клети непосредственно перед выходом прокатываемого материала из валков 1-й кле 29396 ти. Если разность моментов прокатки перед и после выхода прокатываемого материала из валков 1-й клети превышает установленное максимальное значение, то регулятор с помощью запомненного в блоке 9 алгоритма регулирования осуществляет коррекцию скорости прокатки для ближайшей заготовки. При этом в зависимости от знаВІОК ка разности скорость 1-й кпети при прокатке ближайшей заготовки изменяется линейно. Правда, эти изменения должны быть для заготовки только очень небольшими, и именно такими, что регулирование до средней корректирующей дорегулировки осуществляется только на большом числе заготовок (5-Ю). ЯОГЯКП t1 to tl MsZ(t) 10 Фиг. 1 Ms* IMTTfc П BJOK num Фиг. 2 Тираж 50 екз. Відкрите акціонерне товариство «Патент» Україна, 88000, м. Ужгород, вул. ГагарІна, 101 {03122)3-72-89 (03122)2-57-03 t> -і '"' Л І І ! VCTtЇ є І*
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of adjustment of speed of metal on multi-stand continuous hot mill
Автори англійськоюJunger Igor B.
Назва патенту російськоюСпособ регулирования скорости металла на многоклетьевом непрерывном стане горячей прокатки
Автори російськоюЮнгер Игорь Б.
МПК / Мітки
МПК: B21B 37/46
Мітки: безперервному, стані, гарячої, багатоклітьовому, прокатки, металу, спосіб, швидкості, регулювання
Код посилання
<a href="https://ua.patents.su/6-29396-sposib-regulyuvannya-shvidkosti-metalu-na-bagatoklitovomu-bezperervnomu-stani-garyacho-prokatki.html" target="_blank" rel="follow" title="База патентів України">Спосіб регулювання швидкості металу на багатоклітьовому безперервному стані гарячої прокатки</a>
Спосіб визначення дійсних значень зусиль розтягування матеріалу, що прокатується, в багатоклітьовому стані безперервної прокатки
Номер патенту: 26896
Опубліковано: 29.12.1999
Автори: МЕССЕРШМІДТ Лутц, ВЕНЕЛЬТ Ханс-Дітріх, БРАНДТ Валтер, РІФЕНШТАЛЬ Ульріх
МПК: B21B 38/00
Мітки: розтягування, значень, стані, прокатується, прокатки, визначення, багатоклітьовому, зусиль, безперервної, дійсних, матеріалу, спосіб
Текст:
...определяется путем образования разности между начальным значением тока нагрузки, введенным в память после первого прохода прокатываемого материала че50 рез первую клеть, и последующими моментными значениями тока нагрузки первого привода прокатной клети и, постоянно суммируясь с заданным значением усилия растяжения, образует регулирующее 55 отклонение для регулирования первого привода клети, для достижения состояния без нагрузки растяжением...
Спосіб регулювання рівню мениску металу у кристалізаторі при безперервному вертикальному литті заготівок
Номер патенту: 5582
Опубліковано: 28.12.1994
Автори: Бернар Форест, Шарль Вів, Жан-П'єр Ріке
МПК: B22D 11/16
Мітки: литті, заготівок, вертикальному, рівню, регулювання, металу, спосіб, безперервному, мениску, кристалізаторі
Формула / Реферат:
1. Способ регулирования уровня мениска металла в кристаллизаторе при непрерывном вертикальном литье заготовок преимущественно из алюминия и его сплавов, включающий изменение уровня металла путем воздействия на жидкий металл переменным магнитным полем, вектор которого направлен параллельно оси кристаллизатора, отличающийся тем, что, с целью повышения качества отливаемых заготовок за счет уменьшения толщины кортикального слоя и...
Спосіб прокатки труб на пільгерному стані з рухомою кліттю
Номер патенту: 12725
Опубліковано: 28.02.1997
Автори: Кириченко Віктор Васильович, Гамерштейн Володимир Аронович, Бондаренко Анатолій Петрович, Фельдман Олександр Ісакович, Вольфович Валерій Вольфович, Макаркін Ніколай Стєпановіч, Попов Марат Васильович, Вольфович Георгій Вольфович
МПК: B21B 21/00
Мітки: прокатки, пільгерному, труб, спосіб, стані, кліттю, рухомою
Формула / Реферат:
(57) Способ прокатки труб на пильгерном стане с подвижной клетью, включающий порционную подачу металла заготовки патроном подачи в валки, имеющие зоны редуцирования, обжатия и калибровки, деформацию ее на неподвижной оправке уменьшающегося сечения, извлечение оправки при остановленных валках при подходе патрона в крайнее его положение, отличающийся тем, что перед извлечением оправки порцию металла, поданную при подходе патрона в крайнее...
Спосіб прокатки на дуореверсивному стані
Номер патенту: 7904
Опубліковано: 26.12.1995
Автори: Дмітрієв Василь Дмитрійович, Губайдулін Вячеслав Фуатович, Кукуй Давид Пенхусович, Корінь Андрій Олександрович, Следнев Володимір Петрович, Ошеровський Григорий Володимирович
МПК: B21B 1/02
Мітки: прокатки, спосіб, дуореверсивному, стані
Формула / Реферат:
Способ прокатки заготовок на дуореверсивном стане, включающий деформацию нагретого слитка с соотношением сторон поперечного сечения 1:(1,5-2,5) с относительным обжатием по узким граням не менее 15% за проход и последующую деформацию до заданного профиле-размера, отличающийся тем, что, с целью увеличения выхода годного металла, перед задачей в валки передний по ходу прокатки конец заготовки длиной равной 0,9-1,2 длины очага деформации...
Спосіб гарячої прокатки штаб
Номер патенту: 17820
Опубліковано: 03.06.1997
Автори: Фішкін Ісаак Борисович, Мовшович Вілорд Соломонович, Клочков Володимир Васильович, Трофімов Віталій Олександрович, Васильєв Олександр Геннадійович, Ніколаєв Віктор Олександрович, Піховкін Микола Миколайович, Путнокі Олександр Юліусович, Штехно Олег Миколайович, Тилик Василь Трохимович, Качан Олександр Михайлович, Лівшиц Леонід Аркадійович, Пінчук Віталій Іосифович
МПК: B21B 1/22
Мітки: спосіб, гарячої, штаб, прокатки
Формула / Реферат:
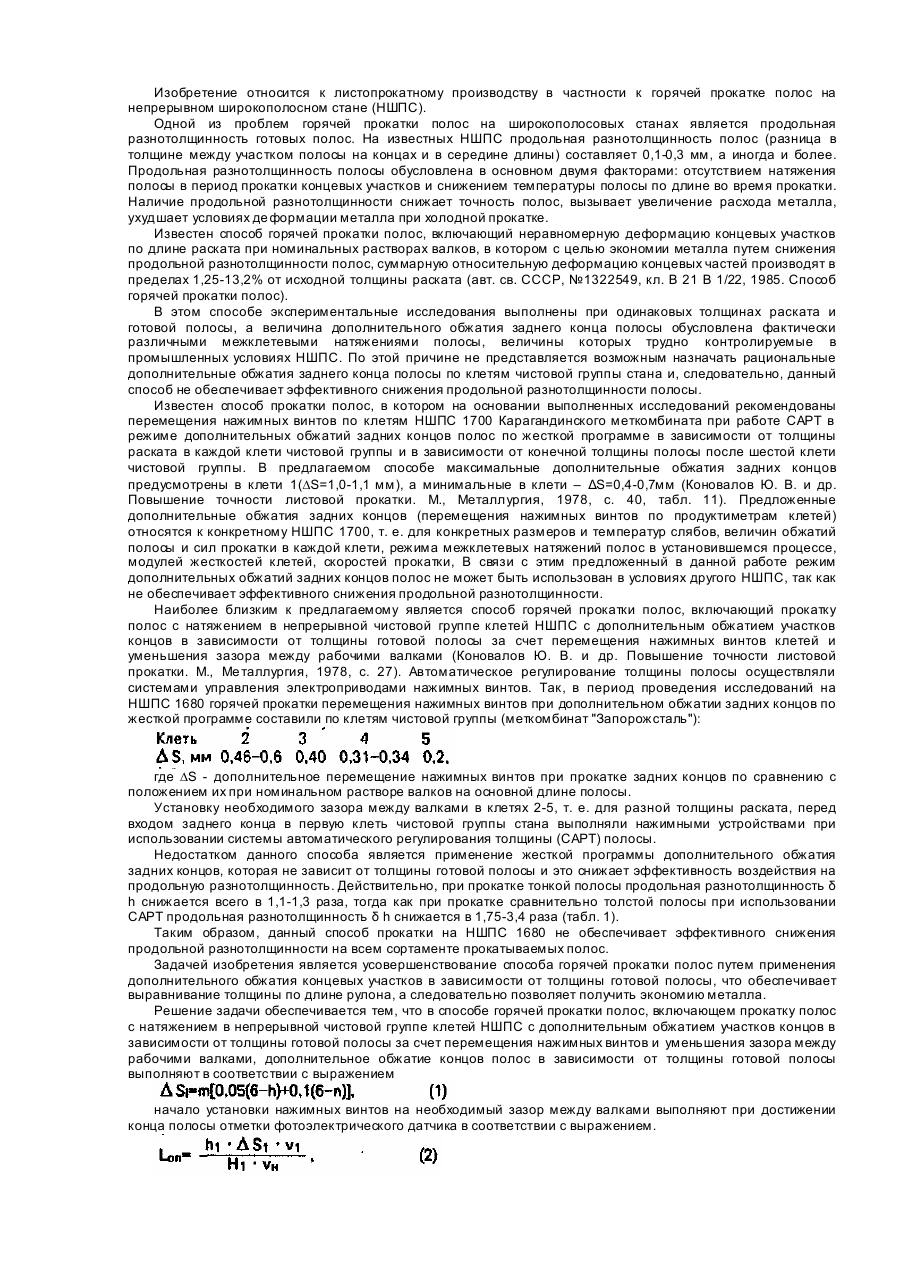
Способ горячей прокатки полос, включающий прокатку полос с натяжением в непрерывной чистовой группе клетей НШПС с дополнительным обжатием участков концов в зависимости от толщины готовой полосы за счет перемещения нажимных винтов клетей и уменьшения зазора между рабочими валками, отличающийся тем, что дополнительное обжатие в клетях выполняют в соответствии с выражением DSI=m[0,05(6-h)+0,1 (6-n)].начало установки нажимных винтов...
Попередній патент: Мікрокапсула для тривалого вивільнення фізіологічно активного пептиду
Наступний патент: Медичний тренажер
Випадковий патент: Спосіб захисту сої від шкідливих організмів при вирощуванні на зрошуваних землях