Система двовалкових калібрів для прокатки круглих профілів
Номер патенту: 5799
Опубліковано: 15.03.2005
Автори: Луценко Віктор Олександрович, Чічкан Артур Олексійович, Дорожко Іван Кирилович, Луцький Михайло Борисович
Формула / Реферат
Система двовалкових калібрів для прокатки круглих профілів, утворених струмками з горизонтальною площиною розніму, яка включає підготовчий, передчистовий і чистовий калібри, які складаються із зв'язаних криволінійних і прямолінійних ділянок, яка відрізняється тим, що довжина прямолінійної ділянки дна струмка підготовчого калібру складає 0,70 - 0,74 ширини дна калібру; прямолінійні ділянки зв'язані з бічними стінками калібру криволінійними ділянками радіусом, що становить 0,50 - 0,70 радіуса передчистового калібру з центром, розташованим на його горизонтальній осі, а кут нахилу бічних стінок підготовчого калібру складає 1,0 - 1,1 кута нахилу прямолінійних ділянок передчистового калібру; криволінійна ділянка середньої частини дна струмка передчистового калібру виконана радіусом, що становить 2 - 2,5 радіуса чистового калібру і зв'язана з прямолінійними ділянками, розташованими під кутом 9 - 12° до горизонталі, довжина яких складає 0,14 -0,20 ширини калібру і зв'язаними з буртами струмків радіусом, що становить 0,96 - 0,98 радіуса чистового калібру.
Текст
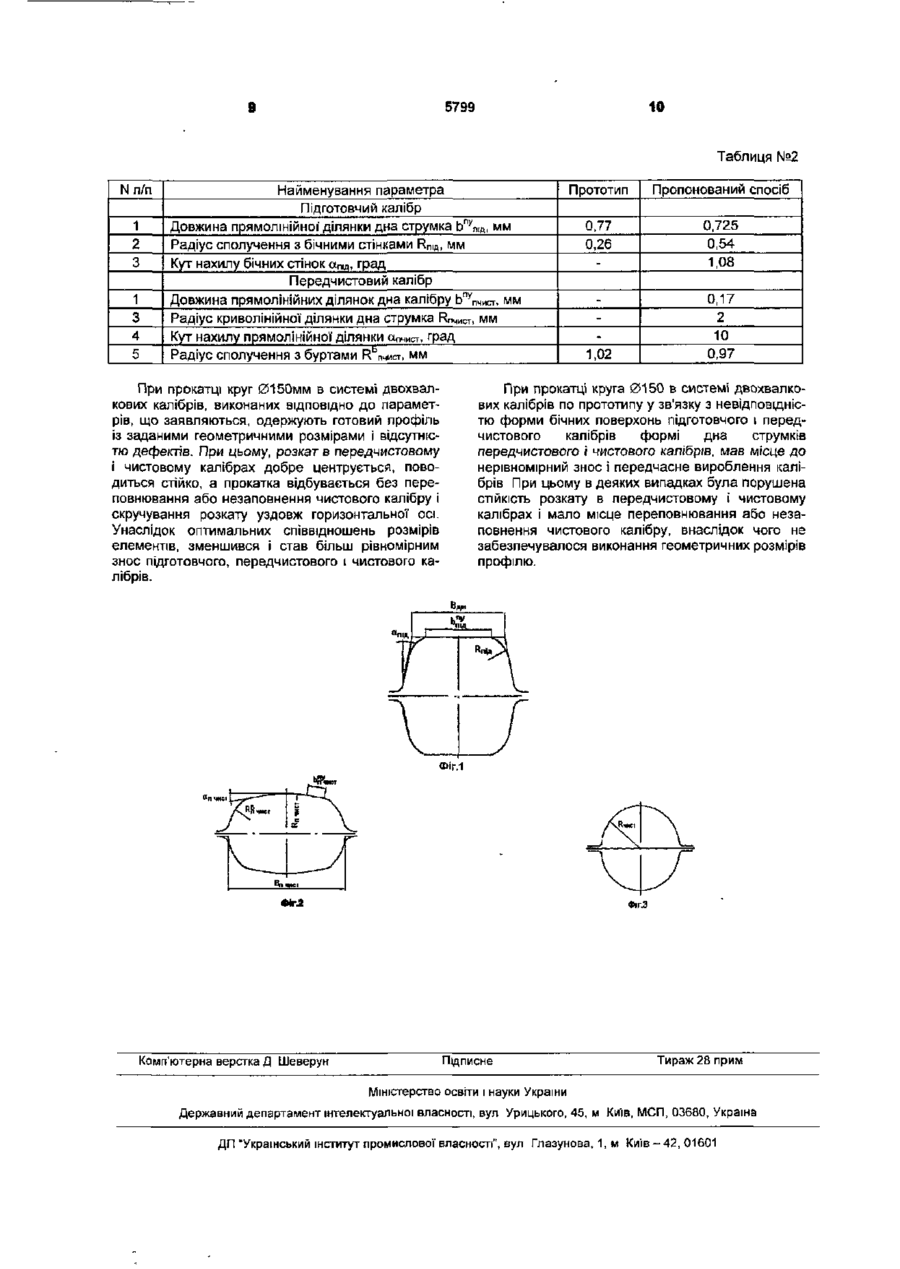
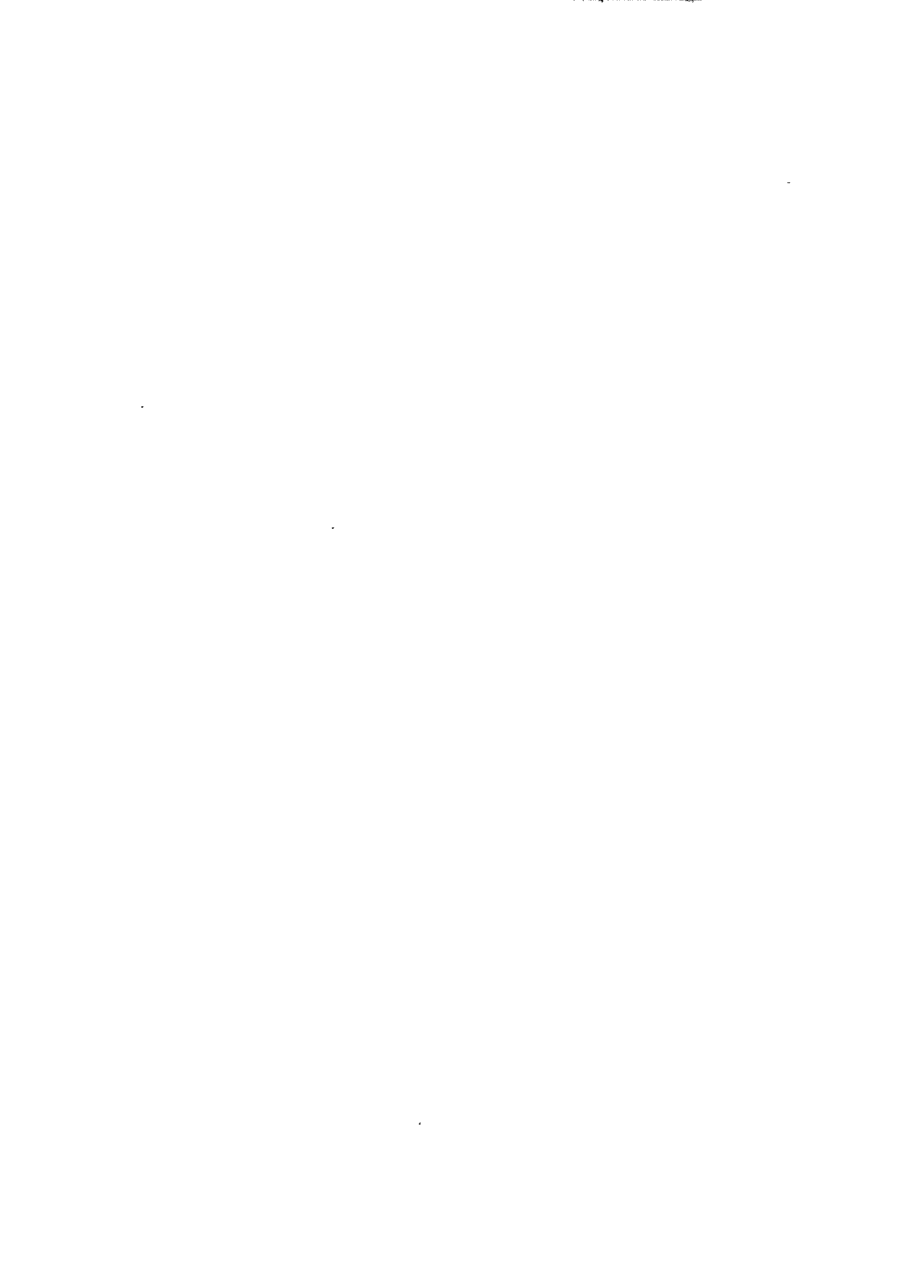
Система двовалкових калібрів для прокатки круглих профілів, утворених струмками з горизонтальною площиною розніму, яка включає підготовчий, передчистовий і чистовий калібри, які складаються із зв'язаних криволінійних і прямолінійних ділянок, яка відрізняється тим, що довжина прямолінійної ділянки дна струмка підготовчого калібру складає 0,70 - 0,74 ширини дна калібру; прямо Корисна модель відноситься до металургії, а саме до прокатного виробництва і може бути використана для прокатки круглих профілів Відома конструкція передч истового двохвалкового калібру, утвореного струмками з горизонтальною площиною роз'єму, що складається з прямолінійних ділянок і дуг, виконаних радіусами, відповідними радіусу чистового калібру [Ю.В. Полторапавло, В.А Феник, Ю.В. Тарасенко і ін А.С СРСР 1538937 В21В1/02 1990]. Недоліком відомої конструкції є нестійкість розкату при прокатці в передч исто во му і чистовому калібрах. Унаслідок нестабільності технологічного процесу, при зносі калібрів, коливаннях температури і швидкості прокатки, відбувається переповнювання або незаповнення чистового калібру. На готовому профілі залишаються ділянки, що не пропрацьовані, угнутості, розташовані в центральній частині дна струмків передч истового калібру, перевищуючі допустимі відхилення. При цьому не забезпечуються точність геометричних розмірів поперечного перетину і вимоги до якості поверхні готового профілю Відома система двохвалкових калібрів для прокатки круглих профілів, що включає чистовий калібр - круг, передчистовий калібр - овал і підго лінійні ділянки зв'язані з бічними стінками калібру криволінійними ділянками радіусом, що становить 0,50 - 0,70 радіуса передчистового калібру з центром, розташованим на його горизонтальній осі, а кут нахилу бічних стінок підготовчого калібру складає 1,0 - 1,1 кута нахилу прямолінійних ділянок передч истового калібру; криволінійна ділянка середньої частини дна струмка передч истового калібру виконана радіусом, що становить 2 - 2,5 радіуса чистового калібру і зв'язана з прямолінійними ділянками, розташованими під кутом 9 - 1 2 ° до горизонталі, довжина яких складає 0,14 -0,20 ширини калібру і зв'язаними з буртами струмків радіусом, що становить 0,96 - 0,98 радіуса чистового калібру. товчий калібр - ребрової овал [В.Б. Шум, В.Д. Дмитриев. "Усовершенствование калибровки валков стана 950/900". Наука, виробництво, підприємництво - розвитку металургії. Сб. науч. Трудов. Видавництво «ЛИК», Донецьк, 1998. стор.218-219]. Недоліками відомої системи є невідповідність форми бічних поверхонь підготовчого і передчистового калібрів формі дна струмків перед чистового і чистового калібрів, що приводить до нерівномірного зносу і передчасного вироблення калібрів. При цьому порушується стійкість розкату в передчистовому і чистовому калібрах, а при зміні технологічних параметрів, коливаннях температури і швидкості прокатки, відбувається переповнювання або незаповнення чистового калібру, внаслідок чого не забезпечується виконання геометричних розмірів профілю Найближчим за технічною суттю І результатом, що досягається, є система двохвалкових калібрів для прокатки круглого профілю, утворених струмками з горизонтальною площиною роз'єму, що включає підготовчий, передчистовий і чистовий калібри, які складаються із зв'язаних криволінійних і прямолінійних ділянок [Б М. Ілюковіч, Н Е. Нехаєв, С Е Меркурьев «Плющення і калібрування», 5799 довідник, т 1. Видавництво РОВУ "Дніпро-Вал" 2002,. Дніпропетровськ, стр.355, рис.5.86,б] У прикладі конкретного виконання відома система двохвалкових калібрів має наступні параметри. Підготовчий калібр Довжина прямолінійної ділянки дна калібру складає 0,88 ширини калібру по роз'ему. Прямолінійні ділянки калібру зв'язані з бічними похилими стінками радіусами, що становлять 0,26 радіуси передчистового калібру. Кут нахилу бічних стінок складає 7,6°. Передчистовий калібр Довжина прямолінійної ділянки дна передчистового калібру складає 0,37 ширини калібру по роз'єму. Конструкцією калібру не передбачено виконання дна з прямокутних ділянок із сполученням в середній частині радіусом. Прямолінійні ділянки дна передчистового калібру паралелі горизонтальній осі і зв'язані з буртами струмків радіусом, що становить 1,023 радіуси чистового калібру. Недоліками відомої системи є невідповідність форми поверхонь підготовчого калібру, що сполучаються, формі дна струмків передчистового калібру, що приводить до збільшення нерівномірності деформації, нерівномірного зносу і передчасного вироблення калібрів. Крім того, унаслідок несприятливого співвідношення радіусів бічних поверхонь передчистового І чистового калібрів, не забезпечується стійкість розкату в чистовому калібрі, а при ЗМІНІ технологічних параметрів, коливаннях температури і швидкості прокатки, відбувається переповнювання або незаповнення чистового калібру, скручування розкату уздовж подовжньої осі. В результаті не забезпечується виконання геометричних розмірів профілю, а на готовому профілі утворюються дефекти у вигляді лампасів або заходів. Технічною задачею корисної моделі є удосконалення системи двохвалкових калібрів для прокатки круглого профілю, в якому завдяки оптимальній формі і співвідношенню розмірів елементів підготовчого, передчистового і чистового калібрів досягається стійкість розкату при прокатці круглих профілів з мінімальним виробленням і рівномірним зносом калібрів, виключення переповнювання або незаповнення чистового калібру, скручування розкату уздовж подовжньої осі, підвищення точності розмірів поперечного перетину готового профілю. Поставлена задача розв'язується тим, що в системі двохвалкових калібрів для прокатки круглих профілів, утворених струмками з горизонтальною площиною роз'єму, що включає підготовчий, передчистовий І чистовий калібри, які складаються із зв'язаних криволінійних і прямолінійних ділянок, згідно корисної моделі прямолінійні ділянки дна струмка підготовчого калібру виконані завдовжки, становлячої 0,7-0,74 ширини дна калібру; прямолінійні ділянки підготовчого калібру зв'язані з бічними стінками криволінійними ділянками радіусом, що становить 0,50-0,75 радіуса передчистового калібру з центром, розташованим нв його горизонтальній осі, а кут нахилу бічних стінок підготовчого калібру складає 1,0-1,1 кута нахилу прямолінійних ділянок передчистового калібру; криволінійна ділянка середньої частини дна струмка передчистового калібру виконана радіусом, що становить 22,5 радіуса чистового калібру, зв'язаним з прямолінійними ділянками, розташованими під кутом 912" до горизонталі, довжина яких складає 0,140,20 ширини калібру і зв'язаними з буртами струмків радіусом, що становить 0,96-0,98 радіуса чистового калібру. Приведені ознаки, що характеризують корисну модель, є істотними, оскільки в сукупності достатні для забезпечення працездатності і рішення поставленої технічної задачі, а кожний окремо необхідний для ідентифікації і відмінності заявленої системи двохвалкових калібрів від відомих в техніці аналогічних технічних рішень Таким чином, приведена нова сукупність загальних (відомих) і відмінних (нових) від прототипу істотних ознак, якими характеризується нова система двохвалкових калібрів, є достатньою у всіх випадках, на які розповсюджується об'єм правового захисту, оскільки вирішує поставлену технічну задачу. Причинно-наслідковий зв'язок між новою сукупністю істотних ознак корисної моделі, зокрема відмінних (нових) ознак при їх взаємодії з відомими (загальними) ознаками, в забезпеченні нових технічних властивостей об'єкту корисної моделі, обумовлених вирішуваною технічною задачею, полягає в наступному. Виконання прямолінійних ділянок дна струмка підготовчого калібру довжиною, що становить 0,70,74 ширини дна калібру, забезпечує прокатку розкату без переповнювання передчистового калібру. Сполучення прямолінійних ділянок підготовчого калібру з бічними стінками криволінійними ділянками радіусом, що становить 0,50-0,70 радіуса передчистового калібру з центром, розташованим на його горизонтальній осі і кутом нахилу бічних стінок, що становить 1,0-1,1 кута нахилу прямолінійних ділянок передчистового калібру забезпечує стійкість і центрування розкату при зміні технологічних параметрів в процесі прокатки в передчистовому калібрі. При цьому бічні поверхні гуркоту, одержаного в підготовчому калібрі, після кантівки на 90" добре сполучаються з елементами передчистового калібру, що забезпечує рівномірність його заповнення і зносу. Виконання середньої частини дна струмка передчистового калібру радіусом, що становить 2-2,5 радіуси чистового калібру, зв'язаним з прямолінійними ділянками, розташованими під кутом 9-12° до горизонталі, довжина яких складає 0,14-0,20 ширини калібру і зв'язаними з буртами струмків радіусом, рівним 0,96-0,98 радіуси чистового калібру забезпечує стійкість розкату і виключає переповнювання чистовому калібрі при зміні технологічних параметрів в процесі прокатки При цьому бічні поверхні розкату, одержаного в передчистовому калібрі, після кантівки на 90° добре сполучаються з дном чистового калібру В результаті забезпечується рівномірність заповнення і зносу чистового калібру, поліпшується стійкість і центрування розкату, виключається його скручування уздовж подовжньої осі, забезпе s чується отримання профілю без відхилення геометричних розмірів поперечного перетину Так, в системі двохвалкових калібрів згідно винаходу довжина прямолінійної ділянки дна струмка підготовчого калібру складає 0,7-0,74 ширини дна калібру. Таке співвідношення довжини прямокутних ділянок і ширини дна підготовчого калібру у вказаному діапазоні значень визначено експериментальним шляхом і є оптимальним, оскільки виключає переповнювання розкату в передчистовому калібрі і підвищується його стійкість. Експериментально встановлено, що вибір цього співвідношення менше нижньої межі приводить до незаповнення передчистового калібру, а більше верхньої межі приводить до погіршення стійкості розкату в передчистовому калібрі і його переповнювання. Крім того, переповнювання передчистового калібру приводить до утворення в чистовому калібрі дефектів у вигляді закатів і лампасів. У системі двохвалкових калібрів згідно корисної моделі, прямолінійні ділянки підготовчого калібру зв'язані з бічними стінками криволінійними ділянками радіусом, що становить 0,50-0,70 радіуса передчистового калібру з центром, розташованим на його горизонтальній осі. Таке співвідношення радіусів сполучення прямолінійних ділянок підготовчого калібру у вказаному діапазоні значень визначено експериментальним шляхом і є оптимальним, оскільки підвищується стійкість, виключається скручування розкату уздовж подовжньої осі в передчистовому калібрі, знижується нерівномірність зносу його елементів. Експериментально встановлено, що вибір цього співвідношення менше нижньої межі приводить до погіршення стійкості і скручування розкату уздовж подовжньої осі в передчистовому калібрі, незаповнення чистового калібру і невиконання геометричних розмірів профілю, а більше верхньої межі приводить до збільшення зносу передчистового калібру і переповнювання чистового калібру. Крім того, переповнювання передчистового калібру приводить до утворення в чистовому калібрі дефектів у вигляді закатів або лампасів. У системі двохвалкових калібрів згідно корисної моделі, кут нахилу бічних стінок підготовчого калібру складає 1,0-1,1 кута нахилу прямолінійних ділянок передчистового калібру. Таке співвідношення кута нахилу бічних стінок у вказаному діапазоні значень визначено експериментальним шляхом і є оптимальним, оскільки підвищується стійкість розкату в передчистовому калібрі і знижується нерівномірність зносу його елементів. Експериментально встановлено, що вибір цього співвідношення менше нижньої межі приводить до погіршення стійкості розкату в передчистовому калібрі, незаповнення чистового калібру І невиконання геометричних розмірів, а більше верхньої межі приводить до збільшення зносу передчистового калібру, переповнювання чистового калібру і утворення дефектів у вигляді лампасів і захватів. 5799 У системі двохвалкових калібрів згідно корисної моделі, криволінійні ділянки в середній частині дна струмків передчистового калібру виконані радіусом, що становить 2,0-2,5 радіуса чистового калібру. Таке співвідношення радіусів криволінійних ділянок дна струмків у вказаному діапазоні значень визначено експериментальним шляхом і є оптимальним, оскільки поліпшується сполучення розкату з елементами чистового калібру, підвищується його стійкість, виключається переповнювання чистового калібру і скручування розкату уздовж подовжньої осі, знижується нерівномірність зносу чистового калібру. Експериментально встановлено, що вибір цього співвідношення менше нижньої межі приводить до незаповнення чистового калібру, а більше верхньої межі приводить до переповнювання чистового калібру, утворенню дефектів у вигляді лампасів або закатів і невиконанню геометричних розмірів профілю. У системі двохвалкових калібрів згідно корисної моделі, прямолінійні ділянки передчистового калібру розташовані під кутом 9-12° до горизонталі. Таке співвідношення кута нахилу прямолінійних ділянок у вказаному діапазоні значень визначено експериментальним шляхом і є оптимальним, оскільки підвищується стійкість розкату в чистовому калібрі і поліпшується його заповнення. Експериментально встановлено, що вибір цього співвідношення менше нижньої межі приводить до погіршення стійкості розкату в чистовому калібрі, незаповнення чистового калібру і невиконання геометричних розмірів профілю, а більше верхньої межі приводить до збільшення зносу, переповнювання чистового калібру і утворення дефектів у вигляді лампасів або закатів. У системі двохвалкових калібрів згідно корисної моделі, довжина прямолінійних ділянок передчистового калібру складає 0,14-0,20 ширини калібРУТаке співвідношення довжини прямолінійних ділянок у вказаному діапазоні значень визначено експериментальним шляхом і є оптимальним, оскільки поліпшуються умови захоплення і центрування розкату, підвищується його стійкість, в чистовому калібрі знижується нерівномірність зносу його елементів. Експериментально встановлено, що вибір цього співвідношення менше нижньої межі приводить до погіршення стійкості і центрування розкату в чистовому калібрі, незаповнення чистового калібру і невиконання геометричних розмірів профілю, а більше верхньої межі приводить до збільшення зносу, переповнювання чистового калібру і утворення дефектів у вигляді лампасів або закатів. У системі двохвалкових калібрів згідно корисної моделі, радіуси сполучення прямолінійних ділянок з буртами струмків передчистового калібру виконані радіусами, що становлять 0,96-0,98 радіуса чистового калібру. Таке співвідношення радіусів сполучення прямолінійних ділянок у вказаному діапазоні значень визначено експериментальним шляхом і є опти 8 5799 мальним, оскільки поліпшуються умови захоплення і центрування розкату, підвищується стійкість розкату в чистовому калібрі, виключається його скручування уздовж подовжньої осі, знижується нерівномірність зносу елементів чистового калібРУЕкспериментально встановлено, що вибір цього співвідношення менше нижньої межі приводить до погіршення стійкості і центрування розкату в чистовому калібрі, а також незаповненню чистового калібру, а більше верхньої межі приводить до переповнення і погіршення стійкості розкату в чистовому калібрі, скручуванню розкату уздовж подовжньої осі, нерівномірному зносу елементів чистового калібру, утворенню лампасів і невиконанню геометричних розмірів профілю. Система двохвалкових калібрів для прокатки круглого профілю, утворених струмками з горизонтальною площиною роз'єму, включає підготовчий, передчистовий і чистовий калібри, що складаються із зв'язаних криволінійних і прямолінійних ділянок, при цьому довжина прямолінійної ділянки дна струмка підготовчого калібру складає 0,70-0,74 ширини дна калібру; прямолінійні ділянки зв'язані з бічними стінками калібру криволінійними ділянками радіусом, що становить 0,50-0,70 радіуса передчисгового калібру з центром, розташованим на його горизонтальній осі, а кут нахилу бічних стінок підготовчого калібру складає 1,0-1,1 кута нахилу прямолінійних ділянок передчистового калібру; криволінійна ділянка середньої частини дна струмка передчистового калібру виконана радіусом, що становить 2-2,5 радіуса чистового калібру і зв'язана з прямолінійними ділянками, розташованими під кутом 9-12° до горизонталі, довжина яких складає 0,14-0,20 ширини калібру і зв'язаними з буртами струмків радіусом, що становить 0,96-0,98 радіуса чистового калібру. На кресленнях показані підготовчий (Фіг 1), передчистовий (ФІг.2) І чистовий (Фіг.З) калібри з позначенням елементів, а в таблиці 1 - чисельні значення параметрів елементів калібрів, виконаних по прототипу і запропонованій системі калібрів для плющення круглої сталі. Таблиця №1 Nn/n 1 2 3 4 1 2 3 4 5 1 Радіус КРИВОЛІНІЙНО! ДІЛЯНКИ R r чист, MM Кут нахилу прямолінійної ділянки CW-CT, град Радіус сполучення з буртами R Пчист, мм Чистовий калібр Радіус чистового калібру R4HCT, мм Приклад конкретного виконання системи калібрів для прокатки круглих профілів На напівбезперервному великосортному стані «600» ВАТ «Алчевський металургійний комбінат» вели прокатку круга 0150мм в системі двохвалкових калібрів, виконаних у відповідності з пропонованими співвідношеннями розмірів елементів. Для порівняння вели прокатку кругів таких же розмірів в системі калібрів, виконаних за відомим способом - прототипом. Згідно системі двохвалкових калібрів, що заявляється, в підготовчому калібрі довжина прямолінійних ділянок дна калібру складає ь!!У = 100/138= 0,725В л н ПІД (ширини дна калібру), М радіус криволінійних ділянок сполучення прямолінійних ділянок дна калібру з бічними похилими стінами складає R n j f l = 40/74 = 0,54R n 4 l 1 C T пчист (радіусу сполучення прямолінійних ділянок з буртами струмків передчистового калібру), кут нахилу Прототип Пропонований спосіб 114 148 20 7,6 100 138,2 40 10,9 185 77 180 ЗО 150 10 73 75,3 Найменування параметра Підготовчий калібр Довжина прямолінійної ділянки дна струмка b ny n «, MM Ширина дна струмка В дн , мм Радіус сполучення з бічними стінками Rm, MM Кут нахилу бічних стінок апід, град Передчистовий калібр Ширина калібру по роз'єму Впч*ст, мм Довжина прямолінійних ділянок дна калібру ЬпуПчист, мм 75 бічних стінок складає а П щ = 10,8/10 =1,08 кута нахилу перечистового калібру а п ч и с т ; в передчистовому калібрі довжина прямолінійних ділянок дна струмка калібру складає ^пчист =30/180 = 0 , 1 7 В П Ч И С Т (ширини калібру по роз'єму), радіус криволінійної ділянки в середній частині струмка дна калібру складає Япчист = 150/75 = 2 Р Ч И С Т (радіусу чистового калібру), кут нахилу прямолінійних ділянок дна калібру складає 10°, радіус сполучення прямолінійних ділянок з буртами калібру складає RnnncT = 73/75 = 0,97R 4 H C T (радіусу чистового калібру) В таблиці №2 приведені співвідношення параметрів елементів передчистового і чистового калібрів прототипу і пропонованої системи калібрів. 10 5799 Таблиця №2 Nn/п 1 2 3 1 3 4 5 Найменування параметра Підготовчий калібр пу Довжина прямолінійної'ділянки дна струмка Ь П1д, мм Радіус сполучення з бічними стінками RntAl MM Кут нахилу бічних стінок аПщ, град Передчистовий калібр пу Довжина прямолінійних ділянок дна калібру Ь ПЧІЛСт, мм Радіус криволінійної ділянки дна струмка КіЧист, мм Кут нахилу прямолінійної ділянки аПчись град РаДІуС СПОЛуЧеННЯ З бурТаМИ І^пчист, MM При прокатці круг 0150мм в системі двохвалкових калібрів, виконаних ВІДПОВІДНО ДО параметрів, що заявляються, одержують готовий профіль із заданими геометричними розмірами і відсутністю дефектів. При цьому, розкат в перед чистовому і чистовому калібрах добре центрується, поводиться стійко, а прокатка відбувається без переповнювання або незаповнення чистового калібру і скручування розкату уздовж горизонтальної осі. Унаслідок оптимальних співвідношень розмірів елементів, зменшився і став більш рівномірним знос підготовчого, передчистового і чистового калібрів. Прототип Пропонований спосіб 0,77 0,26 0,725 0,54 1,08 1,02 0,17 2 10 0,97 При прокатці круга 0150 в системі двохвалкових калібрів по прототипу у зв'язку з невідповідністю форми бічних поверхонь підготовчого і передчистового калібрів формі дна струмків передчистового і чистового капібрт, мав місце до нерівномірний знос І передчасне вироблення калібрів При цьому в деяких випадках була порушена СТІЙКІСТЬ розкату в передч истовому і чистовому калібрах і мало місце переповнювання або незаповнення чистового калібру, внаслідок чого не забезпечувалося виконання геометричних розмірів профілю. ^ ФІГ.1 ФігЗ Комп'ютерна верстка Д Шеверун Підписне Тираж 28 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул Урицького, 45, м Киів, МСП, 03680, Україна ДП "Український інститут промислової власності", вул Глазунова, 1, м Київ - 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюSystem of two-roll passes for rolling the round sections
Автори англійськоюDorozhko Ivan Kyrylovych, Lutskyi Mykhailo Borysovych, Lutsenko Viktor Oleksandrovych, Chychkan Artur Oleksiiovych
Назва патенту російськоюСистема двухвалковых калибров для прокатки круглых профилей
Автори російськоюДорожко Иван Кириллович, Луцкий Михаил Борисович, Луценко Виктор Александрович, Чичкан Артур Алексеевич
МПК / Мітки
МПК: B21B 27/00, B21B 1/08
Мітки: прокатки, калібрів, профілів, двовалкових, система, круглих
Код посилання
<a href="https://ua.patents.su/6-5799-sistema-dvovalkovikh-kalibriv-dlya-prokatki-kruglikh-profiliv.html" target="_blank" rel="follow" title="База патентів України">Система двовалкових калібрів для прокатки круглих профілів</a>
Система калібрів та спосіб прокатки в них круглих профілів
Номер патенту: 18721
Опубліковано: 25.12.1997
Автори: Єфремов Віктор Іванович, Гладков Владіслав Сєргєєвіч, Матвєєв Генадій Леонідович, Филонов Юрій Всеволодович, Віногадов Анатолій Вікторович, Гавриленко Євген Дмитрович, Крупник Ісаак Абрамович, Сапригін Хразален Михайлович, Гончар Володимир Павлович, Енвальд Анатолій Васильович
Мітки: система, профілів, калібрів, прокатки, круглих, спосіб, них
Формула / Реферат:
(57) 1. Система калибров для прокатки круглых профилей, содержащая предчистовой овальный и чистовой круглый калибры, отличающаяся тем, что овальный и круглый калибры выполнены асимметричными со смещением разъемов на величину "е", определяемую выражениемгде - величина...
Спосіб прокатки кутових профілів та системa калібрів для його здійснення
Номер патенту: 37425
Опубліковано: 15.05.2001
Автори: Андрійчук Сергій Андрійович, Босий Володимир Миколайович, Носаньов Олександр Григорович, Олійник Олександр Іванович, Балабєй Євген Михайлович
МПК: B21B 1/09
Мітки: калібрів, кутових, профілів, здійснення, прокатки, спосіб, система
Формула / Реферат:
1. Спосіб прокатки кутових профілів, який включає послідовне рівномірне обтиснення елементів кутового профілю у чорнових калібрах та обтиснення за шириною зовнішніх поверхонь полиць кутового профілю у передчистовому та чистовому калібрах, який відрізняється тим, що у передчистовому калібрі переважному обтисненню піддають зони спряження полиць та кінцеві ділянки полиць, формуючи виступи у середній частині зовнішньої поверхні полиць, а у...
Система калібрів валків прокатного стана
Номер патенту: 62181
Опубліковано: 15.12.2003
Автори: Тішчанка Уладзімір Андрєявіч, Бандаренка Аляксандр Мікалаєвіч, Шувякова Ірина Володимирівна, Луценко Владислав Анатолійович, Курбатав Генадзь Аляксандравіч, Сцяблов Анвєр Барисавіч, Цімашпольські Уладзімір Ісаакавіч, Жучков Сергій Михайлович, Матачкін Віктар Аркадзєвіч, Рябцав Алег Віктаравіч
МПК: B21B 1/02
Мітки: система, прокатного, калібрів, стана, валків
Формула / Реферат:
1. Система калібрів валків прокатного стана, переважно реверсивного, для строєної прокатки-поділу, що містить чорновий, проміжний і чистовий трирівчакові калібри, яка відрізняється тим, що чорновий трирівчаковий калібр виконано у вигляді строєних овалів, врізаних у валки по їх великих осях, проміжний трирівчаковий калібр виконано у вигляді строєних ромбів, врізаних у валки по їх великих діагоналях, а чистовий трирівчаковий калібр виконано у...
Спосіб прокатки блюмів
Номер патенту: 3131
Опубліковано: 15.10.2004
Автори: Луцький Михайло Борисович, Дорожко Іван Кирилович, Говоруха Валерій Петрович, Луценко Віктор Олександрович, Чудновець Олександр Миколайович, Горецький Юрій Володимирович, Чічкан Артур Олексійович, Лук'янов Юрій Васильович, Лігус Микола Миколайович, Павленко Анатолій Несторович
Мітки: спосіб, прокатки, блюмів
Формула / Реферат:
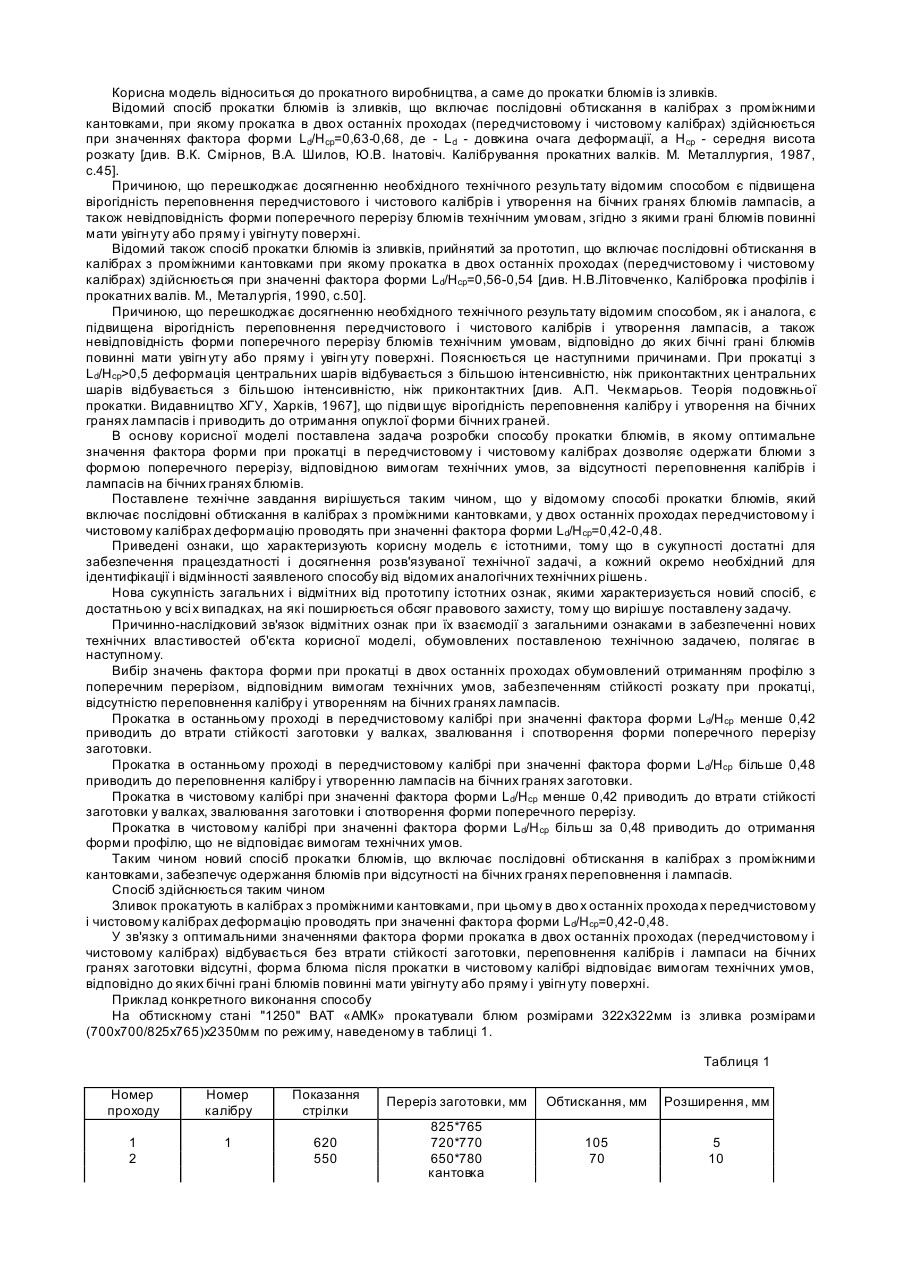
Спосіб прокатки блюмів із зливків, що включає послідовні обтискання в калібрах з проміжними кантівками, який відрізняється тим, що в двох останніх проходах у передчистовому і чистовому калібрах деформацію проводять при значенні фактора форми Ld/Hcp = 0,42 - 0,48, де Ld - довжина вогнища деформації, а Нcp - середня висота розкату.
Спосіб прокатки штабобульбової сталі
Номер патенту: 67656
Опубліковано: 15.06.2004
Автори: Шум Валентин Борисович, Юдковський Володимир Веніамінович, Левицький Анатолій Петрович, Кіріченко Олександр Олександрович, Яковченко Олександр Васильович
МПК: B21B 1/08
Мітки: штабобульбової, сталі, спосіб, прокатки
Формула / Реферат:
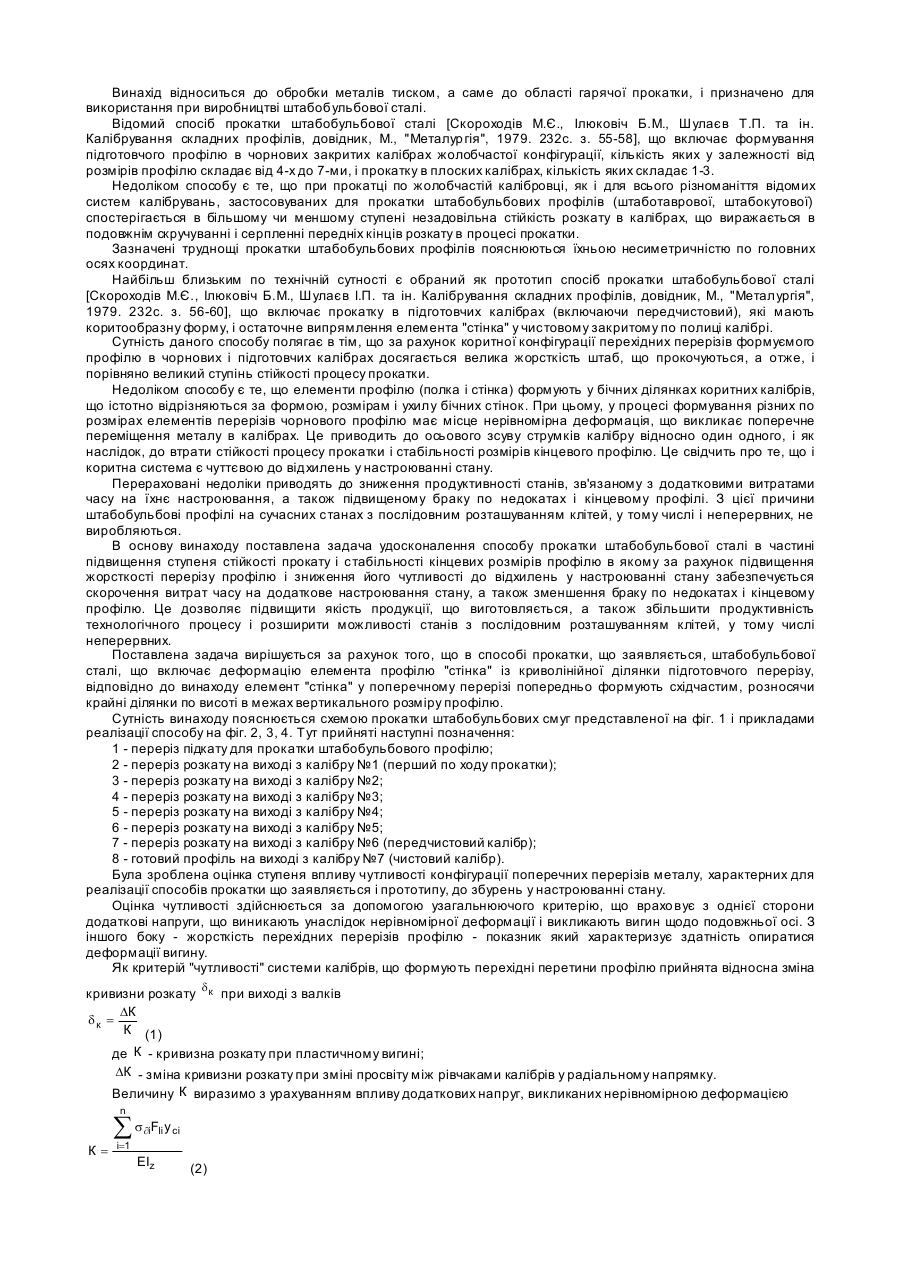
Спосіб прокатки штабобульбової сталі, що включає деформацію елемента профілю "стінка" із криволінійної ділянки підготовчого перерізу, який відрізняється тим, що елемент "стінка" у поперечному перерізі підготовчих калібрів формують східчастим, розносячи крайні ділянки по висоті в межах вертикального розміру профілю.
Попередній патент: Мікрохвильова інтегрована телерадіоінформаційна система “мітріс-н”
Наступний патент: Універсальна мультимедійна дистрибутивна система umds
Випадковий патент: Поточна лінія для термічного різання листів