Спосіб визначення оптимального тиску автофретирування внутрішньої порожнини деталі
Номер патенту: 13521
Опубліковано: 25.04.1997
Автори: Ананьєвський Всеволод Анатольович, Рубаненко Анатолій Васильович, Бесков Анатолій Миколайович, Огурцов Борис Іванович
Формула / Реферат
1. Способ определения оптимального давления автофретирования внутренней полости детали преимущественно сложной формы с концентраторами напряжений, включающий подачу гидростатического давления автофретирования в полость детали и последующий сброс давления с одновременным контролем полученных в процессе автофретирования остаточных деформаций методами электротензометрии, отличающийся тем, что, с целью повышения долговечности деталей, упрощения методики определения давления автофретирования и увеличения точности контроля степени упрочнения внутренней полости детали, производят измерение методом электротензометрирования упругопластических деформаций в зоне концентрации напряжений на внутренней поверхности геометрически и физически подобной модели, материал которой термообработан для получения верхнего допустимого значения предела текучести, при ступенчатом ее погружении со сбросом давления вплоть до получения в зоне концентрации напряжения .1-1,5% от деформации, определяют зависимость максимальной деформации в зоне концентрации напряжений от давления при ее погружении и разгрузке, производят ступенчатые испытания цилиндрических образцов, вырезанных из термообработанной заготовки модели, при их упругопластическом растяжении-сжатии в соответствии с зависимостью деформации в зоне концентрации напряжений от давления, а оптимальное давление автофретирования определяют, исходя из прекращения роста напряжений при сжатии образца.
2. Способ по п.1, отличающийся тем, что, с целью уменьшения трудоемкости определения оптимального давления автофретирования деталей с разными механическими свойствами, зависимость оптимального давления автофретирования от механических свойств детали определяют на цилиндрических образцах, вырезанных из исследуемой модели и термообработанных с разбросом механических свойств, который включает нижний предел допустимого значения предела текучести для материала детали.
Текст
Изобретение относится к машиностроению, преимущественно к химическому машиностроению, в частности к способам упрочнения оборудования высокого давления о При этом большое зна чение имеет назначение давления автофретирования, от величины которого зависит долговечность деталей высокого давления и Целью изобретения является повышение долговечности деталей, упрощение методики определения давления автофретирования и увеличение точности контроля степени упрочнения внутренней полости детали. Способ заключается в определении оптимального давления автофретирования, подаче гидростатического давления автофретировйния внутрь полости детали и последующем сбросе давления с одновременным контролем давления автофретирования. Оптимальное давление автофретирования детали с одновременным упрощением методики определения этого давления достигается за счет экспериментального исследования изменений физико-механических характеристик поверхностного слоя внутренних полостей геометрически и физически подобной модели детали и образцов, вырезанных из этой модели, при циклическом испытании их в режиме растяжение - сжатие, причем величина давления автофретирования назначается не на один конкретный вид детали, а на целый класс геометрически и физически подобных изделийл 1 з.паф-лы. Изобретение относится к машиностроению, преимущественно химическому машиностроению, в частности к способам упрочнения оборудования высокого давления, когда большое значение имеет назначение давления автофре тирования9 от величины которого зависит долговечность деталей высокого давления0 Целью изобретения является повышение долговечности деталей, упрощение методики определения давления авто ЛИЯИ эо N3 1578214 (Ьретирования и увеличение точности контроля степени упрочнения внутренней полости детали. Способ осуществляют следующим образом,, • * П р и м е р . Проводилось автофретирование партии корпусов клапановтройников с рабочим давлением Р р = = 320 МПа. Для осуществления предла- .« гаемого способа была выбрана модель корпусов, изготовленная из того же материала (сталь 38ХНЗМ*А) и термообработанная на верхнее значение предела текучести ( G . = 1 1 6 кгс/ммг ) и з н е г о затем были 50 . изготовлены такие же образцы. выдвилного конуса и разжали гайкой. На верхнем слое конденсаторной бумаги произвели разметку контуров поперечных отверстий. Приспособление разобрали по разметке на конденсаторной бумаге наклеивали и смонтировали тензорезисторные преобразователи своей нерабочей поверхностью. Клей, приготовленный по технологии завода-изготовителя, вакуумировали и наносили тонким слоем на поверхность модели и тензорезисторные преобразователи. Затем приспособление собирали в модели, жестко фиксировали и разжимали с помощью конуса до прижатия тензорезисторов с усилием 2 кгс/см 2 . После полимеризации клея конус отводили в первоначальное положение и выводили приспособление из отверстия модели. Выполнили контроль наклейки тензорезисторов, произвели монтаж проводов через токоввод в измерительную схему. Далее модель герметизировали и заполнили обезвоженным маслом АМГ-10 для нагружения сверхвысоким давлением. Нагружение модели осуществлялось гидрокомпрессором ГКМ-7/6ООО ступенчато через 50 МПа до 6000 МПа со сбросом давления после каждой ступени нагружения» Запись показаний тензорезисторов производили на кажНа предварительно загрунтованную дой ступени нагружения и разгрузки клеем "Момент-t" внутреннюю поверхпри помощи комплекта тензоаппаратуность модели вокруг поперечного отры фирмы Брюль и Кьер (модели: 1516, верстия наклеивали тензорезисторные 1542, 1543, 23О5) О преобразователи КФ5Ц-3-100-13-12 клеем ГИПК-11-17 ТУ 6-05-251-159-82, Обработка экспериментальных дандля чего использовали специальное приных осуществлялась в следующей поспособление, представляющее собой следователь НОСТИс цанговую втулку свнутренним конусом. Для определения истинной деформации по показаниям прибора учитывали На наружную поверхность втулки, результаты тарировки тензорезисторов наклеивали пластинки из вакуумной' 45 в специальной тарировочной установке резины толщиной 5 мм. Втулку надевапри деформации тензорезисторов до ли на специальный жестко закреплен15000 е.о.д. в зоне давления до ный гайкой штырь и зафиксировали в 600 МПа. требуемом положении от углового и Вычисление деформации в точке осевого перемещений резьбовым штифкромки отверстия с максимальной контомо центрацией напряжения производили На резиновой пластине закрепили на основе корректировки ее с учетом точечной приклейкой конденсаторную удаления тензорезистора от кромки бумагу в два слоя, причем точечную отверстия путем графической экстраполяприклейку второго слоя выполняли вразбежку с первым. Приспособление 55 ции показаний цепочки тензорезисторов на кромку отверстия„ собирали в модели, выставили пластинки относительно поперечного отверИспользуя истинную деформацию стия» жестко зафиксировали с помощью в точке кромки, строили график зави 578214 симости 5 = f(р) при нагрузке, £? = Ф о р м у л а и з о б р е т е н и я = f(p) при разгрузке. При этом зави1 в Способ определения оптимальносимость графически или аналитически го давления автофретирования внутренаппроксимировалась. Стандартные обней полости детали преимущественно разцы, изготовленные из темплетов, иссложной формы с концентраторами н а пользовали для определения С 0 2 , а пряжений, включающий подачу гидростаспециальные нагружали ступенчато до тического давления автофретирования деформации £ на каждой ступени нагрув полость детали и последующий сброс жения с разгрузкой и сжатием до дедавления с одновременным контролем 10 формации £ ° (для этой цели можно ис* полученных в процессе автофретнрова* пользовать испытательную машину с ния остаточных деформации методами усилием на растяжение - сжатие более электротензометрии, о т л и ч а ю 30 кН); при этом £ - деформация щ и й с я тем, что, с целью повышекромки поперечного отверстия модели 15 ния долговечности деталей, упрощения корпуса клапана от давления при наметодики определения давления автогружении; £, - остаточная деформация фретирования и увеличения точности кромки поперечного отверстия модели контроля степени упрочнения внутренкорпуса клапана при разгрузке, ней полости детали, производят- измеі методом"электротензометрирова20 рение ния упругопластических деформаций в Измерение деформации образца осузоне концентрации напряжений на внутществляли при помощи тензометра с ренней поверхности геометрически и пределом измерений +15000 е.о.д. По физически подобной модели, материал результатам нагружения образцов в координатах деформация - нагрузка 25 которой термообработан для получения верхнего допустимого значения предестроили диаграмму деформирования. По ла текучести, при ступенчатом ее этой диаграмме определяли остаточную погружении со сбросом давления вплоть деформацию, при которой не увеличидо получения в зоне концентрации валась нагрузка в образце при сжатии, напряжения 1.,.1,5% от деформации, и соответствующую ей деформацию при 30 определяют зависимость максимальной растяжении образца. Полученные значедеформации в зоне концентрации напряния деформации при растяжении образжений от давления при ее погружении цов усредняли по трем результатам их и р а з г р у з к е , производят ступенчатые нагружения. Определив на графике дависпытания цилиндрических образцов, ление в модели, соответствующее ус35 вырезанных из термообработанной з а редненной деформации точки В на кромготовки модели, при их упругопласке поперечного отверстия, принимали тическом растяжении-сжатии в соотего за давление автофретирования ветствии с зависимостью деформации корпуса клапана. Далее аналогичное в зоне концентрации напряжений от нагруженне вели с образцами, которые 40 давления, а оптимальное давление а в изготовлены из оставшихся темплетов. тофретирования определяют, исходя из По имеющимся результатам нагружения прекращения роста напряжении при сжааналогично строили диаграммы дефортии образца. мирования: и так же находили для каждого предела текучести темплета дав2, Способ по п. 1, о т л и ч аление автофретирования. Таким образом, ю щ и й с я тем, что, с целью уменьпо трем значениям ( J O 2 и трем значешения трудоемкости определения оптиниям давления автофретирования стромального давления автофретирования или зависимость давления автофретиродеталей с разными механическими свойвания от предела текучести материала 50 ствами, зависимость оптимального ^авт ~ *-{vOtz мат.). давления автофретирования от механических свойств детали определяют на цилиндрических образцах, вырезанных Расчет давления автофретирования, из исследуемой модели и термообрабоосуществляли, используя предел текучести материала натурной автофретиро- 55 танных с разбросом механических свойств, который включает нижний ванной д&тали. Для корпуса клапана, 2 предел допустимого значения предела имеющего (ГОг2, = 95 кг/мм , давление текучести для материала детали» автофретирования равно 350 МПа. 1578214 Редактор А, Маковская Составитель А, Орешкина Техред М.Дидык Корректор В. Гирняк Заказ 1893 Тираж 504 Подписное В И П Государственного комитета по изобретениям и открытиям при ГКНТ C(JCP НИИ 113035, Москва, Ж-35, Раушская наб. ( д . 4/5 Производственно-издательский комбинат "Патент", г. Ужгород, ул. Гагарина, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for definition of optimal pressure of autofrettage of internal cavity of piece
Автори англійськоюOhurtsov Borys Ivanovych, Rubanenko Anatolii Vasyliovych, Ananiievskyi Vsevolod Anatoliovych, Beskov Anatolii Mykoaliovych
Назва патенту російськоюСпособ определения оптимального давления автофретирования внутренней полости детали
Автори російськоюОгурцов Борис Иванович, Рубаненко Анатолий Васильевич, Ананьевский Всеволод Анатольевич, Бесков Анатолий Николаевич
МПК / Мітки
Мітки: тиску, автофретирування, внутрішньої, деталі, спосіб, оптимального, визначення, порожнини
Код посилання
<a href="https://ua.patents.su/4-13521-sposib-viznachennya-optimalnogo-tisku-avtofretiruvannya-vnutrishno-porozhnini-detali.html" target="_blank" rel="follow" title="База патентів України">Спосіб визначення оптимального тиску автофретирування внутрішньої порожнини деталі</a>
Спосіб електроерозійного зміцнення повехні деталі
Номер патенту: 3445
Опубліковано: 27.12.1994
Автори: Гришин Володимир Сергійович, Бондаренко Леонід Іванович, Проволоцький Олександр Євдокимович, Оленович Іван Федорович, Лапшин Сергій Павлович, Гавріш Анатолій Павлович
МПК: B23H 9/00
Мітки: електроерозійного, зміцнення, деталі, спосіб, повехні
Формула / Реферат:
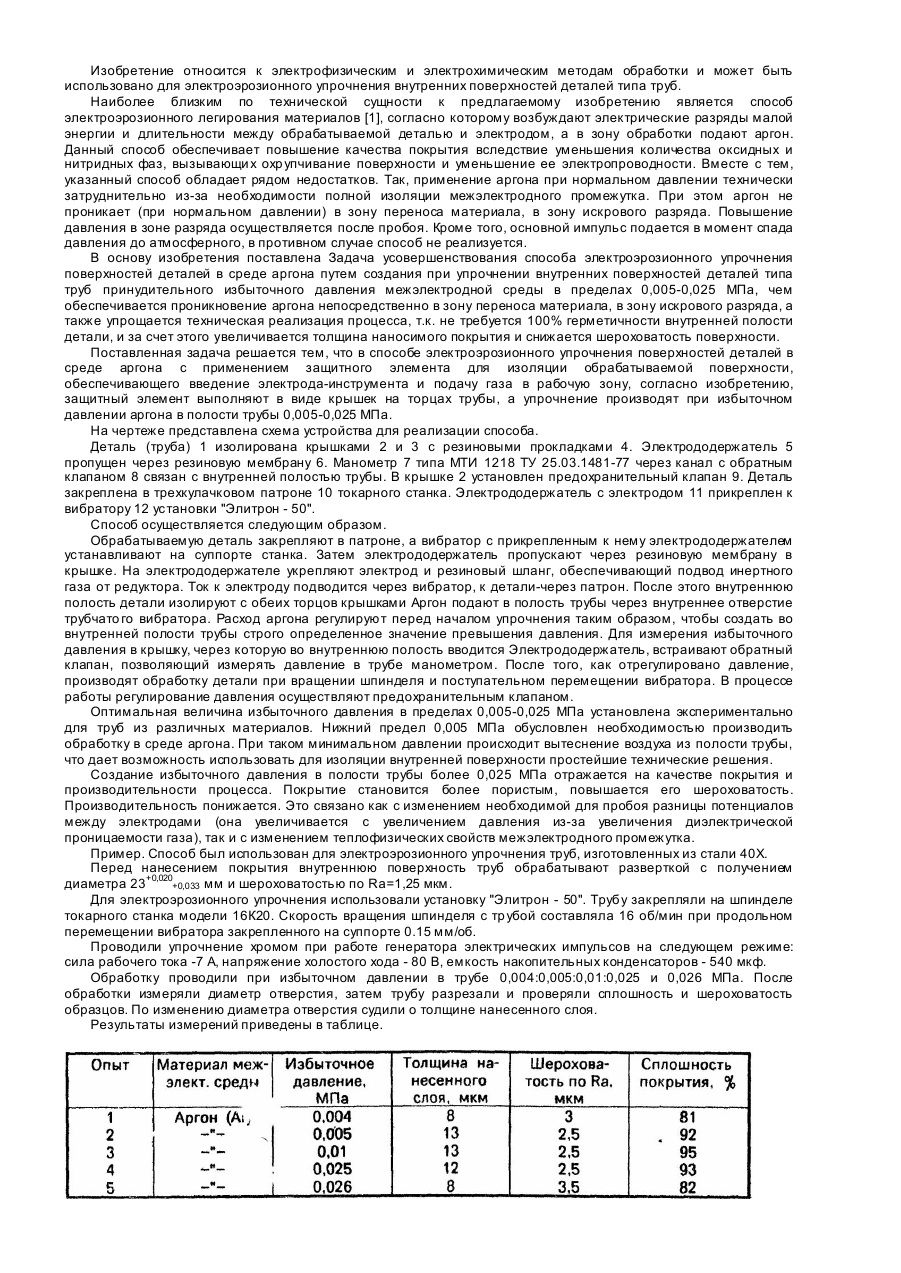
Способ электроэрозионного упрочнения поверхностей деталей в среде аргона, при котором обрабатываемую поверхность закрывают защитным элементом, обеспечивающим введение электрода-инструмента и подачу газа в рабочую зону, отличающийся тем, что защитный элемент выполняют в виде крышек на торцах трубы, а упрочнение производят при избыточном давлении аргона в полости трубы 0,005-0,025 МПа.
Пристрій для визначення швидкісного тиску текучого середовища
Номер патенту: 6652
Опубліковано: 29.12.1994
Автори: Романченко Геліслав Миколайович, Спінєєв Анатолій Костянтинович, Бобрікова Лідія Вікторівна, Лівенський Веніамін Кирилович
МПК: G01P 5/14, G01F 11/00
Мітки: текучого, середовища, тиску, визначення, швидкісного, пристрій
Формула / Реферат:
(57) Устройство для определения скоростного давления текучей среды, содержащее установленный в воздуховоде приемник давления, на передней стенке которого расположены отверстия для отбора полного давления, а на боковых - под углом в 45°, отверстия для отбора статического давления и штуцера отбора давления, соединенные резиновыми трубками с измерителем давления, отличающееся тем, что приемник давления выполнен в виде жестко связанных между...
Спосіб визначення пластового тиску під час буріння розвідувальних свердловин на нафту і газ
Номер патенту: 8923
Опубліковано: 30.09.1996
Автор: Дверій Василь Петрович
МПК: E21B 47/06
Мітки: газ, нафту, розвідувальних, пластового, буріння, спосіб, свердловин, тиску, визначення
Формула / Реферат:
Способ определения пластового давлення в процессе бурения разведочных скважин на нефть и газ, включающий определение динамического давления на забое скважины, измерение изменения механической скорости бурения через выбранные интервалы и согласование режимных параметров бурения, отличающийся тем, что, с целью повышения точности определения путем уменьшения влияния технологических и геологических помех, замеряют величину крутящего момента до...
Спосіб визначення максимально допустимого тиску нагнітання газу в підземне сховище
Номер патенту: 7812
Опубліковано: 26.12.1995
Автори: Даниленко Віталій Арсенійович, Пилип Ярослав Андрійович, Іванов Володимир Володимирович, Поляков Віктор Іванович
МПК: E21B 49/00, B65G 5/00
Мітки: сховище, підземне, спосіб, допустимого, максимально, тиску, газу, нагнітання, визначення
Формула / Реферат:
1. Способ определения максимально допустимого давления закачки газа в подземное хранилище, включающий изготовление цилиндрического влагосодержащего образца из керна пород кровли хранилища, помещение его в кернодержатель, воздействие на образец всесторонним обжимом, равным геостатическому давлению, воздействие на нижний торец образца ступенчато-возрастающим давлением газа, начиная с гидростатического, до наступления прорыва, измерение с...
Спосіб з’єднання розрізного кільця та деталі з отвором
Номер патенту: 123
Опубліковано: 30.04.1993
Автор: Лєшко Ігор Васильович
МПК: F16G 15/00
Мітки: отвором, з'єднання, спосіб, деталі, кільця, розрізного
Формула / Реферат:
Формула изобретенияСпособ соединения разрезного кольца и детали с отверстием, заключающийся в разведении концов кольца, заведении в образованный проем детали с отверстием, ориентации концов кольца относительно отверстия и размыкании концов кольца в отверстии, отличающийся тем, что, с целью повышения прочности соединения путем исключения возможности самопроизвольного разъема кольца, разведение концов кольца производят изгибом кольца...
Попередній патент: Спосіб оцінки поживної цінності зерна бобових культур
Наступний патент: Контейнер для фурм