Лінія для виготовлення декоративних панелей
Номер патенту: 333
Опубліковано: 30.04.1993
Автори: Ларіонов Михайло Тихонович, Кундін Станіслав Ісакович, Бурлика Анатолій Пилипович, Гелев Георгій Наумович, Шульман Григорій Маркович, Фрідман Роман Аркадійович, Рогова Сара Давидовна
Формула / Реферат
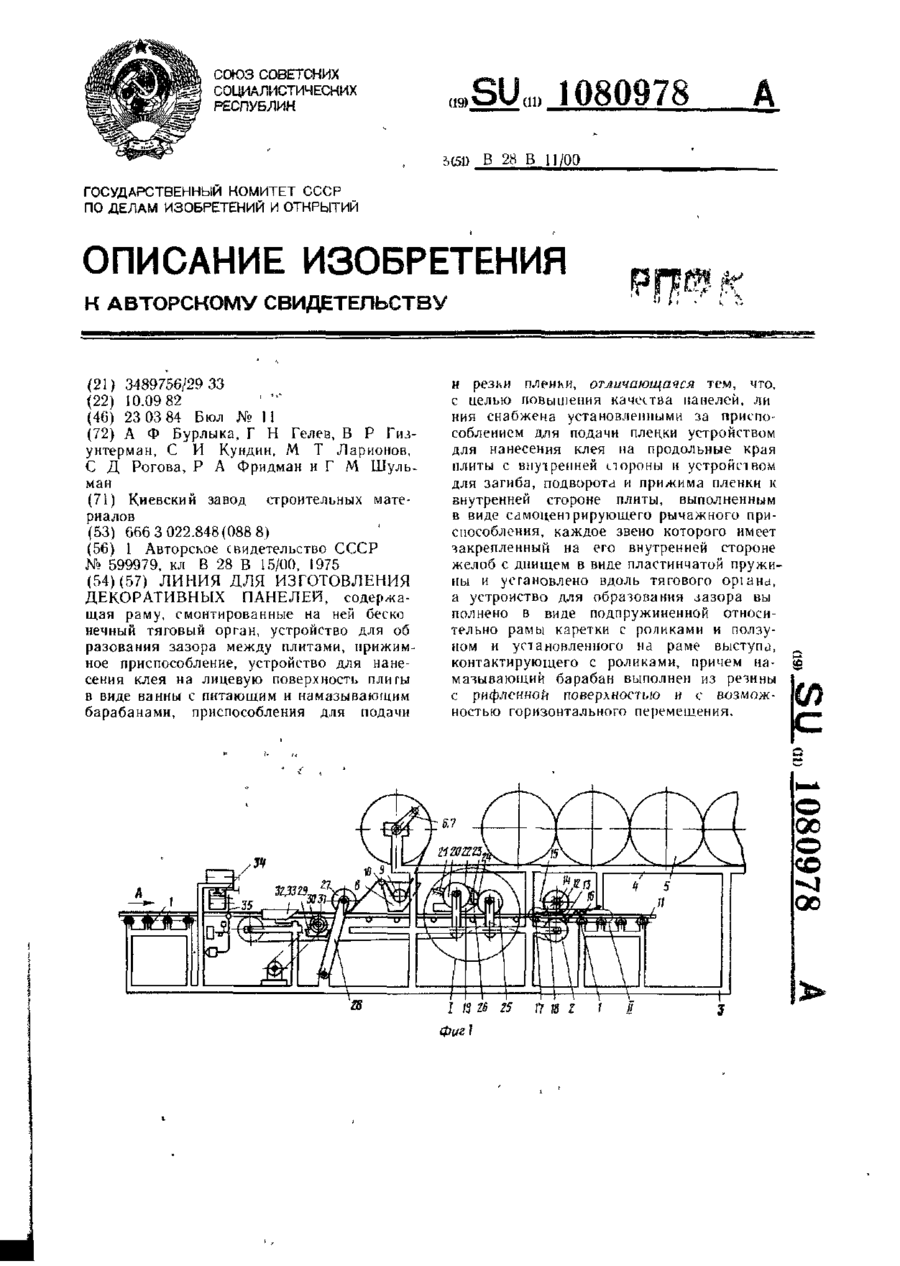
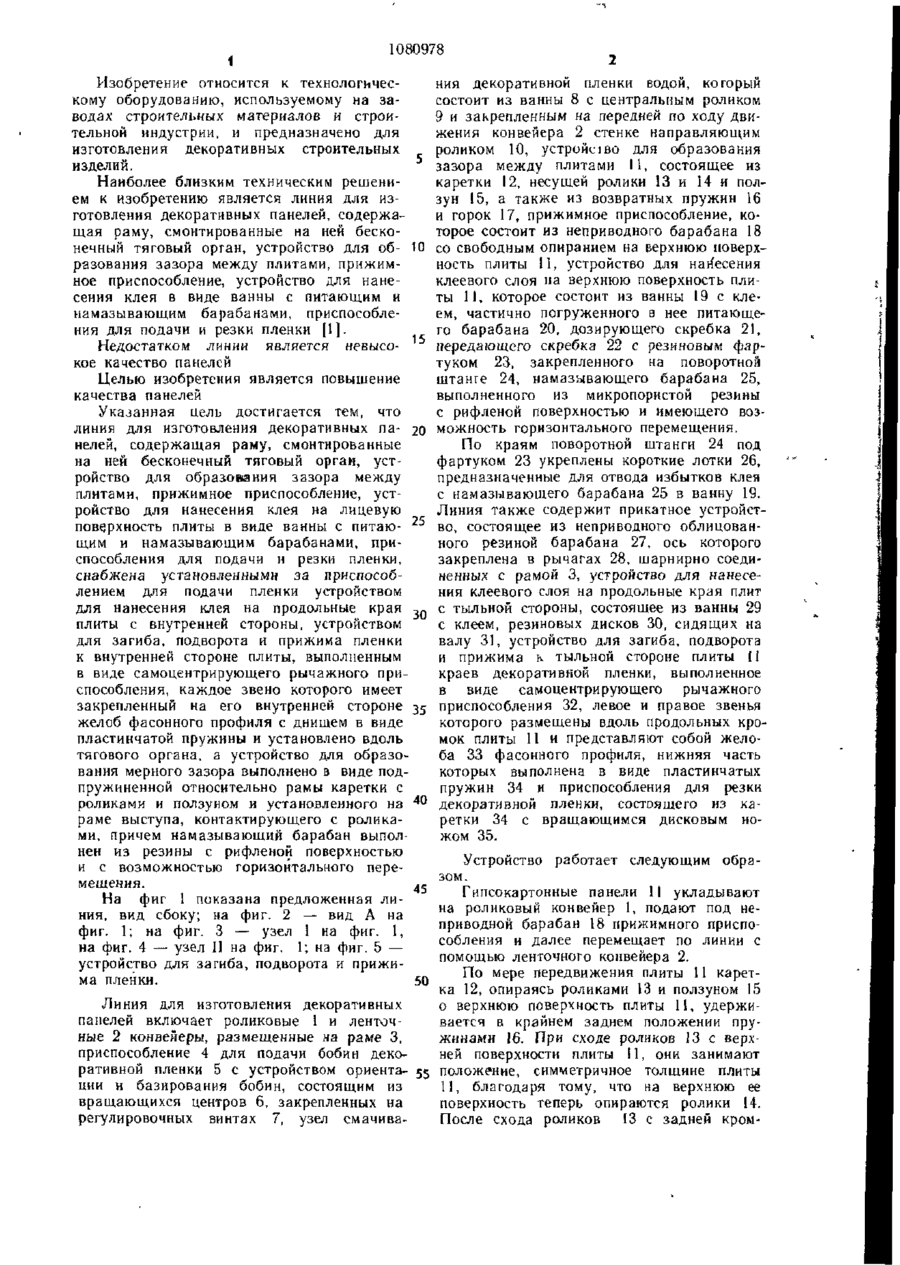
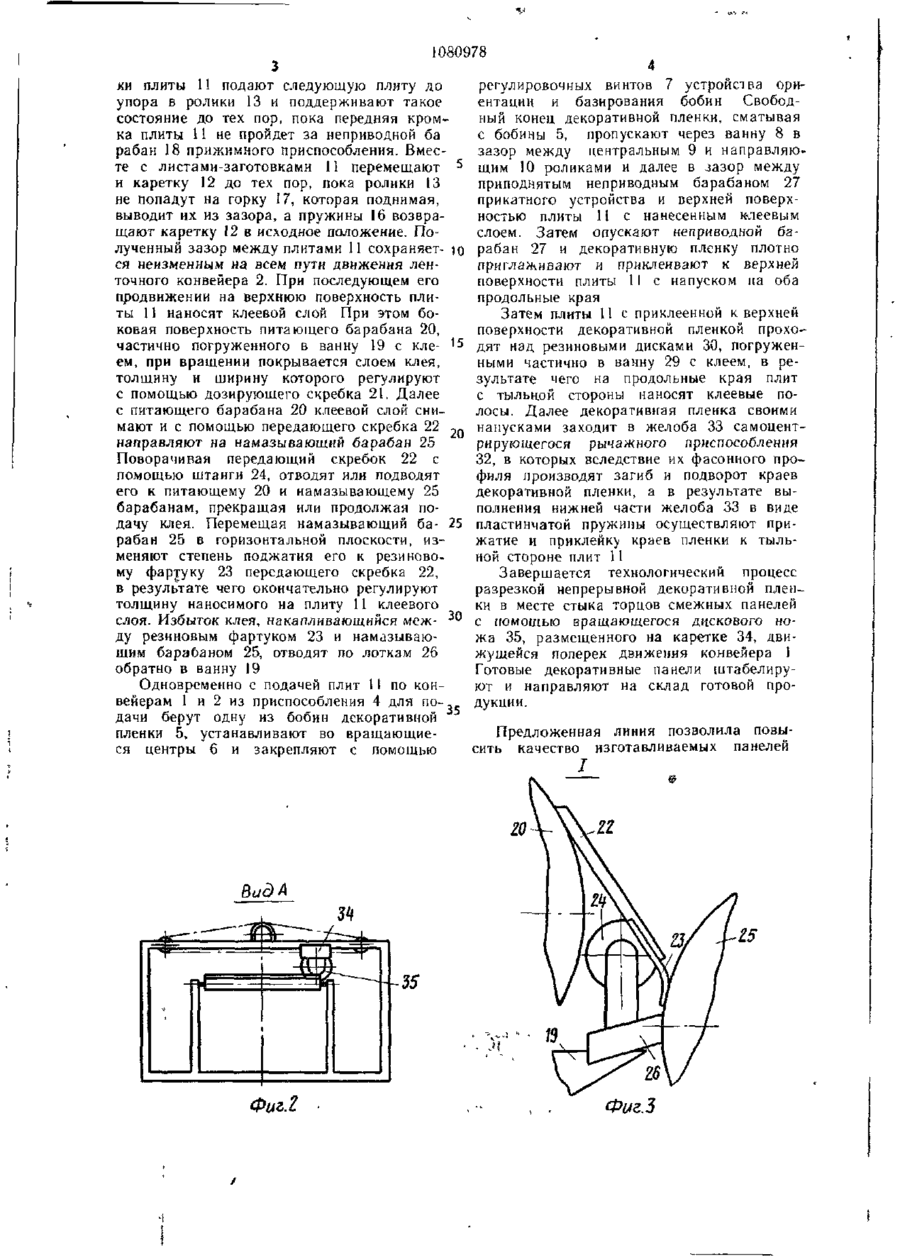
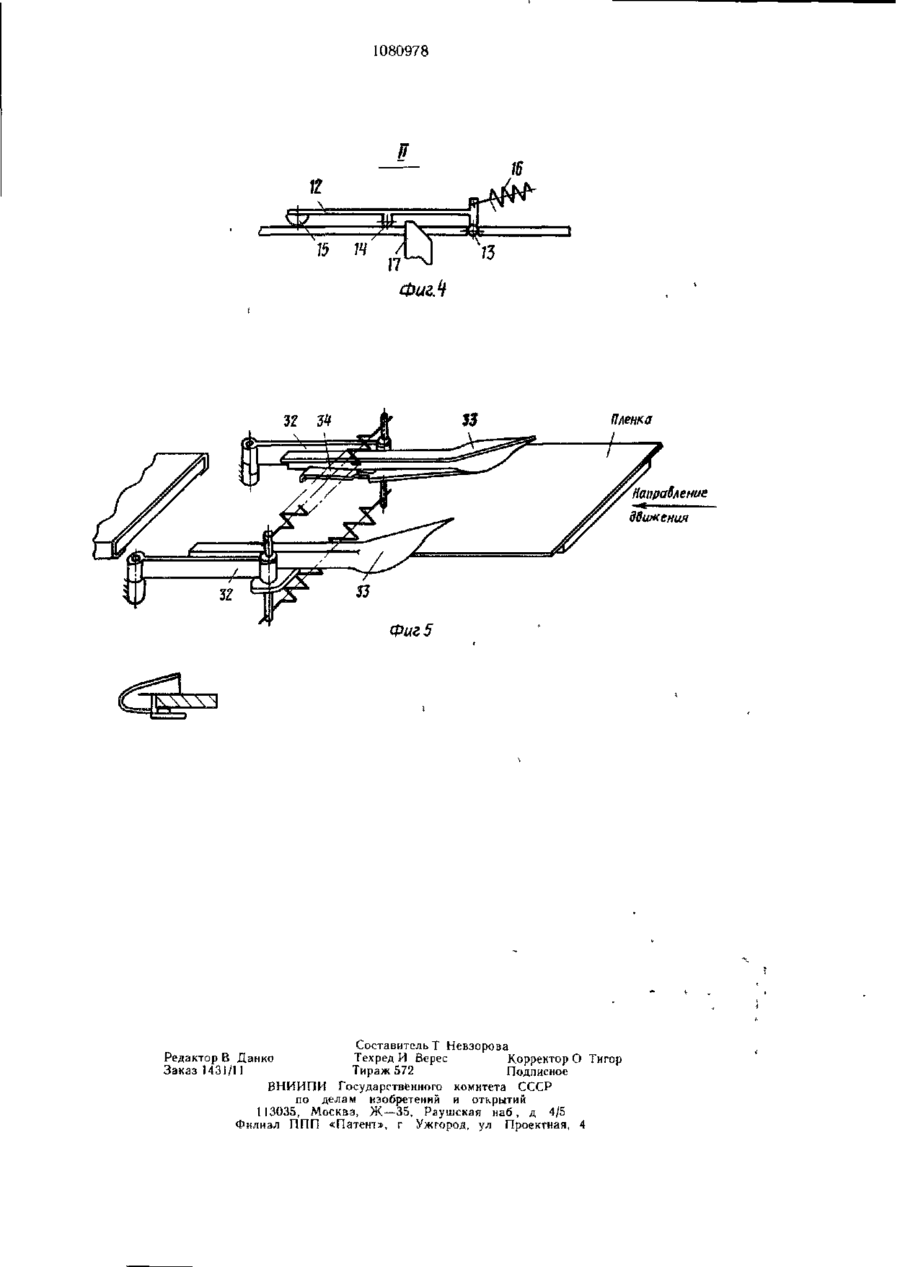
(57) Линия для изготовления декоративных панелей, содержащая раму, смонтированные на ней бесконечный тяговый орган, устройство для образования зазора между плитами, прижимное приспособление, устройство для нанесения клея на лицевую поверхность плиты в виде ванны с питающим и намазывающим барабанами, приспособления для подачии резки пленки, отличающаяся тем, что, с целью повышения качества панелей, линия снабжена установленными за приспособлением для подачи пленки устройством для нанесения клея на продольные края плиты с внутренней стороны и устройством для загиба, подворота и прижима пленки к внутренней стороне плиты, выполненным в виде самоцентрирующего рычажного приспособления, каждое звено которого имеет закрепленный на его внутренней стороне желоб с днищем в виде пластинчатой пружины и установлено вдоль тягового органа, а устройство для образования зазора выполнено в виде подпружиненной относительно рамы каретки с роликами и ползуном и установленного на раме выступа, контактирующего с роликами, причем намазывающий барабан выполнен из резины с рифленной поверхностью и с возможностью горизонтального перемещения.
Текст
ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНЫХ ПАНЕЛЕЙ, содержащая раму, смонтированные на ней бес ко нечный тяговый орган, устройство для об разования зазора между плитами, прижимное приспособление, устройство для нанесения клея на лицевую поверхность пли гы в виде ванны с питающим и намазывающим барабанами, приспособления для подачи и і, . и резки пленки, отличающаяся тем, что, с целью повышения качества панелей, ли ния снабжена установленными за приспособлением для подачи плецки устройством для нанесения клея на продольные края плиты с внутренней стороны и устройством для загиба, подворота и прижима пленки к внутренней стороне плиты, выполненным в виде самоцентрирующего рычажного приспособления, каждое звено которого имеет закрепленный на его внутренней стороне желоб с днищем в виде пластинчатой пружины и установлено вдоль тягового орі а на, а устройство для образования зазора вы полнено в виде подпружиненной относительно рамы каретки с роликами и ползуном и установленного на раме выступа, контактирующего с роликами, причем намазывающий барабан выполнен из резины с рифленной поверхностью и с возможностью горизонтального перемещения. £ СО 00 і із zs is Фиг) п » г 1 1080978 Изобретение относится к технологическому оборудованию, используемому на заводах строительных материалов и строительной индустрии, и предназначено для изготовления декоративных строительных изделий. Наиболее близким техническим решением к изобретению является линия для изготовления декоративных панелей, содержащая раму, смонтированные на ней бесконечный тяговый орган, устройство для об- 10 разования зазора между плитами, прижимное приспособление, устройство для нанесения клея в виде ванны с питающим и намазывающим барабанами, приспособления для подачи и резки пленки [1]. Недостатком линии является невысо- 15 кое качество панелей Целью изобретения является повышение качества панелей Указанная цель достигается тем, что линия для изготовления декоративных па- 20 нелеи, содержащая раму, смонтированные на ней бесконечный тяговый орган, устройство для образования зазора между плитами, прижимное приспособление, устройство для нанесения клея на лицевую поверхность плиты в виде ванны с питающим и намазывающим барабанами, приспособления для подачи и резки пленки, снабжена установленными за приспособлением для подачи пленки устройством для нанесения клея на продольные края плиты с внутренней стороны, устройством для загиба, подворота и прижима пленки к внутренней стороне плиты, выполненным в виде самоцентрирующего рычажного приспособления, каждое звено которого имеет закрепленный на его внутренней стороне 35 желоб фасонного профиля с днищем в виде пластинчатой пружины и установлено вдоль тягового органа, а устройство для образования мерного зазора выполнено в виде подпружиненной относительно рамы каретки с роликами и ползуном и установленного на 40 раме выступа, контактирующего с роликами, причем намазывающий барабан выполнен из резины с рифленой поверхностью и с возможностью горизонтального перемещения. 45 На фиг 1 показана предложенная линия, вид сбоку; на фиг. 2 — вид А на фиг. 1; на фиг. 3 — узел I на фиг. 1, на фиг. 4 — узел II на фиг. 1; на фиг. 5 — устройство для загиба, подворота и прижима пленки. 50 ния декоративной пленки водой, который состоит из ванны 8 с центральным роликом 9 и закрепленным на передней по ходу движения конвейера 2 стенке направляющим роликом 10, устройсіво для образования зазора между плитами 11, состоящее из каретки 12, несущей ролики 13 и 14 и ползун 15, а также из возвратных пружин 16 и горок 17, прижимное приспособление, которое состоит из неприводного барабана 18 со свободным опиранием на верхнюю поверхность плиты 11, устройство для нанесения клеевого слоя па верхнюю поверхность плиты 11, которое состоит из ванны 19 с клеем, частично погруженного в нее питающего барабана 20, дозирующего скребка 21, передающего скребка 22 с резиновым фартуком 23, закрепленного на поворотной штанге 24, намазывающего барабана 25, выполненного из микропористой резины с рифленой поверхностью и имеющего возможность горизонтального перемещения. По краям поворотной штанги 24 под фартуком 23 укреплены короткие лотки 26, предназначенные для отвода избытков клея с намазывающего барабана 25 в ванну 19. Линия также содержит прикатное устройство, состоящее из неприводного облицованного резиной барабана 27, ось которого закреплена в рычагах 28, шарнирно соединенных с рамой 3, устройство для нанесения клеевого слоя на продольные края плит с тыльной стороны, состоящее из ванны 29 с клеем, резиновых дисков 30, сидящих на валу 31, устройство для загиба, подворота и прижима к тыльной стороне плиты 1! краев декоративной пленки, выполненное в виде самоцентрирующего рычажного приспособления 32, левое и правое звенья которого размещены вдоль продольных кромок плиты 11 и представляют собой желоба 33 фасонного профиля, нижняя часть которых выполнена в виде пластинчатых пружин 34 и приспособления для резки декоративной пленки, состоящего из каретки 34 с вращающимся дисковым ножом 35. Устройство работает следующим образом. Гипсокартонные панели 11 укладывают на роликовый конвейер 1, подают под неприводной барабан 18 прижимного приспособления и далее перемещает по линии с помощью ленточного конвейера 2. По мере передвижения плиты 11 каретка 12, опираясь роликами 13 и ползуном 15 Линия для изготовления декоративных о верхнюю поверхность плиты 11, удержипанелей включает роликовые 1 и ленточвается в крайнем заднем положении пруные 2 конвейеры, размещенные па раме 3, жинами 16. При сходе роликов 13 с верхприспособление 4 для подачи бобин деконей поверхности плиты 11, они занимают ративной пленки 5 с устройством ориента- 55 положение, симметричное толщине плиты ции и базирования бобин, состоящим из 11, благодаря тому, что на верхнюю ее вращающихся центров 6, закрепленных на поверхность теперь опираются ролики 14. регулировочных винтах 7, узел смачиваПосле схода роликов 13 с задней кром 1080978 ки плиты 11 подают следующую плиту до упора в ролики 13 и поддерживают такое состояние до тех пор, пока передняя кромка плиты 11 не пройдет за неприводной ба рабан 18 прижимного приспособления. Вместе с листами-заготовками 11 перемещают 5 и каретку 12 до тех пор, пока ролики 13 не попадут на горку 17, которая поднимая, выводит их из зазора, а пружины 16 возвращают каретку 12 в исходное положение. Полученный зазор между плитами 11 сохраняется неизменным на всем пути движения ленточного конвейера 2. При последующем его продвижении на верхнюю поверхность плиты 11 наносят клеевой слой При этом боковая поверхность питающего барабана 20, частично погруженного в ванну 19 с клеем, при вращении покрывается слоем клея, толщину и ширину которого регулируют с помощью дозирующего скребка 21. Далее с питающего барабана 20 клеевой слой снимают и с помощью передающего скребка 22 2 о направляют на намазывающий барабан 25 Поворачивая передающий скребок 22 с помощью штанги 24, отводят или подводят его к питающему 20 и намазывающему 25 барабанам, прекращая или продолжая подачу клея. Перемещая намазывающий ба- 25 рабан 25 в горизонтальной плоскости, изменяют степень поджатия его к резиновому фартуку 23 передающего скребка 22, в результате чего окончательно регулируют толщину наносимого на плиту 11 клеевого слоя. Избыток клея, накапливающийся между резиновым фартуком 23 и намазывающим барабаном 25, отводят по лоткам 26 обратно в ванну 19 Одновременно с подачей плит 11 по конвейерам 1 и 2 из приспособления 4 для подачи берут одну из бобин декоративной 35 пленки 5, устанавливают во вращающиеся центры б и закрепляют с помощью регулировочных винтов 7 устройства ориентации и базирования бобин Свободный конец декоративной пленки, сматывая с бобины 5, пропускают через ванну 8 в зазор между центральным 9 и направляющим 10 роликами и далее в зазор между приподнятым неприводным барабаном 27 прикатного устройства и верхней поверхностью плиты И с нанесенным к-леевым слоем. Затем опускают неприводной барабан 27 и декоративную пленку плотно приглаживают и приклеивают к верхней поверхности плиты 11 с напуском на оба продольные края Затем плиты 11 с приклеенной к верхней поверхности декоративной пленкой проходят над резиновыми дисками 30, погруженными частично в ванну 29 с клеем, в результате чего на продольные края плит с тыльной стороны наносят клеевые полосы. Далее декоративная пленка своими напусками заходит в желоба 33 самоцентрируюїдегося рычажного приспособления 32, в которых вследствие их фасонного профнля производят загиб и подворот краев декоративной пленки, а в результате выполнения нижней части желоба 33 в виде пластинчатой пружины осуществляют прижатие и приклейку краев пленки к тыльной стороне плит 11 Завершается технологический процесс разрезкой непрерывной декоративной пленки в месте стыка торцов смежных панелей с помощью вращающегося дискового ножа 35, размещенного на каретке 34, движущейся поперек движения конвейера 1 Готовые декоративные панели штабелируют и направляют на склад готовой продукции. Предложенная линия позволила повысить качество изготавливаемых панелей I Вид А ^ _:1 1 Фиг! -£Ш^ ~' IB-I ——- Ъ5 Фиг.З 1080978 ft ФигЛ Пленка Фиг 5 СоставительТ Невзорова Редактор В Данко Техред И Верес Корректор О Тигор Заказ 1431/11 Тираж 572 Подписное ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж—35, Раушская наб , д 4/5 Филиал ППП «Патент», г Ужгород, ул Проектная, 4
ДивитисяДодаткова інформація
Автори англійськоюBurlyka Anatolii Pylypovych, Helev Heorhii Naumovych, Kundin Stanislav Isakovych, Larionov Mykhailo Tykhonovych, Rohova Sara Davydovna, Fridman Roman Arkadiiovych, Shulman Hryhorii Markovych
Автори російськоюБурлыка Анатолий Филиппович, Гелев Георгий Наумович, Кундин Станислав Исакович, Ларионов Михаил Тихонович, Рогова Сара Давыдовна, Фридман Роман Аркадьевич, Шульман Григорий Маркович
МПК / Мітки
МПК: B28B 11/00
Мітки: виготовлення, панелей, лінія, декоративних
Код посилання
<a href="https://ua.patents.su/4-333-liniya-dlya-vigotovlennya-dekorativnikh-panelejj.html" target="_blank" rel="follow" title="База патентів України">Лінія для виготовлення декоративних панелей</a>
Спосіб виготовлення щитів торцевого паркету
Номер патенту: 86
Опубліковано: 30.04.1993
Автори: Ротань Олексій Іванович, Тепер Володимир Борисович
МПК: E04F 15/04, B27M 3/04
Мітки: торцевого, спосіб, щитів, паркету, виготовлення
Формула / Реферат:
Формула изобретенияСпособ изготовления щитов торцового паркета, включающий формование фриза в прямоугольном шаблоне из паркетных шашек заданной породы дерева и произвольного поперечного сечения путем наклеивания их на подстилающий слой, заполнение стыков клеевым материалом и поверхностную обработку лицевого слоя, отличающийся тем, что, с целью снижения расхода клеевых материалов и повышения качества лицевого слоя, после заполнения...
Пристрій для переміщення і передачі виробів
Номер патенту: 338
Опубліковано: 30.04.1993
Автори: Кундін Станіслав Ісакович, Гелев Георгій Наумович, Фрідман Роман Аркадійович, Бурлика Анатолій Пилипович, Ларіонов Михайло Тихонович
МПК: B65G 47/53
Мітки: переміщення, передачі, пристрій, виробів
Формула / Реферат:
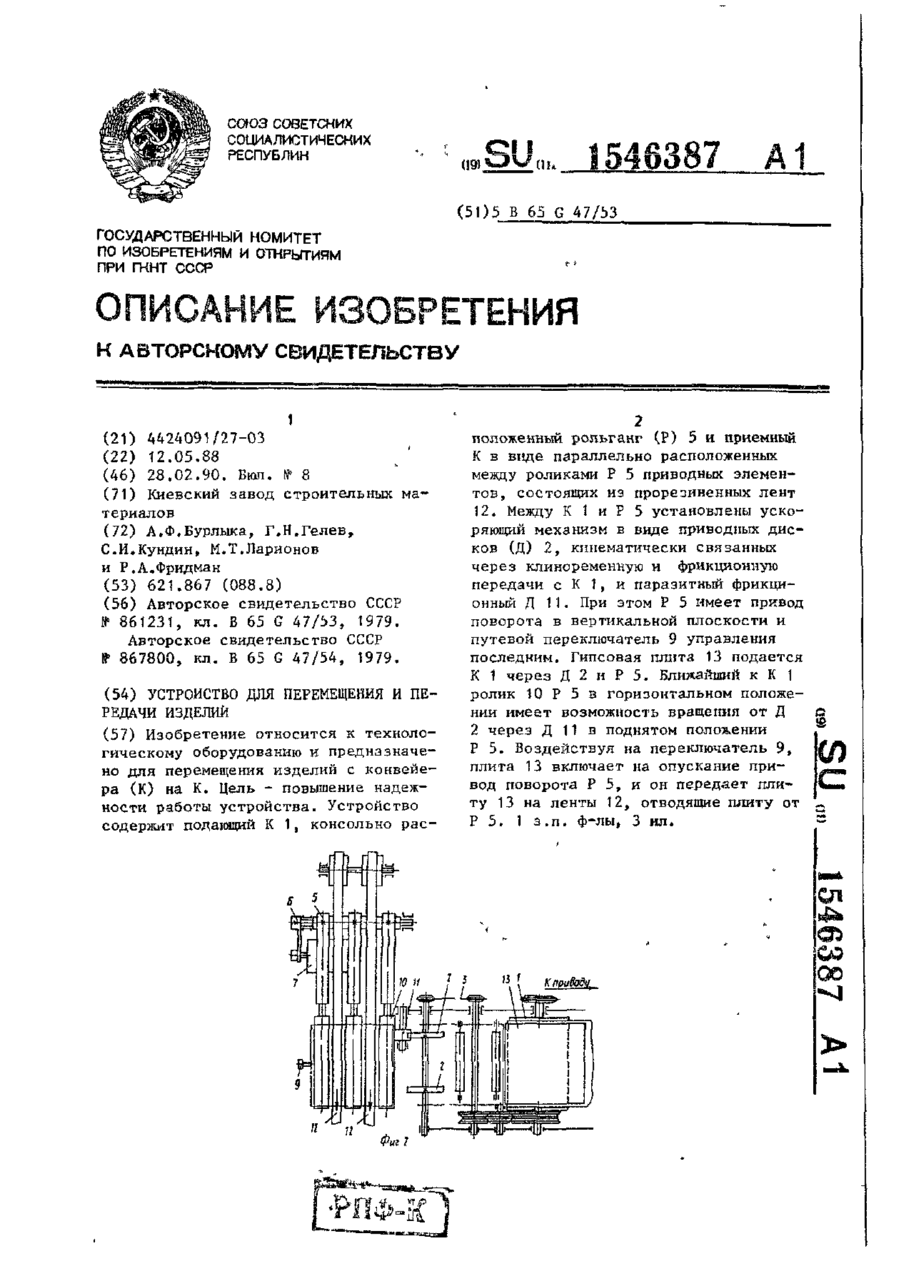
Ф о р м у л а и з о б р е т е н и я 1. Устройство для перемещения и передачи изделий, включающее подающий конвейер, консольно расположенный рольганг с приводом поворота в вертикальной плоскости и путевым переключателем управления последним и приемный конвейер в виде параллельно расположенных между роликами рольганга приводных элементов, о т л и ч а ю щ е е с я тем, что, с целью повышения надежности работы устройства, оно снабжено...
Роторний конвейер для виготовлення бетонних та залізобетонних виробів
Номер патенту: 458
Опубліковано: 30.04.1993
Автори: Панасюк Ігор Вікторович, Бубен Едуард Михайлович
МПК: B28B 5/00
Мітки: бетонних, виготовлення, конвейер, виробів, залізобетонних, роторний
Формула / Реферат:
Формула изобретенияРоторный конвейер для изготовления бетонных и железобетонных изделий, состоящий из поворотной платформы, на которой размещены подвижные и неподвижные части формы с фиксирующими средствами и установленное в технологической последовательности оборудование, предназначенное для разборки и сборки форм, подготовки форм к формованию, зарядки их арматурой, укладки бетона и виброобработки и тепловой обработки отформованных...
Пристрiй печерського п.п. для виготовлення водних витяжок iз рослинної лiкарської сировини
Номер патенту: 824
Опубліковано: 01.01.1993
Автор: Печерський Петро Павлович
МПК: A61J 3/00
Мітки: рослинної, витяжок, виготовлення, пристрій, лікарської, печерського, водних, сировини, п.п
Формула / Реферат:
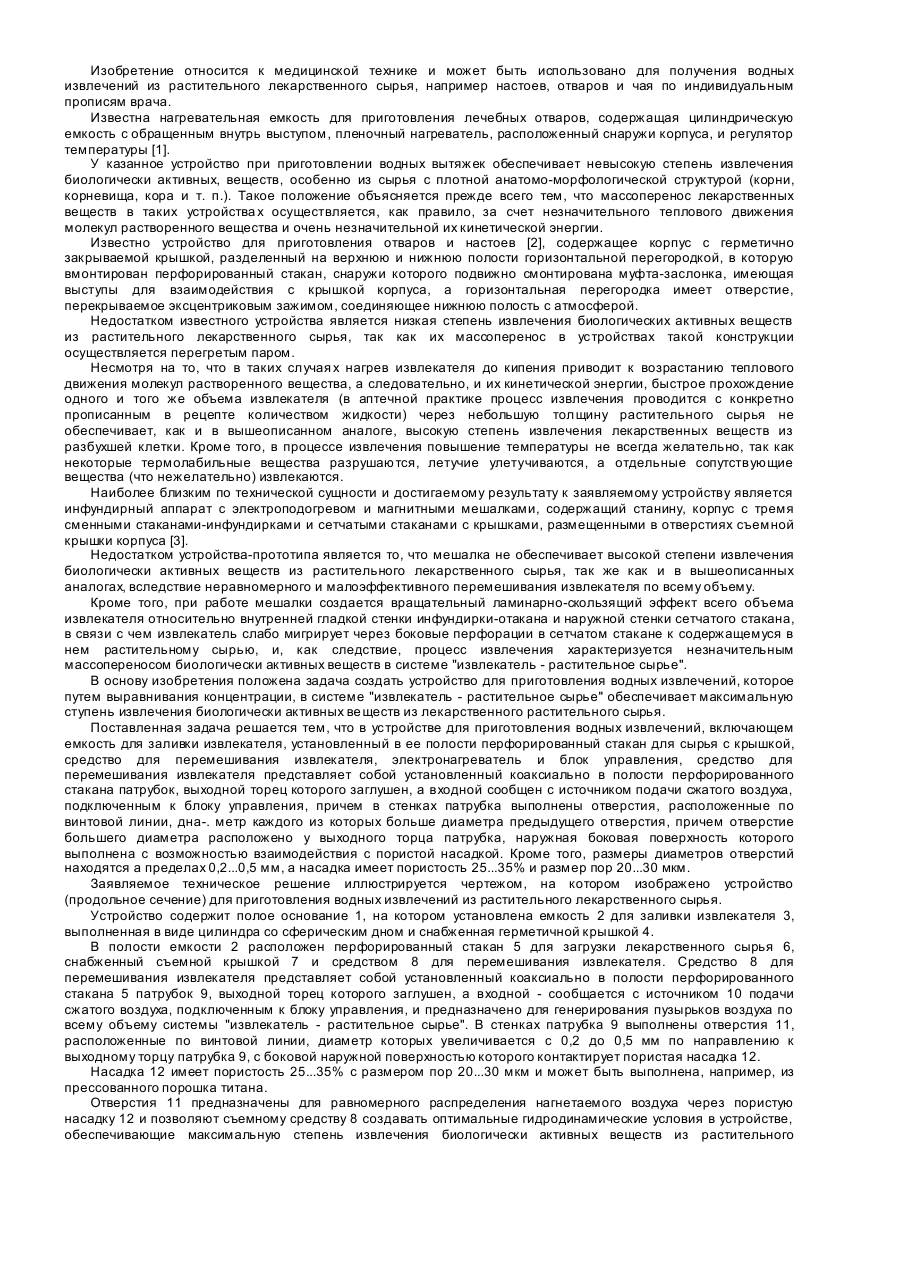
1. Устройство для приготовления водных извлечений из растительного лекарственного сырья, содержащее емкость для заливки извлекателя, установленный в ее полости перфорированный стакан для сырья с крышкой, средство для перемешивания извлекателя, электронагреватель и блок управления, отличающееся тем, что средство для перемешивания извлекателя представляет собой установленный коаксиально в полости перфорированного стакана патрубок, выходной...
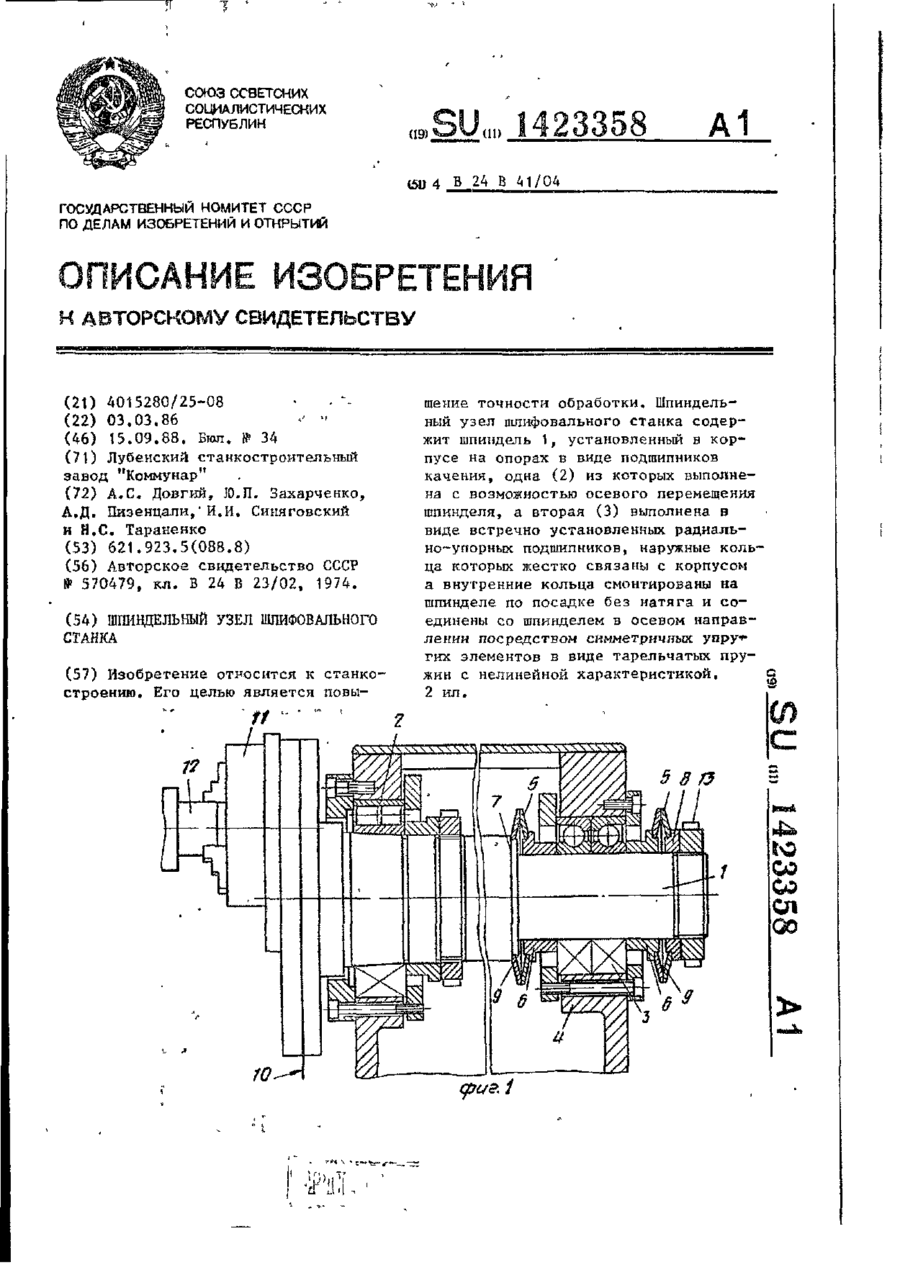
Шпіндельний вузол шліфувального верстата
Номер патенту: 245
Опубліковано: 30.04.1993
Автори: Тараненко Микола Степанович, Довгий Олександр Семенович, Пізенцалі Антон Дмитрович, Захарченко Юрій Петрович, Синяговський Іван Іванович
МПК: B24B 41/00
Мітки: вузол, шпіндельний, верстата, шліфувального
Формула / Реферат:
Формула изобретенияШпиндельный узел шлифовального станка, содержащий шпиндель, установленный в корпусе на опорах в виде подшипников качения, одна из которых выполнена с возможностью осевого перемещения шпинделя, а другая расположена между буртами шпинделя и снабжена упругими в осевом направлении элементами, отличающийся тем, что, с целью повышения точности обработки, вторая опора выполнена в виде двух встречно установленных...
Попередній патент: Пристрій для центрування рухомої стрічки
Наступний патент: Гіпсомішалка
Випадковий патент: Спосіб виробництва згущеного молока з фруктозою