Спосіб обробки зварювальних конструкцій
Номер патенту: 1438
Опубліковано: 25.03.1994
Автори: Юрченко Євген Степанович, Петушков Володимир Георгийович, Опара Валерій Сергійович, Резникова Любов Яківна, Кудинов Володимир Михайлович
Формула / Реферат
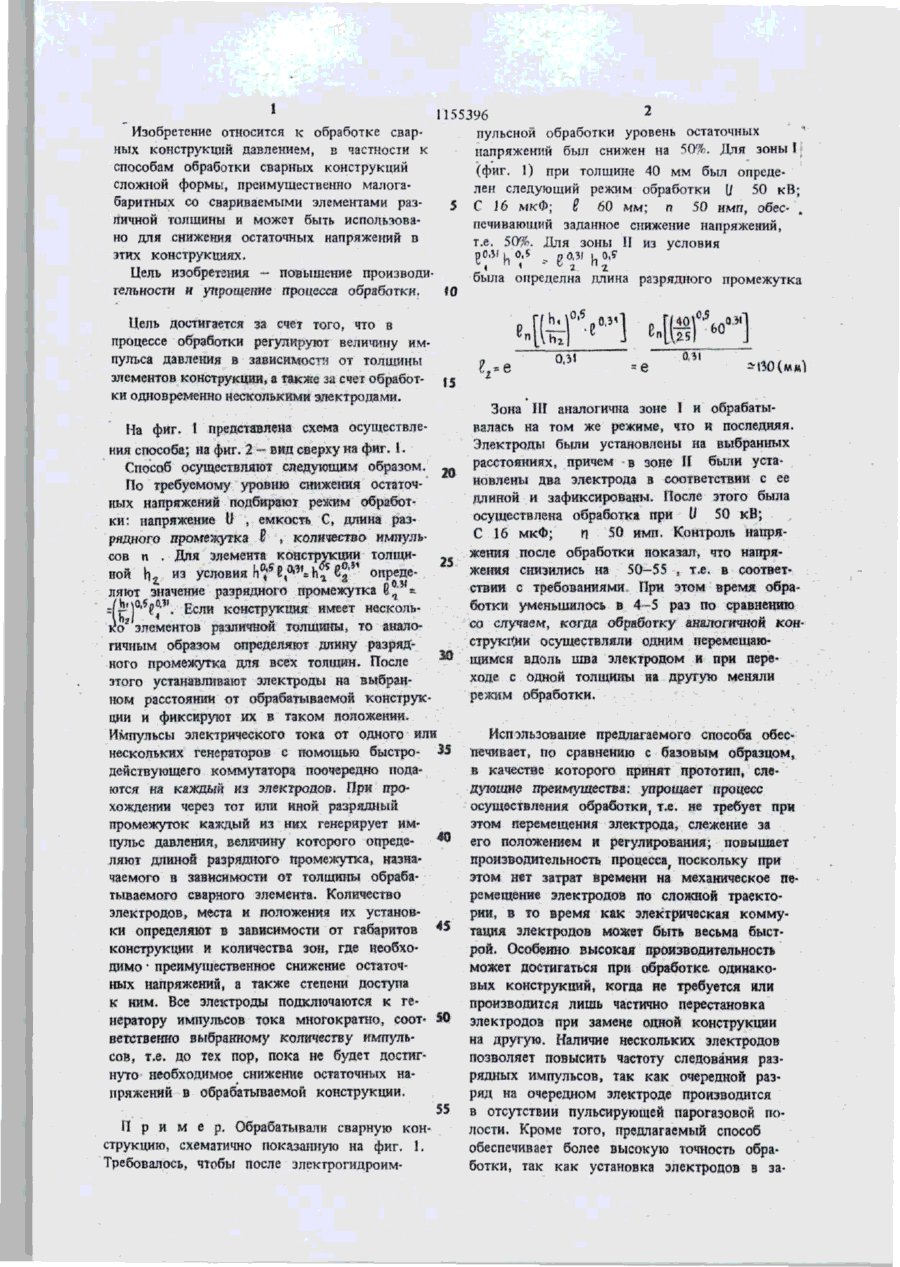
1. Способ обработки сварных конструкций, преимущественно сложной конструкции, при котором на швы воздействуют многократными импульсами давления, которые возбуждают электрическими разрядами в жидкости между электродами и сварными швами, отличающийся тем, что, с целью повышения производительности и упрощения процесса обработки, в процессе обработки регулируют величину импульса давления в зависимости от толщины элементов конструкции путем изменения длины разрядного промежутка из условия
где ln — длина разрядного промежутка; hn— толщина элемента конструкции.
2. Способ по п. 1, отличающийся тем, что обработку осуществляют несколькими электродами, которые поочередно включают в разрядную цепь.
Текст
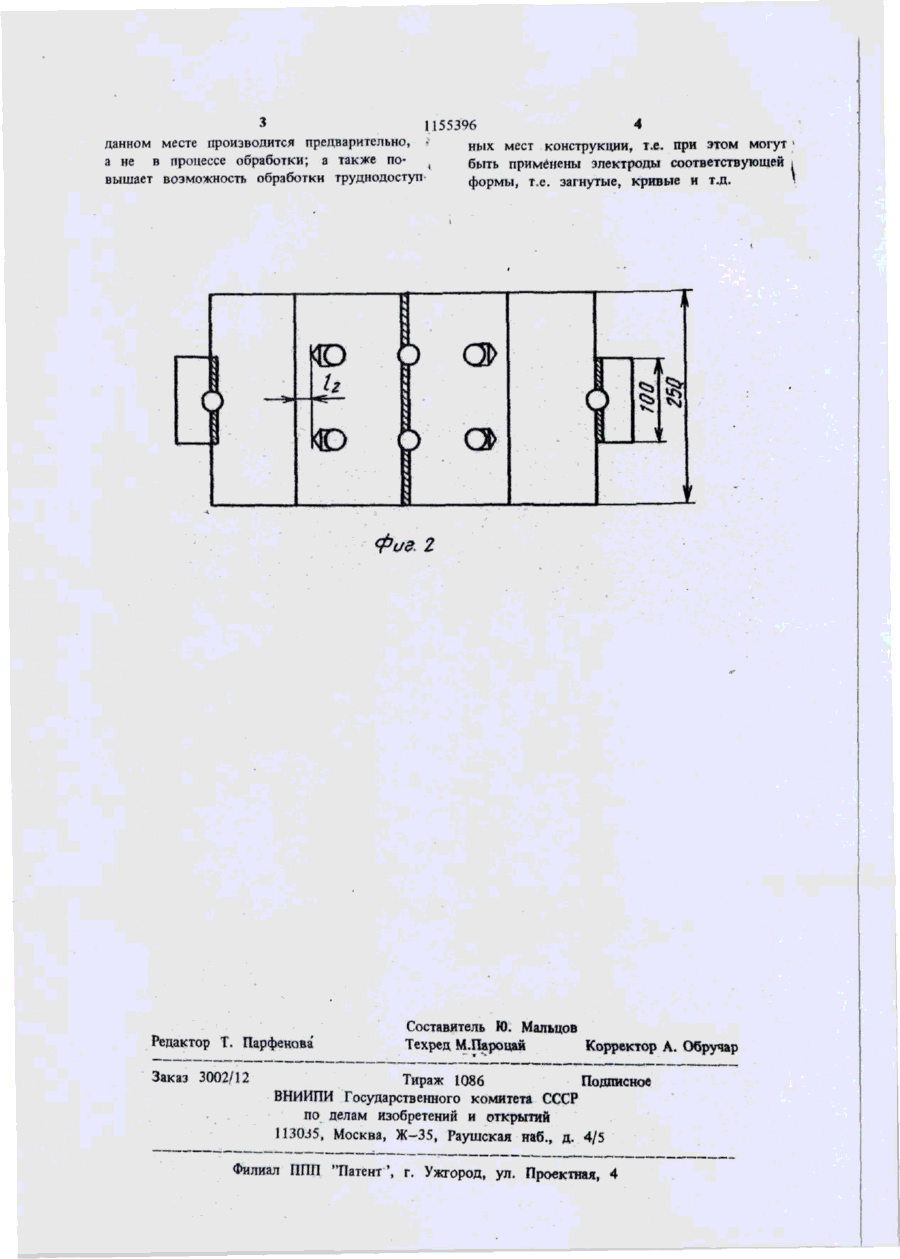
1. СПОСОБ ОБРАБОТКИ СВАРНЫХ КОНСТРУКЦИЙ, преимущественно сложной конструкции, при котором на швы воздействуют многократными импульсами давления, которые возбуждают электрическими разрядами в жидкости между электродами и сварными швами, о т л и ч а ю щ и й с я тем, что, с целью повышения производительности и упрощения процесса обработки, в процессе обработки регулируют величину импульса давления в зависимости от толщины элементов конструкции путем изменения длины разрядного промежутка из условия где 6п hп — длина разрядного промежутка; — толщина элемента конструкции. 2. Способ по п. 1, о т л и ч а ю щ и й с я тем, что обработку осуществляют несколькими электродами, которые поочередно включают в разрядную цепь. (Л СП 00 СО О5 1 2 1155396 Изобретение относится к обработке сварпульсной обработки уровень остаточных ных конструкций давлением, в частности к напряжений был снижен на 50%. Для зоны I способам обработки сварных конструкций (фиг. 1) при толщине 40 мм был опредесложной формы, преимущественно малогален следующий режим обработки (І 50 кВ; баритных со свариваемыми элементами раз5 С 16 мкФ; 8 60 мм; п 50 имп, обес- . личной толщины и может быть использовапечивающий заданное снижение напряжений, но для снижения остаточных напряжений в т.е. 50%. Для зоны II из условия этих конструкциях. В_0Л1 ц 0,5 po.it L 0.S* Цель изобретения — повышение производибыла определна длина разрядного промежутка тельности и упрощение процесса обработки. f Цель достигается за счет того, что в процессе обработки регулируют величину импульса давления в зависимости от толщины элементов конструкции, а также за счет обработ- 15 ки одновременно несколькими электродами. С[Й°>1 0.5 60о я 0,51 Зона ЇІЇ аналогична зоне I и обрабатывалась на том же режиме, что и последняя. На фиг. 1 представлена схема осуществлеЭлектроды были установлены на выбранных ния способа; на фиг. 2 ~ вид сверху на фиг. 1. расстояниях, причем в зоне II были устаСпособ осуществляют следующим образом. 20 новлены два электрода в соответствии с ее По требуемому уровню снижения остаточдлиной и зафиксированы. После этого была ных напряжений подбирают режим обработосуществлена обработка при U 50 кВ; ки: напряжение U , емкость С, длина разС 16 мкФ; П 50 имп. Контроль напрярядного промежутка 0 , количество импульжения после обработки показал, что напрясов и . Для элемента конструкции толщижения снизились на 50-55 , т.е. в соответной h* и з условия h ^ 8 , ^ a h ^ ба" опредествии с требованиями. При этом время обраляют значение разрядного промежутка 6а* *. 5 сли ботки уменьшилось в 4-5 раз по сравнению ~(їг)°' ^"' ^ конструкция имеет несколь2 со случаем, когда обработку аналогичной конко элементов различной толщины, то аналострукции осуществляли одним перемещаюгичным образом определяют длину разрядщимся вдоль шва электродом и при переного промежутка для всех толщин. После ходе с одной толщины на другую меняли этого устанавливают электроды на выбранрежим обработки. ном расстоянии от обрабатываемой конструкции и фиксируют их в таком положении. Импульсы электрического тока от одного или Использование предлагаемого способа обеснескольких генераторов с помощью быстро- 35 печивает, по сравнению с базовым образцом, действующего коммутатора поочередно подав качестве которого принят прототип, слеются на каждый из электродов. При продующие преимущества: упрощает процесс хождении через тот или иной разрядный осуществления обработку т.е. не требует при промежуток каждый из них генерирует имэтом перемещения электрода, слежение за Щ его положением и регулирования; повышает пульс давления, величину которого определяют длиной разрядного промежутка, назнапроизводительность процесса, поскольку при чаемого в зависимости от толщины обрабаэтом нет затрат времени на механическое петываемого сварного элемента. Количество ремещение электродов по сложной траектоэлектродов, места н положения нх установрии, в то время как электрическая коммуки определяют в зависимости от габаритов тация электродов может быть весьма быстконструкции и количества зон, где необхорой. Особенно высокая производительность димо • преимущественное снижение остаточможет достигаться при обработке одинаконых напряжений, а также степени доступа вых конструкций, когда не требуется или к ним. Все электроды подключаются к гепроизводится лишь частично перестановка нератору импульсов тока многократно, соот- 50 электродов при замене одной конструкции ветственно выбранному количеству импульна другую. Наличие нескольких электродов сов, т.е. до тех пор, пока не будет достигпозволяет повысить частоту следования разнуто необходимое снижение остаточных нарядных импульсов, так как очередной разпряжений в обрабатываемой конструкции. ряд на очередном электроде производится в отсутствии пульсирующей парогазовой по55 лости. Кроме того, предлагаемый способ П р и м е р . Обрабатывали сварную конобеспечивает более высокую точность обраструкцию, схематично показанную на фиг. 1. ботки, так как установка электродов в заТребовалось, чтобы после электрогидроим 1155396 данном месте производится предварительно, конструкции, т.е. при этом могут * н ы х м е с т а не в процессе обработки; а также поьгть применены электроды соответствующей і б вышает возможность обработки труднодоступформы, т.е. загнутые, кривые и т.д. * а>
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of treating of welded structures
Автори англійськоюOpara Valerii Serhiiovych, Reznykova Liubov Yakivna, Yurchenko Yevhen Stepanovych, Kudynov Volodymyr Mykhailovych, Petushkov Volodymyr Heorhyiovych
Назва патенту російськоюСпособ обработки сварных конструкций
Автори російськоюОпара Валерий Сергеевич, Резникова Любовь Яковлевна, Юрченко Евгений Степанович, Кудинов Владимир Михайлович, Петушков Владимир Георгиевич
МПК / Мітки
МПК: B23K 28/00
Мітки: конструкцій, спосіб, обробки, зварювальних
Код посилання
<a href="https://ua.patents.su/4-1438-sposib-obrobki-zvaryuvalnikh-konstrukcijj.html" target="_blank" rel="follow" title="База патентів України">Спосіб обробки зварювальних конструкцій</a>
Спосіб виготовлення тришарових конструкцій
Номер патенту: 178
Опубліковано: 30.04.1993
Автор: Інтенберг Едуард Олександрович
МПК: B64C 3/20, B32B 37/00, E04C 2/10
Мітки: тришарових, конструкцій, виготовлення, спосіб
Формула / Реферат:
Формула изобретенияСпособ изготовления, трехслойных конструкций путем поперечного растяжения листового материала заполнителя и соединения его с обшивками, отличающийся тем, что, с целью повышения прочности соединения заполнителя с обшивками и упрощения технологии изготовления конструкции, перед растяжением материал заполнителя соединяют с обшивками, после чего разводят обшивки на расстояние, равное высоте заполнителя.
Спосіб виготовлення попередньо-напружених залізобетонних конструкцій
Номер патенту: 1027
Опубліковано: 30.12.1993
Автори: Суріков Ігор Миколайович, Литвиненко Ганна Анатоліївна, Дудар Михайло Іванович, Вишнякова Алла Борисівна, Полігушко Борис Миколайович, Івченко Олександр Васильович, Красовська Галина Михайлівна
МПК: E04G 21/12
Мітки: попередньо-напружених, залізобетонних, спосіб, конструкцій, виготовлення
Формула / Реферат:
Способ изготовления предварительно напряженных железобетонных конструкций армированных преимущественно термомеханически упрочненной арматурной сталью, включающий электронагрев стержней, укладку их в форму и бетонирование, отличающийся тем, что, с целью повышения надежности железобетонных конструкций за счет увеличения конструкционной прочности и повышения пластичности сварных соединений стержни перед укладкой в форму подвергают электронагреву...
Сталь для зварних конструкцій
Номер патенту: 369
Опубліковано: 30.04.1993
Автори: Дранковський Іван Карпович, Литвиненко Денис Онуфрійович, Бублик Григорій Іванович, Юрчишин Олександр Вітальйович, Соліна Євгенія Миколаївна, Стеренбоген Юрій Олександрович, Крендельова Аліса Іванівна, Сальников Геннадій Олексійович, Скудицький Маркс Самуїлович, Єгорова Світлана Василівна, Ліпухін Юрій Вікторович, Дяков Володимир Георгійович, Бочаров Альберт Миколайович
МПК: C22C 38/18, C22C 38/38
Мітки: зварних, сталь, конструкцій
Формула / Реферат:
Формула изобретения1. Сталь для сварных конструкций, содержащая углерод, кремний, марганец, хром и железо, отличающаяся тем, что, с целью повышения ударной, вязкости, она дополнительно содержит церий, алюминий и кальций при следующем соотношении компонентов, мас. %: Углерод 0,05-0,12 Кремний 0,17-0,60 Марганец 0,46-2,40 ...
Спосіб обробки вибухом зварних металоконструкцій
Номер патенту: 103
Опубліковано: 30.04.1993
Автори: Прохоров Володимир Володимирович, Солнцев Ігор Васильович, Бризгалін Андрій Геннадійович, Титов Вадим Олександрович, Борисенко Віталій Олександрович, Первой Віталій Михайлович, Петушков Володимир Георгийович
МПК: B23K 28/00
Мітки: зварних, вибухом, обробки, спосіб, металоконструкцій
Формула / Реферат:
1. Способ обработки взрывом сварных металлоконструкций, при котором шнуровой заряд взрывчатого вещества изготавливают в виде периодической кривой, располагают его симметрично относительно обрабатываемого шва, и осуществляют инициирование с помощью проводника детонации, отличающийся тем, что проводник детонации устанавливают на поверхность металла по одну сторону заряда в контакте с вершинами его периодической кривой.2. Способ по п. 1,...
Спосіб плазмохімічної обробки
Номер патенту: 227
Опубліковано: 30.04.1993
Автор: Семенюк Валерій Федорович
МПК: H01L 21/26
Мітки: плазмохімічної, спосіб, обробки
Текст:
...В этом случае расходимость потоков сводится к минимуму, что обеспечивает их высокую направленность и интенсивность. На фиг. 1 представлен пример реализации способа, в котором разделяющее магнитное поле, создаваемое системой магнитов 1 из катушек индуктивности, используется также для интенсификации про 10-41 Р. со С о со VI ел 1637596 цесса генерации химически активных нейтральных радикалов в зоне 2; на фиг. 2 - то же, но разделяющее...
Попередній патент: Композиція для просочування накладок зчеплення
Наступний патент: Мастило для трансмісійних передач
Випадковий патент: Спосіб гемостазу при пораненні печінки