Лінія для виробництва руберойду
Формула / Реферат
Лінія для виробництва руберойду, що містить розмотувальний пристрій, пристрій для просочення рулонного матеріалу з просочувальною ванною, пристрій для нанесення покривного шару, що містить покривну ванну з напрямним валиком, посипальний апарат із грубозернистим посипним матеріалом, охолоджуваний конвеєрний стіл і намотувальний пристрій, причому просочувальна ванна і покривна ванна оснащені, кожна, принаймні одним напрямним валиком і заглибним валиком, установленими з можливістю вільного обертання, який відрізняється тим, що заглибні валики встановлені на відкидній рамі, а просочувальна і покривна ванни кожна має привідний віджимний валик, наполовину занурений у гаряче робоче середовище, між посипальним апаратом і намотувальним пристроєм установлена ванна із суспензією дрібнодисперсного порошку, оснащена двома валиками, перший наполовину занурений у суспензію, а другий розташований над ванною, при цьому полотнинарулонного матеріалу перед пуском заправлена через усі пристрої обробки від початку до кінця лінії.
Текст
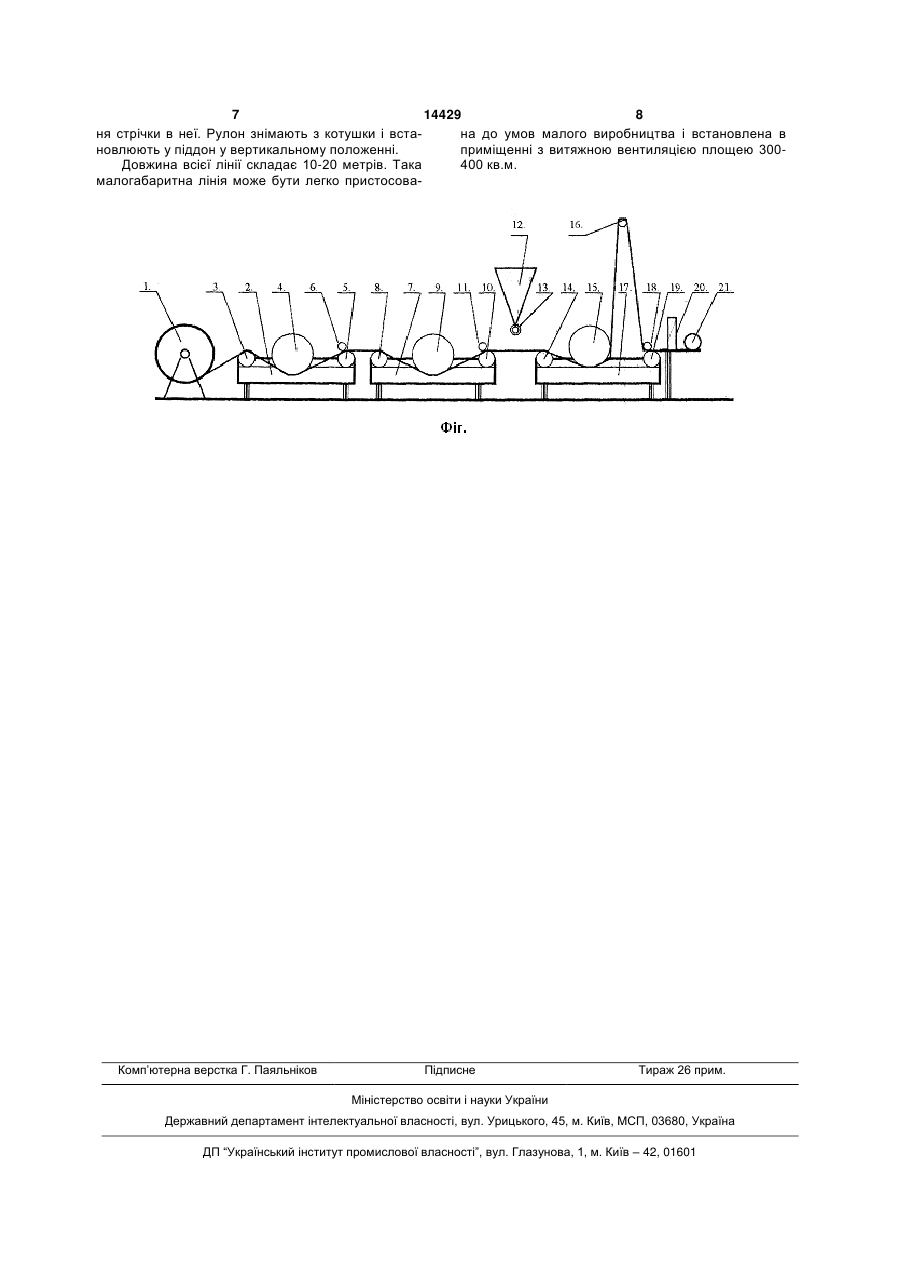
Лінія для виробництва руберойду, що містить розмотувальний пристрій, пристрій для просочення рулонного матеріалу з просочувальною ванною, пристрій для нанесення покривного шару, що містить покривну ванну з напрямним валиком, посипальний апарат із грубозернистим посипним матеріалом, охолоджуваний конвеєрний стіл і намотувальний пристрій, причому просочувальна ванна і покривна ванна оснащені, кожна, принайм 3 14429 4 Агрегат складається з розмотувального верс- полотнина прилипає до поверхні віджимних тата, верстата для склеювання картону, магазина валиків, у зв'язку з цим зниження якості полотнини запасу (петлевого) картону, просочувальної ванни і необхідність створення додаткового стискального з камерою попереднього поливу картону гарячою зусилля на тянучих валиках для подачі картону, масою, що включають верхні направляючі валики, - часта зміна чепцевих пристроїв валиків, що нижні притискні валики, віджимні валики і тягові викликає простої агрегату, тобто порушення основалики з механізмом для підйому і регулювання. вної умови про безперервність процесу, Далі агрегат складається з допросочувачьної ка- частий обрив стрічки по самих різних причимери (магазин запасу просоченого картону), покнах, що приводить до непродуктивних витрат клеривної ванни з мішалками, посипуючого апарата, йового матеріалу, робочого часу і зусиль, а також холодильного апарата, магазина запасу готової до погіршення якості готового продукту. продукції, намотувального верстата і пакувального В основу корисної моделі поставлена задача верстата, створення механізованої малогабаритної лінії для Недоліками даного агрегату є його громіздвиробництва руберойду, що усуває перераховані кість, велика матеріалоємність, непродуктивні вище недоліки. втрати при відключенні агрегату через обрив стріПоставлена задача вирішується тим, що у вічки і для налагодження різних обертових механіздомому способі лінія для виробництва руберойду, мів при спостереженні за строгою паралельністю що містить розмотуючий пристрій, пристрій для верхніх і нижніх обертових валиків. просочення рулонного матеріалу з просочувальНа відомому руберойдному агрегаті для заною ванною, пристрій для нанесення покривного безпечення безперервності процесу стрічки рушару, що включає покривну ванну з направляюлонного матеріалу розмотуються, склеюються між чим валиком, посипуючий апарат із грубозерниссобою, розвішуються петлеобразно між верхніми і тим посипуючим матеріалом, охолоджуваний коннижніми направляючими валиками, створюються веєрний стіл і намотувальний пристрій, причому магазини запасу картону між робочими станціями просочувальна ванна і покривна ванна оснащені обробки матеріалу в агрегаті. Для того щоб у прокожна, принаймні, одним направляючим валиком і сочувальній ванні знаходилося одночасно якнайзаглибними валиками, установленими з можливісбільше рулонного матеріалу, тобто щоб збільшити тю вільного обертання, відповідно до винаходу, довжину шляху стрічки, передбачений вертикальзаглибні валики встановлені на відкидній рамі, а ний хід полотнини й утворяться вертикальні петлі просочувальна і покривна ванни кожна має привокартону, що обгинає поперемінно нижні і верхні дний віджимний валик, наполовину занурений у валики. Але разом з тим потрібно збільшувати і гаряче робітниче середовище, між посипуючим температуру нагрівання просочувальної маси для апаратом і намотувальним пристроєм установлена кращого просочення полотнини, для цього ж ствованна із суспензією дрібнодісперсного порошку, рюється і попередній полив картону, що знахопостачена двома валиками, перший наполовину диться над рівнем маси. занурений у суспензію, а другий розташований А при підвищенні температури нагрівання над ванною, при цьому полотнина рулонного мазнижується в'язкість просочувальної маси, що у теріалу перед пуском заправлено через усі прирозрідженому стані стікає з вертикальних смуг строї обробки від початку до кінця лінії. картону, і просочувальний шар стає нерівномірним Технічний результат, на який спрямований вина верхніх і нижніх петлях картону, не говорячи нахід, - це спрощення системи заправлення і провже про те, що все це збільшує додаткові витрати ходження рулонного матеріалу, поліпшення умов енергії на підвищення температури і витрати мапросочення, нанесення покривного шару і дрібнотеріалу на попередній полив. дісперсної присипки при підвищенні якості вихідноПісля виходу з віджимних валиків просочуваго продукту, спрощення конструкції в цілому і підльної камери полотнина картону до покривної вищення зручності при експлуатації й ванни проходить допросочувальну камеру (він же обслуговуванні лінії. магазин запасу), де утворилася плівка з просочуПри пуску лінії полотнина рухається за рахувальної маси встигає охолонути і підсохнути, унанок роботи намотувального пристрою, додаткових слідок чого покривний шар тугоплавкого бітуму зусиль для подачі стрічки, для влучення її в зазор гірше пристає до просоченої основи, стікає здебіміж віджимними і каліброваними валками додаткольшого з неї через вертикальний хід полотнини і вих тягових валиків не потрібно, унаслідок чого на внаслідок цього після покривної ванни також утвострічці рулонного матеріалу практично не створюриться нерівномірний шар покривної маси на маються небезпечні напруги, тому обриву стрічки не теріалі і неповна просочення його в місцях верхніх відбувається. При цьому заглибні і віджимні валипетель картону. ки, якими постачені просочувальна і покривна ванОсновним недоліком посипуючого апарата, зони, працюючи в гарячому середовищі, не вимагакрема при нанесенні дрібнодісперсного порошку, є ють додаткового обігріву. По цій же причині сильне пиління, що прискорює знос деталей. До полотнина не прилипає до поверхні віджимних того ж до недоліків усього руберойдного агрегату валиків. варто віднести: Температура нагрівання просочувальної маси - необхідність дотримання строгої паралельне 200-220°С, як у відомому агрегаті, а 170-200°С, ності верхніх і нижніх направляючих валиків, при цьому проходячи відстань від просочувальної - верхні валики, працюючи в повітряному седо покривної ванни, просочувальна маса на полоредовищі, вимагають підігріву, що здійснюється тнині не встигає охолонути і підсохнути, зберігає пором, олією або електрогрілками, свою в'язкість і гарячий стан, при якому поліпшу 5 14429 6 ється перемішування легкоплавкого і тугоплавкого Над ванною 17 з тальковою суспензією, розбітуму під час їхнього контакту в покривній ванні ташований вільно обертовий ролик 16, установлепри виготовленні матеріалу і збільшується адгезія ний так, що крізь проміжок руберойду надходить покривного шару до просоченої основи. Шар лягає охолодний потік повітря від вентилятора (не покарівномірно завдяки горизонтальному ходові полозаний). За столом установлена прийомна котушка тнини від однієї станції обробки до іншої, що, у 21, обладнана роликом метражу, ножем 20 і присцілому, поліпшує якість готового продукту. тосуванням для автоматичного виштовхування Щоб уникнути нидіння і зносу деталей, станція відрізаного рулону з котушки 21. Пристосування обробки посипуючим матеріалом розділена на дві для автоматичного виштовхування відрізаного конструктивні одиниці: спочатку полотнина прохорулону в силу простоти і популярності конструкції дить під бункером з піском, де піскоподаючим дона кресленні не показані, щоб не перевантажувати затором на верхню сторону полотнини посилаєтьйого. ся грубозерниста фракція. Далі полотнина Прийомна котушка 21 являє собою циліндр із проходить через ванну із суспензією дрібнодіспернаскрізним прорізом, що умовно поділяє циліндр сного порошку, обладнану двома валиками, пернавпіл. У цей проріз заправлена стрічка рулонного ший наполовину занурений у суспензію для нанематеріалу. Прийомна котушка 21 установлена з сення талькової суспензії на нижню поверхню можливістю обертання проти вартовий стрілки для матеріалу, а другий розташований над ванною для того, щоб рулон з руберойдом був намотаний груохолодження руберойду потоком повітря. бозернистим посипанням усередину рулону. При цьому, якщо відповідно до замовлення Пристосування для виштовхування відрізаного потрібен готовий руберойд без грубозернистого рулону виконано у виді пластини з круглим отвопосипання, те його можна одержати на цій же лінії, ром посередині, діаметр якого небагато більше У цьому випадку стрічка проходить під бункером з діаметра котушки 21. Одною стороною пластина піском при недіючому дозаторі, а полотнина цілзвернена до рулону, а з іншої сторони в неї упиком занурюється у ванну так, що нанесення дрібраються пружні кулачки, установлені на опорі. нодісперсного порошку відбувається з обох сторін Звичайно пружини кулачків стримуються в стиснуполотнини. тому стані відомим способом поворотними затвоТаким чином, набагато з меншими виробнирами. чими витратами виходить руберойд, що не устуЛінія працює в такий спосіб. пає по якості промислове виготовленому. Ванни 2, 7, 17 заправляються відповідно легНа фіг. представлена лінія для виробництва коплавким бітумом, тугоплавким бітумом і талькоруберойду (загальний вид). вою суспензією. Попередньо включається система Лінія для виробництва руберойду включає ропідігріву бітумних мас. Робоча температура в прозмотуючий барабан 1, просочувальну ванну 2, що сочувальній ванні складає 170-200°С, а в покривмістить направляючий валик 3, заглибний валик 4, ній ванні -160-180°С. установлений на відкидній рамі (не показана) з Перед пуском лінії стрічку рулонного матеріаможливістю вільного обертання, віджимний валик лу з розмотувального барабана проводять поверх 5 і калібрований валик 6. направляючих і підтримуючих валиків 3, 8, 14, 19, За просочувальною ванною 2 установлена а також поруч із заглибними валиками 4, 9, 15, між ванна 7 з тугоплавким бітумом для нанесення поквіджимними 5, 10 і каліброваними 6,11, валиками і ривного шару. Вона також постачена направляюзаправляють у наскрізний проріз прийомної котушчим валиком 8, заглибним валиком 9, установлеки 21. ним на своїй відкидній рамі (не показана) з За допомогою заглибних валиків 4, 9, 15 устаможливістю вільного обертання, віджимним валиновлених на відкидних рамах, полотнину опускаком 10 і каліброваним валиком 11. ють у просочувальні, покривну маси бітуму і ванну Віджимні валики 5, 10 установлені так, щоб з тальковою суспензією. Дотримують співвідновони були наполовину занурені в гарячу бітумну шення шарів нанесення легкоплавкого і тугоплавмасу, завдяки чому полотнина не прилипає до кого бітумів як 1:2. поверхні валиків. У бункер 15 засипають пісок і піскоподаючим Зазор між каліброваними 6, 11 і віджимними 5, дозатором 16 регулюють подачу піску. Відрізають і 10 валиками регулюється відомим образом за дознімають рулон папера (перші 15 метрів), на якому помогою притискних гвинтів. проводили налагодження лінії. За покривною ванною 7 установлений бункер Далі включають одночасно привід валиків 5, 12 з піском, що містить піскоподаючий дозатор 13. 10, 14, 19 і головний привід прийомної котушки 21. Дозатор 13 являє собою циліндр із подовжніми Привід прийомної котушки 21 змонтований таким жолобами, що розширюються догори і рівномірно чином, що має три швидкості подачі полотнини в розташованими по утворюючого циліндра. При залежності від необхідної марки руберойду і стуобертанні циліндра 13 пісок висипається з жолобів пеня насичення його просочувальною масою. і розподіляється по полотнині рівномірними смуЗа допомогою ролика метражу відміряють 15 гами. Далі розташована ванна 17 з тальковою суметрів намотаного на прийомну котушку 21 рулону спензією, оснащена підтримуючими валиками руберойду, відрізають його ножем 20, після чого 14,16 і 19 і заглибним валиком 15. по команді оператора затвори вивільняють пружиВіджимні валики 5, 10, що підтримують валики ни кулачків. Останні штовхають пластину, а та, у 14, 19 і дозатор 13 зв'язані між собою ланцюговою свою чергу, виштовхує рулон матеріалу з котушки передачею і з'єднані з приводом. 21, що дозволяє прискорити вторинне заправлен 7 14429 8 ня стрічки в неї. Рулон знімають з котушки і встана до умов малого виробництва і встановлена в новлюють у піддон у вертикальному положенні. приміщенні з витяжною вентиляцією площею 300Довжина всієї лінії складає 10-20 метрів. Така 400 кв.м. малогабаритна лінія може бути легко пристосова Комп’ютерна верстка Г. Паяльніков Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюLine for ruberoid production
Назва патенту російськоюЛиния для производства рубероида
МПК / Мітки
МПК: D06N 5/00
Мітки: виробництва, руберойду, лінія
Код посилання
<a href="https://ua.patents.su/4-14429-liniya-dlya-virobnictva-ruberojjdu.html" target="_blank" rel="follow" title="База патентів України">Лінія для виробництва руберойду</a>
Лінія виробництва гофрованого картону
Номер патенту: 1863
Опубліковано: 16.06.2003
Автори: Івашенюк Ярослав Костянтинович, Коробов Олексій Іванович, Ікол Юрій Олексійович, Коваль Володимир Костянтинович
МПК: B31F 1/00
Мітки: гофрованого, картону, виробництва, лінія
Формула / Реферат:
Лінія виробництва гофрованого картону, яка містить прес гофрувальний, розкати, підігрівники, міст-нагромаджувач, склеювальний верстат, сушильно-охолоджувальний стіл, верстати рильовочно-різальний та поперечного різання, транспортер-листоукладач, яка відрізняється тим, що сушильно-охолоджувальний стіл і верстати рильовочно-різальний та поперечного різання оснащені напрямними траєкторії руху гофрованого...
Лінія для виробництва морозива
Номер патенту: 24928
Опубліковано: 06.10.1998
Автори: Круглов Борис Олексійович, Максименко Вадим Михайлович, Токмаков Валерій Миколайович, Шамрай Олександр Михайлович
МПК: A23G 9/04
Мітки: морозива, лінія, виробництва
Формула / Реферат:
1. Лінія для виробництва морозива, містить встановлені, по ходу технологічного процесу, дозатор з бункером, закріплені над загартовуючою формою і розсольною ванною, паличкозабивач, пристосування для безрозбірного миття, з'ємно-глазуйовану карусель з глазуйованою ванною, подаючий конвеєр, вантажний транспортер, обгортаючу машину, станок для групування і відводу продукції, яка відрізняється тим, що вона забезпечена пристроєм для коректування...
Технологічна лінія виробництва деревинного борошна
Номер патенту: 13259
Опубліковано: 15.03.2006
Автор: Тудай Роман Іванович
МПК: B02C 23/00, B02C 17/00
Мітки: виробництва, деревинного, лінія, технологічна, борошна
Формула / Реферат:
Технологічна лінія виробництва деревинного борошна, що містить засоби очищення від кори, переробки великомірної деревинної сировини в стружку і вилучення з неї металевих включень, яка відрізняється тим, що додатково оснащена роздрібнювачем стружки і барабанним млином, причому всі засоби виробництва послідовно технологічному процесу об'єднані у технологічну лінію за допомогою транспортерів.
Механізм товароприйому круглов’язальної машини
Номер патенту: 8013
Опубліковано: 15.07.2005
Автори: Федоров Юрій Дмитрович, Куніна Олена Юріївна, Піпа Борис Федорович
МПК: D04B 15/88
Мітки: машини, круглов'язальної, товароприйому, механізм
Формула / Реферат:
Механізм товароприйому круглов'язальної машини, що містить відтяжні валики, кінематично зв'язані між собою та встановлені в поворотній рамі, та товарний валик, встановлений в опорах, розташованих під відтяжними валиками, який відрізняється тим, що додатково обладнаний направляючим валиком, встановленим між відтяжними валиками та товарним валиком з можливістю вільного обертання навколо своєї осі.
Лінія для виробництва рослинної олії
Номер патенту: 36159
Опубліковано: 16.04.2001
Автори: Данукалов Олександр Кузьмич, Резнік Віктор Миколайович, Єжелєв Володимир Олександрович
МПК: C11B 1/06
Мітки: виробництва, олії, лінія, рослинної
Текст:
...пристрій для шеретування насіння 5, під яким розміщений аспіратор 6. До аспіратора 6 приєднаний рукав (окремою позицією не виділено) вентилятора 7. Лінія також забезпечена похилим шнеком з підігрівом 8, який має магнітну пастку 9. За похилим шнеком з підігрівом 8 розміщений пристрій для подрібнення насіння 10, який виконано у виді шнекового преса. Пристрій дня подрібнення насіння 10 з'єднаний з пресом віджиму олії 11, який має ємкість 12...
Попередній патент: Стіл для тилт-тесту
Наступний патент: Спосіб ортодонтичного лікування спадкових форм патології прикусу іі класу за енглем у змінному прикусі
Випадковий патент: Пристрій струминного здрібнення зв`язаної костриці та її видалення