Лінія для виробництва морозива
Номер патенту: 24928
Опубліковано: 06.10.1998
Автори: Максименко Вадим Михайлович, Круглов Борис Олексійович, Токмаков Валерій Миколайович, Шамрай Олександр Михайлович
Формула / Реферат
1. Лінія для виробництва морозива, містить встановлені, по ходу технологічного процесу, дозатор з бункером, закріплені над загартовуючою формою і розсольною ванною, паличкозабивач, пристосування для безрозбірного миття, з'ємно-глазуйовану карусель з глазуйованою ванною, подаючий конвеєр, вантажний транспортер, обгортаючу машину, станок для групування і відводу продукції, яка відрізняється тим, що вона забезпечена пристроєм для коректування положення паличок у заморожуючій масі і механізмом для охорони виробів від примерзання, у процесі їх транспортування, при цьому пристрій для коректування положення паличок у заморожуючій масі розміщений за паличкозабивачем і кінематично зв'язаний з останнім, а механізм для охорони виробів від примерзання, у процесі їх транспортування, розміщений у зоні подаючого конвеєру і виконаний з можливістю контакту з переміщенням на ньому виробів.
2. Лінія за п.1, яка відрізняється тим, що дозатор зроблений з можливістю обігріву дозуючого ротору у зоні його контакту з корпусом.
3. Лінія за п.1, яка відрізняється тим, що пристрій для коректування положення паличок у заморожуючій масі, виконано у вигляді роздвоєного на кінці важеля, основа якого закріплена на рухомому елементі приводу паличкозабивача.
4. Лінія за п.1, яка відрізняється тим, що механізм для охорони виробів від примерзання, у процесі їх транспортування, виконаний у вигляді закріпленої вздовж подаючого конвеєру, рейки, верхня поверхня якої має чергуючі між собою виступи з впадинами.
Текст
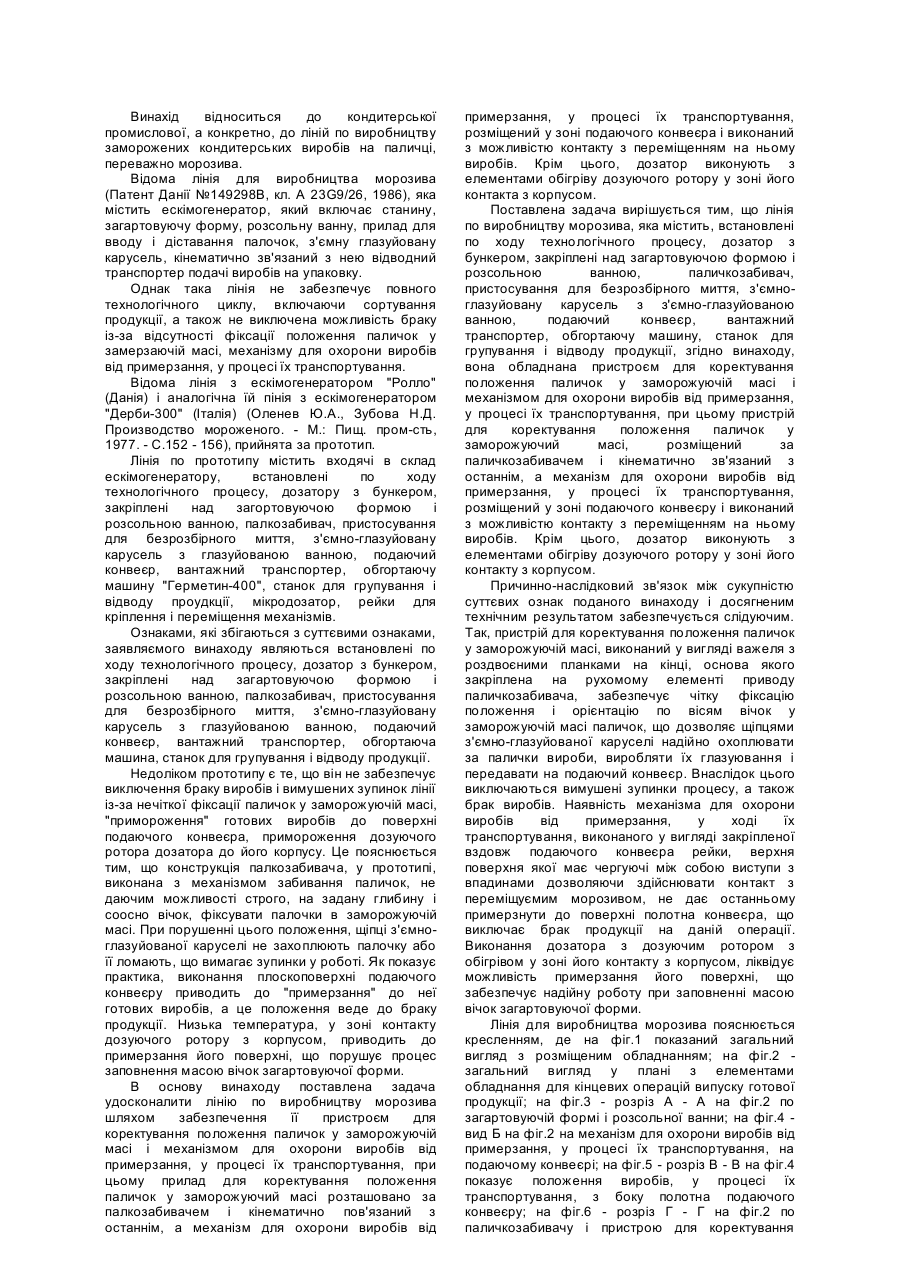
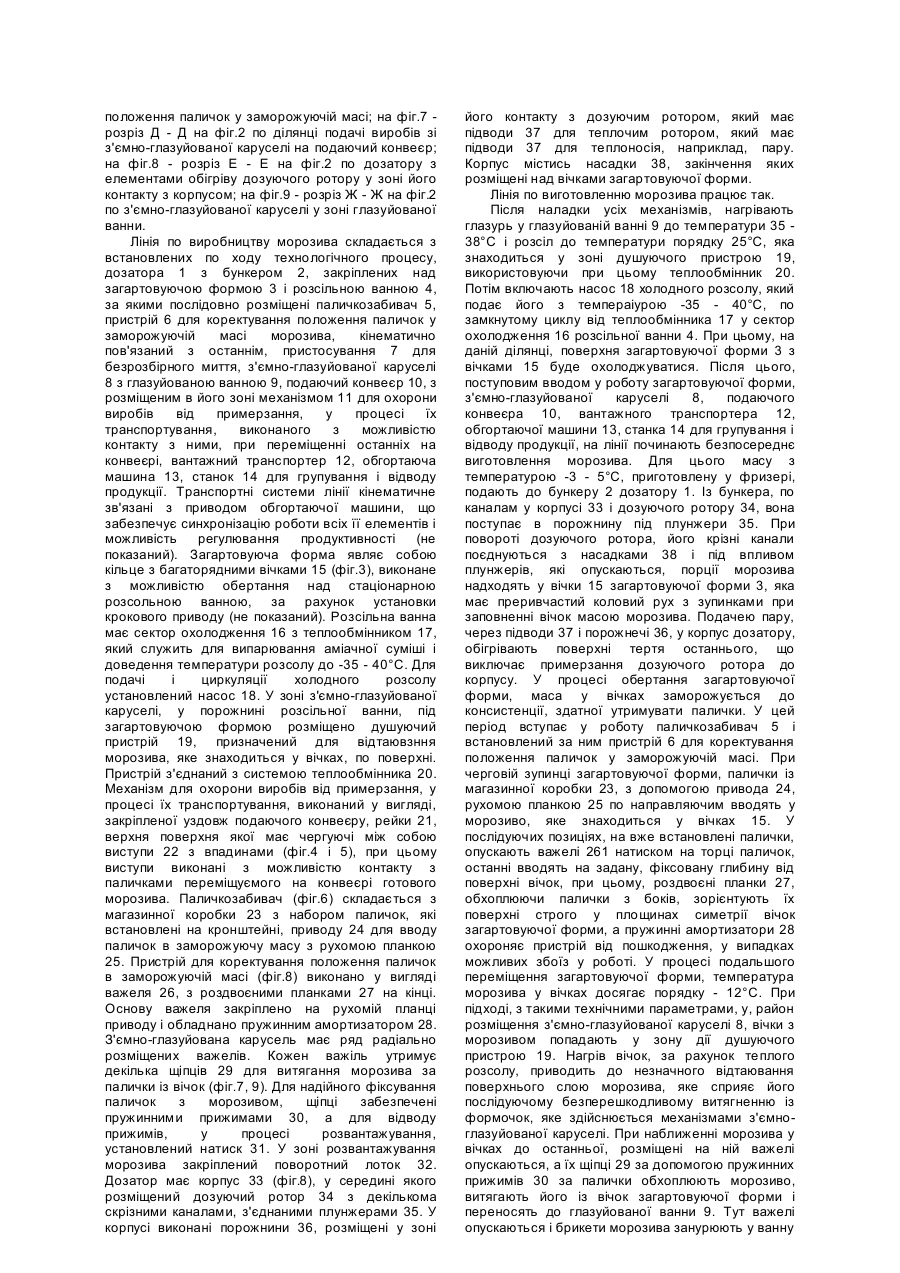
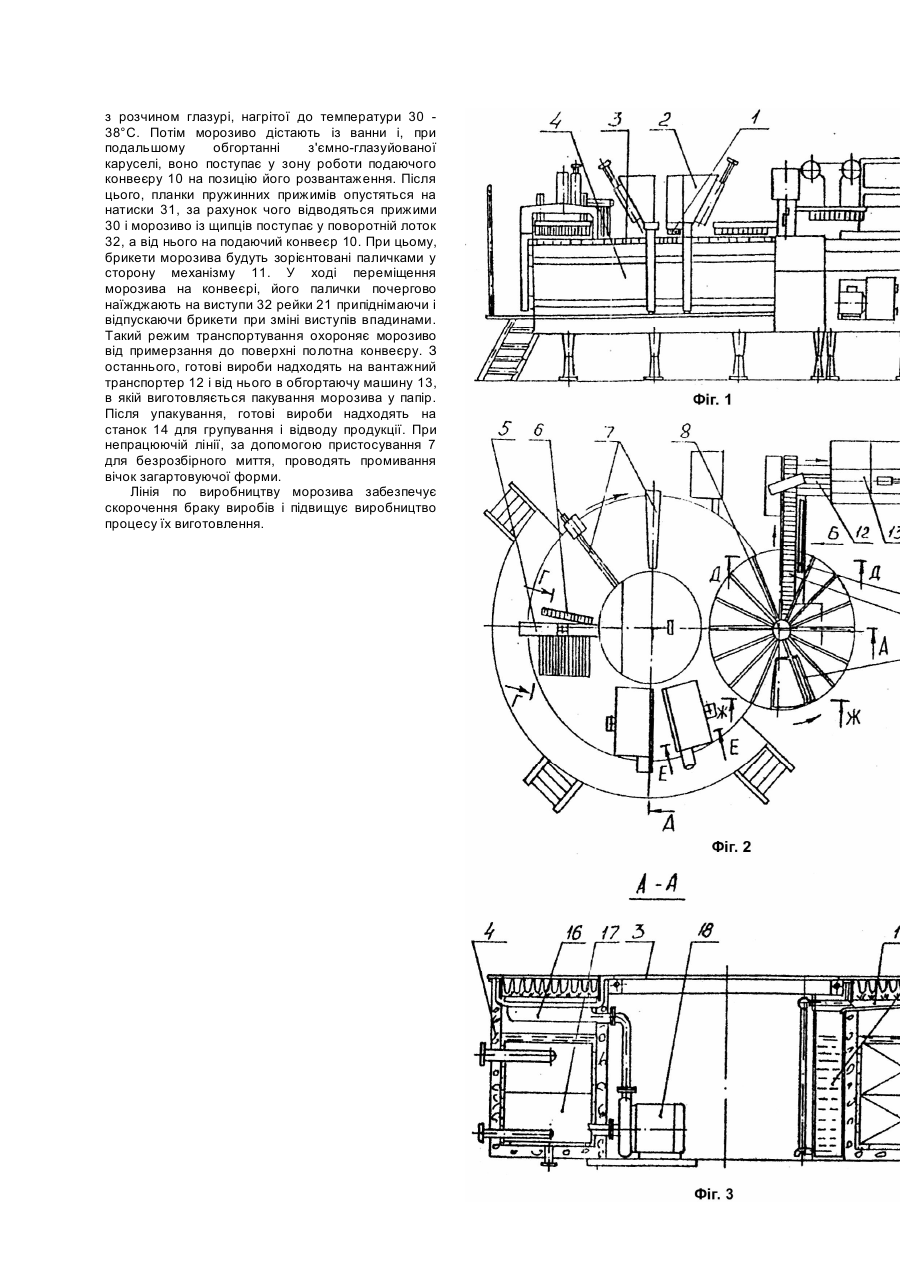
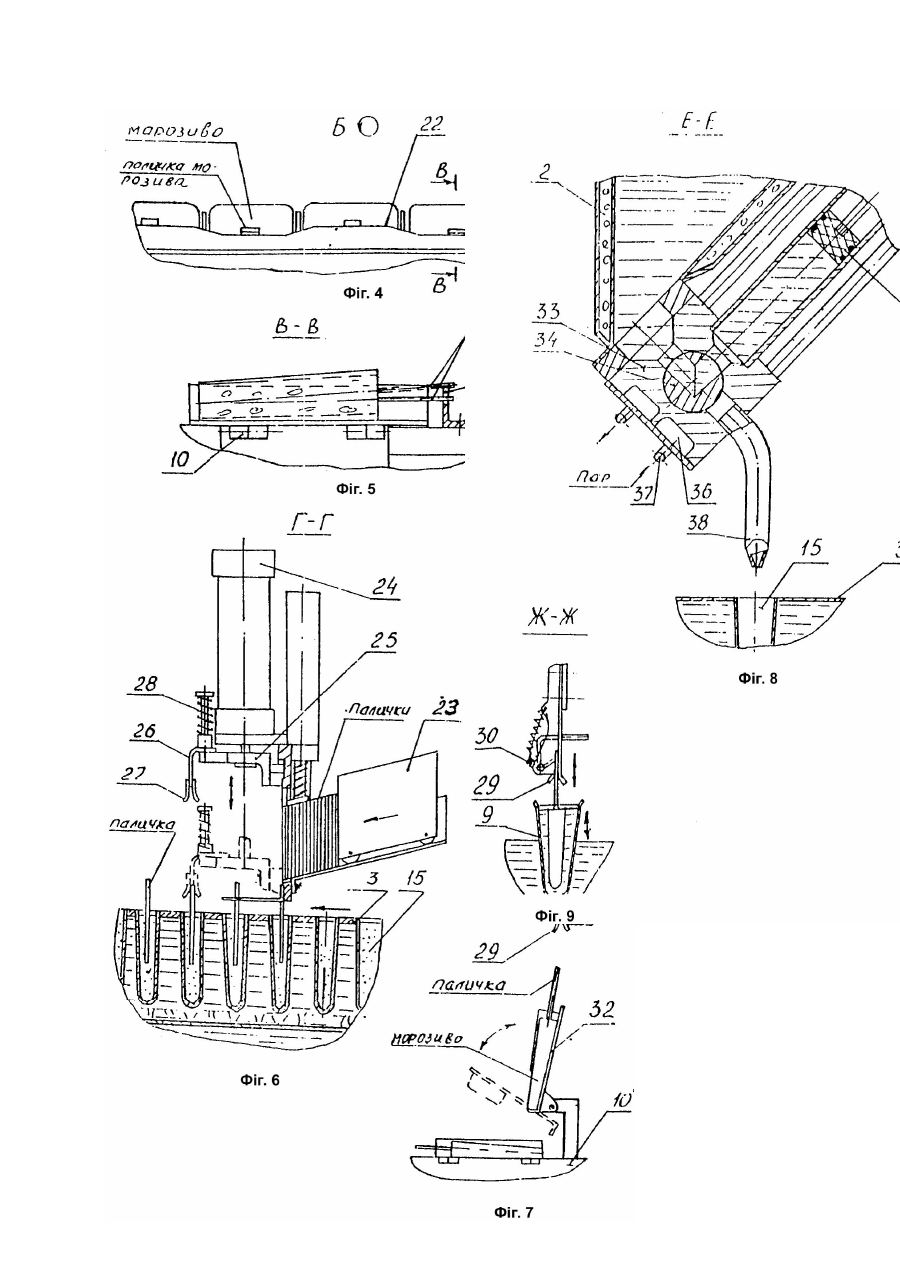
Винахід відноситься до кондитерської промислової, а конкретно, до ліній по виробництву заморожених кондитерських виробів на паличці, переважно морозива. Відома лінія для виробництва морозива (Патент Данії №149298В, кл. A 23G9/26, 1986), яка містить ескімогенератор, який включає станину, загартовуючу форму, розсольну ванну, прилад для вводу і діставання палочок, з'ємну глазуйовану карусель, кінематично зв'язаний з нею відводний транспортер подачі виробів на упаковку. Однак така лінія не забезпечує повного технологічного циклу, включаючи сортування продукції, а також не виключена можливість браку із-за відсутності фіксації положення паличок у замерзаючій масі, механізму для охорони виробів від примерзання, у процесі їх транспортування. Відома лінія з ескімогенератором "Ролло" (Данія) і аналогічна їй пінія з ескімогенератором "Дерби-300" (Італія) (Оленев Ю.А., Зубова Н.Д. Производство мороженого. - М.: Пищ. пром-сть, 1977. - С.152 - 156), прийнята за прототип. Лінія по прототипу містить входячі в склад ескімогенератору, встановлені по ходу технологічного процесу, дозатору з бункером, закріплені над загортовуючою формою і розсольною ванною, палкозабивач, пристосування для безрозбірного миття, з'ємно-глазуйовану карусель з глазуйованою ванною, подаючий конвеєр, вантажний транспортер, обгортаючу машину "Герметин-400", станок для групування і відводу проудкції, мікродозатор, рейки для кріплення і переміщення механізмів. Ознаками, які збігаються з суттєвими ознаками, заявляємого винаходу являються встановлені по ходу технологічного процесу, дозатор з бункером, закріплені над загартовуючою формою і розсольною ванною, палкозабивач, пристосування для безрозбірного миття, з'ємно-глазуйовану карусель з глазуйованою ванною, подаючий конвеєр, вантажний транспортер, обгортаюча машина, станок для групування і відводу продукції. Недоліком прототипу є те, що він не забезпечує виключення браку виробів і вимушених зупинок лінії із-за нечіткої фіксації паличок у заморожуючій масі, "примороження" готових виробів до поверхні подаючого конвеєра, примороження дозуючого ротора дозатора до його корпусу. Це пояснюється тим, що конструкція палкозабивача, у прототипі, виконана з механізмом забивання паличок, не даючим можливості строго, на задану глибину і соосно вічок, фіксувати палочки в заморожуючій масі. При порушенні цього положення, щіпці з'ємноглазуйованої каруселі не захоплюють палочку або її ломають, що вимагає зупинки у роботі. Як показує практика, виконання плоскоповерхні подаючого конвеєру приводить до "примерзання" до неї готових виробів, а це положення веде до браку продукції. Низька температура, у зоні контакту дозуючого ротору з корпусом, приводить до примерзання його поверхні, що порушує процес заповнення масою вічок загартовуючої форми. В основу винаходу поставлена задача удосконалити лінію по виробництву морозива шляхом забезпечення її пристроєм для коректування положення паличок у заморожуючій масі і механізмом для охорони виробів від примерзання, у процесі їх транспортування, при цьому прилад для коректування положення паличок у заморожуючий масі розташовано за палкозабивачем і кінематично пов'язаний з останнім, а механізм для охорони виробів від примерзання, у процесі їх транспортування, розміщений у зоні подаючого конвеєра і виконаний з можливістю контакту з переміщенням на ньому виробів. Крім цього, дозатор виконують з елементами обігріву дозуючого ротору у зоні його контакта з корпусом. Поставлена задача вирішується тим, що лінія по виробництву морозива, яка містить, встановлені по ходу технологічного процесу, дозатор з бункером, закріплені над загартовуючою формою і розсольною ванною, паличкозабивач, пристосування для безрозбірного миття, з'ємноглазуйовану карусель з з'ємно-глазуйованою ванною, подаючий конвеєр, вантажний транспортер, обгортаючу машину, станок для групування і відводу продукції, згідно винаходу, вона обладнана пристроєм для коректування положення паличок у заморожуючій масі і механізмом для охорони виробів від примерзання, у процесі їх транспортування, при цьому пристрій для коректування положення паличок у заморожуючий масі, розміщений за паличкозабивачем і кінематично зв'язаний з останнім, а механізм для охорони виробів від примерзання, у процесі їх транспортування, розміщений у зоні подаючого конвеєру і виконаний з можливістю контакту з переміщенням на ньому виробів. Крім цього, дозатор виконують з елементами обігріву дозуючого ротору у зоні його контакту з корпусом. Причинно-наслідковий зв'язок між сукупністю суттєвих ознак поданого винаходу і досягненим технічним результатом забезпечується слідуючим. Так, пристрій для коректування положення паличок у заморожуючій масі, виконаний у вигляді важеля з роздвоєними планками на кінці, основа якого закріплена на рухомому елементі приводу паличкозабивача, забезпечує чітку фіксацію положення і орієнтацію по вісям вічок у заморожуючій масі паличок, що дозволяє щіпцями з'ємно-глазуйованої каруселі надійно охоплювати за палички вироби, виробляти їх глазуювання і передавати на подаючий конвеєр. Внаслідок цього виключаються вимушені зупинки процесу, а також брак виробів. Наявність механізма для охорони виробів від примерзання, у ході їх транспортування, виконаного у вигляді закріпленої вздовж подаючого конвеєра рейки, верхня поверхня якої має чергуючі між собою виступи з впадинами дозволяючи здійснювати контакт з переміщуємим морозивом, не дає останньому примерзнути до поверхні полотна конвеєра, що виключає брак продукції на даній операції. Виконання дозатора з дозуючим ротором з обігрівом у зоні його контакту з корпусом, ліквідує можливість примерзання його поверхні, що забезпечує надійну роботу при заповненні масою вічок загартовуючої форми. Лінія для виробництва морозива пояснюється кресленням, де на фіг.1 показаний загальний вигляд з розміщеним обладнанням; на фіг.2 загальний вигляд у плані з елементами обладнання для кінцевих операцій випуску готової продукції; на фіг.3 - розріз А - А на фіг.2 по загартовуючій формі і розсольної ванни; на фіг.4 вид Б на фіг.2 на механізм для охорони виробів від примерзання, у процесі їх транспортування, на подаючому конвеєрі; на фіг.5 - розріз В - В на фіг.4 показує положення виробів, у процесі їх транспортування, з боку полотна подаючого конвеєру; на фіг.6 - розріз Г - Г на фіг.2 по паличкозабивачу і пристрою для коректування положення паличок у заморожуючій масі; на фіг.7 розріз Д - Д на фіг.2 по ділянці подачі виробів зі з'ємно-глазуйованої каруселі на подаючий конвеєр; на фіг.8 - розріз Е - Е на фіг.2 по дозатору з елементами обігріву дозуючого ротору у зоні його контакту з корпусом; на фіг.9 - розріз Ж - Ж на фіг.2 по з'ємно-глазуйованої каруселі у зоні глазуйованої ванни. Лінія по виробництву морозива складається з встановлених по ходу технологічного процесу, дозатора 1 з бункером 2, закріплених над загартовуючою формою 3 і розсільною ванною 4, за якими послідовно розміщені паличкозабивач 5, пристрій 6 для коректування положення паличок у заморожуючій масі морозива, кінематично пов'язаний з останнім, пристосування 7 для безрозбірного миття, з'ємно-глазуйованої каруселі 8 з глазуйованою ванною 9, подаючий конвеєр 10, з розміщеним в його зоні механізмом 11 для охорони виробів від примерзання, у процесі їх транспортування, виконаного з можливістю контакту з ними, при переміщенні останніх на конвеєрі, вантажний транспортер 12, обгортаюча машина 13, станок 14 для групування і відводу продукції. Транспортні системи лінії кінематичне зв'язані з приводом обгортаючої машини, що забезпечує синхронізацію роботи всіх її елементів і можливість регулювання продуктивності (не показаний). Загартовуюча форма являє собою кільце з багаторядними вічками 15 (фіг.3), виконане з можливістю обертання над стаціонарною розсольною ванною, за рахунок установки крокового приводу (не показаний). Розсільна ванна має сектор охолодження 16 з теплообмінником 17, який служить для випарювання аміачної суміші і доведення температури розсолу до -35 - 40°C. Для подачі і циркуляції холодного розсолу установлений насос 18. У зоні з'ємно-глазуйованої каруселі, у порожнині розсільної ванни, під загартовуючою формою розміщено душуючий пристрій 19, призначений для відтаювзння морозива, яке знаходиться у вічках, по поверхні. Пристрій з'єднаний з системою теплообмінника 20. Механізм для охорони виробів від примерзання, у процесі їх транспортування, виконаний у вигляді, закріпленої уздовж подаючого конвеєру, рейки 21, верхня поверхня якої має чергуючі між собою виступи 22 з впадинами (фіг.4 і 5), при цьому виступи виконані з можливістю контакту з паличками переміщуємого на конвеєрі готового морозива. Паличкозабивач (фіг.6) складається з магазинної коробки 23 з набором паличок, які встановлені на кронштейні, приводу 24 для вводу паличок в заморожуючу масу з рухомою планкою 25. Пристрій для коректування положення паличок в заморожуючій масі (фіг.8) виконано у вигляді важеля 26, з роздвоєними планками 27 на кінці. Основу важеля закріплено на рухомій планці приводу і обладнано пружинним амортизатором 28. З'ємно-глазуйована карусель має ряд радіально розміщених важелів. Кожен важіль утримує декілька щіпців 29 для витягання морозива за палички із вічок (фіг.7, 9). Для надійного фіксування паличок з морозивом, щіпці забезпечені пружинними прижимами 30, а для відводу прижимів, у процесі розвантажування, установлений натиск 31. У зоні розвантажування морозива закріплений поворотний лоток 32. Дозатор має корпус 33 (фіг.8), у середині якого розміщений дозуючий ротор 34 з декількома скрізними каналами, з'єднаними плунжерами 35. У корпусі виконані порожнини 36, розміщені у зоні його контакту з дозуючим ротором, який має підводи 37 для теплочим ротором, який має підводи 37 для теплоносія, наприклад, пару. Корпус містись насадки 38, закінчення яких розміщені над вічками загартовуючої форми. Лінія по виготовленню морозива працює так. Після наладки усіх механізмів, нагрівають глазурь у глазуйованій ванні 9 до температури 35 38°C і розсіл до температури порядку 25°C, яка знаходиться у зоні душуючого пристрою 19, використовуючи при цьому теплообмінник 20. Потім включають насос 18 холодного розсолу, який подає його з темпераіурою -35 - 40°C, по замкнутому циклу від теплообмінника 17 у сектор охолодження 16 розсільної ванни 4. При цьому, на даній ділянці, поверхня загартовуючої форми 3 з вічками 15 буде охолоджуватися. Після цього, поступовим вводом у роботу загартовуючої форми, з'ємно-глазуйованої каруселі 8, подаючого конвеєра 10, вантажного транспортера 12, обгортаючої машини 13, станка 14 для групування і відводу продукції, на лінії починають безпосереднє виготовлення морозива. Для цього масу з температурою -3 - 5°C, приготовлену у фризері, подають до бункеру 2 дозатору 1. Із бункера, по каналам у корпусі 33 і дозуючого ротору 34, вона поступає в порожнину під плунжери 35. При повороті дозуючого ротора, його крізні канали поєднуються з насадками 38 і під впливом плунжерів, які опускаються, порції морозива надходять у вічки 15 загартовуючої форми 3, яка має преривчастий коловий рух з зупинками при заповненні вічок масою морозива. Подачею пару, через підводи 37 і порожнечі 36, у корпус дозатору, обігрівають поверхні тертя останнього, що виключає примерзання дозуючого ротора до корпусу. У процесі обертання загартовуючої форми, маса у вічках заморожується до консистенції, здатної утримувати палички. У цей період вступає у роботу паличкозабивач 5 і встановлений за ним пристрій 6 для коректування положення паличок у заморожуючій масі. При черговій зупинці загартовуючої форми, палички із магазинної коробки 23, з допомогою привода 24, рухомою планкою 25 по направляючим вводять у морозиво, яке знаходиться у вічках 15. У послідуючих позиціях, на вже встановлені палички, опускають важелі 261 натиском на торці паличок, останні вводять на задану, фіксовану глибину від поверхні вічок, при цьому, роздвоєні планки 27, обхоплюючи палички з боків, зорієнтують їх поверхні строго у площинах симетрії вічок загартовуючої форми, а пружинні амортизатори 28 охороняє пристрій від пошкодження, у випадках можливих збоїз у роботі. У процесі подальшого переміщення загартовуючої форми, температура морозива у вічках досягає порядку - 12°C. При підході, з такими технічними параметрами, у, район розміщення з'ємно-глазуйованої каруселі 8, вічки з морозивом попадають у зону дії душуючого пристрою 19. Нагрів вічок, за рахунок теплого розсолу, приводить до незначного відтаювання поверхнього слою морозива, яке сприяє його послідуючому безперешкодливому витягненню із формочок, яке здійснюється механізмами з'ємноглазуйованої каруселі. При наближенні морозива у вічках до останньої, розміщені на ній важелі опускаються, а їх щіпці 29 за допомогою пружинних прижимів 30 за палички обхоплюють морозиво, витягають його із вічок загартовуючої форми і переносять до глазуйованої ванни 9. Тут важелі опускаються і брикети морозива занурюють у ванну з розчином глазурі, нагрітої до температури 30 38°C. Потім морозиво дістають із ванни і, при подальшому обгортанні з'ємно-глазуйованої каруселі, воно поступає у зону роботи подаючого конвеєру 10 на позицію його розвантаження. Після цього, планки пружинних прижимів опустяться на натиски 31, за рахунок чого відводяться прижими 30 і морозиво із щипців поступає у поворотній лоток 32, а від нього на подаючий конвеєр 10. При цьому, брикети морозива будуть зорієнтовані паличками у сторону механізму 11. У ході переміщення морозива на конвеєрі, його палички почергово наїжджають на виступи 32 рейки 21 припіднімаючи і відпускаючи брикети при зміні виступів впадинами. Такий режим транспортування охороняє морозиво від примерзання до поверхні полотна конвеєру. З останнього, готові вироби надходять на вантажний транспортер 12 і від нього в обгортаючу машину 13, в якій виготовляється пакування морозива у папір. Після упакування, готові вироби надходять на станок 14 для групування і відводу продукції. При непрацюючій лінії, за допомогою пристосування 7 для безрозбірного миття, проводять промивання вічок загартовуючої форми. Лінія по виробництву морозива забезпечує скорочення браку виробів і підвищує виробництво процесу їх виготовлення.
ДивитисяДодаткова інформація
Автори англійськоюKruhlov Borys Oleksiiovych
Автори російськоюКруглов Борис Алексеевич
МПК / Мітки
МПК: A23G 9/04
Мітки: морозива, лінія, виробництва
Код посилання
<a href="https://ua.patents.su/4-24928-liniya-dlya-virobnictva-moroziva.html" target="_blank" rel="follow" title="База патентів України">Лінія для виробництва морозива</a>
Спосіб виробництва дієтичного морозива
Номер патенту: 10534
Опубліковано: 25.12.1996
Автори: Яворська Таміла Казимірівна, Міцик Володимир Юхимович, Шульгіна Людмила Михайлівна, Зубенко Володимир Федорович
МПК: A23C 9/00
Мітки: дієтичного, спосіб, виробництва, морозива
Формула / Реферат:
1. Спосіб виробництва дієтичного морозива, що передбачає використання підсолоджувача, наповнювача, структуроутворювача, приготування суміші; її фільтрування, пастеризацію, гомогенізацію, охолодження, зберігання, фризерування, розфасування, за-калювання та дозакалювання морозива, який відрізняється тим, що застосовують продукти рослини Stevia rebaudiana Bertoni - сахарол чи водний екстракт із її листу як підсолоджувачі та сухі молочні...
Спосіб виробництва фруктового сорту молочного або вершкового морозива
Номер патенту: 23497
Опубліковано: 02.06.1998
Автор: Осецький Олександр Іванович
МПК: A23G 9/32
Мітки: сорту, вершкового, виробництва, фруктового, морозива, молочного, спосіб
Формула / Реферат:
Способ производства фруктового сорта молочного или сливочного мороженого на основе молочной смеси и плодово-ягодного сырья, включающий пастеризацию, фильтрование, охлаждение, взбивание, смешивание компонентов, фрезерование, закаливание и расфасовку, отличающийся тем, что плодово-ягодное сырье предварительно измельчают в криомельнице до получения фракций не более 40 мкм при температуре от минус 120 до 160°С и добавляют криоизмельченный порошок...
Лінія для виробництва біметалевих відливок
Номер патенту: 13247
Опубліковано: 28.02.1997
Автори: Тафінцев Володимир Борисович, Завілінський Анатолій Володимирович, Костенко Георгій Дмитрович, Іванов Сергій Михайлович, Буробін Віктор Аіанасьєвич, Бердниченко Віктор Іванович, Конопацький Василь Леонідович, Олійник Володимир Спиридонович, Дріщев Пьотр Моісєйовіч
МПК: B22D 19/00
Мітки: біметалевих, відливок, виробництва, лінія
Формула / Реферат:
(57)Линия для производства биметаллических отливок, преимущественно бил длямолотковых мельниц, содержащая многопозиционный карусельный стол с пульсирующим приводом поворота, установленными на нем и закрепленными на шарнирах литейными формами с направляющими роликами, загрузочное устройство для простановки заготовки в литейную форму, технологический шаговый конвейер с подъемным столом, устройством для ошлакования и нагревательным индуктором,...
Лінія для виробництва індикаторних смужок
Номер патенту: 13131
Опубліковано: 28.02.1997
Автори: Пшеничний Володимир Пилипович, Скічко Михайло Олександрович, Антипов Віктор Григорович
МПК: D21H 25/00
Мітки: виробництва, смужок, лінія, індикаторних
Формула / Реферат:
(57) 1. Линия для производства индикаторных полос, содержащая узел пропитки бумажной ленты индикаторным раствором, включающий ванну для этого раствора, узлы сушки индикаторной ленты, склеивания ее с полимерной подложкой, продольной и попе речной резки, приводы, отличающаяся тем, что узел пропитки дополнительно содержит наполнительный сосуд и насос для подачи индикаторного раствора в ванну, вы полненную с переливным отверстием, соединяющим ее...
Поточна лінія для виробництва сталевого мисливського дробу
Номер патенту: 4304
Опубліковано: 27.12.1994
Автори: Мудрук Леонід Олександрович, Затуловський Сергій Семенович
МПК: B22F 9/08
Мітки: мисливського, дробу, лінія, виробництва, сталевого, поточна
Формула / Реферат:
Поточная линия для производства стальной охотничьей дроби, включающая последовательно установленные плавильный агрегат, разливочное и распылительное устройства, камеру распыления, дешламационный грохот, сушильный агрегат, термическую печь, сортировочный грохот и связывающие их транспортные устройства, отличающаяся тем, что, с целью повышения качества получаемого продукта за счет стабилизации формы, повышения размерной однородности и...
Попередній патент: Привод каретки плосков’язальної машини
Наступний патент: Безалкогольний напій “мустанг”
Випадковий патент: Спосіб визначення антигенної спорідненості вірусу хвороби ауєскі модифікованим мікрометодом реакції нейтралізації