Абразивна паста
Номер патенту: 14784
Опубліковано: 18.02.1997
Автори: Гордашнік Кіра Зіновіївна, UА, Ерьоменко Юрій Анатолійович, UА, Нековаль Микола Миколайович

Формула / Реферат
Абразивная паста, содержащая парафин, олеиновую кислоту и абразивный микропорошок, отличающаяся тем, что она дополнительно содержит олеат цинка или олеат кальция, жир животный технический и уротропин, при следующем соотношении компонентов, мас.%:
Парафин 15-20
Олеиновая кислота 3-8
Абразивный порошок 40-60
Олеат цинка или
олеат кальция 15-22
Жир животный технический 3-8
Уротропин 1-3.
Текст
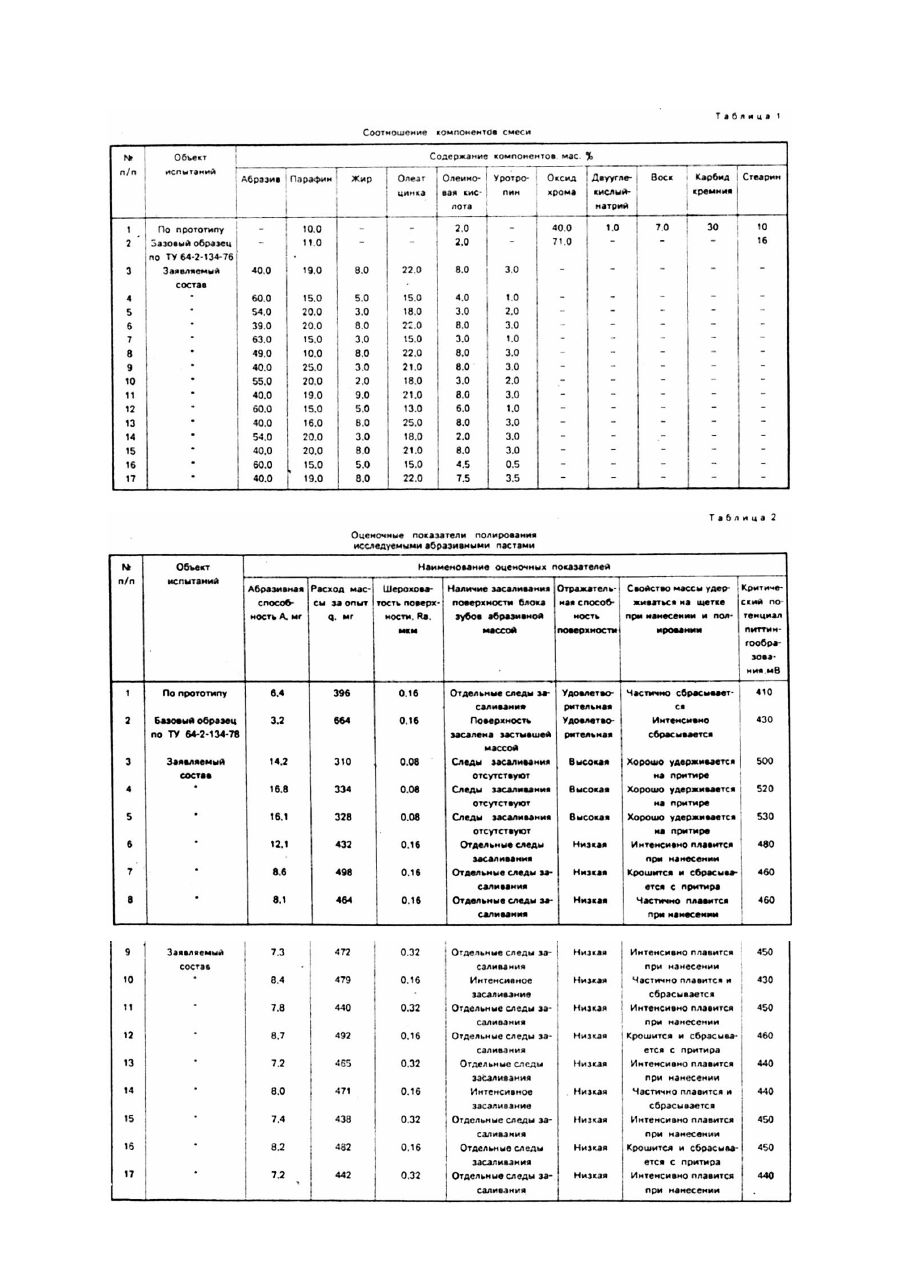
Изобретение относится к области обработки металлов и сплавов с помощью абразивных паст преимущественно для доводки сложнопрофильных, тонкостенных деталей из коррозионностойких и жаропрочных сталей эластичными кругами и может быть применено в различных областях те хники, например машиностроении, приборостроении, медицинской технике и т.д. Известна абразивная паста, содержащая (в мас.%): в качестве абразивного микропорошка поликристаллическую корундовую отходн ую массу производства синтетического корунда 69 72, парафин 8 - 10, олеиновую кислоту 2 - 3, керосин 1 - 2, стеарин - остальное (А.с. №834081, кл. C09K3/14, Бюл. №20, 1981). Недостатком такого состава пасты является низкая производительность обработки металлических сложнопрофильных изделий такими эластичными кругами, как волосяные, войлочные, фетровые, т.к. паста при нанесении интенсивно сбрасывается с рабочей поверхности круга. Недостатком пасты является также наличие в ней керосина, являющегося легковоспламеняемой жидкостью. Эти недостатки частично устранены в принятой нами за прототип абразивной доводочной пасте (А.с. №626106, кл. C09G1/02, Бюл. №36, 1978), содержащий (в мас.%): оксид хрома 30 - 50, парафин 8 - 10, стеарин 8 - 10, двууглекислый натрий 0,5 - 1,0, в качестве абразива микропорошок карбида кремния 20 - 40, олеиновая кислота 1 - 2, воск 5 - 8. Недостатком данной абразивной пасты является низкая производительность обработки, большой расход пасты, связанные со сбрасыванием ее с притира и необходимостью частого нанесения, с низкой скоростью восстановления вязкости пасты при снятии механической нагрузки, длительным временем приготовления пасты в связи с большим содержанием оксида хрома, комкующегося при перемешивании компонентов в процессе ее приготовления. Существеннейшим недостатком пасты является значительное содержание в ней оксида хрома (сесквиоксида хрома вредного вещества, которое по степени воздействия на организм относится к чрезвычайно опасным: предельно допустимая концентрация 0,01мг/м 3 (ГОСТ 12.1.007 - 76). В основу изобретения поставлена задача такого совершенствования состава абразивной пасты, при котором за счет введения дополнительных компонентов, исключения целою ряда имеющихся и изменения процентного соотношения обеспечивается увеличение адгезии абразивной пасты к инструменту (притиру), интенсификация разупрочнения поверхности обрабатываемого материала, повышение скорости восстановления вязкости пасты при снятии механической нагрузки и, как следствие, повышение производительности обработки с одновременным снижением расхода абразивной пасты и повышение ее экологичности, кроме того, за счет сокращения времени приготовления пасты обеспечивается улучшение ее технологичности. Для решения этой задачи известная абразивная паста, содержащая парафин, олеиновую кислоту и абразивный микропорошок, согласно изобретение дополнительно содержит олеат цинка или олеат кальция, жир животный технический и уротропин, при следующем соотношении компонентов, мас.%: Выбор конкретного вида абразива, как известно, в абразивной обработке, определяется химическим составом и физико-механическими характеристиками обрабатываемого материала, а также требованиями к шероховатости, отражательной способности и другим показателям обрабатываемой поверхности. Поскольку данную пасту наиболее целесообразно применять для обработки нержавеющих сталей, в таких случаях в качестве абразива, как правило, используют порошок электрокорунда зернистостью 5мкн (основная фракция). Нами были проведены эксперименты по использованию разных видов абразива для разных обрабатываемых материалов (зернистостью 2, 7, 10мкн), при этом существенного изменения показателей эффективности не наблюдалось. Что касается жира животного технического, то нами были выполнены эксперименты по применению различных животных жиров (говяжьего, бараньего, свиного), являющихся сложными эфирами глицерина и жирных кислот (Краткая химическая энциклопедия. - М., 1963. - В 5 - ти т.; Т.2. - С.67). Результаты показали, что каждый из используемых жиров, для которых основные физико-технические характеристики очень близки (плотность, йодное число, число омыления, температура плавления, процентное содержание треглицеридов насыщенных и ненасыщенных кислот), дает практически одинаковые результаты работоспособности паст. Проведенные сравнительные испытания распространенных металлических мыл из группы твердых показали, что в равной мере могут применяться такие металлические мыла, кок олеат цинка и олеат кальция, имеющие практически одинаковые эксплуатационные свойства при применении в абразивной пасте (Ящерицин П.И., Зайцев А.Г., Барборько А.И. Тонкие доводочные процессы обработки деталей машин и приборов. - Минск: Наука и техника, 1976. - 328с. - С.191). Суть нового механизма взаимодействия компонентов заявляемой совокупности, обеспечивающего перечисленные выше технические результаты, состоит в образовании на абразивных зернах нерастворимой в воде (гидрофобной) пленки, препятствующей их слипанию и тем самым защищающей абразивные зерна от самоистирания, при этом наличие уротропина способствует торможению кинетики электродных процессов, происходящих при коррозии металлов. Олеат цинка (олеат кальция) как металлическое мыло в процессе приготовления пасты образует трехмерный структурный каркас, в ячейках которого удерживается жир, Благодаря наличию структурного каркаса паста ведет себя при небольших нагр узках как твердое тело, подплавляясь при возрастании нагрузок, и вновь приобретает свойства твердого тела при снятии нагрузок. Наличие указанных ингредиентов в предлагаемой пасте исключает комкование абразивного порошка благодаря способности олеата цинка (олеата кальция) как гидрофобизующего поверхностко-активного вещества (П АВ) и жира образовывать адсорбционные слои на абразивных зернах, препятствующие их а грегированию и самоистиранию. Эффект разделения зерен от введения олеата цинка (олеата кальция) и жира усиливается уротропином благодаря его высокой смачивающей способности. В результате совместного применения олеата цинка (олеата кальция), жира и уротропина надежное разделение даже самых мелкодисперсных зерен повышает степень и скорость смешиваемости составляющих пасты при приготовлении и предотвращает от самоистирания абразивные зерна. Совместное введение указанных компонентов придает заявляемому составу высокую пластичность и структурную вязкость благодаря тому, что олеат цинка (олеат кальция) и жир являются хорошими пластификаторами, а уротропин за счет своей высокой смачивающей способности снижает внутреннее трение пасты, повышая скорость смешивания составляющих. Таким образом, введение олеата цинка (олеата кальция), жира и уротропина в заявляемую пасту улучшает ее те хнологичность путем сокращения времени приготовления за счет повышения степени и скорости смешиваемости ее составляющих. Образование на поверхности абразивных зерен поверхностно-активного слоя олеата цинка (олеата кальция), жира и уротропина на стадии приготовления состава снижает подвижность абразивных зерен в момент перехода неабразивных составляющи х массы в жидкое состояние как в процессе нанесения пасты на притир, так и при полировании, что обеспечивает снижение ее расхода. Благодаря высоким адсорбционным свойствам олеата цинка (олеата кальция), жира и уротропина и высокой пластичности заявляемой пасты, увеличивается адгезия к притиру, а под действием центробежной силы паста значительно меньше сбрасывается с притира при нанесении, под действием собственного веса не растекается, удерживаясь более продолжительное время на притире. Сравнительно низкое внутреннее трение предлагаемого состава наряду с его высокими адсорбционными свойствами обеспечивает равномерное нанесение достаточно тонких слоев пасты на притир и ее равномерное распределение на обрабатываемой поверхности, способствуя снижению расхода пасты, повышению производительности полирования и высокой стабильности процесса полирования, что в свою очередь положительно влияет на качестве обработки. Высокая скорость восстановления у заявляемой пасты свойств твердого тела, главным образом вязкости, при снятии механической нагрузки (после нанесения пасты на притир, после прекращения контакта притира с обрабатываемой поверхностью), связанная с пластифицирующими, а также адсорбционными свойствами дополнительно вводимых в состав пасты ингредиентов, способствуют как снижению ее расхода, так и повышению производительности полирования в связи с существенным уменьшением количества намазок пасты на притир. Содержание в пасте предлагаемых ингредиентов обеспечивает наличие в зоне контакта пленок, возникающих в результате химической адсорбции и поверхностной реакции, а также адсорбционных смазочных слоев олеата цинка (олеата кальция) и жира, непосредственно наносимых на металл при полировании, что препятствует появлению непосредственного контакта поверхности с притиром и способствует адсорбционному понижению прочности поверхностного слоя металла и интенсификации разупрочнения поверхности обрабатываемого материала. Процесс роста пленочных слоев, связанных с введением в заявляемый состав олеата цинка (олеата кальция) и жира, их адгезионное сцепление с металлической поверхностью и фрикционные свойства не только интенсифицируются действием уротропина, обладающего высокой смачивающей способностью и способностью адсорбироваться на границе раздела фаз; уротропин способствует образованию более сплошных пленок, повышая их термомеханические свойства. Приведенные доводы показывают, что технические результаты, впервые достигаемые нами, обеспечиваются одновременной реализацией всех существенных признаков предложения, следовательно, оно соответствует критерию "изобретательский уровень". Примеры конкретного выполнения. Для изготовления абразивной пасты в расплавленный до 80 ... 850°C олеат цинка (цинк олеиновокислый ТУ 6 - 09 - 14 - 1573 - 78) вводили уротропин (уротропин технический ГОСТ 1381 73) и выдерживали при данной температуре до образования гомогенной смеси. В полученный расплав добавляли жир животный технический (жир говяжий - ГОСТ 1045 - 73) и парафин (парафин нефтяной твердый ГОСТ 23683 - 79) и перемешивали до полного их растворения при указанной температуре. Затем смесь охлаждали до 60 ... 650°C, поддерживая при этой температуре, вводили олеиновую кислоту (олеиновая кислота техническая ГОСТ 7580 - 55). В качестве абразивного микропорошка использовали микропорошок электрокорунда нормального марки 14А (материалы шлифовальные из электрокорунда, ОСТ 2 MT71 5 - 84) зернистостью 5мкн. В качестве абразива могут использоваться и другие виды абразива, в частности карбид кремния, карбид титана, синтетические алмазы, кубический нитрид бора и т.д., любой из известных абразивов. Перемешивая, пасту охлаждали до 50°C и, поддерживая указанную температур у, перемешивали в течение 45мин. После этого пасту разливали в формы, обеспечивающие получение брикетов абразивной пасты диаметром 35мм и высотой 50мм, в которых пасту выдерживали до полного застывания. Заявляемая абразивная паста представляет собой твердый продукт от светло-серого до коричневого или черного цвета, ингредиенты которого равномерно распределены по всему объему абразивной пасты. По указанной выше технологии были изготовлены брикеты заявляемой абразивной пасты с различным количественным соотношением ингредиентов. Для сравнения были также изготовлен брикеты абразивной пасты, принятой нами за прототип. Количественное соотношение ингредиентов в образцах абразивных паст заявляемого и состава по прототипу приведены в табл.1. Эксплуатационные испытания проводились на образцах-блоках зубов стальных фасона БВ6 по ТУ 64 - 2 - 166 - 77 из нержавеющей стали марки 36Х18Н25С2 ГОСТ 5632 - 72. Выбор таких образцов обусловлен тем, что позволяет оценить качество полирования сложнопрофильных поверхностей и проконтролировать наличие засаливания таких поверхностей. В качестве притира использовались щетки волосяные технические ЩТШ (щетки и кисти технические, ОСТ 17 - 830 - 80). В процессе испытаний абразивная паста наносилась вручн ую на вращающуюся с рабочей скоростью 3000мин -1 щетку в течение 5сек, блок зубов полировался вручн ую в течение 2мин таким образом, чтобы обеспечивалось полирование 4 - х з убов блока. Для каждого условия испытаний проводилось 10 параллельных опытов. После окончания каждого опыта образец промывался, высушивался на воздухе и взвешивался, а щетка очищалась от остатков абразивной пасты на рабочей скорости. Определялись следующие оценочные показатели процесса полирования; - абразивная способность пасты; - расход пасты за опыт; шероховатость и отражательная способность полированной поверхности; - свойство абразивной пасты удерживаться на щетке при нанесении и полировании; - наличие засаливания поверхности блока зубов абразивной пастой; - коррозионное поведение полированной поверхности. Абразивная способность определялась в миллиграммах по разности масс блока зубов до и после полирования. Расход пасты за опыт определялся в миллиграммах по разности масс брикета до и после нанесения на щетку. Блоки зубов и брикеты абразивной пасты взвешивались на аналитических веса х модели АДВ-200. Оценка шероховатости обработанной поверхности осуществлялась путем сравнения полированной поверхности блока зубов с аттестованными образцами (шероховатость полированной поверхности сравнивалась с поверхностью образца соответствующего интервала шероховатости, изготовленного из нержавеющей стали той же марки). Отражательная способность поверхности блока зубов, полированных различными образцами абразивных паст, определялась визуально при сравнении с эталонными блоками зубов, полированных базовым образцом пасты (паста полировочная, ТУ 64 - 2 - 194 - 76). Наличие засаливания поверхности блока зубов абразивной пастой и свойство абразивной пасты удерживаться на щетке при нанесении и полировании определялась визуально. Коррозионное поведение полированной поверхности нержавеющей стали изучалось методом ускоренных электрохимических испытаний на потенциостате мод. ПИ-50 - 1 путем определения при анодной потенциодинамической поляризации основной характеристики устойчивости нержавеющей стали к питгинговой коррозии критического потенциала питтингообразования. В качестве агрессивной среды использовался раствор Рингера - Лотта, имитирующий состав слюны. Испытания заявляемой абразивной массы, а также выбранных в качестве прототипа и базового образца были проведены по описанной выше методике. Результаты испытаний образцов абразивных паст сравниваемых составов приведены в табл.2. Как следует из анализа данных табл.1 и 2, наличие в заявляемом составе абразив* ной пасты олеата цинка, жира и уротропина и заявляемые количественные соотношения ингредиентов абразивной пасты, приведенные в примерах 3 5, позволяют получить существенный технический эффект по сравнению с прототипом (прим.1), базовым образцом (прим.2) и заявляемым составом с другими количественными соотношениями ингредиентов, чем в примерах 3 - 5, а именно: повышение абразивной способности пасты и снижение ее расхода, минимальные значения параметра шероховатости Ra полированной поверхности и отсутствие на ней следов засаливания, высокую отражательную способность, улучшенное удержание абразивной пасты на притире при ее нанесении и в процессе полирования, минимальную склонность поверхностного слоя металла к коррозии под действием агрессивной среды - наиболее положительное значение потенциала питтингообразования. Таким образом, варианты состава заявляемой абразивной пасты, в которых ингредиенты содержатся в количественных соотношениях, приведенных в примерах 3 - 5 (табл. 1), обеспечивают наилучшие оценочные показатели процесса полирования. Так, абразивная способность заявляемой абразивной пасты оптимального состава повышается более чем в 4 раза, а ее расход снижается до 2 раз по сравнению с базовым образцом (соответствующие примеры табл.2). Следует отметить, что на рост производительности полирования влияет не только повышение абразивной способности заявляемого состава пасты, а также уменьшение числа намазок пасты за счет улучшения удержания ее на притире.
ДивитисяДодаткова інформація
Назва патенту англійськоюAbrasive paste
Автори англійськоюHordashnik Kira Zinoviina, Eriomenko Yurii Anatoliovych
Назва патенту російською?????????я ?????
Автори російськоюГордашник Кира Зиновьевна, Ерёменко Юрий Анатолиевич
МПК / Мітки
Код посилання
<a href="https://ua.patents.su/4-14784-abrazivna-pasta.html" target="_blank" rel="follow" title="База патентів України">Абразивна паста</a>
Абразивна паста

Номер патенту: 11391
Опубліковано: 25.12.1996
Автори: Лавриненко Валентина Василівна, Дебека Аурелій Миколайович, Мошковський Євген Іванович, Мальцева Ірина Миколаївна, Клименко Юрій Іванович, Кабиш Лідія Григорівна, Марек Емілія Вікторівна, Макаренко Галина Миколаївна
МПК: C09G 1/00
Формула / Реферат:
Абразивная паста для финишной обработки стальных деталей твердостью HRC 62-65, работающих в парах трения, содержащая абразивный порошок, диселенид молибдена, минеральное масло, стеариновую и олеиновую кислоты, отличающаяся тем, что, с целью повышения производительности и качества обработки, она в качестве абразивного порошка содержит смесь микропорошков карбида титана 60/40-5/3 и композиционного материала BCTi 5 40/28-3/2, причем...
Притирально-доводочна паста
Номер патенту: 63
Опубліковано: 30.04.1993
Автори: Дегтярьов Валерій Панасович, Осейко Микола Миколайович, Осейко Микола Іванович
МПК: C09G 1/00
Мітки: паста, притирально-доводочна
Формула / Реферат:
Притирочно-доводочная паста, содержащая абразивный порошок, карбоновые кислоты и минеральное масло, отличающаяся тем, что она в качестве карбоновых кислот содержит жирные кислоты соапстоков светлых растительных масел и/или стеарин и дополнительно пигмент керамический ферритовый или отходы механической обработки ферритовых изделий и карбамид при следующем соотношении компонентов в мас. %: абразивный порошок ...
Паста для лікування пародонтиту
Номер патенту: 2638
Опубліковано: 26.12.1994
Автори: Петрушанко Володимир Миколаєвич, Баранов Михайло Олександрович, Федорина Андрій Петрович, Ковальов Євгеній Вікторович, Почерняєва Вікторія Федорівна, Гранько Марина Аркадіївна
Мітки: пародонтиту, лікування, паста
Формула / Реферат:
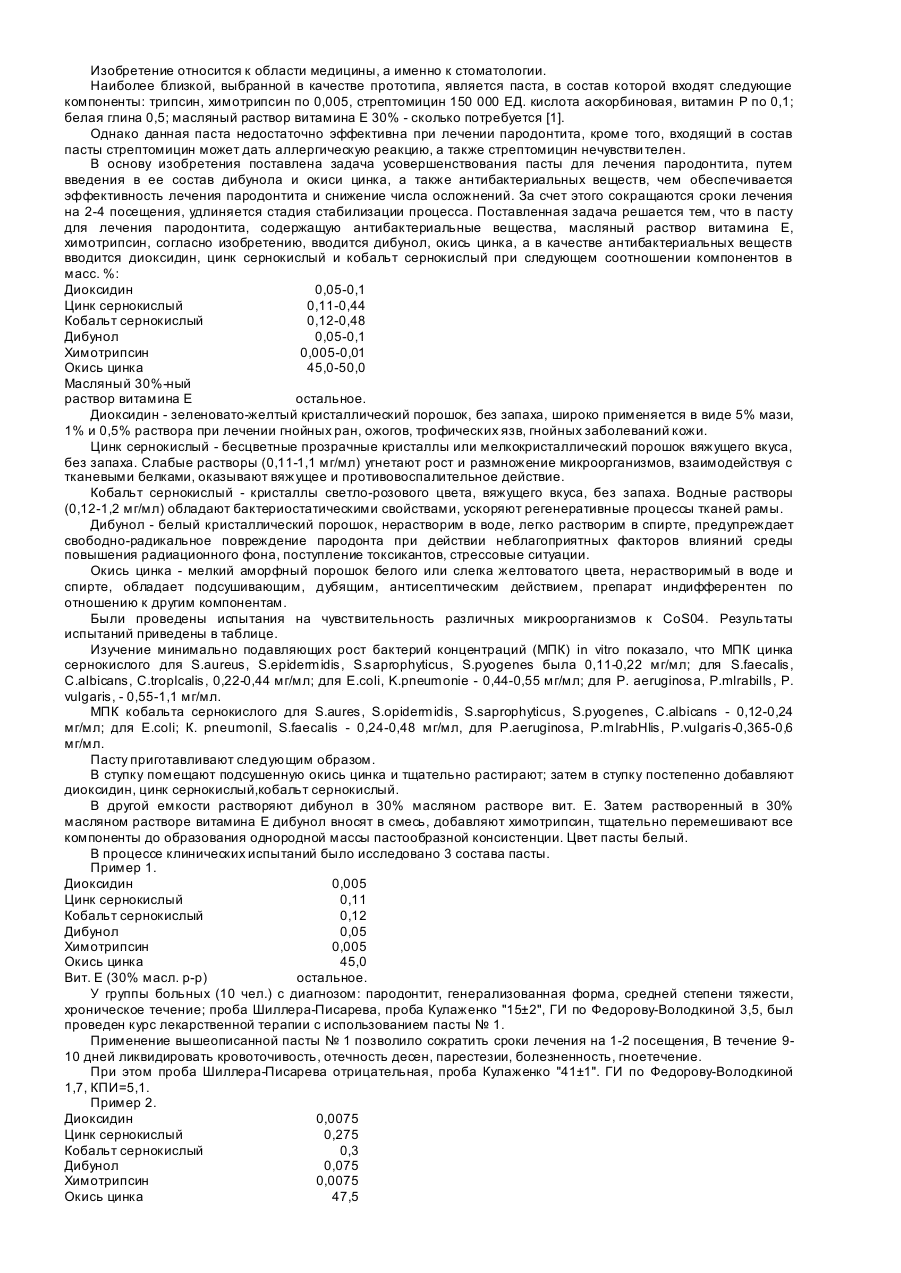
Паста для лечения пародонтита, содержащая антибактериальные вещества, масляный раствор витамина Е, химотрипсин, отличающаяся тем, что она дополнительно содержит дибунол, окись цинка, а в качестве антибактериальных веществ используют диоксидин, цинк сернокислый и кобальт сернокислый при следующем соотношении компонентов (в масс. %) Диоксидин 0,05-0,1 Цинк сернокислый 0,11-0,44 ...
Зубна паста

Номер патенту: 9749
Опубліковано: 30.09.1996
Автори: Соскова Ліда Миколаівна, Ікономов Тоні Георгієв
МПК: A61K 8/20, A61K 8/24, A61K 8/04
Формула / Реферат:
Зубная паста, содержащая мел, увлажнитель, загуститель, лаурилсульфат натрия, сахарин, антисептик, ароматизатор и воду, отличающаяся тем, что она дополнительно содержит карбамид, бланозу, бентонит, бронопол, нипагин и нипазол, а в качестве увлажнителя она содержит полиэтиленгликоль-400, в качестве загустителя - аэросил 200, в качестве антисептика - натрий монофторфосфат при следующем соотношении компонентов, мас.%:мел...
Паста для матування поверхні скла
Номер патенту: 9694
Опубліковано: 30.09.1996
Автори: Гойхман Валерій Юрійович, Москаленко Антоніна Михайлівна, Кобцева Наталія Львівна, Іотковська Людмила Михайлівна, Райхель Олександр Михайлович
МПК: C03C 15/00
Мітки: паста, скла, матування, поверхні
Формула / Реферат:
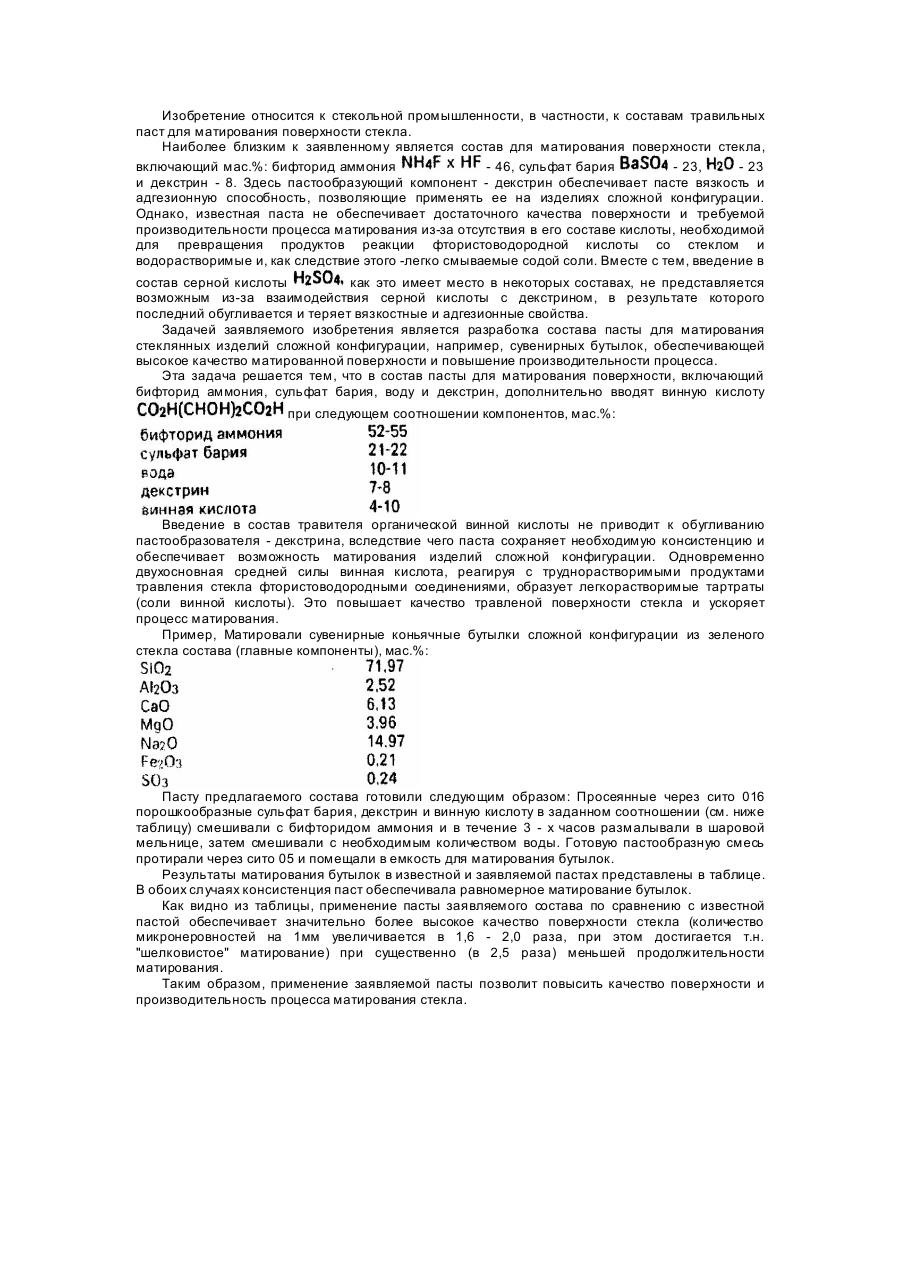
Паста для матирования поверхности стекла, включающая бифторид аммония, сульфат бария, декстрин и воду, отличающаяся тем, что она дополнительно содержит винную кислоту при следующем соотношении компонентов, % маc.:бифторид аммония 52-55сульфат бария 21-22декстрин 7-8винная кислота 4-10вода...
Попередній патент: Спосіб лікування свіжих внутрісуглобових переломів шийки стегневої кістки
Наступний патент: Пристрій для регулювання подання палива в двигун внутрішнього згоряння
Випадковий патент: Машина брикетувальна