Машина для гнуття одночасно двох протилежних кромок листів
Номер патенту: 15880
Опубліковано: 30.06.1997
Автори: Заплаткін Юрій Ананійович, Семиволос Микола Григорович, Калінушкін Павло Микитович, Танічев Олексій Григорійович
Формула / Реферат
(57) Машина для подгибки одновременно двух противоположных кромок листов, содержащая установленные на станине опору, с рабочей поверхностью для размещения листа, горизонтальные направляющие, ползуны, смонтированные на горизонтальных направляющих с возможностью возвратно-поступательного перемещения, поворотные оправки с рабочей поверхностью, соответствующей профилю загибаемых кромок, закрепленные на ползунах, привод, отличающаяся тем, что центры поворота оправок смонтированы с возможностью вертикального перемещения, в теле оправок в начале профильного участка выполнен фигурный паз, входная часть которого наклонена под углом 30-45° к рабочей поверхности опоры, при этом опора смонтирована с возможностью вертикального перемещения, синхронного с перемещением оправок.
Текст
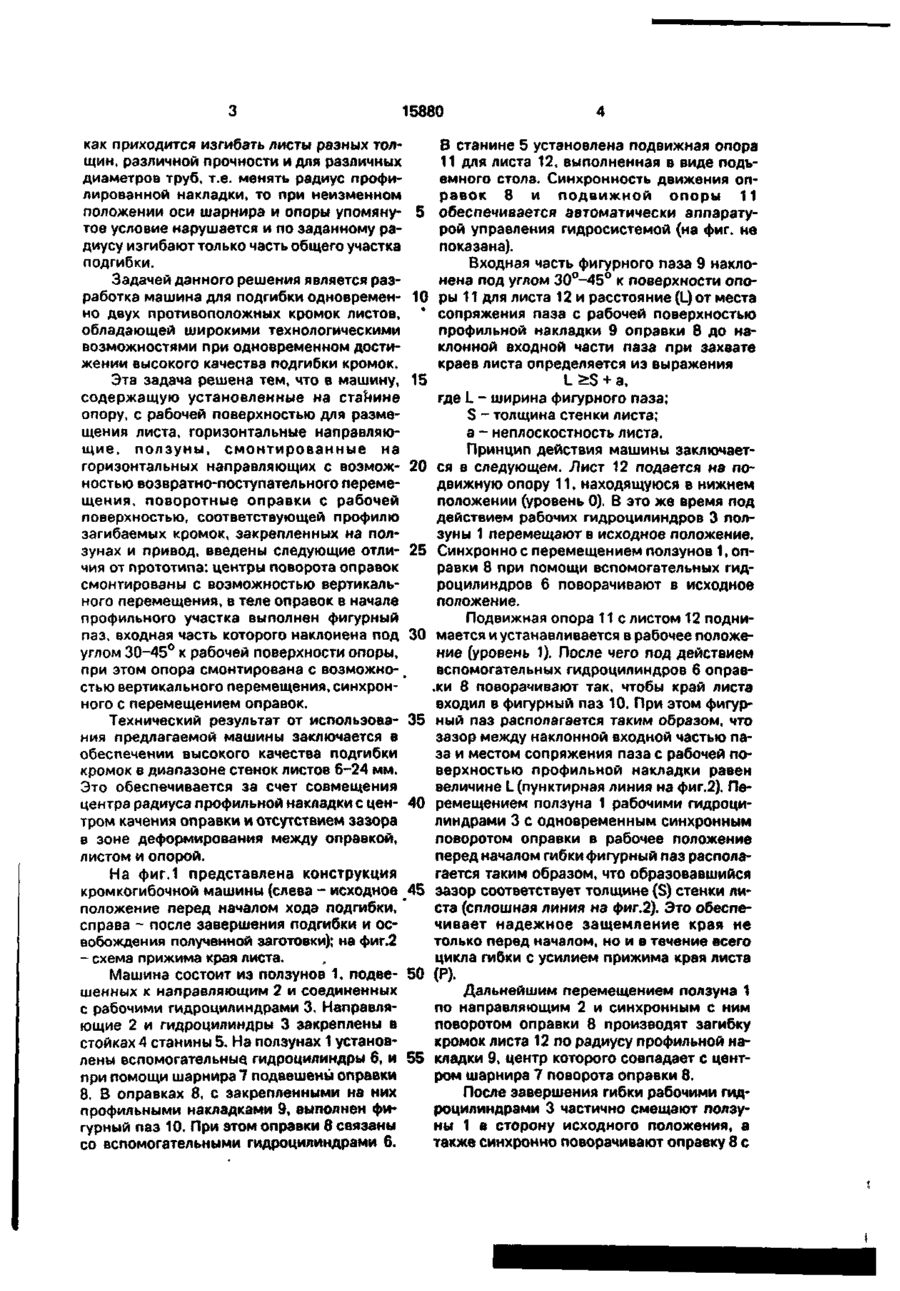
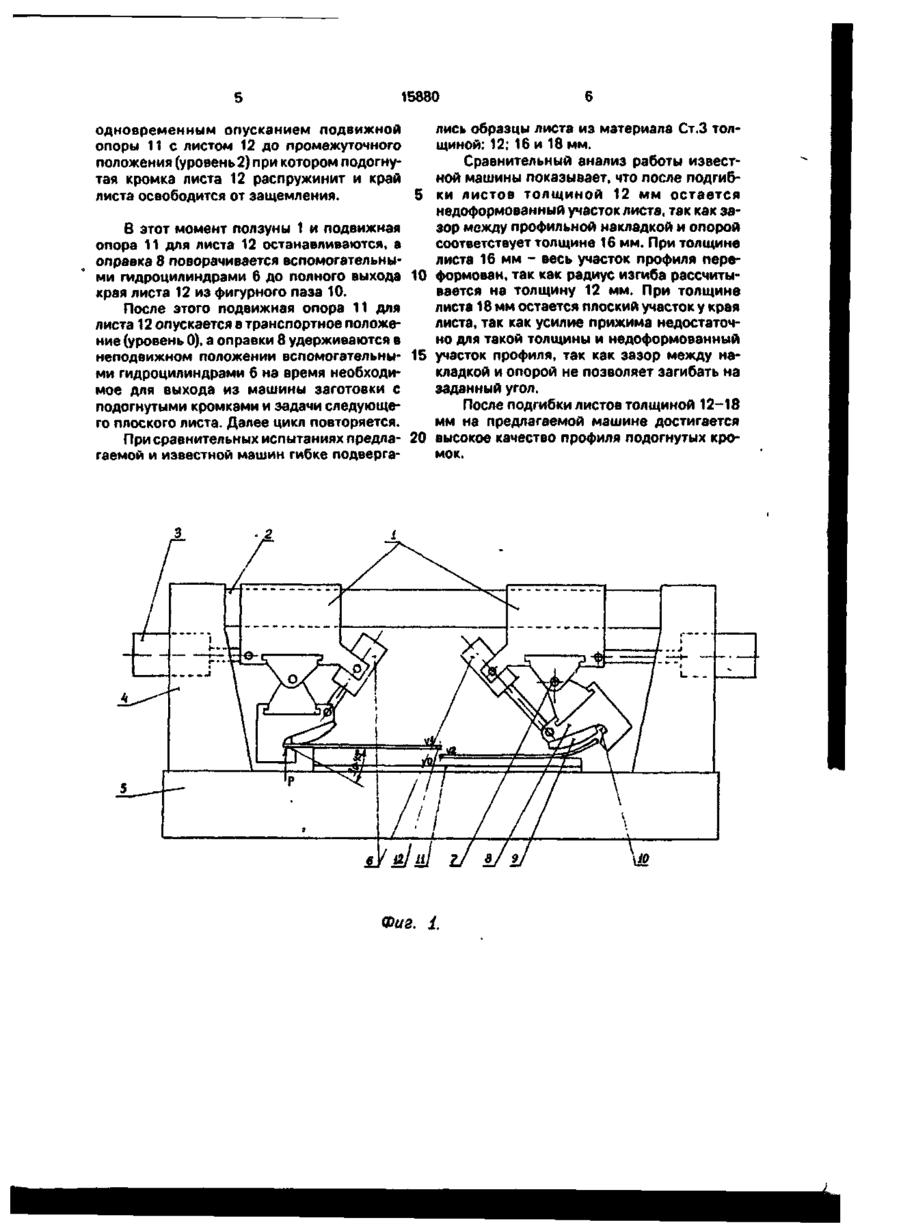
Машина для подгибки одновременно двух противоположных кромок листов, содержащая установленные на станине опору, с рабочей поверхностью для размещения листа, горизонтальные направляющие, ползуны, смонтированные на горизонтальных направляющих с возможностью возвратнопоступательного перемещения, поворотные оправки с рабочей поверхностью, соответствующей профилю загибаемых кромок, закрепленные на ползунах, привод, о т л и ч а ю щ а я с я тем, что центры поворота оправок смонтированы с возможностью вертикального перемещения, в теле оправок в начале профильного участка выполнен фигурный паз, входная часть которого наклонена под углом 30-45° к рабочей поверхности опоры, при этом опора смонтирована с возможностью вертикального перемещения, синхронного с перемещением оправок. Изобретение относится к трубному производству и может быть использовано при формовке заготовок электросварных труб большого диаметра. Известна машина для подгибки одновременно двух противоположных кромок листов, содержащая установленные на станине опору, с рабочей поверхностью для размещения листа, горизонтальные направляющие, ползуны, смонтированные на горизонтальных направляющих с возможностью возвратно-поступательного перемещения, поворотные оправки с рабочей поверхностью, соответствующей профилю загибаемых кромок, закрепленные на ползунах, и привод. При этом машина снабжена механизмом зажима листа, выполненного в виде прижимного бруса, соединенного через клинья с поршнями гидроцилиндров. Технологические возможности данной машины невелики, т.к. качественно на ней можно осуществить подгиб кромок толщиной не более 16 мм. Это связано с тем, что при увеличении толщины стенки свыше 16 мм в процессе подгибки резко возрастает плоский участок у края листа, приводящий к образованию так называемой "крыши". Последнее при сборке готовой заготовки приводит к снижению качества сварки кромок. Кроме того, указанная машина позволяет качественно изогнуть кромку листа по радиусу профильной накладки только в том случае, если расстояние от оси шарнира подвести оправки до рабочей поверхности профильной накладки точно соответствует ее радиусу. А так с > ел 00 со о о 15880 как приходится изгибать листы разных толВ станине 5 установлена подвижная опора щин, различной прочности и для различных 11 для листа 12, выполненная в виде подъдиаметров труб, т.е. менять радиус профиемного стола. Синхронность движения оплированной накладки, то при неизменном равок 8 и подвижной опоры 11 положении оси шарнира и опоры упомяну- 5 обеспечивается автоматически аппаратутое условие нарушается и по заданному рарой управления гидросистемой (на фиг. не диусу изгибают только часть общего участка показана). подгибки. Входная часть фигурного паза 9 наклоЗадачей данного решения является разнена под углом 30°-45° к поверхности опоработка машина для подгибки одновремен- 10 ры 11 для листа 12 и расстояние (L) от места но двух противоположных кромок листов, * сопряжения паза с рабочей поверхностью обладающей широкими технологическими профильной накладки 9 оправки 8 до навозможностями при одновременном достиклонной входной части паза при захвате жении высокого качества подгибки кромок. краев листа определяется из выражения Эта задача решена тем, что в машину, 15 L >S + а, содержащую установленные на станине где L - ширина фигурного паза; опору, с рабочей поверхностью для размеS - толщина стенки листа; щения листа, горизонтальные направляюа - неплоскостность листа. щие, ползуны, смонтированные на Принцип действия машины заключаетгоризонтальных направляющих с возмож- 20 ся в следующем. Лист 12 подается на поностью возвратно-поступательного перемедвижную опору 11, находящуюся в нижнем щения, поворотные оправки с рабочей положении (уровень 0). В это же время под поверхностью, соответствующей профилю действием рабочих гидроцилиндров 3 ползагибаемых кромок, закрепленных на ползуны 1 перемещают в исходное положение. зунах и привод, введены следующие отли- 25 Синхронно с перемещением ползунов 1, опчия от прототипа: центры поворота оправок равки 8 при помощи вспомогательных гидсмонтированы с возможностью вертикальроцилиндров б поворачивают в исходное ного перемещения, в теле оправок в начале положение. профильного участка выполнен фигурный Подвижная опора 11с листом 12 поднипаз, входная часть которого наклонена под 30 мается и устанавливается в рабочее положеуглом 30-45° к рабочей поверхности опоры, ние (уровень 1). После чего под действием при этом опора смонтирована с возможновспомогательных гидроцилиндров 6 оправстью вертикального перемещения, синхрон.ки 8 поворачивают так, чтобы край листа ного с перемещением оправок. входил в фигурный паз 10. При этом фигурТехнический результат от использова- 35 ный паз располагается таким образом, что ния предлагаемой машины заключается в зазор между наклонной входной частью паобеспечении высокого качества подгибки за и местом сопряжения паза с рабочей покромок в диапазоне стенок листов 6-24 мм. верхностью профильной накладки равен Это обеспечивается за счет совмещения величине L (пунктирная линия на фиг.2). Пецентра радиуса профильной накладки с цен- 40 ремещением ползуна 1 рабочими гидроцитром качения оправки и отсутствием зазора линдрами 3 с одновременным синхронным в зоне деформирования между оправкой, поворотом оправки в рабочее положение листом и опорой. перед началом гибки фигурный паз располагается таким образом, что образовавшийся На фиг.1 представлена конструкция кромкогибочной машины (слева - исходное 45 зазор соответствует толщине (S) стенки листа (сплошная линия на фиг.2). Это обеспеположение перед началом хода подгибки, чивает надежное защемление края не справа - после завершения подгибки и остолько перед началом, но и в течение всего вобождения полученной заготовки); на фиг.2 цикла гибки с усилием прижима края листа - схема прижима края листа. Машина состоит из ползунов 1, подве- 50 (Р). Дальнейшим перемещением ползуна 1 шенных к направляющим 2 и соединенных по направляющим 2 и синхронным с ним с рабочими гидроцилиндрами 3. Направляповоротом оправки 8 производят загибку ющие 2 и гидроцилиндры 3 закреплены в кромок листа 12 по радиусу профильной настойках 4 станины 5. На ползунах 1 установлены вспомогательные гидроцилиндры б, и 55 кладки 9, центр которого совпадает с центром шарнира 7 поворота оправки 8. при помощи шарнира 7 подвешены оправки После завершения гибки рабочими гид8. В оправках 8, с закрепленными на них роцилиндрами 3 частично смещают ползупрофильными накладками 9, выполнен фины 1 в сторону исходного положения, а гурный паз 10. При этом оправки в связаны также синхронно поворачивают оправку 8 с со вспомогательными гидроцилиндрами 6. 15880 лись образцы листа из материала Ст.З толщиной: 12; 16 и 18 мм. Сравнительный анализ работы известной машины показывает, что после подгибки листов толщиной 12 мм остается недоформованный участок листа, так как зазор между профильной накладкой и опорой В этот момент ползуны 1 и подвижная соответствует толщине 16 мм. При толщине опора 11 для листа 12 останавливаются, а листа 16 мм - весь участок профиля переоправка 8 поворачивается вспомогательными гидроцилиндрами 6 до полного выхода 10 формован, так как радиус изгиба рассчитывается на толщину 12 мм. При толщине края листа 12 из фигурного паза 10. листа 18 мм остается плоский участок у края После этого подвижная опора 11 для листа, так как усилие прижима недостаточлиста 12 опускается в транспортное положено для такой толщины и недоформованный ние (уровень 0), а оправки 8 удерживаются в неподвижном положении вспомогательны- 15 участок профиля, так как зазор между накладкой и опорой не позволяет загибать на ми гидроцилиндрами б на время необходизаданный угол. мое для выхода из машины заготовки с подогнутыми кромками и задачи следующеПосле подгибки листов толщиной 12-18 го плоского листа. Далее цикл повторяется. мм на предлагаемой машине достигается При сравнительных испытаниях предла- 20 высокое качество профиля подогнутых кромок. гаемой и известной машин гибке подвергаодновременным опусканием подвижной опоры 1 1 с листом 12 до промежуточного положения (уровень 2) при котором подогнутая кромка листа 12 распружинит и край 5 листа освободится от защемления. use Фиг. 1. 15880 Фиг. 2 Техред М.Моргентал Замовлення 4205 Коректор Л.Лукач Тираж Підписне Державне патентне відомство України, 254655, ГСП, КиТв-53, Львівська пл., 8 Відкрите акціонерне товариство "Патент", м. Ужгород, вул.Гагаріна, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюMachine for simultaneous bending of two opposite edges of sheets
Автори англійськоюKalynushkin Pavlo Mykytovych, Zaplatkin Yurii Ananiiovych, Tanichev Oleksii Hryhoriiovych, Semyvolos Mykola Hryhorovych
Назва патенту російськоюМашина для гибки одновременно двух противоположных кромок листов
Автори російськоюКалинушкин Павел Никитович, Заплаткин Юрий Ананьевич, Таничев Алексей Григорьевич, Семиволос Николай Григорьевич
МПК / Мітки
МПК: B21D 5/04
Мітки: машина, одночасної, кромок, протилежних, двох, гнуття, листів
Код посилання
<a href="https://ua.patents.su/4-15880-mashina-dlya-gnuttya-odnochasno-dvokh-protilezhnikh-kromok-listiv.html" target="_blank" rel="follow" title="База патентів України">Машина для гнуття одночасно двох протилежних кромок листів</a>
Комбінована машина для вирівнювання поверхні і внесення гербіцидів одночасно з обробітком грунту
Номер патенту: 8791
Опубліковано: 30.09.1996
Автори: Проценко Олексій Онуфрійович, Бернасовський Костянтин Костянтинович, Мирошниченко Леонід Федорович, Сегеда Іван Васильович, Миргород Михайло Якович, Маковецький Олег Андрійович, Журавльов Григорій Павлович, Лібінсон Ігор Юхимович, Полушкін Олексій Володимирович, Глуховський Владіслав Станіславович, Чернявський Георгій Васильович
МПК: A01B 49/02, A01B 49/04
Мітки: машина, гербіцидів, внесення, обробітком, грунту, одночасної, поверхні, вирівнювання, комбінована
Формула / Реферат:
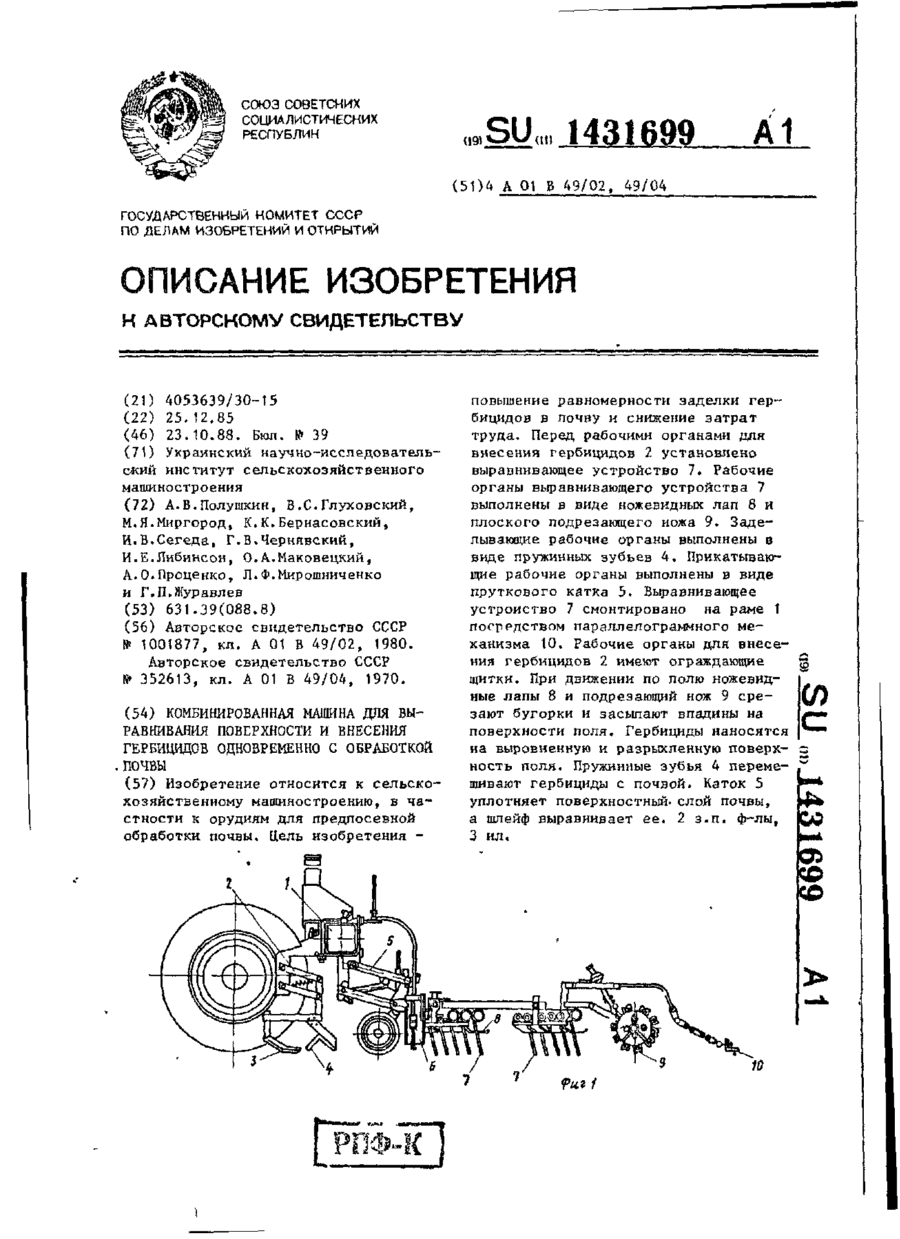
1. Комбинированная машина для выравнивания поверхности и внесения гербицидов одновременно с обработкой почвы, содержащая раму с опорными колесами, смонтированные на ней посредством пареллелограммных механизмов рабочие органы для внесения гербицидов, заделки их в почву и прикатывания поверхности поля, отличающаяся тем, что, с целью повышения равномерности заделки гербицидов в почву и снижения затрат труда, машина снабжена установленным...
Спосіб укладки листів у пакет
Номер патенту: 538
Опубліковано: 15.12.1993
Автори: Кундін Станіслав Ісакович, Бурлика Анатолій Пилипович, Фрідман Роман Аркадійович, Гелев Георгій Наумович, Ларіонов Михайло Тихонович, Вінокур Юрій Натанович
МПК: B65H 31/00, B65G 5/00, B65G 57/02
Мітки: листів, укладки, спосіб, пакет
Формула / Реферат:
Способ укладки листов в пакет, включающий подачу листов транспортирующим приспособлением в горизонтальной плоскости с последующим гравитационным перемещением и укладкой первого - на L-образную площадку, последующих - на предыдущие с размещением упомянутой площадки наклонно вниз по направлению движения листов до начала их укладки и последующим по мере набора пакета, пошаговым поворотом уложенных листов посредством поворота площадки вокруг...
Штамп для гнуття деталей
Номер патенту: 13353
Опубліковано: 28.02.1997
Автори: Кім Ен Ун, Шупік Микола Семенович
МПК: B21D 22/02
Формула / Реферат:
(57) Штамп для гибки деталей, содержащий пуансон, смонтированный с возможностью поступательного перемещения, пару гибочных роликов с рабочими поверхностями, зубчатыми венцами и приводом принудительного вращения в виде зубчатой рейки, связанной с зубчатыми венцами гибочных роликов, и кулачки для подгибки гтолок изделия, отличающийся тем, что зубчатая рейка выполнена цельной и жестко связана с пуансоном, рабочая поверхность гибочных роликов...
Пристрій для подання листів у оброблюючий вузол
Номер патенту: 13036
Опубліковано: 28.02.1997
Автор: Отмар Штігер
МПК: B65H 3/08, B65G 59/06
Мітки: оброблюючий, листів, пристрій, вузол, подання
Формула / Реферат:
(57)1. Устройство для подачи листов в обрабатывающий узел, содержащее вертикальные направляющие для штабеля листов, размещенный под ними захватно-передающий механизм, включающий в себя смонтированное на связанном с приводом носителе захватное приспособление для взаимодействия с нижней поверхностью листа и средство для транспортирования листа в обрабатывающий узел, отличающееся тем, что на носителе посредством горизонтальных осей закреплены...
Потокова лінія для збирання та зварювання пакетів для вироблення двошарових листів
Номер патенту: 2798
Опубліковано: 26.12.1994
Автори: Рибінов Володимир Артемійович, Сумський Євген Ілліч, Скороход Микола Михайлович, Роганський Іван Юхимович, Бородін Леонід Олександрович, Васильчишин Ярослав Гаврилович, Димитров Назарей Вікторович
МПК: B23K 20/04
Мітки: лінія, зварювання, двошарових, потокова, пакетів, вироблення, збирання, листів
Формула / Реферат:
Поточная линия при сборке и сварке пакетов для производства двухслойных листов, содержащая установленные по ходу технологического процесса и соединенные между собой транспортными средствами устройство для сборки пакетов и сварочные установки, отличающаяся тем, что она снабжена дополнительными (2...8) сварочными установками, каждая из которых выполнена в виде размещенного на уровне пола с возможностью вращения в двух плоскостях стола с...
Попередній патент: Адаптер канал-канал
Наступний патент: Підйомно-транспортний пристрій для монтажу обладнання у цехах та інших вантажопідйомних робіт
Випадковий патент: Водонапірний тунель