Автоматична лінія механічної обробки корпусних деталей
Формула / Реферат
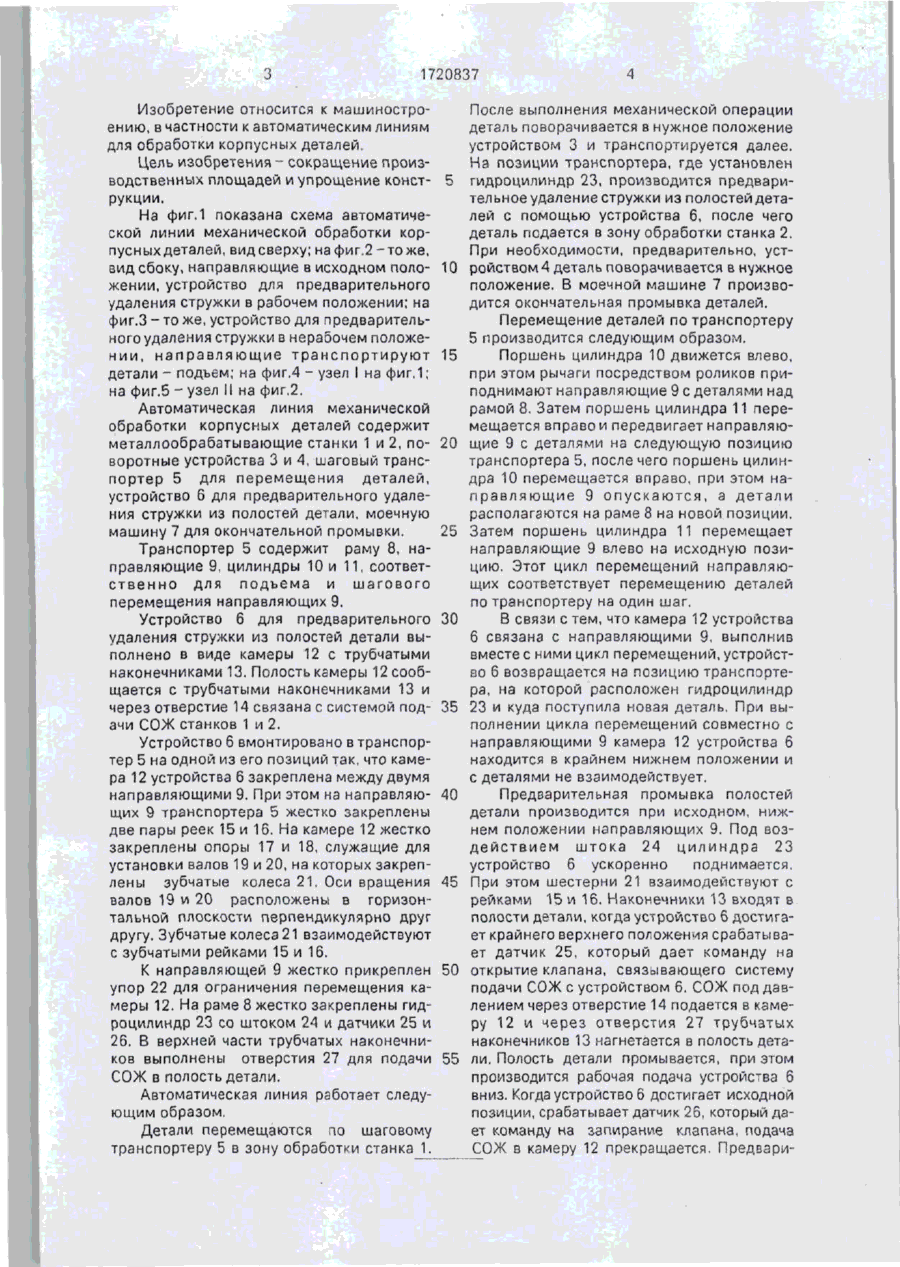
1. Автоматическая линия механической обработки корпусных деталей, содержащая металлообрабатывающие станки, установленные вдоль шагового транспортера, включающего направляющие и привод шагового перемещения, трубопровод системы подачи смазочно-охлаждающей жидкости, связанный с устройством для предварительного удаления стружки из полостей детали, и моечную машину окончательной промывки, отличающаяся тем, что, с целью сокращения производственных площадей и упрощения конструкции, устройство для предварительного удаления стружки из полостей детали выполнено в виде камеры с трубчатыми наконечниками, установленной на направляющих конвейера с возможностью совместного с последним перемещения и снабжено приводом возвратно-поступательного перемещения в вертикальной плоскости относительно направляющих, при этом в верхней части трубчатых наконечников выполнены отверстия для подачи смазочно-охлаждающей жидкости в полости детали.
2. Линия по п. 1, отличающаяся тем, что привод возвратно-поступательного перемещения камеры в вертикальной плоскости относительно направляющих выполнен в виде гидроцилиндра, а камера установлена на направляющих конвейера с возможностью взаимодействия со штоком силового цилиндра, при этом на направляющих конвейера вертикально закреплены дополнительно введенные зубчатые рейки, а камера снабжена валами с установленными на их концах зубчатыми колесами, причем валы размещены взаимно перпендикулярно в горизонтальной плоскости с возможностью вращения, а зубчатые колеса закреплены с возможностью взаимодействия с соответствующими зубчатыми рейками.
Текст
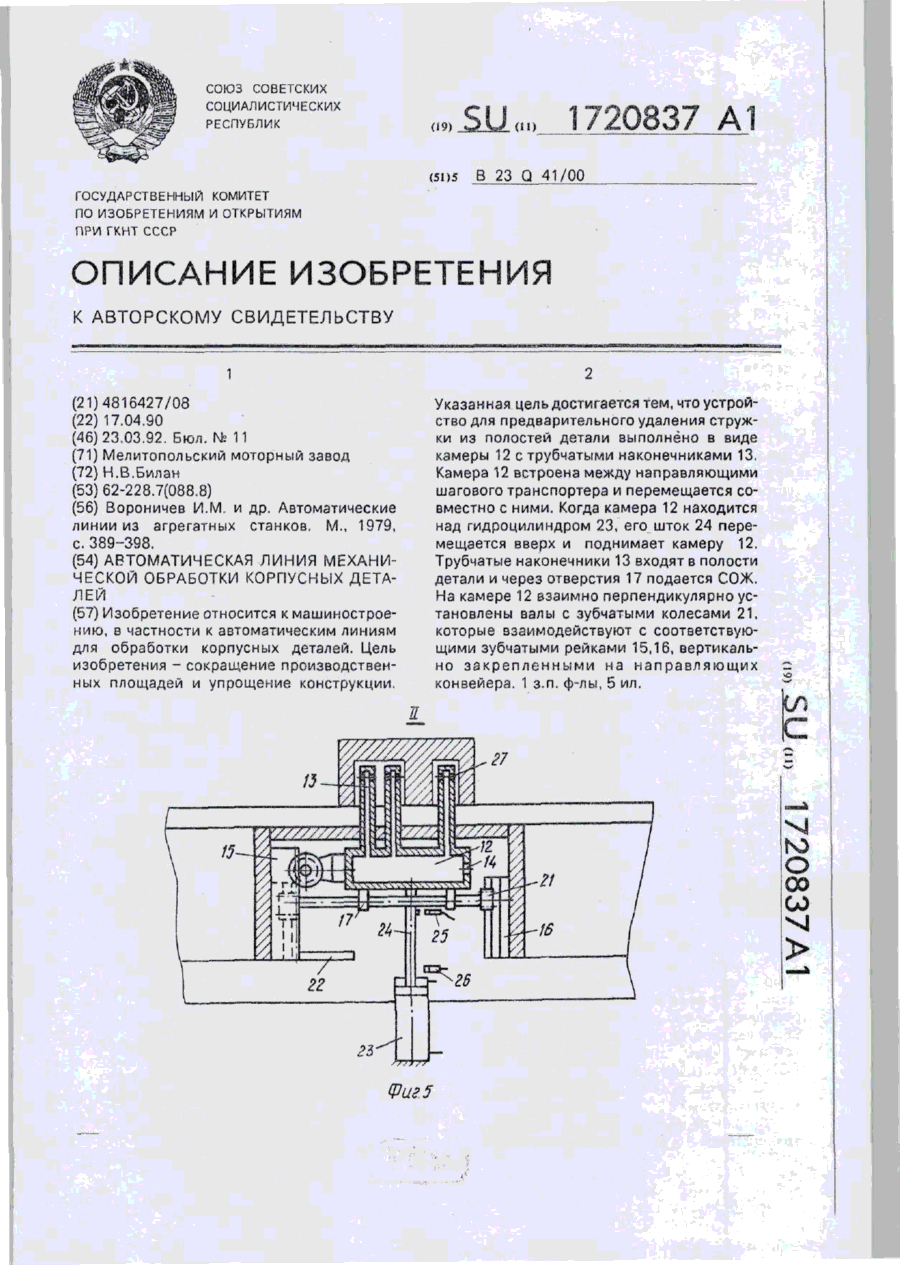
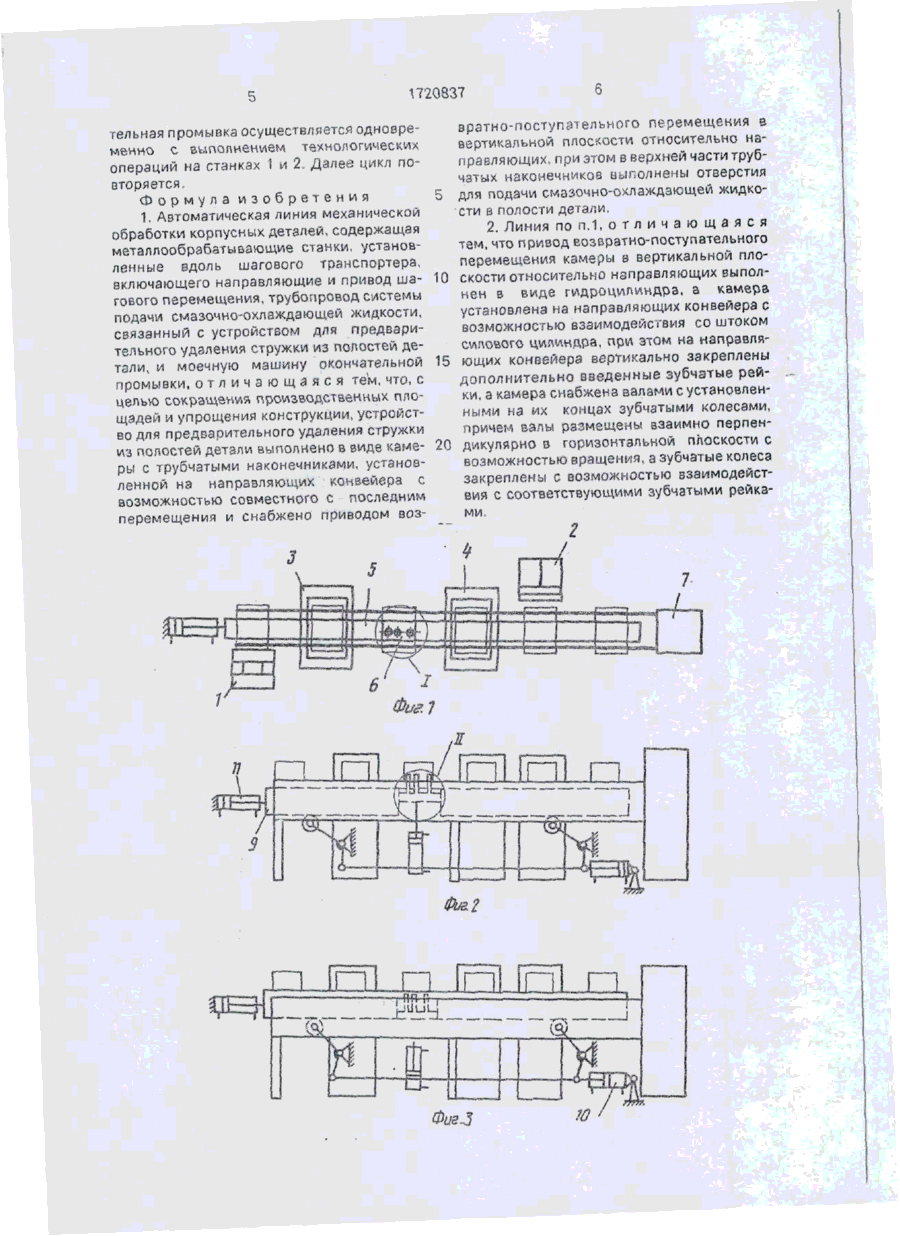
Изобретение относится к машиностроению, а частности к автоматическим линиям для обработки корпусных деталей. Цель изобретения - сокращение производственных площадей и упрощение конструкции. Ж С ю о со со Фиг 5 ', . , 1720837 Изобретение относится к машиностроению, в частности к автоматическим линиям для обработки корпусных деталей. Цель изобретения - сокращение производственных площадей и упрощение конструкции. На фиг.1 показана схема автоматической линии механической обработки корпусныхдеталей, видсверху; нафиг.2-тоже, вид сбоку, направляющие в исходном положении, устройство для предварительного удаления стружки в рабочем положении; на фиг.З - то же, устройство для предварительного удаления стружки в нерабочем положении, направляющие транспортируют детали - подъем; на фиг.4 - узел I на фиг.1; на фиг.5 - узел II на фиг.2. Автоматическая линия механической обработки корпусных деталей содержит металлообрабатывающие станки 1 и 2, поворотные устройства 3 и 4, шаговый транспортер 5 для перемещения деталей, устройство 6 для предварительного удаления стружки из полостей детали, моечную машину 7 для окончательной промывки. Транспортер 5 содержит раму 8, направляющие 9, цилиндры 10 и 11, соответс т в е н н о для подъема и ш а г о в о г о перемещения направляющих 9. Устройство 6 для предварительного удаления стружки из полостей детали выполнено в виде камеры 12 с трубчатыми наконечниками 13. Полость камеры ^ с о о б щается с трубчатыми наконечниками 13 и через отверстие 14 связана с системой подачи СОЖ станков 1 и 2. Устройство 6 вмонтировано в транспортер 5 на одной из его позиций так, что камера 12 устройства 6 закреплена между двумя направляющими 9. При этом на направляющих 9 транспортера 5 жестко закреплены две пары реек 15 и 16. На камере 12 жестко закреплены опоры 17 и 18, служащие для установки валов 19 и 20, на которых закреплены зубчатые колеса 21. Оси вращения валов 19 и 20 расположены в горизонтальной плоскости перпендикулярно друг другу. Зубчатые колеса 21 взаимодействуют с зубчатыми рейками 15 и 16. К направляющей 9 жестко прикреплен упор 22 для ограничения перемещения камеры 12. На раме 8 жестко закреплены гидроцилиндр 23 со штоком 24 и датчики 25 и 26. В верхней части трубчатых наконечников выполнены отверстия 27 для подачи СОЖ в полость детали. Автоматическая линия работает следующим образом. Детали перемещаются по шаговому транспортеру 5 в зону обработки станка 1. 5 10 15 20 25 30 35 40 45 50 55 После выполнения механической операции деталь поворачивается в нужное положение устройством 3 и транспортируется далее. На позиции транспортера, где установлен гидроцилиндр 23, производится предварительное удаление стружки из полостей деталей с помощью устройства 6, после чего деталь подается в зону обработки станка 2. При необходимости, предварительно, устройством4 деталь поворачивается в нужное положение. В моечной машине 7 производится окончательная промывка деталей. Перемещение деталей по транспортеру 5 производится следующим образом. Поршень цилиндра 10 движется влево, при этом рычаги посредством роликов приподнимают направляющие 9 с деталями над рамой 8. Затем поршень цилиндра 11 перемещается вправо и передвигает направляющие 9 с деталями на следующую позицию транспортера 5, после чего поршень цилиндра 10 перемещается вправо, при этом направляющие 9 о п у с к а ю т с я , а детали располагаются на раме 8 на новой позиции. Затем поршень цилиндра 11 перемещает направляющие 9 влево на исходную позицию. Этот цикл перемещений направляющих соответствует перемещению деталей по транспортеру на один шаг. В связи с тем, что камера 12 устройства 6 связана с направляющими 9, выполнив вместе с ними цикл перемещений, устройство 6 возвращается на позицию транспартера, на которой расположен гидроцилиндр 23 и куда поступила новая деталь. При выполнении цикла перемещений совместно с направляющими 9 камера 12 устройства 6 находится в крайнем нижнем положении и с деталями не взаимодействует. Предварительная промывка полостей детали производится при исходном, нижнем положении направляющих 9. Под возд е й с т в и е м штока 24 цилиндра 23 устройство 6 ускоренно поднимается. При этом шестерни 21 взаимодействуют с рейками 15 и 16. Наконечники 13 входят в полости детали, когда устройство 6 достигает крайнего верхнего положения срабатывает датчик 25, который дает команду на открытие клапана, связывающего систему подачи СОЖ с устройством 6. СОЖ под давлением через отверстие 14 подается в камеру 12 и через отверстия 27 трубчатых наконечников 13 нагнетается в полость детали. Полость детали промывается, при этом производится рабочая подача устройства 6 вниз. Когда устройство 6 достигает исходной позиции, срабатывает датчик 26, который дает команду на запирание клапана, подача СОЖ в камеру 12 прекращается. Предвари 1720837 тельная промывка осуществляется одновременно с выполнением технологических операций на станках 1 и 2. Далее цикл повторяется. Формула изобретения 1. Автоматическая линия механической обработки корпусных деталей, содержащая металлообрабатывающие станки, установленные вдоль шагового транспортера. включающего направляющие и привод шагового перемещения, трубопровод системы подачи смазочно-охлаждающей жидкости, связанный с устройством для предварительного удаления стружки из полостей детали, и моечную машину окончательной промывки, о т л и ч а ю щ а я с я тем, что, с целью сокращения производственных площадей и упрощения конструкции, устройство для предварительного удаления стружки из полостей детали выполнено в виде камеры с трубчатыми наконечниками, установленной на направляющих конвейера с возможностью совместного с последним перемещения и снабжено приводом воз вратно-поступательного перемещения в вертикальной плоскости относительно направляющих, при этом в верхней части трубчатых наконечников выполнены отверстия 5 для подачи смазочно-охлаждающей жидкости в полости детали. 2. Линия по п.1, о т л и ч а ю щ а я с я тем, что привод возвратно-поступательного перемещения камеры в вертикальной пло10 скости относительно направляющих выполнен в вілде гіддроцилиндра, а камера установлена на направляющих конвейера с возможностью взаимодействия со штоком силового цилиндра, при этом на напрзвля15 ющих конвейера вертикально закреплены дополнительно введенные зубчатые рейки, а камера снабжена валами с установленными на их концах зубчатыми колесами, причем валы размещены взаимно перпен20 дикулярно в горизонтальной плоскости с возможностью вращения, а зубчатые колеса закреплены с возможностью взаимодействия с соответствующими зубчатыми рейками. 7 Фиг.2 Фцг.З 1720837 35 40 45 50 Редактор М.Бланар Составитель А Медведев Техред М.Моргентал Корректор М Максимишинец Заказ 916 Тираж Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035 Москва, Ж-35. Раушская наб., 4/5 Производственно-издательский комбинат "Патент", г. Ужгород, ул.Гагарина, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюAutomatic line for machining box-like workpieces
Автори англійськоюBilan Mykola Volodymyrovych
Назва патенту російськоюАвтоматическая линия механической обработки корпусных деталей
Автори російськоюБилан Николай Владимирович
МПК / Мітки
МПК: B23Q 41/00
Мітки: механічної, деталей, корпусних, обробки, автоматична, лінія
Код посилання
<a href="https://ua.patents.su/4-1862-avtomatichna-liniya-mekhanichno-obrobki-korpusnikh-detalejj.html" target="_blank" rel="follow" title="База патентів України">Автоматична лінія механічної обробки корпусних деталей</a>
Пристрій для механічної обробки деталей із полімерних матеріалів
Номер патенту: 647
Опубліковано: 15.12.1993
Автори: Мардупенко Валентина Петрівна, Зінченко Анатолій Іванович
МПК: B29C 37/00
Мітки: матеріалів, деталей, полімерних, пристрій, обробки, механічної
Формула / Реферат:
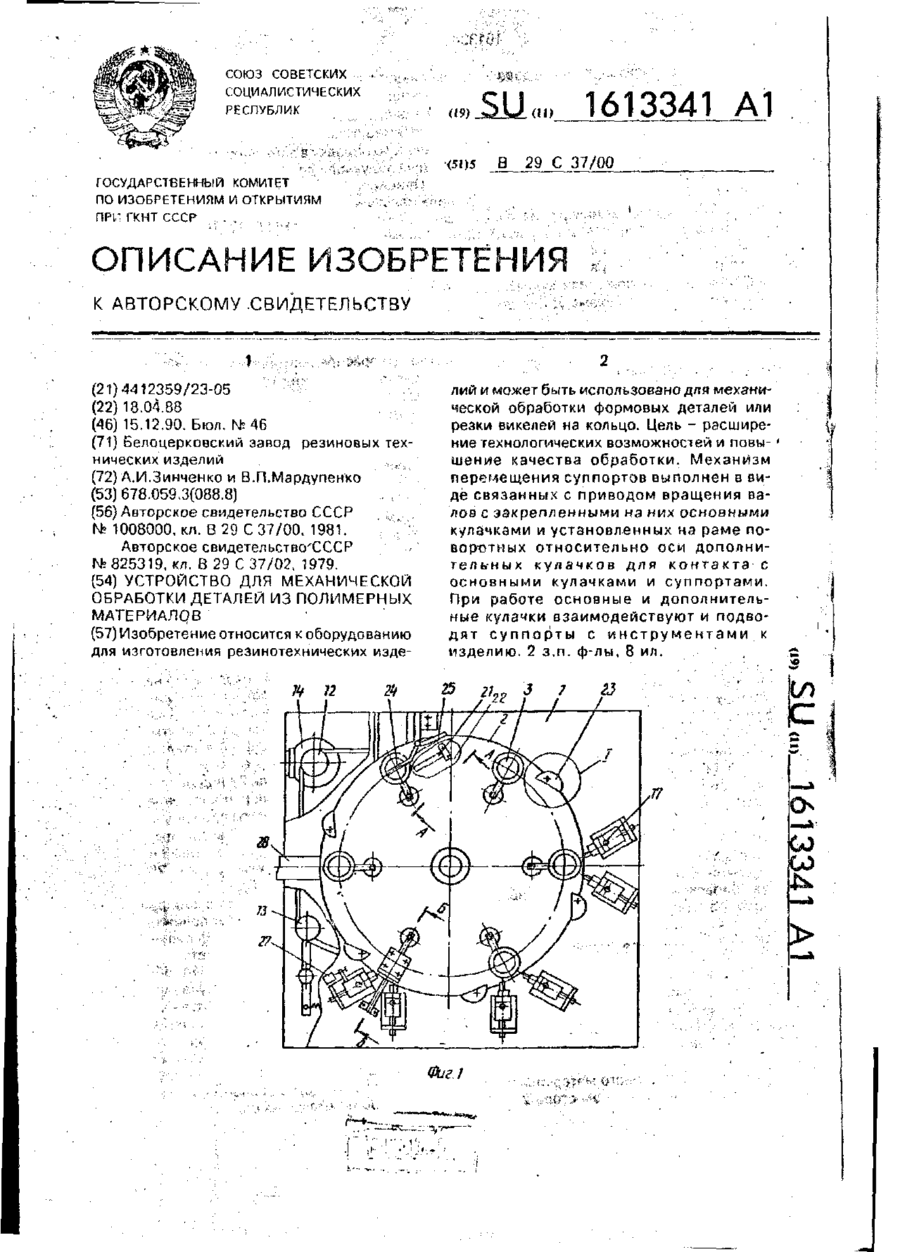
Ф о р м у л а и з о б р е т е н и я 1. Устройство для механической обработки деталей из полимерных материалов, содержащее смонтированные на раме поворотный стол с оправками для деталей, мальтийский механизм прерывистого вращения стола, механизм вращения оправок, прижим, который закреплен на штоке цилиндра и установлен соосно с оправками, механизм сбрасывания деталей и связанные с механизмом их перемещения суппорты с обрабатывающим...
Спосіб механічної обробки заготовки прокатного виробу
Номер патенту: 366
Опубліковано: 30.04.1993
Автори: Ашимов Марат Ашимович, Ротару Іон Теодорович, Кучук-Яценко Сергій Іванович, Богорський Михайло Володимирович, Бондарук Андрій Всеволодович, Тільга Степан Сергійович, Череднічок Віталій Тимофійович, Бєляєв Данило Іванович, Дідківський Олександр Володимирович
МПК: B23K 11/04
Мітки: обробки, прокатного, механічної, заготовки, виробу, спосіб
Формула / Реферат:
Формула изобретенияСпособ механической обработки заготовки прокатного изделия, сваренного контактной стыковой сваркой, при котором ножи, охватывающие поперечное сечение заготовки, размещают на заготовке непосредственно после сварки, прижимают к заготовке и перемещают относительно заготовки в продольном направлении, отличающийся тем, что, с целью повышения качества обработки, вследствие более полного удаления грата и предотвращения...
Засіб абразивоструминної обробки деталей
Номер патенту: 1584
Опубліковано: 25.10.1994
Автори: Дрозд Віталій Антонович, Іванов Володимир Іванович, Пилипенко Віктор Васильович
МПК: B24C 1/00
Мітки: обробки, засіб, абразивоструминної, деталей
Формула / Реферат:
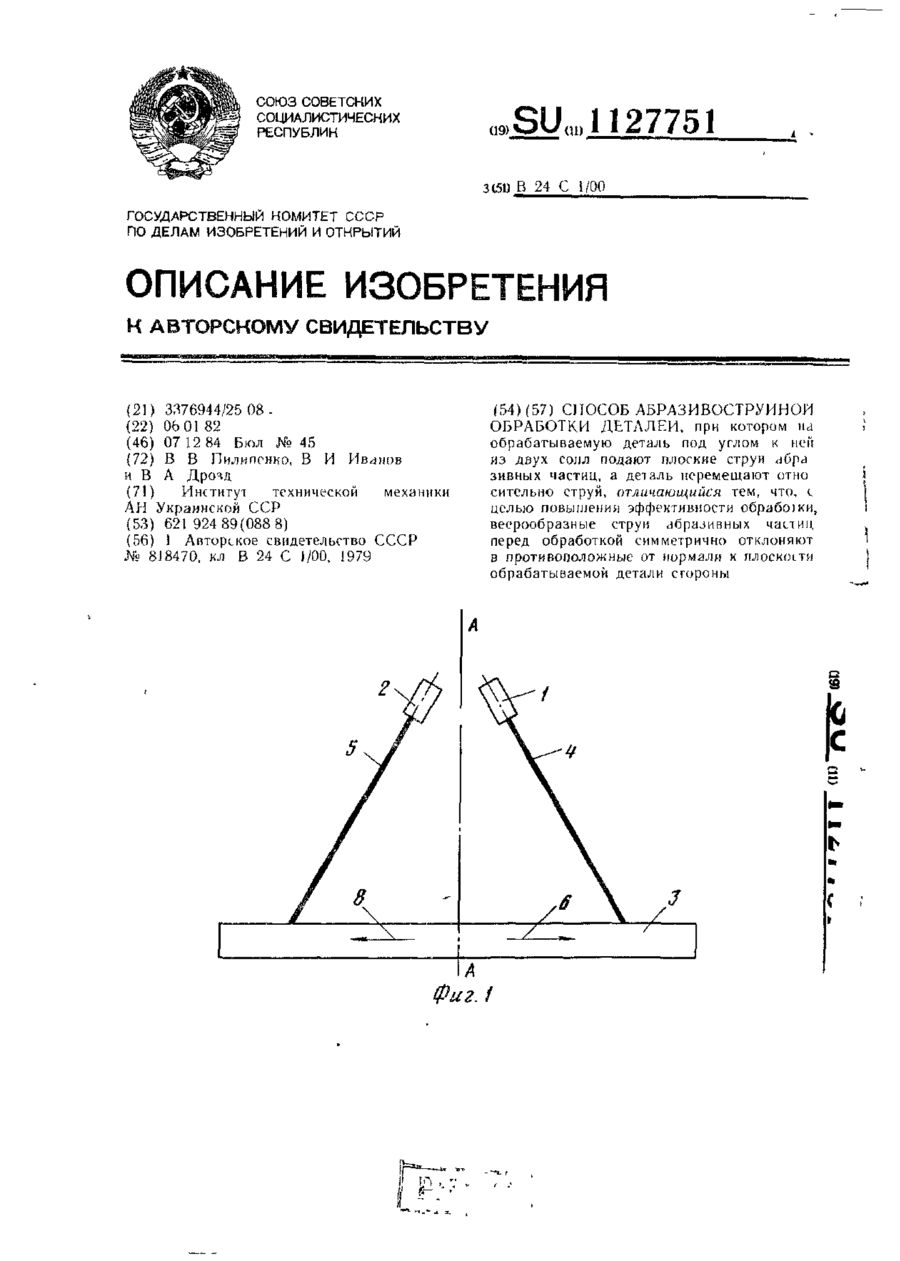
Способ абразивоструйной обработки деталей, при котором на обрабатываемую деталь под углом к ней из двух сопл подают плоские струи абразивных частиц, а деталь перемещают относительно струй, отличающийся тем, что, с целью повышения эффективности обработки, веерообразные струи абразивных частиц перед обработкой симметрично отклоняют в противоположные от нормали к плоскости обрабатываемой детали стороны.
Пристрій для зняття грату при контактно-стиковому зварюванні деталей
Номер патенту: 1611
Опубліковано: 25.10.1994
Автори: Думчев Євген Олександрович, Бондарук Андрій Всеволодович, Горонков Микола Дмитрович, Кучук-Яценко Сергій Іванович, Беляєв Данило Іванович, Дідковський Олександр Володимирович, Череднічок Віталій Тимофійович, Богорський Михайло Володимирович
МПК: B23K 11/04
Мітки: зварюванні, деталей, пристрій, зняття, контактно-стиковому, грату
Формула / Реферат:
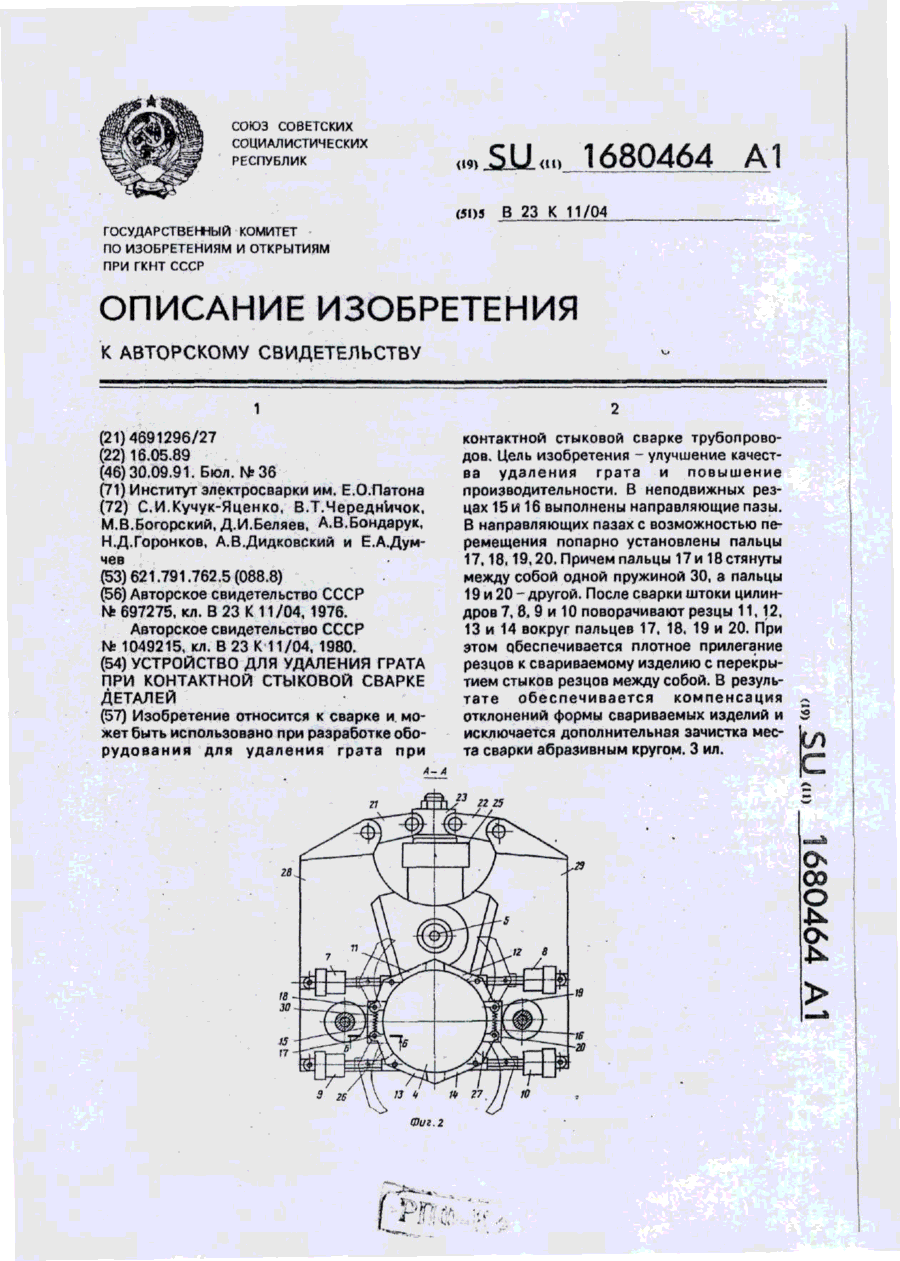
Устройство для удаления грата при контактной стыковой сварке деталей, преимущественно труб, содержащее разъемный корпус, выполненный в виде клещевого зажима, четыре цилиндра, установленные попарно на каждой из частей корпуса, шарнирно закрепленные на штоках цилиндров подвижные резцы и цилиндр зажатия, отличающееся тем, что, с целью улучшения качества удаления грата и повышения производительности, оно снабжено жестко закрепленными на...
В’яжуче для приготування бетонних корпусних деталей станків
Номер патенту: 1547
Опубліковано: 25.07.1994
Автори: Бродко Оксана Антонівна, Щербина Лариса Володимирівна, Пушкарьова Катерина Костянтинівна, Кривенко Павло Васильович, Константинівський Борис Якович
МПК: C04B 7/153
Мітки: в'яжуче, бетонних, станків, деталей, корпусних, приготування
Формула / Реферат:
Вяжущее для изготовления бетонных корпусных деталей станков, включающее шлаковый цемент с модулем основности М0 1-1,2 щелочной компонент и щелочной оксалат, отличающееся тем, что, с целью стабилизации прочности, модуля упругости и жесткости и снижения коэффициента термического расширения бетона, оно дополнительно содержит дегидратированную при 600-900°С цеолитовую породу клиноптилолитовой структуры при следующем соотношении компонентов,...
Попередній патент: Запобіжна муфта
Наступний патент: Склад кольорового пігмента – наповнювач з жемчужним блиском
Випадковий патент: Спосіб підвищення питомої об'ємної електричної провідності епоксидних композитів