Спосіб алюмотермітного зварювання деталей
Номер патенту: 19238
Опубліковано: 15.12.2006
Автори: Волошин Олексій Іванович, Цівковський Олександр Григорович, Кисельов Олександр Григорович
Формула / Реферат
1. Спосіб алюмотермітного зварювання деталей, що включає їхню установку з утворенням зварювального зазору і його ущільнення, нагрівання деталей, підпалювання в реакційному тиглі дози алюмотермітної речовини й її розігрівання до розплавленого металу, а також подачу розплаву металу в зварювальний зазор, який відрізняється тим, що зварювальні зазори утворюють шляхом виконання на охоплюваній деталі рівномірно по її периметру подовжніх пазів, після чого охоплювану деталь запресовують у охоплюючу і виріб у зібраному вигляді встановлюють торцями на опорну плиту через ущільнюючий шар, потім виріб нагрівають, а розплавлений у реакційному тиглі метал одночасно подають через систему отворів у його днищі, розташованих з тим же кроком, як і в подовжніх пазів.
2. Спосіб алюмотермітного зварювання деталей за п. 1, який відрізняється тим, що після виконання подовжніх пазів на охоплюваній деталі пази в такій же кількості виконують на охоплюючій деталі з рівномірним розподілом по її внутрішньому периметру, а перед запресовуванням пази на охоплюваній і охоплюючій деталі суміщають.
Текст
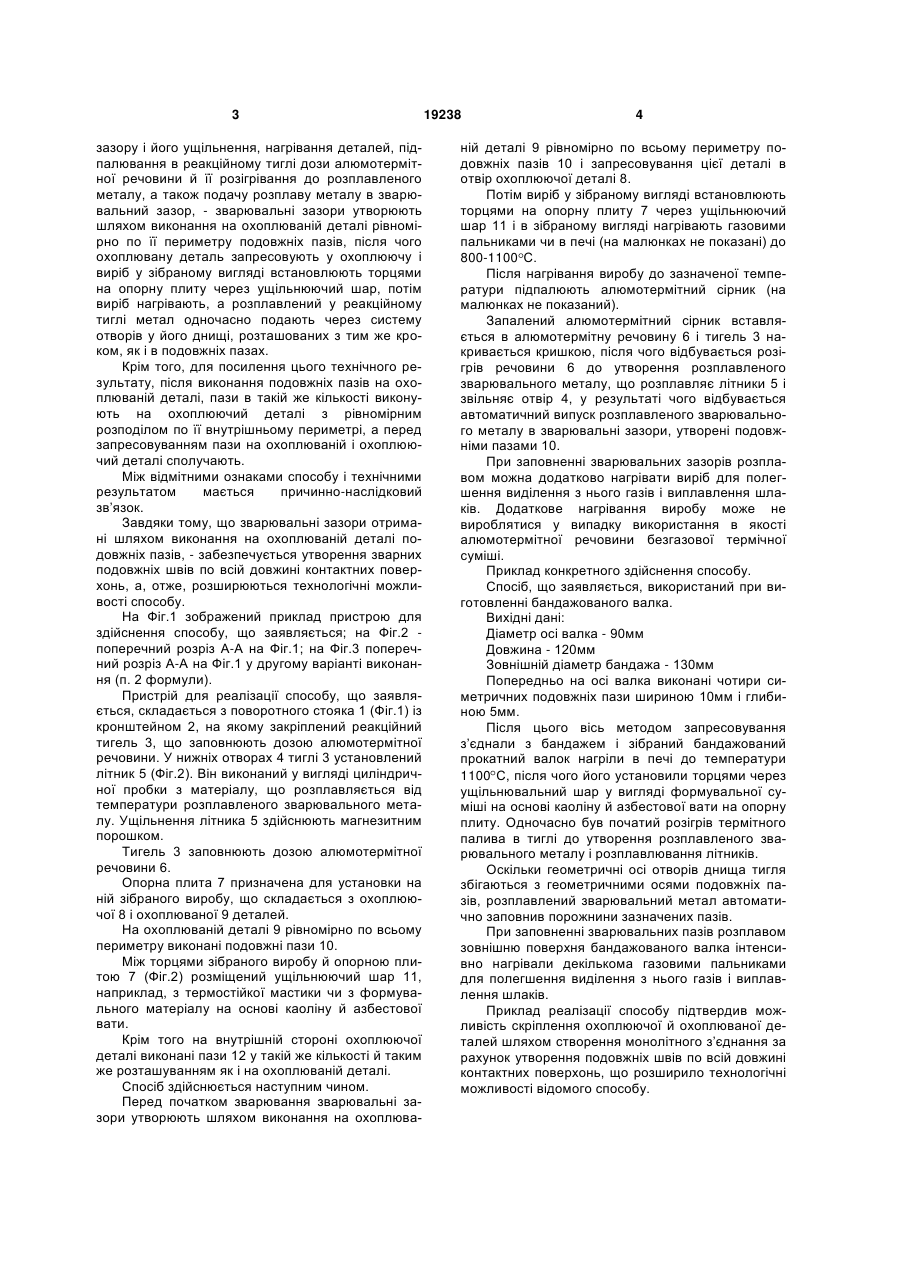
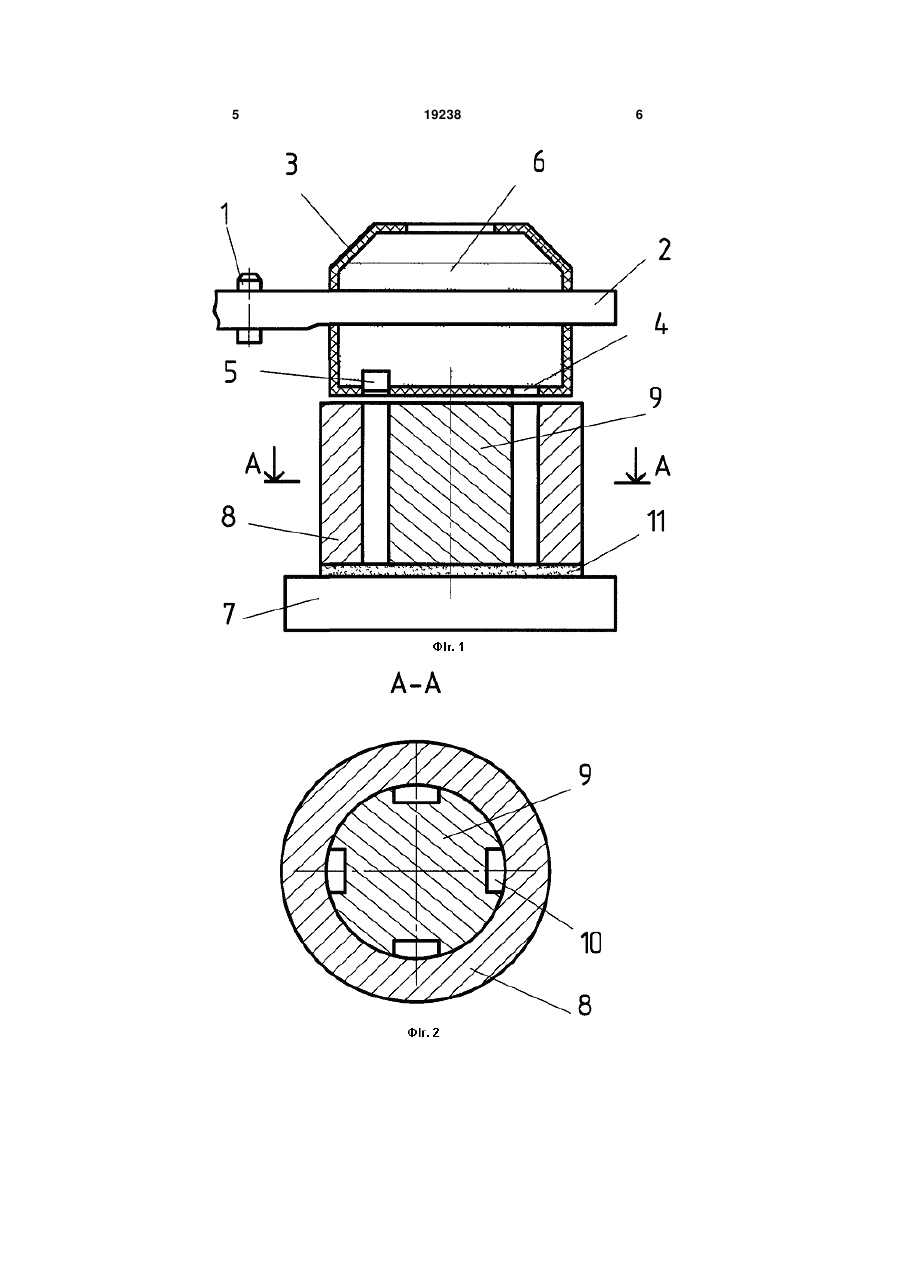
1. Спосіб алюмотермітного зварювання деталей, що включає їхню установку з утворенням зварювального зазору і його ущільнення, нагрівання деталей, підпалювання в реакційному тиглі дози алюмотермітної речовини й її розігрівання до розплавленого металу, а також подачу розплаву металу в зварювальний зазор, який відрізняється тим, що зварювальні зазори утворюють шляхом 3 зазору і його ущільнення, нагрівання деталей, підпалювання в реакційному тиглі дози алюмотермітної речовини й її розігрівання до розплавленого металу, а також подачу розплаву металу в зварювальний зазор, - зварювальні зазори утворюють шляхом виконання на охоплюваній деталі рівномірно по її периметру подовжніх пазів, після чого охоплювану деталь запресовують у охоплюючу і виріб у зібраному вигляді встановлюють торцями на опорну плиту через ущільнюючий шар, потім виріб нагрівають, а розплавлений у реакційному тиглі метал одночасно подають через систему отворів у його днищі, розташованих з тим же кроком, як і в подовжніх пазах. Крім того, для посилення цього технічного результату, після виконання подовжніх пазів на охоплюваній деталі, пази в такій же кількості виконують на охоплюючий деталі з рівномірним розподілом по її внутрішньому периметрі, а перед запресовуванням пази на охоплюваній і охоплюючий деталі сполучають. Між відмітними ознаками способу і технічними результатом мається причинно-наслідковий зв’язок. Завдяки тому, що зварювальні зазори отримані шляхом виконання на охоплюваній деталі подовжніх пазів, - забезпечується утворення зварних подовжніх швів по всій довжині контактних поверхонь, а, отже, розширюються технологічні можливості способу. На Фіг.1 зображений приклад пристрою для здійснення способу, що заявляється; на Фіг.2 поперечний розріз А-А на Фіг.1; на Фіг.3 поперечний розріз А-А на Фіг.1 у другому варіанті виконання (п. 2 формули). Пристрій для реалізації способу, що заявляється, складається з поворотного стояка 1 (Фіг.1) із кронштейном 2, на якому закріплений реакційний тигель 3, що заповнюють дозою алюмотермітної речовини. У нижніх отворах 4 тиглі 3 установлений літник 5 (Фіг.2). Він виконаний у вигляді циліндричної пробки з матеріалу, що розплавляється від температури розплавленого зварювального металу. Ущільнення літника 5 здійснюють магнезитним порошком. Тигель 3 заповнюють дозою алюмотермітної речовини 6. Опорна плита 7 призначена для установки на ній зібраного виробу, що складається з охоплюючої 8 і охоплюваної 9 деталей. На охоплюваній деталі 9 рівномірно по всьому периметру виконані подовжні пази 10. Між торцями зібраного виробу й опорною плитою 7 (Фіг.2) розміщений ущільнюючий шар 11, наприклад, з термостійкої мастики чи з формувального матеріалу на основі каоліну й азбестової вати. Крім того на внутрішній стороні охоплюючої деталі виконані пази 12 у такій же кількості й таким же розташуванням як і на охоплюваній деталі. Спосіб здійснюється наступним чином. Перед початком зварювання зварювальні зазори утворюють шляхом виконання на охоплюва 19238 4 ній деталі 9 рівномірно по всьому периметру подовжніх пазів 10 і запресовування цієї деталі в отвір охоплюючої деталі 8. Потім виріб у зібраному вигляді встановлюють торцями на опорну плиту 7 через ущільнюючий шар 11 і в зібраному вигляді нагрівають газовими пальниками чи в печі (на малюнках не показані) до 800-1100 С. Після нагрівання виробу до зазначеної температури підпалюють алюмотермітний сірник (на малюнках не показаний). Запалений алюмотермітний сірник вставляється в алюмотермітну речовину 6 і тигель 3 накривається кришкою, після чого відбувається розігрів речовини 6 до утворення розплавленого зварювального металу, що розплавляє літники 5 і звільняє отвір 4, у результаті чого відбувається автоматичний випуск розплавленого зварювального металу в зварювальні зазори, утворені подовжніми пазами 10. При заповненні зварювальних зазорів розплавом можна додатково нагрівати виріб для полегшення виділення з нього газів і виплавлення шлаків. Додаткове нагрівання виробу може не вироблятися у випадку використання в якості алюмотермітної речовини безгазової термічної суміші. Приклад конкретного здійснення способу. Спосіб, що заявляється, використаний при виготовленні бандажованого валка. Вихідні дані: Діаметр осі валка - 90мм Довжина - 120мм Зовнішній діаметр бандажа - 130мм Попередньо на осі валка виконані чотири симетричних подовжніх пази шириною 10мм і глибиною 5мм. Після цього вісь методом запресовування з’єднали з бандажем і зібраний бандажований прокатний валок нагріли в печі до температури 1100 С, після чого його установили торцями через ущільнювальний шар у вигляді формувальної суміші на основі каоліну й азбестової вати на опорну плиту. Одночасно був початий розігрів термітного палива в тиглі до утворення розплавленого зварювального металу і розплавлювання літників. Оскільки геометричні осі отворів днища тигля збігаються з геометричними осями подовжніх пазів, розплавлений зварювальний метал автоматично заповнив порожнини зазначених пазів. При заповненні зварювальних пазів розплавом зовнішню поверхня бандажованого валка інтенсивно нагрівали декількома газовими пальниками для полегшення виділення з нього газів і виплавлення шлаків. Приклад реалізації способу підтвердив можливість скріплення охоплюючої й охоплюваної деталей шляхом створення монолітного з’єднання за рахунок утворення подовжніх швів по всій довжині контактних поверхонь, що розширило технологічні можливості відомого способу. 5 19238 6 7 Комп’ютерна верстка А. Крулевський 19238 8 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of alumino-thermite welding of components
Автори англійськоюTsivkovskyi Oleksandr Hryhorovych, Voloshyn Oleksii Ivanovych, Kyseliov Oleksandr Hryhorovych
Назва патенту російськоюСпособ алюмотермитной сварки деталей
Автори російськоюЦивковский Александр Григорьевич, Волошин Алексей Иванович, Киселев Александр Григорьевич
МПК / Мітки
МПК: B23K 23/00
Мітки: алюмотермітного, деталей, спосіб, зварювання
Код посилання
<a href="https://ua.patents.su/4-19238-sposib-alyumotermitnogo-zvaryuvannya-detalejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб алюмотермітного зварювання деталей</a>
Спосіб виготовлення великогабаритних деталей методом зварювання тиском
Номер патенту: 10432
Опубліковано: 15.11.2005
Автори: Кривунь Валентина Степанівна, Жартовський Олександр Володимирович, Семенов Валентин Михайлович
МПК: B23K 20/02
Мітки: спосіб, виготовлення, деталей, методом, зварювання, тиском, великогабаритних
Формула / Реферат:
Спосіб виготовлення великогабаритних деталей методом зварювання тиском, що включає механічну обробку поверхонь, що з'єднуються, з виготовленням крайок під зварювання, зборку і зварювання заготовки під кування, нагрівання під кування, кування, термічну обробку і наступну механічну обробку, який відрізняється тим, що на поверхні, які з'єднуються, перед зборкою під зварювання наносять шар дисперсних хімічних речовин, висушують шар, після чого...
Спосіб зварювання трубчастих деталей та пристрій для його реалізації
Номер патенту: 63795
Опубліковано: 15.01.2004
Автори: Авер'янов Павло Борисович, Гутников Вадим Борисович, Козлов Ігор Костянтинович, Янковський Володимир Михайлович, Чубар Ала Георгієвна
МПК: B23K 37/04, B23K 31/00
Мітки: пристрій, трубчастих, реалізації, спосіб, деталей, зварювання
Формула / Реферат:
1. Спосіб зварювання трубчастих деталей, при якому зварюють трубу з кінцевою деталлю аргонодуговим зварюванням неплавким електродом, який відрізняється тим, що зварювання здійснюють етапами, спочатку - внутрішній шов, а потім - зовнішній з переплавленням металу на глибину до 75%, причому хімічний склад кінцевої деталі з середньовуглецевої сталі вибирають таким чином, щоб співвідношення вуглецевих еквівалентів металу труби і кінцевої деталі...
Спосіб нанесення припою для паяння або зварювання-паяння деталей металевих конструкцій
Номер патенту: 51662
Опубліковано: 16.12.2002
Автори: Дубко Андрій Григорович, Письменний Олександр Семенович, Письменний Олексій Олександрович, Шинлов Михайло Євгенович, Прокоф`єв Олексій Сергійович
Мітки: металевих, паяння, зварювання-паяння, спосіб, нанесення, деталей, припою, конструкцій
Формула / Реферат:
Спосіб нанесення припою для паяння або зварювання-паяння деталей металевих конструкцій, здебільшого сталевих, який полягає у тому, що попередньо нагрівають індукційним або іншим нагріваючим устаткуванням місця паяння або зварювання-паяння на поверхнях деталей, що підлягають з'єднанню, а припій наносять у порошкоподібному стані шляхом контактування з розігрітими поверхнями, який відрізняється тим, що припій наносять у складі порошкоподібної...
Спосіб лазерного зварювання деталей зі скла
Номер патенту: 9176
Опубліковано: 30.09.1996
Автори: Дутка Ігор Іванович, Мартинова Віра Петрівна, Матвіішин Галина Любомирівна, Дорош Ігор Романович
МПК: C03B 23/00
Мітки: деталей, спосіб, зварювання, скла, лазерного
Формула / Реферат:
Способ лазерной сварки деталей из стекла путем установки их по контуру сварки с зазором, фокусировки лазерного луча в зове сварки и нагрева, отличающийся тем, что, с целью повышения производительности путем увеличения скорости сварки, луч лазера фокусируют на кромке верхней свариваемой детали, нагрев ведут при синхронном перемещении деталей, величину зазора Х выбирают из соотношениягде а - температуропроводность стекла,...
Пристрій для складання під зварювання деталей
Номер патенту: 13728
Опубліковано: 17.04.2006
Автори: Мокін Андрій Олександрович, Атаманов Геннадій Михайлович, Мокін Олександр Васильович, Тарасов Вячеслав Єгорович, Кухаренко Валерій Іванович, Дяченко Микола Григорович
МПК: B23K 31/00
Мітки: деталей, складання, зварювання, пристрій
Формула / Реферат:
1. Пристрій для складання під зварювання деталей, переважно циліндричної форми, що містить корпус, гвинт з рухомим башмаком і опорний башмак, який відрізняється тим, що він оснащений додатковим опорним башмаком і двома гілками ланцюгів, які охоплюють у паралельних поперечних площинах опорні башмаки, при цьому одні кінці гілок закріплені на корпусі за допомогою поздовжньої осі, а другі кінці гілок взаємодіють з зубчастими секторами, жорстко...
Попередній патент: Пристрій для утворення розширення в свердловині
Наступний патент: Двоконсольний повноповоротний піднімальний кран
Випадковий патент: Спосіб введення в черевну порожнину троакара з гладкостінною канюлею при лапароскопічних дослідженнях і операціях у дітей