Пристрій для послідовного гартування труб
Номер патенту: 19822
Опубліковано: 25.12.1997
Автори: Колотілов Олександр Миколайович, Кузьмичев Михайло Олександрович, Лаптєв Георгій Миколайович, Стукалов Анатолій Іванович, Куліш Григорій Васильович, Грицина Віктор Михайлович, Ліннік Юрій Олександрович, Гайдамаченко Георгій Семенович
Формула / Реферат
Устройство для последовательной закалки труб, содержащее механизм осевого перемещения труб, соосно расположенные по вертикали многовитковый индуктор и спрейер, соединенный с индуктором генератор с блоком управления его мощностью и пирометр, соединенный с блоком, отличаю ще є с я тем, что устройство снабжено парами встречно направленных фотодатчиков, установленных между витками или за индуктором в плоскости, перпендикулярной продольной оси индуктора, при этом последний выполнен с приводами перемещения в плоскости, перпендикулярной его продольной оси, соединенными с фотодатчиками.
Текст
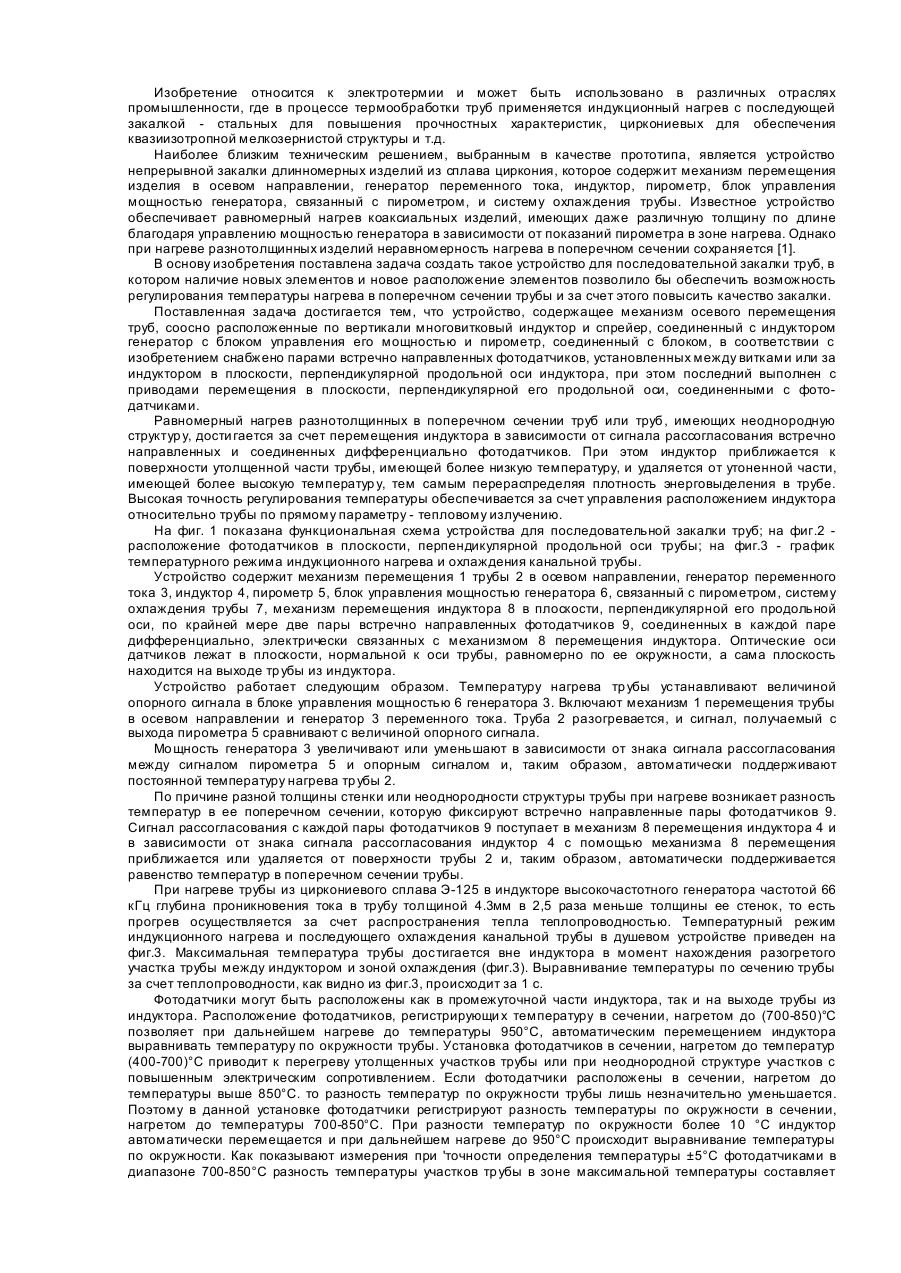
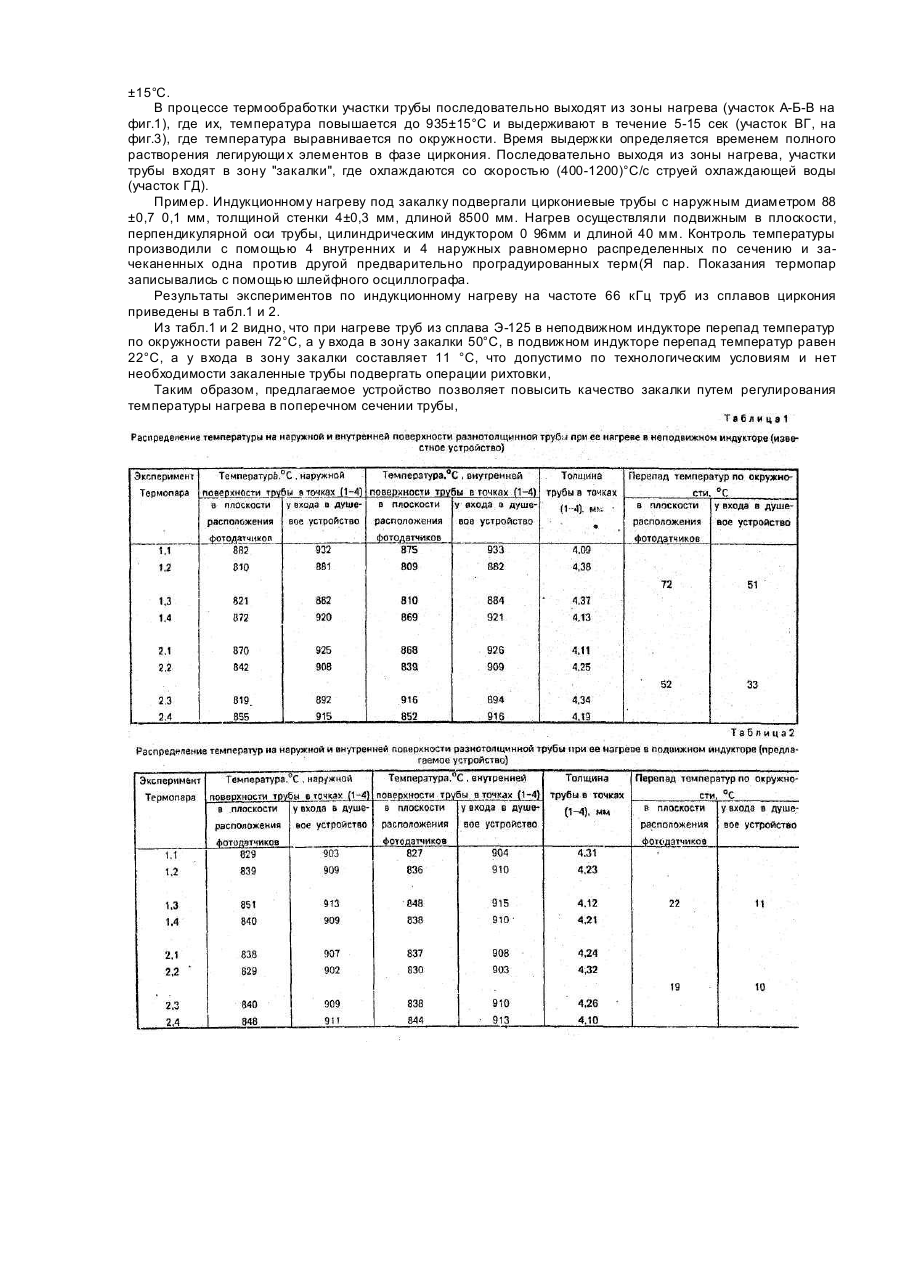
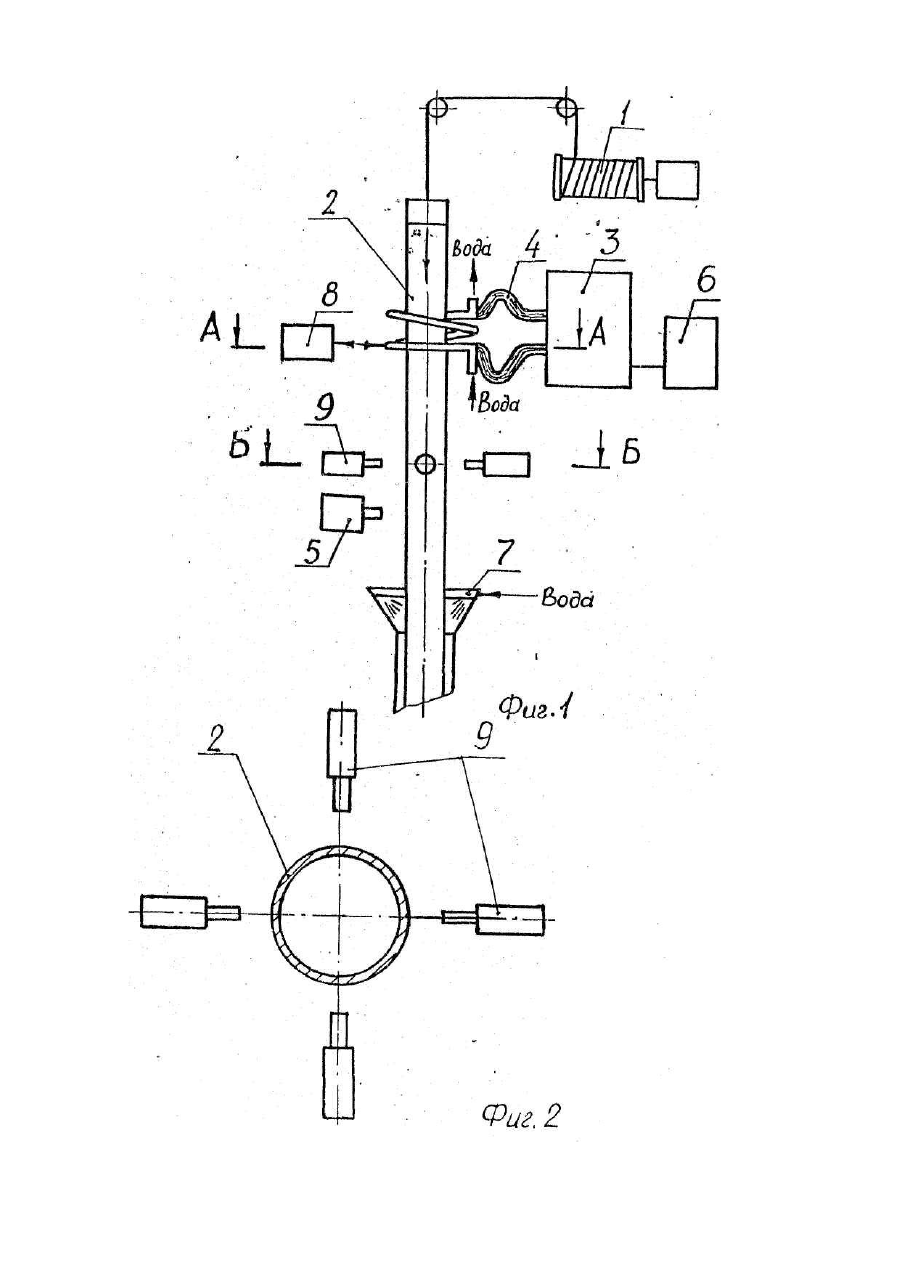
Изобретение относится к электротермии и может быть использовано в различных отраслях промышленности, где в процессе термообработки труб применяется индукционный нагрев с последующей закалкой - стальных для повышения прочностных характеристик, циркониевых для обеспечения квазиизотропной мелкозернистой структуры и т.д. Наиболее близким техническим решением, выбранным в качестве прототипа, является устройство непрерывной закалки длинномерных изделий из сплава циркония, которое содержит механизм перемещения изделия в осевом направлении, генератор переменного тока, индуктор, пирометр, блок управления мощностью генератора, связанный с пирометром, и систему охлаждения трубы. Известное устройство обеспечивает равномерный нагрев коаксиальных изделий, имеющих даже различную толщину по длине благодаря управлению мощностью генератора в зависимости от показаний пирометра в зоне нагрева. Однако при нагреве разнотолщинных изделий неравномерность нагрева в поперечном сечении сохраняется [1]. В основу изобретения поставлена задача создать такое устройство для последовательной закалки труб, в котором наличие новых элементов и новое расположение элементов позволило бы обеспечить возможность регулирования температуры нагрева в поперечном сечении трубы и за счет этого повысить качество закалки. Поставленная задача достигается тем, что устройство, содержащее механизм осевого перемещения труб, соосно расположенные по вертикали многовитковый индуктор и спрейер, соединенный с индуктором генератор с блоком управления его мощностью и пирометр, соединенный с блоком, в соответствии с изобретением снабжено парами встречно направленных фотодатчиков, установленных между витками или за индуктором в плоскости, перпендикулярной продольной оси индуктора, при этом последний выполнен с приводами перемещения в плоскости, перпендикулярной его продольной оси, соединенными с фотодатчиками. Равномерный нагрев разнотолщинных в поперечном сечении труб или труб , имеющих неоднородную структур у, дости гается за счет перемещения индуктора в зависимости от сигнала рассогласования встречно направленных и соединенных дифференциально фотодатчиков. При этом индуктор приближается к поверхности утолщенной части трубы, имеющей более низкую температуру, и удаляется от утоненной части, имеющей более высокую температур у, тем самым перераспределяя плотность энерговыделения в трубе. Высокая точность регулирования температуры обеспечивается за счет управления расположением индуктора относительно трубы по прямому параметру - тепловому излучению. На фиг. 1 показана функциональная схема устройства для последовательной закалки труб; на фиг.2 расположение фотодатчиков в плоскости, перпендикулярной продольной оси трубы; на фиг.3 - график температурного режима индукционного нагрева и охлаждения канальной трубы. Устройство содержит механизм перемещения 1 трубы 2 в осевом направлении, генератор переменного тока 3, индуктор 4, пирометр 5, блок управления мощностью генератора 6, связанный с пирометром, систему охлаждения трубы 7, механизм перемещения индуктора 8 в плоскости, перпендикулярной его продольной оси, по крайней мере две пары встречно направленных фотодатчиков 9, соединенных в каждой паре дифференциально, электрически связанных с механизмом 8 перемещения индуктора. Оптические оси датчиков лежат в плоскости, нормальной к оси трубы, равномерно по ее окружности, а сама плоскость находится на выходе тр убы из индуктора. Устройство работает следующим образом. Температуру нагрева тр убы устанавливают величиной опорного сигнала в блоке управления мощностью 6 генератора 3. Включают механизм 1 перемещения трубы в осевом направлении и генератор 3 переменного тока. Труба 2 разогревается, и сигнал, получаемый с выхода пирометра 5 сравнивают с величиной опорного сигнала. Мо щность генератора 3 увеличивают или уменьшают в зависимости от знака сигнала рассогласования между сигналом пирометра 5 и опорным сигналом и, таким образом, автоматически поддерживают постоянной температуру нагрева тр убы 2. По причине разной толщины стенки или неоднородности структуры трубы при нагреве возникает разность температур в ее поперечном сечении, которую фиксируют встречно направленные пары фотодатчиков 9. Сигнал рассогласования с каждой пары фотодатчиков 9 поступает в механизм 8 перемещения индуктора 4 и в зависимости от знака сигнала рассогласования индуктор 4 с помощью механизма 8 перемещения приближается или удаляется от поверхности трубы 2 и, таким образом, автоматически поддерживается равенство температур в поперечном сечении трубы. При нагреве трубы из циркониевого сплава Э-125 в индукторе высокочастотного генератора частотой 66 кГц глубина проникновения тока в трубу толщиной 4.3мм в 2,5 раза меньше толщины ее стенок, то есть прогрев осуществляется за счет распространения тепла теплопроводностью. Температурный режим индукционного нагрева и последующего охлаждения канальной трубы в душевом устройстве приведен на фиг.3. Максимальная температура трубы достигается вне индуктора в момент нахождения разогретого участка трубы между индуктором и зоной охлаждения (фиг.3). Выравнивание температуры по сечению трубы за счет теплопроводности, как видно из фиг.3, происходит за 1 с. Фотодатчики могут быть расположены как в промежуточной части индуктора, так и на выходе трубы из индуктора. Расположение фотодатчиков, регистрирующи х температуру в сечении, нагретом до (700-850)°С позволяет при дальнейшем нагреве до температуры 950°С, автоматическим перемещением индуктора выравнивать температуру по окружности трубы. Установка фотодатчиков в сечении, нагретом до температур (400-700)°С приводит к перегреву утолщенных участков трубы или при неоднородной структуре участков с повышенным электрическим сопротивлением. Если фотодатчики расположены в сечении, нагретом до температуры выше 850°С. то разность температур по окружности трубы лишь незначительно уменьшается. Поэтому в данной установке фотодатчики регистрируют разность температуры по окружности в сечении, нагретом до температуры 700-850°С. При разности температур по окружности более 10 °С индуктор автоматически перемещается и при дальнейшем нагреве до 950°С происходит выравнивание температуры по окружности. Как показывают измерения при 'точности определения температуры ±5°С фотодатчиками в диапазоне 700-850°С разность температуры участков тр убы в зоне максимальной температуры составляет ±15°С. В процессе термообработки участки трубы последовательно выходят из зоны нагрева (участок А-Б-В на фиг.1), где их, температура повышается до 935±15°С и выдерживают в течение 5-15 сек (участок ВГ, на фиг.3), где температура выравнивается по окружности. Время выдержки определяется временем полного растворения легирующи х элементов в фазе циркония. Последовательно выходя из зоны нагрева, участки трубы входят в зону "закалки", где охлаждаются со скоростью (400-1200)°С/с струей охлаждающей воды (участок ГД). Пример. Индукционному нагреву под закалку подвергали циркониевые трубы с наружным диаметром 88 ±0,7 0,1 мм, толщиной стенки 4±0,3 мм, длиной 8500 мм. Нагрев осуществляли подвижным в плоскости, перпендикулярной оси трубы, цилиндрическим индуктором 0 96мм и длиной 40 мм. Контроль температуры производили с помощью 4 внутренних и 4 наружных равномерно распределенных по сечению и зачеканенных одна против другой предварительно проградуированных терм(Я пар. Показания термопар записывались с помощью шлейфного осциллографа. Результаты экспериментов по индукционному нагреву на частоте 66 кГц труб из сплавов циркония приведены в табл.1 и 2. Из табл.1 и 2 видно, что при нагреве труб из сплава Э-125 в неподвижном индукторе перепад температур по окружности равен 72°С, а у входа в зону закалки 50°С, в подвижном индукторе перепад температур равен 22°С, а у входа в зону закалки составляет 11 °С, что допустимо по технологическим условиям и нет необходимости закаленные трубы подвергать операции рихтовки, Таким образом, предлагаемое устройство позволяет повысить качество закалки путем регулирования температуры нагрева в поперечном сечении трубы,
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for sequential pipe hardening
Автори англійськоюStukalov Anatolii Ivanovych, Haidamachenko Heorhii Semenovych, Hrytsyna Viktor Myhailovych, Kulish Hryhorii Vasyliovych, Kolotilov Oleksandr Mykolaiovych, Kuzmychev Mykhailo Oleksandrovych, Laptiev Heorhii Mykolaiovych, Lynnyk Yurii Oleksandrovych
Назва патенту російськоюУстройство для последовательной закалки труб
Автори російськоюСтукалов Анатолий Иванович, Гайдамаченко Георгий Семенович, Грицына Виктор Михайлович, Кулиш Григорий Васильевич, Колотилов Александр Николаевич, Кузьмичев Михаил Александрович, Лаптев Георгий Николаевич, Линник Юрий Александрович
МПК / Мітки
МПК: C21D 9/08, C21D 11/00
Мітки: труб, послідовного, гартування, пристрій
Код посилання
<a href="https://ua.patents.su/4-19822-pristrijj-dlya-poslidovnogo-gartuvannya-trub.html" target="_blank" rel="follow" title="База патентів України">Пристрій для послідовного гартування труб</a>
Пристрій для обробки розтрубів чавунних труб
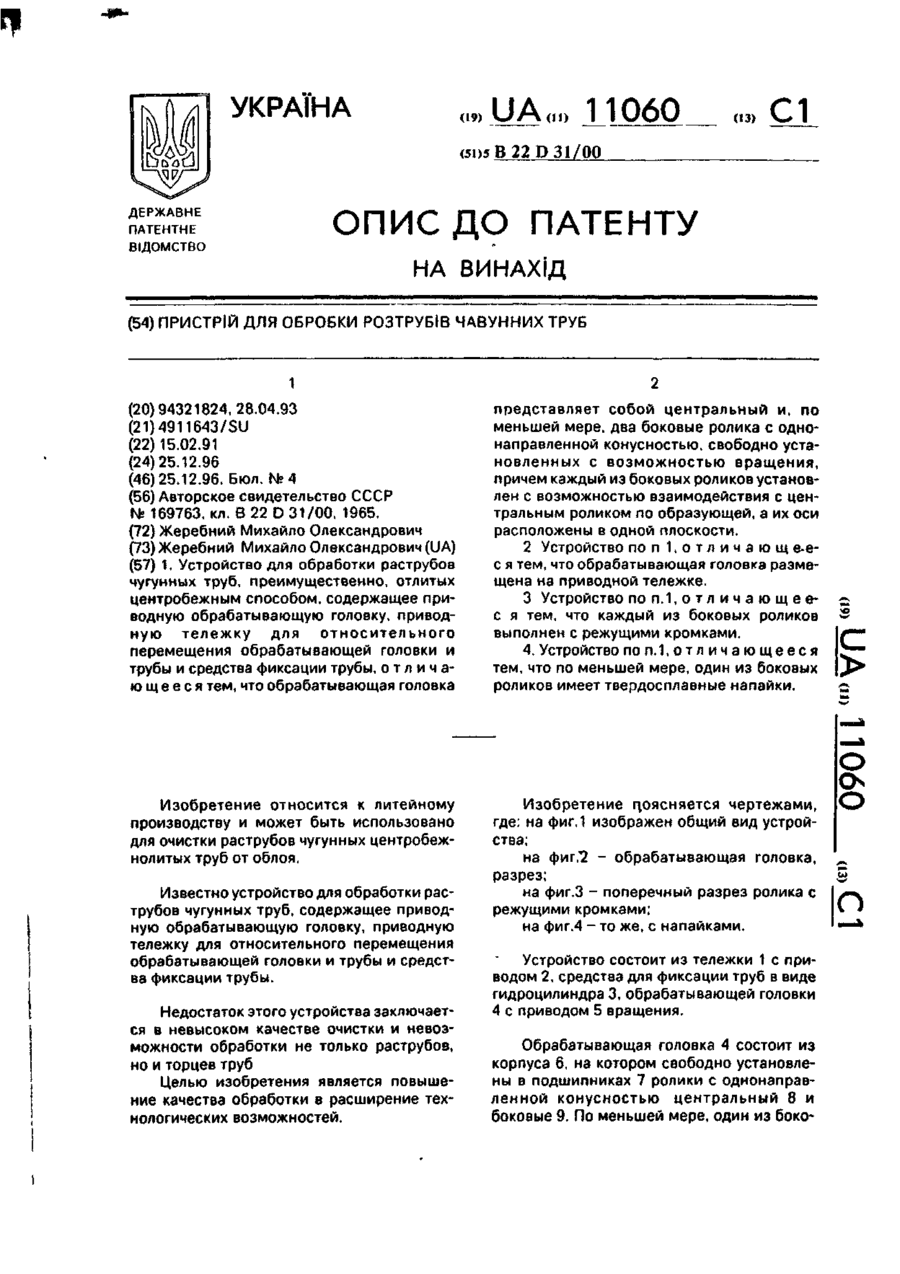
Номер патенту: 11060
Опубліковано: 25.12.1996
Автор: Жеребний Михайло Олександрович
МПК: B22D 31/00
Мітки: труб, чавунних, обробки, пристрій, розтрубів
Формула / Реферат:
(57) 1. Устройство для обработки раструбов чугунных труб, преимущественно, отлитых центробежным способом, содержащее приводную обрабатывающую головку, приводную тележку для относительного перемещения обрабатывающей головки и трубы и средства фиксации трубы, отличающееся тем, что обрабатывающая головкапредставляет собой центральный и, по меньшей мере, два боковые ролика с однонаправленной конусностью, свободно установленных с...
Пристрій для гнуття труб з індукційним нагрівом
Номер патенту: 3879
Опубліковано: 27.12.1994
Автори: Михайлюк Олександр Якович, Пуриш Валентин Захарович, Петрушенко Володимир Омельянович
МПК: B21D 7/00
Мітки: індукційним, гнуття, труб, нагрівом, пристрій
Формула / Реферат:
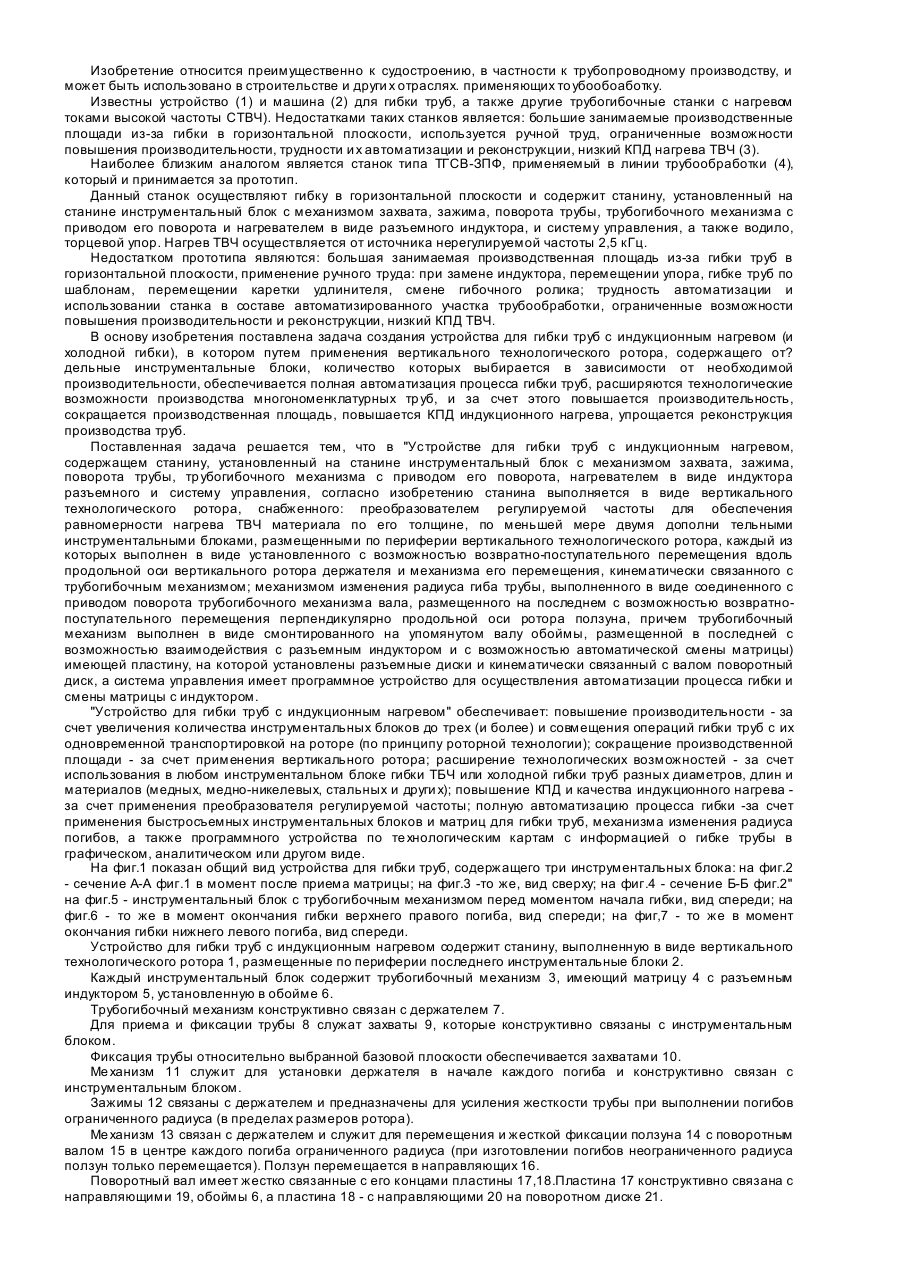
Устройство для гибки труб с индукционным нагревом, содержащее станину, установленный на станине инструментальный блок с механизмами захвата, зажима, поворота трубы, трубогибочного механизма с приводом его поворота и нагревателем в виде разъемного индуктора и систему управления, отличающееся тем, что станина выполнена в виде вертикального технологического ротора, причем оно снабжено расположенным на последнем преобразователем регулируемой...
Спосіб гартування виробів
Номер патенту: 16592
Опубліковано: 29.08.1997
Автор: Шнейдерман Олександр Шлемович
МПК: C21D 1/56
Мітки: спосіб, виробів, гартування
Формула / Реферат:
1. Способ закалки изделий, преимущественно из теплостойких сталей, включающий нагрев в вакуумной печи, выдержку и последующее охлаждение нейтральным газом, отличающийся тем, что, с целью повышения теплостойкости сталей, охлаждение нейтральным газом ведут при избыточном давлении со скоростью 50-250 град/мян до 550^>00°С и со скоростью 5-Ю град/мин до 100°С. 2. Способ по п. 1, отличающийся тем, что в качестве нейтрального газа используют...
Пристрій для вирівнювання та калібрування пластмасових труб
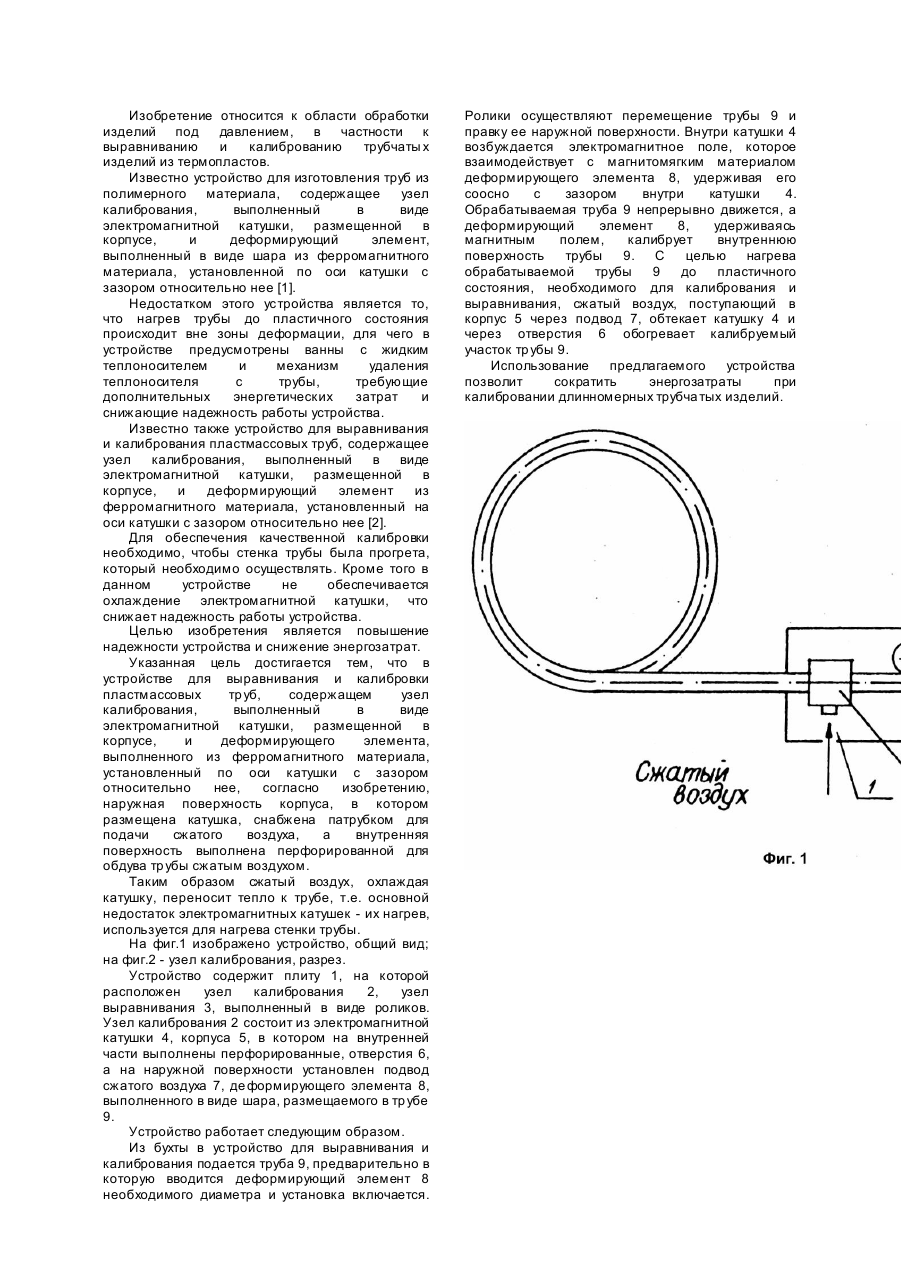
Номер патенту: 18361
Опубліковано: 25.12.1997
Автор: Струманський Олександр Лукич
МПК: B29C 53/00
Мітки: калібрування, труб, пристрій, вирівнювання, пластмасових
Формула / Реферат:
Устройство для выравнивания и калибрования пластмассовых труб, содержащее узел калибрования, выполненный в виде электромагнитной катушки, размещенной в корпусе, и деформирующий элемент из ферромагнитного материала, установленный по оси катушки с зазором относительно нее, отличающееся тем, что наружная поверхность корпуса снабжена патрубком для подачи сжатого воздуха, а внутренняя поверхность корпуса выполнена перфорированной для обдува...
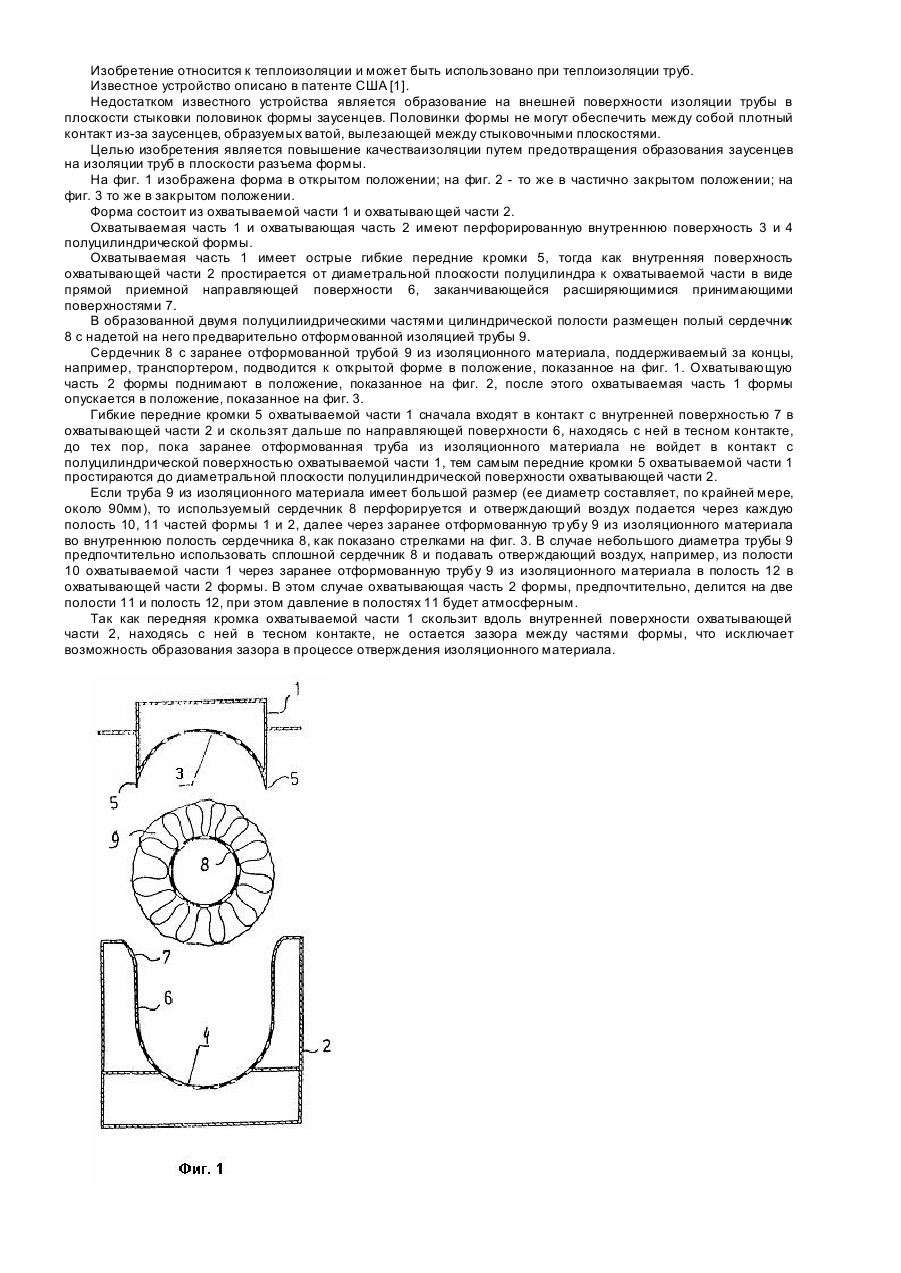
Пристрій для отвердіння ізоляції труб
Номер патенту: 5122
Опубліковано: 28.12.1994
Автор: Осмо Сойккелі
МПК: F16L 59/00
Мітки: пристрій, отвердіння, ізоляції, труб
Формула / Реферат:
1. Устройство для отверждения изоляции труб, содержащее разъемную, состоящую из двух частей перфорированную радиальными отверстиями форму, в цилиндрической полости которой соосно размещен перфорированный радиальными отверстиями полый сердечник с надетой на него предварительно отформованной изоляцией трубы и средство подачи через сердечник отверждающего изоляцию трубы воздуха, отличающееся тем, что форма выполнена в виде охватываемой и...
Попередній патент: Спосіб стимулювання розумової діяльності та спосіб діагностики старечого недоумства
Наступний патент: Паливна композиція
Випадковий патент: Спосіб очищення довгомірного циліндричного виробу від окалини та іржі