Пристрій для гнуття труб з індукційним нагрівом
Номер патенту: 3879
Опубліковано: 27.12.1994
Автори: Михайлюк Олександр Якович, Петрушенко Володимир Омельянович, Пуриш Валентин Захарович
Формула / Реферат
Устройство для гибки труб с индукционным нагревом, содержащее станину, установленный на станине инструментальный блок с механизмами захвата, зажима, поворота трубы, трубогибочного механизма с приводом его поворота и нагревателем в виде разъемного индуктора и систему управления, отличающееся тем, что станина выполнена в виде вертикального технологического ротора, причем оно снабжено расположенным на последнем преобразователем регулируемой частоты для обеспечения равномерности нагрева ТВЧ материала по его толщине, по меньшей мере, двумя дополнительными инструментальными блоками, размещенными с имеющимся инструментальным блоком по периферии вертикального технологического ротора, каждый из которых выполнен в виде установленного с возможностью возвратно-поступательного перемещения вдоль продольной оси вертикального ротора держателя и механизма его перемещения, кинематически связанного с трубогибочным механизмом, механизма изменения радиуса гиба трубы, выполненного в виде соединенного с приводом поворота трубогибочного механизма вала, размещенного на последнем с возможностью возвратно-поступательного перемещения перпендикулярно продольной оси ротора ползуна, причем трубогибочный механизм выполнен в виде смонтированного на упомянутом валу обоймы, размещенной в последней с возможностью взаимодействия с разъемным индуктором и с возможностью автоматической смены матрицы, имеющей пластину, на которой установлены разъемные диски и кинематически связанный с валом поворотный диск, а система управления имеет программное устройство для осуществления автоматизации процесса гибки трубы и смены матрицы с индуктором.
Текст
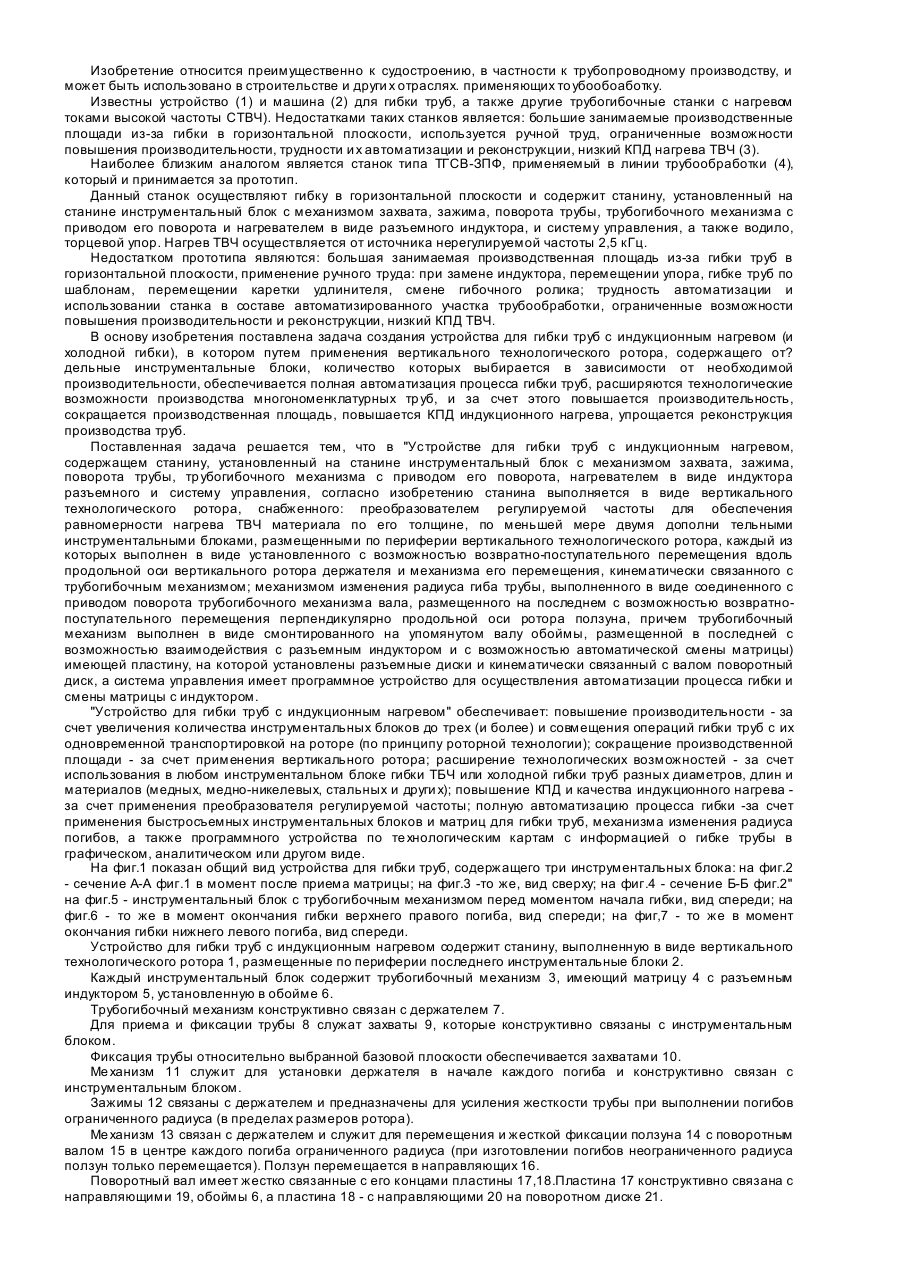
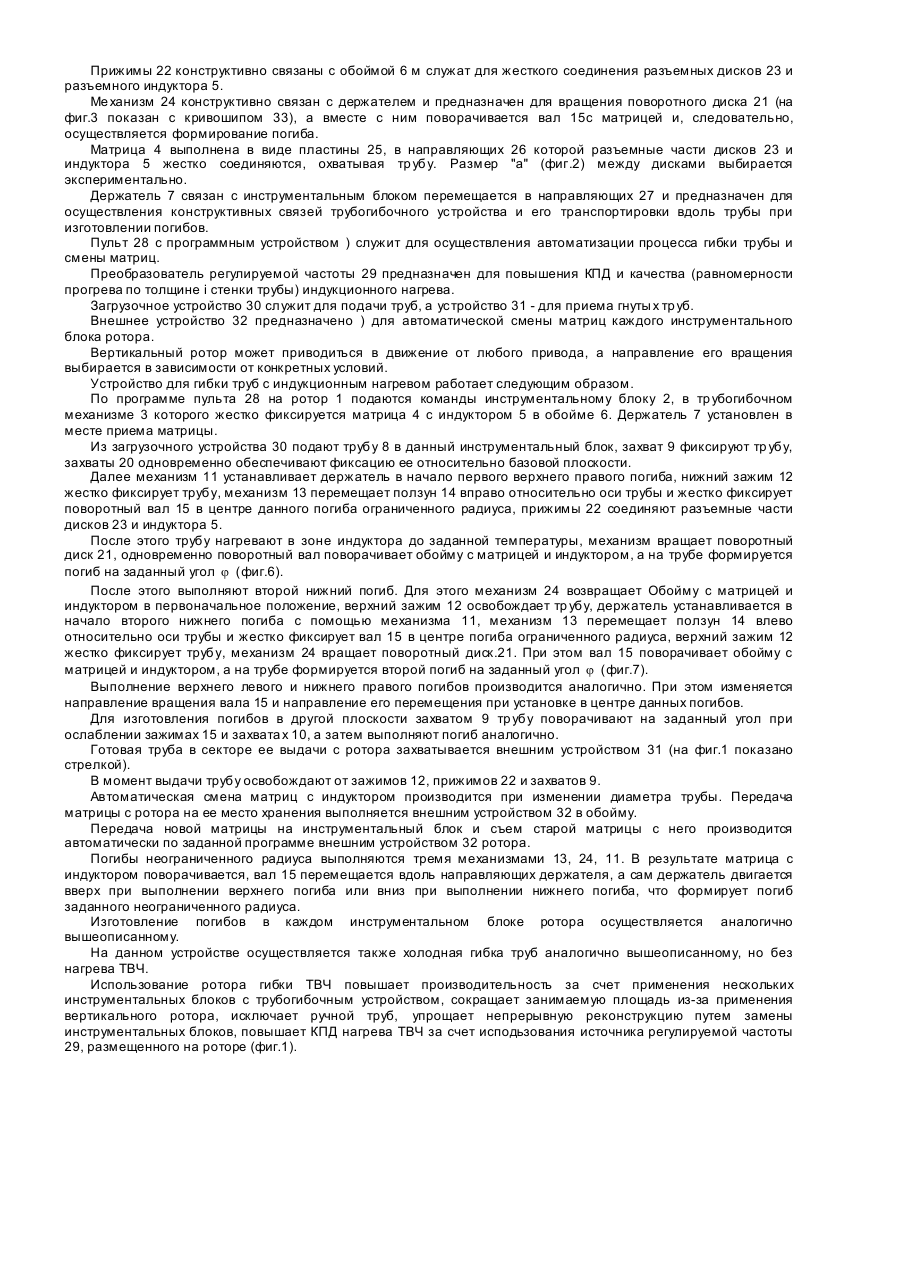
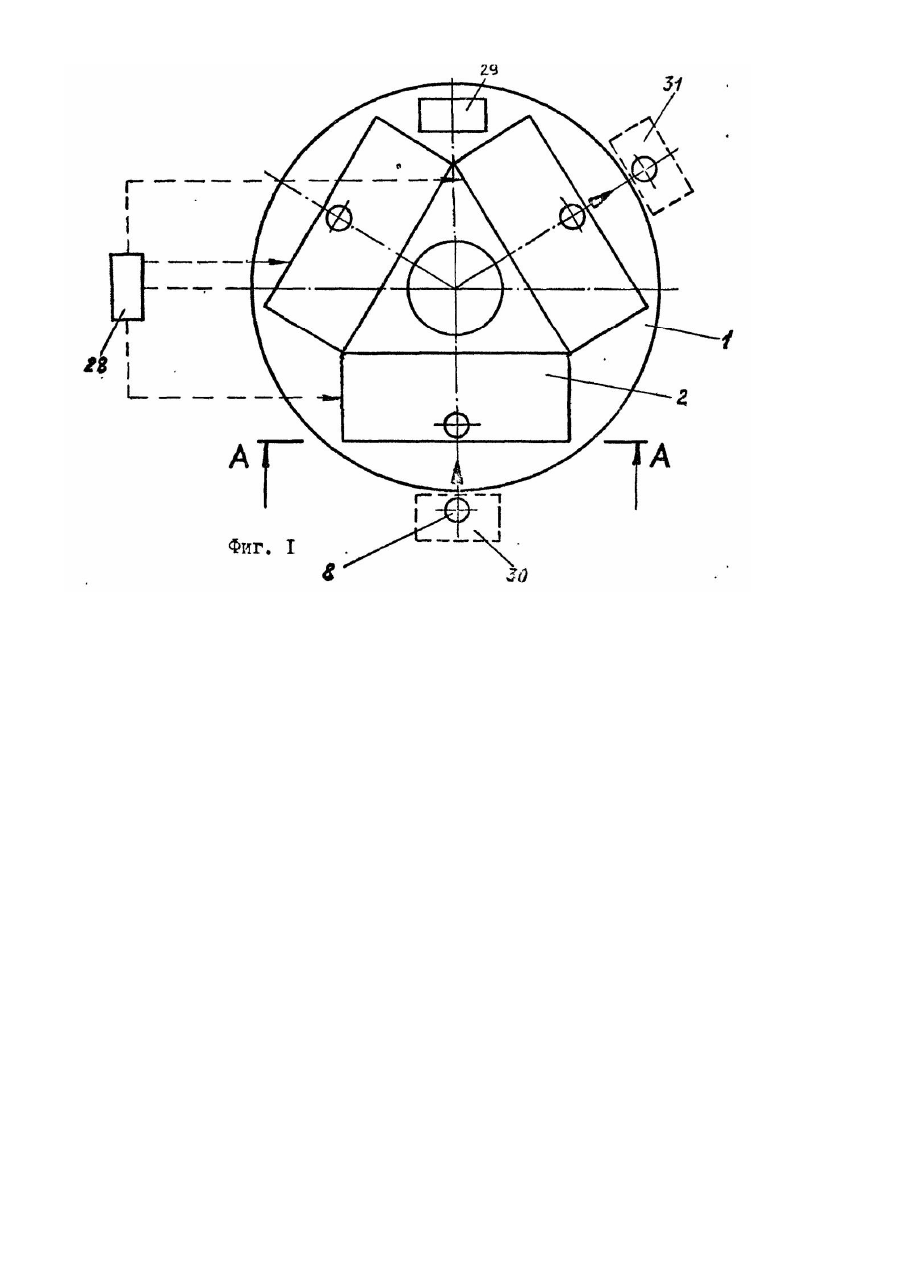
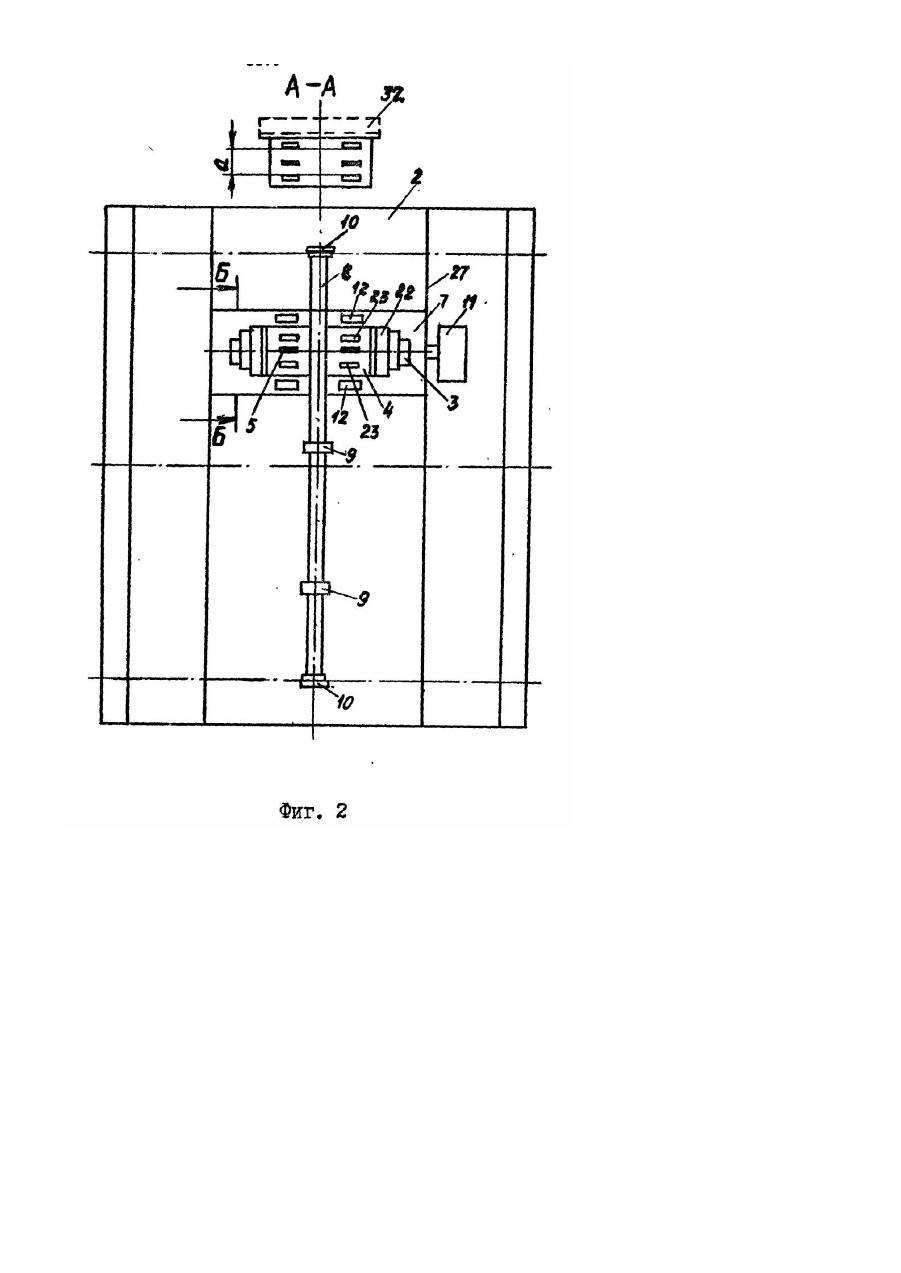
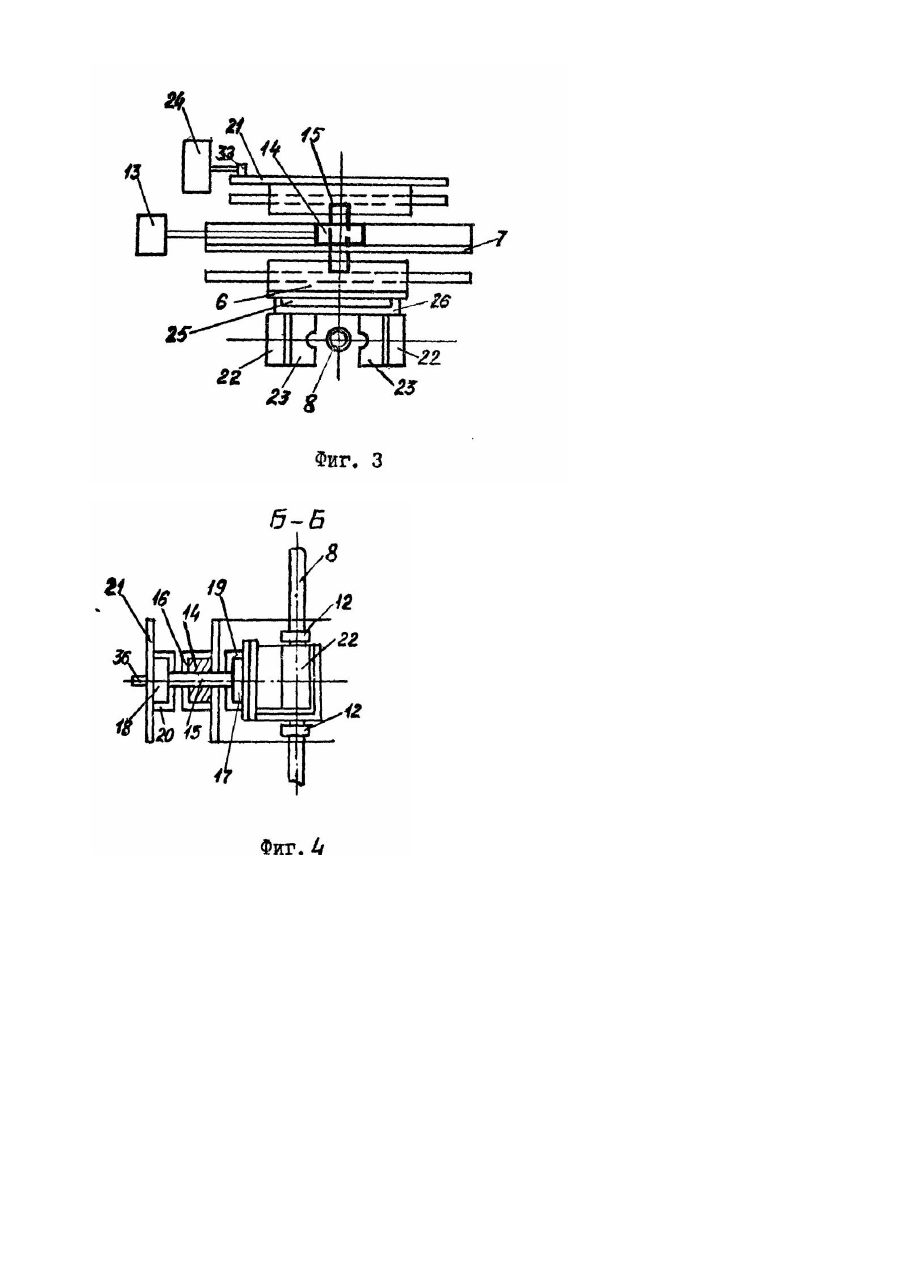
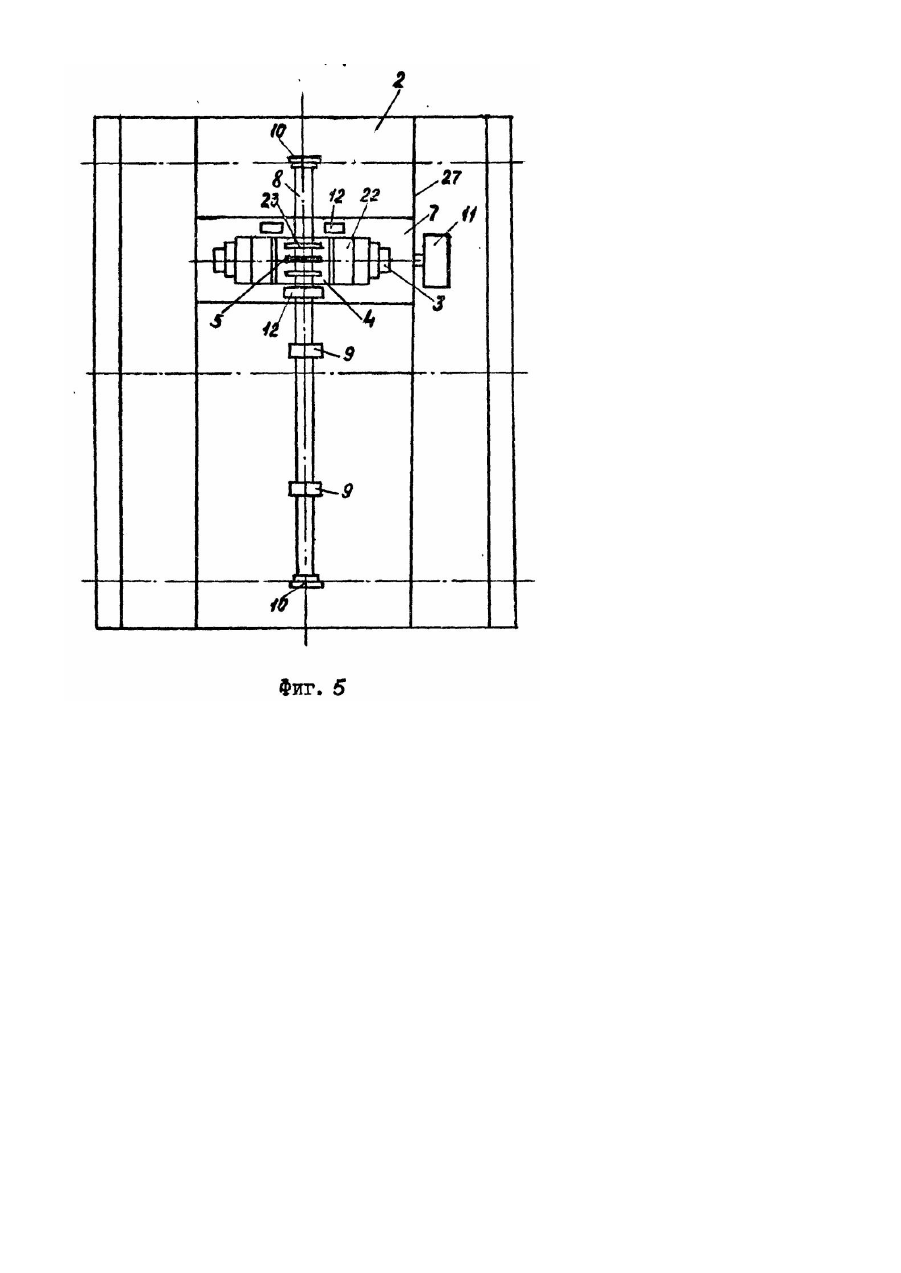
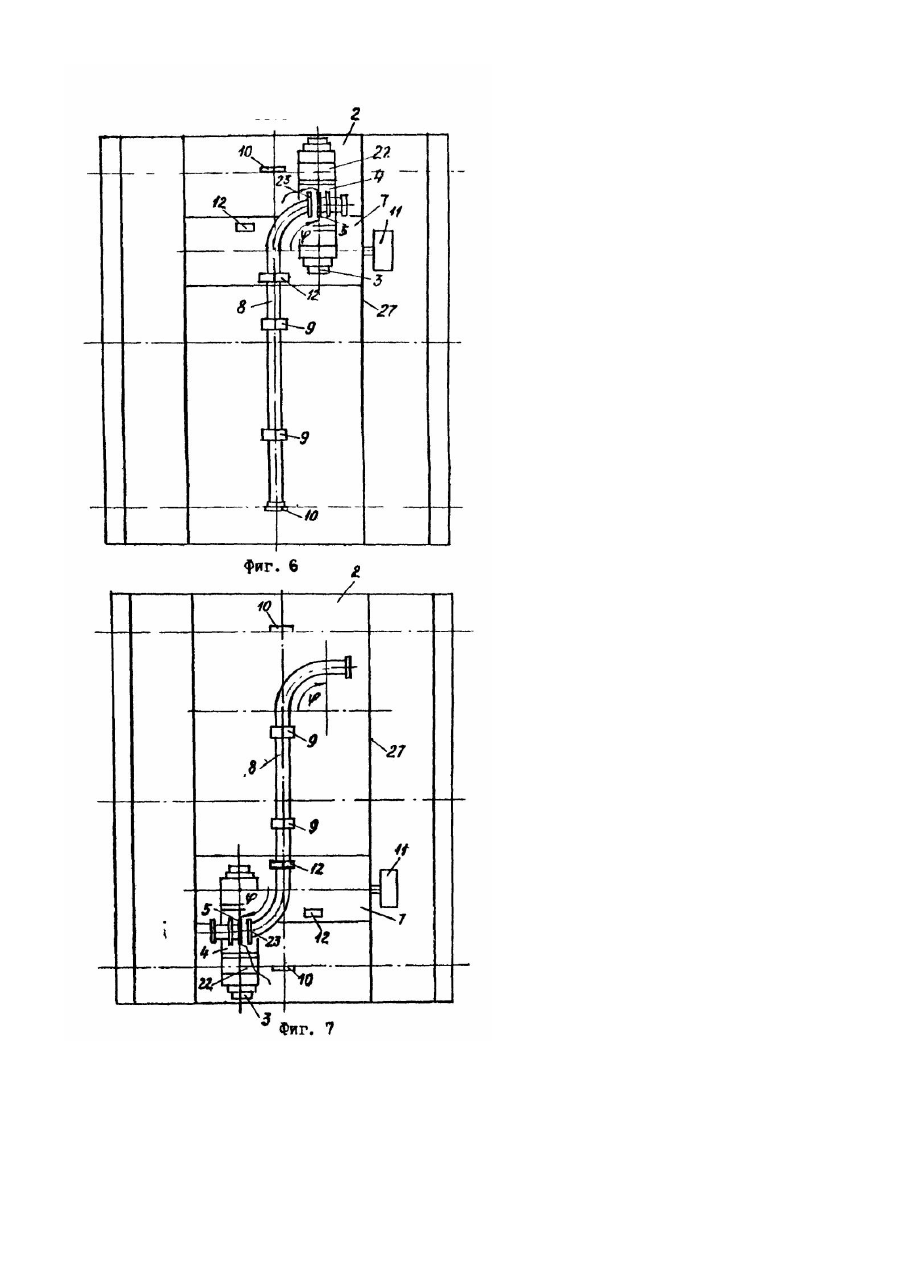
Изобретение относится преимущественно к судостроению, в частности к трубопроводному производству, и может быть использовано в строительстве и други х отраслях. применяющих то убообоаботку. Известны устройство (1) и машина (2) для гибки труб, а также другие трубогибочные станки с нагревом токами высокой частоты СТВЧ). Недостатками таких станков является: большие занимаемые производственные площади из-за гибки в горизонтальной плоскости, используется ручной труд, ограниченные возможности повышения производительности, трудности и х автоматизации и реконструкции, низкий КПД нагрева ТВЧ (3). Наиболее близким аналогом является станок типа ТГСВ-ЗПФ, применяемый в линии трубообработки (4), который и принимается за прототип. Данный станок осуществляют гибку в горизонтальной плоскости и содержит станину, установленный на станине инструментальный блок с механизмом захвата, зажима, поворота трубы, трубогибочного механизма с приводом его поворота и нагревателем в виде разъемного индуктора, и систему управления, а также водило, торцевой упор. Нагрев ТВЧ осуществляется от источника нерегулируемой частоты 2,5 кГц. Недостатком прототипа являются: большая занимаемая производственная площадь из-за гибки труб в горизонтальной плоскости, применение ручного труда: при замене индуктора, перемещении упора, гибке труб по шаблонам, перемещении каретки удлинителя, смене гибочного ролика; трудность автоматизации и использовании станка в составе автоматизированного участка трубообработки, ограниченные возможности повышения производительности и реконструкции, низкий КПД ТВЧ. В основу изобретения поставлена задача создания устройства для гибки труб с индукционным нагревом (и холодной гибки), в котором путем применения вертикального технологического ротора, содержащего от? дельные инструментальные блоки, количество которых выбирается в зависимости от необходимой производительности, обеспечивается полная автоматизация процесса гибки труб, расширяются технологические возможности производства многономенклатурных тр уб, и за счет этого повышается производительность, сокращается производственная площадь, повышается КПД индукционного нагрева, упрощается реконструкция производства труб. Поставленная задача решается тем, что в "Устройстве для гибки труб с индукционным нагревом, содержащем станину, установленный на станине инструментальный блок с механизмом захвата, зажима, поворота трубы, тр убогибочного механизма с приводом его поворота, нагревателем в виде индуктора разъемного и систему управления, согласно изобретению станина выполняется в виде вертикального технологического ротора, снабженного: преобразователем регулируемой частоты для обеспечения равномерности нагрева ТВЧ материала по его толщине, по меньшей мере двумя дополни тельными инструментальными блоками, размещенными по периферии вертикального технологического ротора, каждый из которых выполнен в виде установленного с возможностью возвратно-поступательного перемещения вдоль продольной оси вертикального ротора держателя и механизма его перемещения, кинематически связанного с трубогибочным механизмом; механизмом изменения радиуса гиба трубы, выполненного в виде соединенного с приводом поворота трубогибочного механизма вала, размещенного на последнем с возможностью возвратнопоступательного перемещения перпендикулярно продольной оси ротора ползуна, причем трубогибочный механизм выполнен в виде смонтированного на упомянутом валу обоймы, размещенной в последней с возможностью взаимодействия с разъемным индуктором и с возможностью автоматической смены матрицы) имеющей пластину, на которой установлены разъемные диски и кинематически связанный с валом поворотный диск, а система управления имеет программное устройство для осуществления автоматизации процесса гибки и смены матрицы с индуктором. "Устройство для гибки труб с индукционным нагревом" обеспечивает: повышение производительности - за счет увеличения количества инструментальных блоков до трех (и более) и совмещения операций гибки труб с их одновременной транспортировкой на роторе (по принципу роторной технологии); сокращение производственной площади - за счет применения вертикального ротора; расширение технологических возможностей - за счет использования в любом инструментальном блоке гибки ТБЧ или холодной гибки труб разных диаметров, длин и материалов (медных, медно-никелевых, стальных и други х); повышение КПД и качества индукционного нагреваза счет применения преобразователя регулируемой частоты; полную автоматизацию процесса гибки -за счет применения быстросъемных инструментальных блоков и матриц для гибки труб, механизма изменения радиуса погибов, а также программного устройства по те хнологическим картам с информацией о гибке трубы в графическом, аналитическом или другом виде. На фиг.1 показан общий вид устройства для гибки труб, содержащего три инструментальных блока: на фиг.2 - сечение А-А фиг.1 в момент после приема матрицы; на фиг.3 -то же, вид сверху; на фиг.4 - сечение Б-Б фиг.2" на фиг.5 - инструментальный блок с трубогибочным механизмом перед моментом начала гибки, вид спереди; на фиг.6 - то же в момент окончания гибки верхнего правого погиба, вид спереди; на фиг,7 - то же в момент окончания гибки нижнего левого погиба, вид спереди. Устройство для гибки труб с индукционным нагревом содержит станину, выполненную в виде вертикального технологического ротора 1, размещенные по периферии последнего инструментальные блоки 2. Каждый инструментальный блок содержит трубогибочный механизм 3, имеющий матрицу 4 с разъемным индуктором 5, установленную в обойме 6. Трубогибочный механизм конструктивно связан с держателем 7. Для приема и фиксации трубы 8 служат захваты 9, которые конструктивно связаны с инструментальным блоком. Фиксация трубы относительно выбранной базовой плоскости обеспечивается захватами 10. Ме ханизм 11 служит для установки держателя в начале каждого погиба и конструктивно связан с инструментальным блоком. Зажимы 12 связаны с держателем и предназначены для усиления жесткости трубы при выполнении погибов ограниченного радиуса (в пределах размеров ротора). Ме ханизм 13 связан с держателем и служит для перемещения и жесткой фиксации ползуна 14 с поворотным валом 15 в центре каждого погиба ограниченного радиуса (при изготовлении погибов неограниченного радиуса ползун только перемещается). Ползун перемещается в направляющих 16. Поворотный вал имеет жестко связанные с его концами пластины 17,18.Пластина 17 конструктивно связана с направляющими 19, обоймы 6, а пластина 18 - с направляющими 20 на поворотном диске 21. Прижимы 22 конструктивно связаны с обоймой 6 м служат для жесткого соединения разъемных дисков 23 и разъемного индуктора 5. Ме ханизм 24 конструктивно связан с держателем и предназначен для вращения поворотного диска 21 (на фиг.3 показан с кривошипом 33), а вместе с ним поворачивается вал 15с матрицей и, следовательно, осуществляется формирование погиба. Матрица 4 выполнена в виде пластины 25, в направляющих 26 которой разъемные части дисков 23 и индуктора 5 жестко соединяются, охватывая тр убу. Размер "а" (фиг.2) между дисками выбирается экспериментально. Держатель 7 связан с инструментальным блоком перемещается в направляющих 27 и предназначен для осуществления конструктивных связей трубогибочного устройства и его транспортировки вдоль трубы при изготовлении погибов. Пульт 28 с программным устройством ) служит для осуществления автоматизации процесса гибки трубы и смены матриц. Преобразователь регулируемой частоты 29 предназначен для повышения КПД и качества (равномерности прогрева по толщине і стенки трубы) индукционного нагрева. Загрузочное устройство 30 служит для подачи труб, а устройство 31 - для приема гнуты х тр уб. Внешнее устройство 32 предназначено ) для автоматической смены матриц каждого инструментального блока ротора. Вертикальный ротор может приводиться в движение от любого привода, а направление его вращения выбирается в зависимости от конкретных условий. Устройство для гибки труб с индукционным нагревом работает следующим образом. По программе пульта 28 на ротор 1 подаются команды инструментальному блоку 2, в тр убогибочном механизме 3 которого жестко фиксируется матрица 4 с индуктором 5 в обойме 6. Держатель 7 установлен в месте приема матрицы. Из загрузочного устройства 30 подают трубу 8 в данный инструментальный блок, захват 9 фиксируют тр убу, захваты 20 одновременно обеспечивают фиксацию ее относительно базовой плоскости. Далее механизм 11 устанавливает держатель в начало первого верхнего правого погиба, нижний зажим 12 жестко фиксирует трубу, механизм 13 перемещает ползун 14 вправо относительно оси трубы и жестко фиксирует поворотный вал 15 в центре данного погиба ограниченного радиуса, прижимы 22 соединяют разъемные части дисков 23 и индуктора 5. После этого трубу нагревают в зоне индуктора до заданной температуры, механизм вращает поворотный диск 21, одновременно поворотный вал поворачивает обойму с матрицей и индуктором, а натрубе формируется погиб на заданный угол j (фиг.6). После этого выполняют второй нижний погиб. Для этого механизм 24 возвращает Обойму с матрицей и индуктором в первоначальное положение, верхний зажим 12 освобождает тр убу, держатель устанавливается в начало второго нижнего погиба с помощью механизма 11, механизм 13 перемещает ползун 14 влево относительно оси трубы и жестко фиксирует вал 15 в центре погиба ограниченного радиуса, верхний зажим 12 жестко фиксирует трубу, механизм 24 вращает поворотный диск.21. При этом вал 15 поворачивает обойму с матрицей и индуктором, а на трубе формируется второй погиб на заданный угол j (фиг.7). Выполнение верхнего левого и нижнего правого погибов производится аналогично. При этом изменяется направление вращения вала 15 и направление его перемещения при установке в центре данных погибов. Для изготовления погибов в другой плоскости захватом 9 тр убу поворачивают на заданный угол при ослаблении зажимах 15 и захвата х 10, а затем выполняют погиб аналогично. Готовая труба в секторе ее выдачи с ротора захватывается внешним устройством 31 (на фиг.1 показано стрелкой). В момент выдачи трубу освобождают от зажимов 12, прижимов 22 и захватов 9. Автоматическая смена матриц с индуктором производится при изменении диаметра трубы. Передача матрицы с ротора на ее место хранения выполняется внешним устройством 32 в обойму. Передача новой матрицы на инструментальный блок и съем старой матрицы с него производится автоматически по заданной программе внешним устройством 32 ротора. Погибы неограниченного радиуса выполняются тремя механизмами 13, 24, 11. В результате матрица с индуктором поворачивается, вал 15 перемещается вдоль направляющих держателя, а сам держатель двигается вверх при выполнении верхнего погиба или вниз при выполнении нижнего погиба, что формирует погиб заданного неограниченного радиуса. Изготовление погибов в каждом инструментальном блоке ротора осуществляется аналогично вышеописанному. На данном устройстве осуществляется также холодная гибка труб аналогично вышеописанному, но без нагрева ТВЧ. Использование ротора гибки ТВЧ повышает производительность за счет применения нескольких инструментальных блоков с трубогибочным устройством, сокращает занимаемую площадь из-за применения вертикального ротора, исключает ручной труб, упрощает непрерывную реконструкцию путем замены инструментальных блоков, повышает КПД нагрева ТВЧ за счет исподьзования источника регулируемой частоты 29, размещенного на роторе (фиг.1).
ДивитисяДодаткова інформація
Назва патенту англійськоюTube-bending device with induction heating
Автори англійськоюPetrushenko Volodymyr Omelianovych, Purysh Valentyn Zakharovych, Purish Valentyn Zakharovych, Mykhailiuk Oleksandr Yakovych
Назва патенту російськоюУстройство для гибки труб с индукционным нагревом
Автори російськоюПетрушенко Владимир Емельянович, Пуриш Валентин Захарович, Михайлюк Александр Яковлевич
МПК / Мітки
МПК: B21D 7/00
Мітки: труб, нагрівом, індукційним, пристрій, гнуття
Код посилання
<a href="https://ua.patents.su/7-3879-pristrijj-dlya-gnuttya-trub-z-indukcijjnim-nagrivom.html" target="_blank" rel="follow" title="База патентів України">Пристрій для гнуття труб з індукційним нагрівом</a>
Пристрій для зварювання труб з термопластів
Номер патенту: 4316
Опубліковано: 27.12.1994
Автори: Новиченко Микола Григорович, Персіон Олексій Абрамович, Тютюник Микола Сергійович
МПК: B29C 65/18
Мітки: термопластів, пристрій, труб, зварювання
Формула / Реферат:
Устройство для сварки труб из термопластов, содержащее неподвижный и подвижный кронштейны с зажимными хомутами, направляющие, закрепленные на неподвижном кронштейне, и приходной винт с трубчатой гайкой, установленной на подвижном кронштейне и снабженной на свободном конце резьбовой втулкой и поворотным кожухом с фиксатором и с тремя парами регулирумых стопоров, установленных с возможностью попарного контакта с торцами направляющих,...
Установка для з’єднання труб з термопластів
Номер патенту: 2651
Опубліковано: 26.12.1994
Автори: Ротенфельд Веніамін Соломонович, Малінін Альберт Леонідович, Самородницький Давид Єйхинович
МПК: B29C 65/18
Мітки: термопластів, установка, труб, з'єднання
Формула / Реферат:
1. Установка для соединения труб из термопластов, содержащая станину, на которой смонтированы центрирующие механизмы для труб, один из которых связан с приводом возвратно-поступательного продольного перемещения, каретку, установленную с возможностью поперечного перемещения между центрирующими механизмами, и нагреватель, смонтированный на каретке, отличающаяся тем, что установка снабжена механизмом формирования раструба на одной из труб,...
Самохідний пристрій для транспортування та стикування труб
Номер патенту: 2040
Опубліковано: 20.12.1994
Автор: Іванов Олександр Іванович
МПК: B60P 3/40
Мітки: труб, стикування, пристрій, транспортування, самохідний
Формула / Реферат:
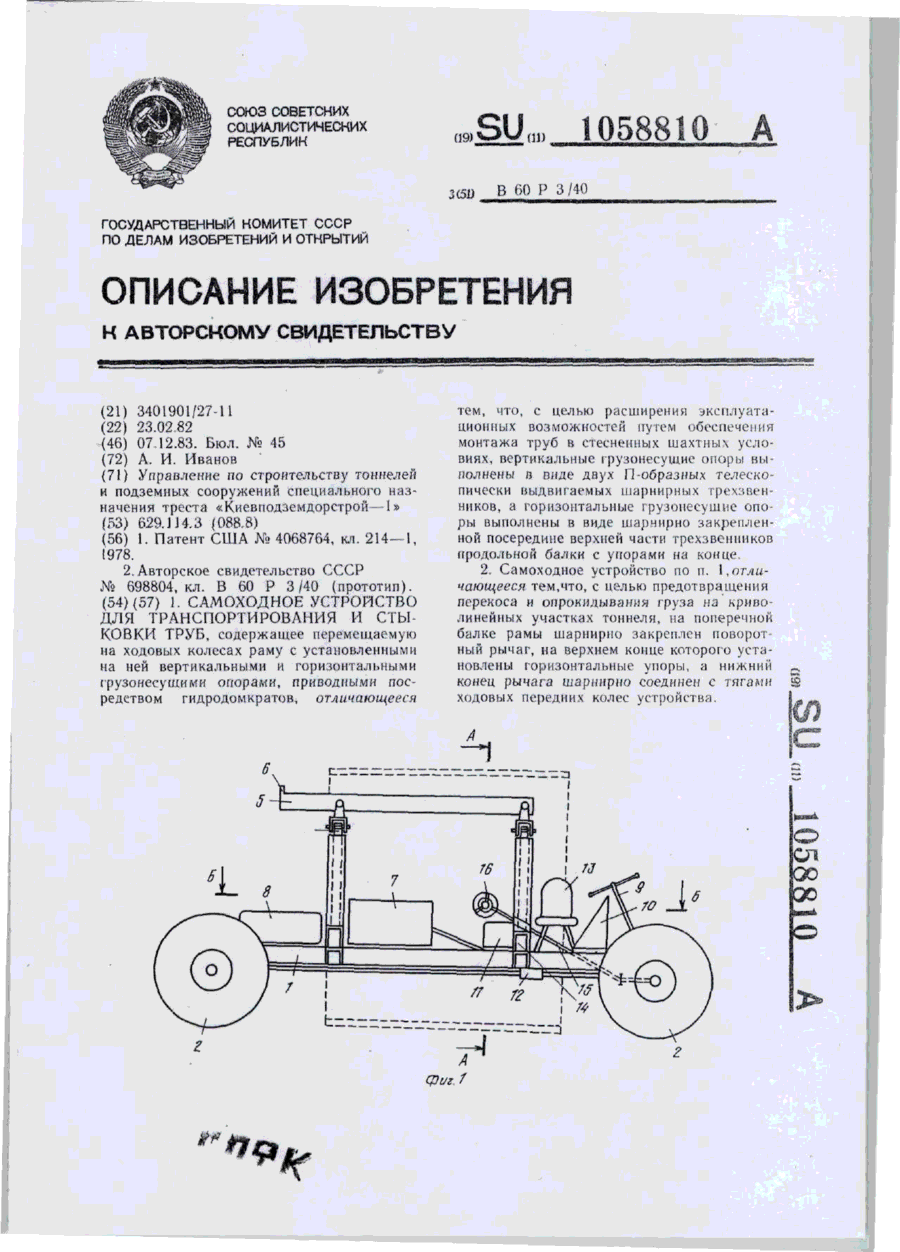
1. Самоходное устройство для транспортирования и стыковки труб, содержащее перемещаемую на ходовых колесах раму с установленными на ней вертикальными и горизонтальными грузоне-сушими опорами, приводными посредством щдродом-кратов, отличающееся тем, что, с целью расширения эксплуатационных возможностей путем обеспечения монтажа труб в стесненных шахтных условиях, вертикальные грузонесущие опоры выполнены в виде двух П-образных телескопически...
Пристрій для приймання і формування пакету труб, виготовлених методом екструзії
Номер патенту: 2661
Опубліковано: 26.12.1994
Автори: Дяченко Володимир Миколайович, Дубінін Віктор Іванович, Міщенко Віталій Олександрович
МПК: B29C 47/08
Мітки: приймання, методом, пакету, пристрій, формування, труб, екструзії, виготовлених
Формула / Реферат:
Устройство для приемки и формирования пакета экструдируемых труб, содержащее неподвижную раму, V-образный приемный лоток, выполненный в виде двух формообразующих щек и установленный на раме с возможностью опрокидывания, и накопитель, отличающееся тем, что, с целью повышения производительности за счет увеличения пропускной способности, устройство снабжено дополнительным накопителем и пневмоцилиндрами для индивидуального опрокидывания...
Машина для контактного стикового зварювання труб
Номер патенту: 398
Опубліковано: 30.04.1993
Автори: Мірошниченко Олександр Петрович, Галян Борис Опанасович, Патон Борис Євгенович, Кучук-Яценко Сергій Іванович, Сахарнов Василь Олексійович, Лебедєв Володимир Костянтинович
МПК: B23K 31/02, B23K 11/04
Мітки: зварювання, стикового, контактного, труб, машина
Формула / Реферат:
Формула изобретенияМашина для контаткной стыковой сварки труб, содержащая центральную штангу, смонтированные на ней с возможностью радиального перемещения разжимные элементы механизмы их разжатия и привод оплавления и осадки, отличающаяся тем, что, с целью улучшения условий центрирования и сварки труб с большим допуском на диаметр и конусность, разжимные элементы выполнены в виде рычагов, имеющих на концах скосы, а механизм разжатия...
Попередній патент: Еластична гусениця
Наступний патент: Двошарнірний катковий ланцюг для конвеєрів
Випадковий патент: Спосіб виявлення локальних дефектів в пластинах сонячних батарей