Гвинтометальний конвеєр
Формула / Реферат
Гвинтометальний конвеєр, що включає кожух з циліндричною і криволінійною поверхнями, в якому розміщені гвинтовий і напрямний порожнистий елементи, який відрізняється тим, що кожух виконаний по довжині розбірним і складається із двох частин - нижньої та верхньої, причому його верхня частина в поперечному перерізі розміщена з нахилом до горизонталі і включає дві плоскі поверхні, які сполучені між собою криволінійною поверхнею, крім того кут ![]() нахилу до горизонталі плоскої поверхні, по якій спрямовується сипучий матеріал до гвинтового елемента, повинен становити:
нахилу до горизонталі плоскої поверхні, по якій спрямовується сипучий матеріал до гвинтового елемента, повинен становити: ![]() , де:
, де: ![]() - кут нахилу осі поперечного перерізу верхнього кожуха до горизонталі,
- кут нахилу осі поперечного перерізу верхнього кожуха до горизонталі, ![]() - кут між плоскими поверхнями кожуха,
- кут між плоскими поверхнями кожуха, ![]() - кут тертя сипучого матеріалу по матеріалу плоскої поверхні кожуха.
- кут тертя сипучого матеріалу по матеріалу плоскої поверхні кожуха.
Текст
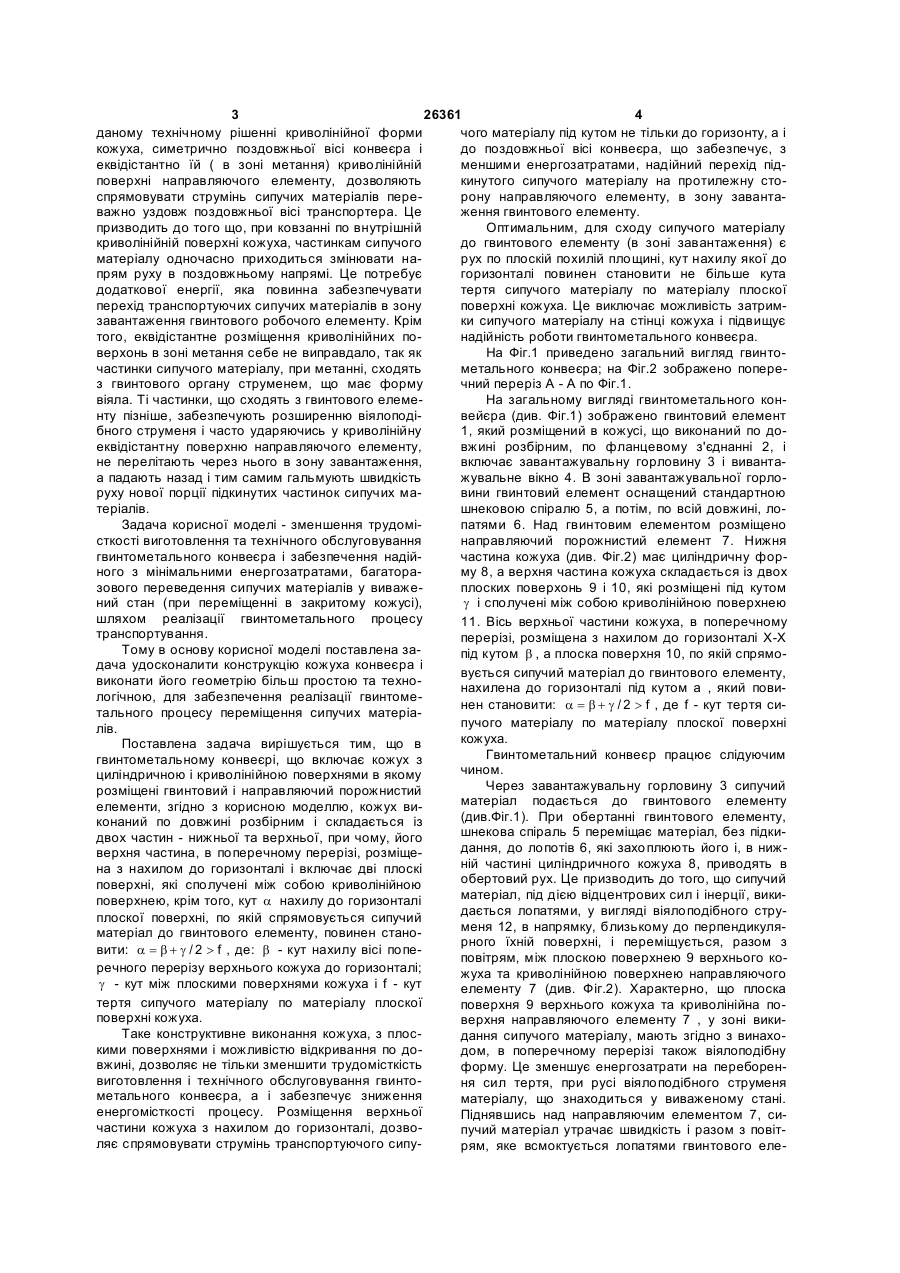
Гвинтометальний конвеєр, що включає кожух з циліндричною і криволінійною поверхнями, в якому розміщені гвинтовий і напрямний порожнистий елементи, який відрізняється тим, що кожух виконаний по довжині розбірним і складається із двох частин - нижньої та верхньої, причому його 3 26361 4 даному технічному рішенні криволінійної форми чого матеріалу під кутом не тільки до горизонту, а і кожуха, симетрично поздовжньої вісі конвеєра і до поздовжньої вісі конвеєра, що забезпечує, з еквідістантно їй ( в зоні метання) криволінійній меншими енергозатратами, надійний перехід підповерхні направляючого елементу, дозволяють кинутого сипучого матеріалу на протилежну стоспрямовувати струмінь сипучих матеріалів перерону направляючого елементу, в зону завантаважно уздовж поздовжньої вісі транспортера. Це ження гвинтового елементу. призводить до того що, при ковзанні по внутрішній Оптимальним, для сходу сипучого матеріалу криволінійній поверхні кожуха, частинкам сипучого до гвинтового елементу (в зоні завантаження) є матеріалу одночасно приходиться змінювати нарух по плоскій похилій площині, кут нахилу якої до прям руху в поздовжньому напрямі. Це потребує горизонталі повинен становити не більше кута додаткової енергії, яка повинна забезпечувати тертя сипучого матеріалу по матеріалу плоскої перехід транспортуючих сипучих матеріалів в зону поверхні кожуха. Це виключає можливість затримзавантаження гвинтового робочого елементу. Крім ки сипучого матеріалу на стінці кожуха і підвищує того, еквідістантне розміщення криволінійних понадійність роботи гвинтометального конвеєра. верхонь в зоні метання себе не виправдало, так як На Фіг.1 приведено загальний вигляд гвинточастинки сипучого матеріалу, при метанні, сходять метального конвеєра; на Фіг.2 зображено поперез гвинтового органу струменем, що має форму чний переріз А - А по Фіг.1. віяла. Ті частинки, що сходять з гвинтового елемеНа загальному вигляді гвинтометального коннту пізніше, забезпечують розширенню віялоподівейєра (див. Фіг.1) зображено гвинтовий елемент бного струменя і часто ударяючись у криволінійну 1, який розміщений в кожусі, що виконаний по доеквідістантну поверхню направляючого елементу, вжині розбірним, по фланцевому з'єднанні 2, і не перелітають через нього в зону завантаження, включає завантажувальну горловину 3 і вивантаа падають назад і тим самим гальмують швидкість жувальне вікно 4. В зоні завантажувальної горлоруху нової порції підкинутих частинок сипучих мавини гвинтовий елемент оснащений стандартною теріалів. шнековою спіралю 5, а потім, по всій довжині, лоЗадача корисної моделі - зменшення трудоміпатями 6. Над гвинтовим елементом розміщено сткості виготовлення та технічного обслуговування направляючий порожнистий елемент 7. Нижня гвинтометального конвеєра і забезпечення надійчастина кожуха (див. Фіг.2) має циліндричну форного з мінімальними енергозатратами, багатораму 8, а верхня частина кожуха складається із двох зового переведення сипучих матеріалів у виважеплоских поверхонь 9 і 10, які розміщені під кутом ний стан (при переміщенні в закритому кожусі), g і сполучені між собою криволінійною поверхнею шляхом реалізації гвинтометального процесу 11. Вісь верхньої частини кожуха, в поперечному транспортування. перерізі, розміщена з нахилом до горизонталі Х-Х Тому в основу корисної моделі поставлена запід кутом b , а плоска поверхня 10, по якій спрямодача удосконалити конструкцію кожуха конвеєра і вується сипучий матеріал до гвинтового елементу, виконати його геометрію більш простою та технонахилена до горизонталі під кутом а , який повилогічною, для забезпечення реалізації гвинтоменен становити: a = b + g / 2 > f , де f - кут тертя ситального процесу переміщення сипучих матеріапучого матеріалу по матеріалу плоскої поверхні лів. кожуха. Поставлена задача вирішується тим, що в Гвинтометальний конвеєр працює слідуючим гвинтометальному конвеєрі, що включає кожух з чином. циліндричною і криволінійною поверхнями в якому Через завантажувальну горловину 3 сипучий розміщені гвинтовий і направляючий порожнистий матеріал подається до гвинтового елементу елементи, згідно з корисною моделлю, кожух ви(див.Фіг.1). При обертанні гвинтового елементу, конаний по довжині розбірним і складається із шнекова спіраль 5 переміщає матеріал, без підкидвох частин - нижньої та верхньої, при чому, його дання, до лопотів 6, які захоплюють його і, в нижверхня частина, в поперечному перерізі, розміщеній частині циліндричного кожуха 8, приводять в на з нахилом до горизонталі і включає дві плоскі обертовий рух. Це призводить до того, що сипучий поверхні, які сполучені між собою криволінійною матеріал, під дією відцентрових сил і інерції, википоверхнею, крім того, кут a нахилу до горизонталі дається лопатями, у вигляді віялоподібного струплоскої поверхні, по якій спрямовується сипучий меня 12, в напрямку, близькому до перпендикуляматеріал до гвинтового елементу, повинен станорного їхній поверхні, і переміщується, разом з вити: a = b + g / 2 > f , де: b - кут нахилу вісі попеповітрям, між плоскою поверхнею 9 верхнього коречного перерізу верхнього кожуха до горизонталі; жуха та криволінійною поверхнею направляючого g - кут між плоскими поверхнями кожуха i f - кут елементу 7 (див. Фіг.2). Характерно, що плоска тертя сипучого матеріалу по матеріалу плоскої поверхня 9 верхнього кожуха та криволінійна поповерхні кожуха. верхня направляючого елементу 7 , у зоні викиТаке конструктивне виконання кожуха, з плосдання сипучого матеріалу, мають згідно з винахокими поверхнями і можливістю відкривання по додом, в поперечному перерізі також віялоподібну вжині, дозволяє не тільки зменшити трудомісткість форму. Це зменшує енергозатрати на переборенвиготовлення і технічного обслуговування гвинтоня сил тертя, при русі віялоподібного струменя метального конвеєра, а і забезпечує зниження матеріалу, що знаходиться у виваженому стані. енергомісткості процесу. Розміщення верхньої Піднявшись над направляючим елементом 7, сичастини кожуха з нахилом до горизонталі, дозвопучий матеріал утрачає швидкість і разом з повітляє спрямовувати струмінь транспортуючого сипурям, яке всмоктується лопатями гвинтового еле 5 26361 6 в залежності від конкретного призначення гвинтоменту, по похилій плоскій поверхні 10 поступає в металього конвеєра. При технічному обслуговунижній циліндричний кожух. Там він знову розгаванні, верхня частина кожуха від'єднується від няється і, після підкидання, переходить у виваженижньої частини по фланцях 2, що забезпечує ний стан, що дозволяє суміщати функцію його зручний доступ до робочих органів конвеєра. транспортування з аерацією, досушуванням, розПри діаметрі гвинтового елементу Д=200мм і пушуванням і т.п. Наявність направляючого порошвидкості обертання n=500об/хв, висота кожуха жнистого елементу, розмежовує в верхній частині повинна становити (не менше) Н=700мм. кожуха рух повітря на зону всмоктування і зону Винахід дозволяє зменшити трудомісткість винагнітання (як в насосах). Це виключає зависання готовлення та технічного обслуговування гвинтолегких частинок сипучої маси над гвинтовим оргаметального конвеєра і забезпечити надійне, з міном і організовує їх рух в одному напрямі з повітнімальними енергозатратами, багаторазове рям, що підвищує надійність і знижує енергомістпереведення сипучих матеріалів у виважений стан кість виконання технологічного процесу. При (при переміщенні в закритому кожусі), шляхом ренеобхідності, направляючий порожнистий елемент алізації гвинтометального процесу транспортуванможе бути оснащеним жалюзями для додаткової ня. подачі через них повітря, тепло-холодоносіїв і т.п., 7 Комп’ютерна верстка О. Рябко 26361 8 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюScrew thrower
Автори англійськоюOkhrimenko Anatolii Lukych
Назва патенту російськоюВинтометательный конвейер
Автори російськоюОхрименко Анатолий Лукич
МПК / Мітки
МПК: B65G 31/00, B65G 33/04
Мітки: гвинтометальний, конвеєр
Код посилання
<a href="https://ua.patents.su/4-26361-gvintometalnijj-konveehr.html" target="_blank" rel="follow" title="База патентів України">Гвинтометальний конвеєр</a>
Гвинтовий конвеєр
Номер патенту: 53987
Опубліковано: 17.02.2003
Автори: Гевко Роман Богданович, Розум Руслан Іванович
МПК: B65G 33/24, B65G 33/16
Формула / Реферат:
1. Гвинтовий конвеєр, що містить гвинтову спіраль розташовану в циліндричному обмежувачі, з одного боку якого виконана конусоподібна головка, а з іншого - циліндричний обмежувач розташований у еластичному кожусі, який відрізняється тим, що циліндричний обмежувач виконаний у вигляді прутків всередині яких встановлені конусоподібні втулки, які більшим діаметром з'єднані з прутками, а циліндричні частини направлені в бік еластичного кожуха,...
Гвинтовий конвеєр прямолінійного переміщення заготовок

Номер патенту: 11979
Опубліковано: 16.01.2006
Автори: Гевко Ігор Богданович, Левенець Володимир Богданович, Гевко Іван Богданович
МПК: B65G 33/16
Мітки: конвеєр, прямолінійного, заготовок, переміщення, гвинтовий
Формула / Реферат:
Гвинтовий конвеєр прямолінійного переміщення заготовок, що містить раму, кожух, гвинтовий робочий орган з центральним валом, привід, механізми підтримки, завантаження, вивантаження, який відрізняється тим, що гвинтовий робочий орган виконано у вигляді двох або більше гвинтових дротяних елементів з мінімальним і максимальним радіусом, які рівномірно по довжині і жорстко з'єднані з радіальними перемичками з різним поперечним перерізом, якими...
Гвинтовий конвеєр
Номер патенту: 7934
Опубліковано: 15.07.2005
Автори: Серілко Дмитро Леонідович, Серілко Леонід Степанович, Кожушко Леонід Федорович
МПК: B65G 33/00
Формула / Реферат:
Гвинтовий конвеєр, який складається з корпусу з розміщеним у ньому гвинтом, який відрізняється тим, що в забірній частині гвинт виконаний у вигляді двох співісних частин, які мають різні за напрямком навивки і обертаються в різні боки.
Гвинтовий конвеєр з гнучким привідним валом
Номер патенту: 10250
Опубліковано: 15.11.2005
Автори: Дзюра Володимир Олексійович, Добровольська Оксана Олегівна, Закалов Олександр Володимирович, Гевко Іван Богданович
МПК: B65G 33/26
Мітки: гвинтовий, гнучким, валом, конвеєр, привідним
Формула / Реферат:
Гвинтовий конвеєр з гнучким привідним валом, який виконаний у вигляді верхньої і нижньої труби, приводу, гвинтового робочого органа, верхнього і нижнього привідних валів, корпусів підшипників, кожуха, завантажувальних і вивантажувальних елементів, елементів кріплення, пересування, пульта керування, який відрізняється тим, що кінці привідних валів верхньої і нижньої гвинтових гілок виконані пустотілими і з'єднані між собою гнучким валом, кінці...
Гвинтовий конвеєр з пересипанням
Номер патенту: 10170
Опубліковано: 15.11.2005
Автори: Закалов Олександр Володимирович, Дзюра Володимир Олексійович, Гевко Іван Богданович, Добровольська Оксана Олегівна
МПК: B65G 33/26
Мітки: пересипанням, конвеєр, гвинтовий
Формула / Реферат:
Гвинтовий конвеєр з пересипанням, який виконаний у вигляді рами, приводів, корпусів з підшипниками, гвинтового робочого органа, кожуха, завантажувальної і вивантажувальної секцій, завантажувального патрубка і опор, елементів кріплення, пересування і пульта керування, який відрізняється тим, що між кінцем завантажувальної секції і початком вивантажувальної секції розміщена зона перевантаження сипких матеріалів, а на кінці привідного вала...
Попередній патент: Спосіб виготовлення медового напою “полуниця на коньяку”
Наступний патент: Динамічна триступенева платформа
Випадковий патент: Спосіб шинування рухливих зубів та відновлення включених дефектів зубних рядів