Спосіб виготовлення попередньо напруженої плити збірного шляхового або аеродромного покриття
Номер патенту: 2959
Опубліковано: 26.12.1994
Автори: Борю Юрій Зинов'євич, Лихопуд Олександр Прокопович, Нікулін Лев Ісаакович, Аранович Михайло Леонідович
Формула / Реферат
Способ изготовления предварительно напряженной плиты сборного дорожного или аэродромного покрытия, включающий натяжение арматуры на упоры, сборку напряженной арматуры, установку формующей силовой рамы на горизонтальный поддон, подачу бетона и последующее его уплотнение, предварительную обработку изделия до достижения бетоном прочности, достаточной для сохранения формы изделия в формующей силовой раме без поддона, отделение поддона, тепловую обработку, снятие напряжения арматуры и распалубку, отличающийся тем, что, с целью повышения качества изделия за счет устранения трещинообразования и снижения трудоемкости технологического процесса, борта силовой рамы заполняются веществом, теплоемкость которого не ниже, чем у бетона, натяжение арматуры осуществляют на упоры силовой рамы при вертикальном положении рамы, при этом центр приложения равнодействующей сил от напряженной арматуры совмещают с центром тяжести поперечного сечения силовой рамы, а после уплотнения бетона силовая рама с поддоном вновь переводится в вертикальное положение и при достижении бетоном прочности 5—15 кг/см поддон отделяют, и силовая рама с изделием в вертикальном положении подается на термообработку.
Текст
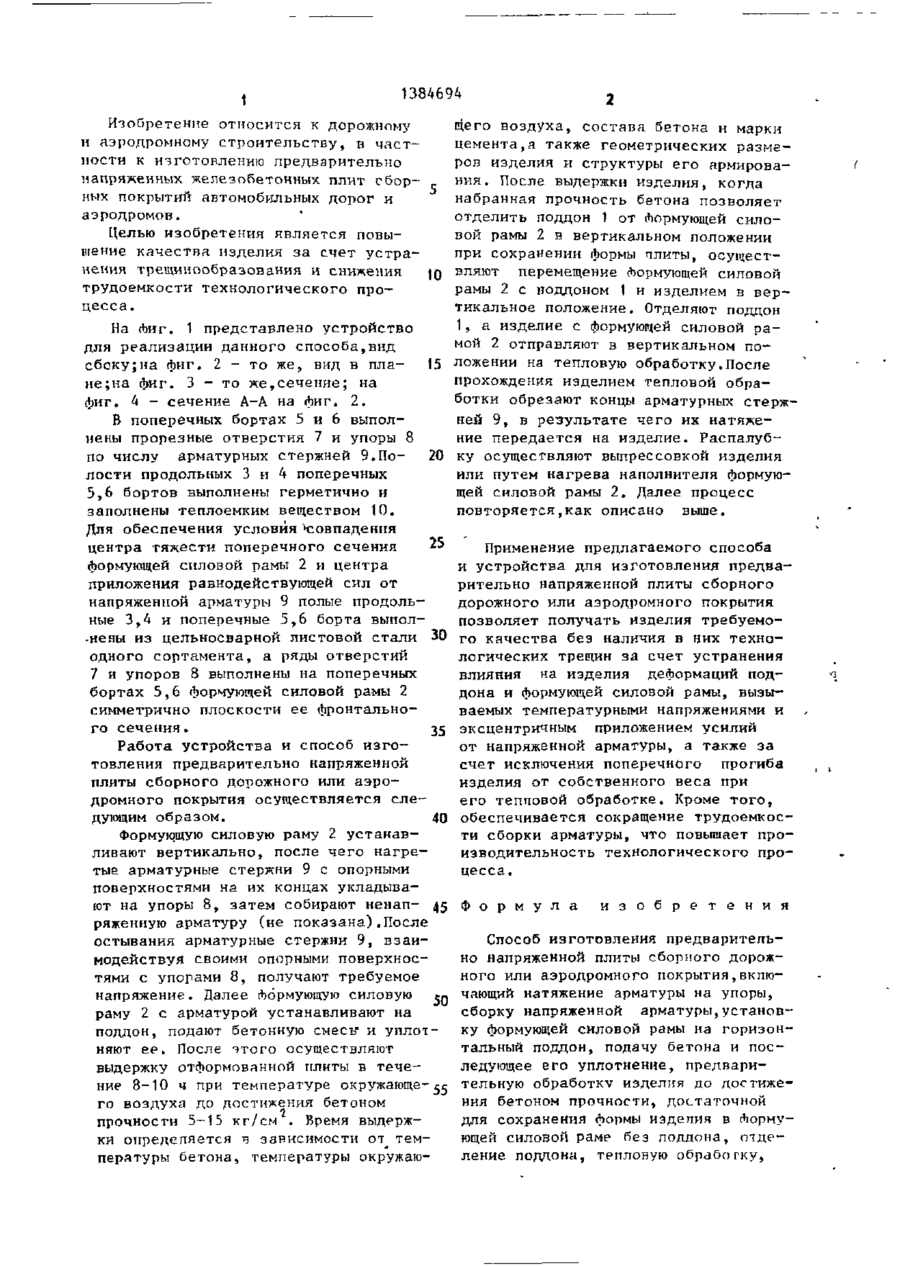
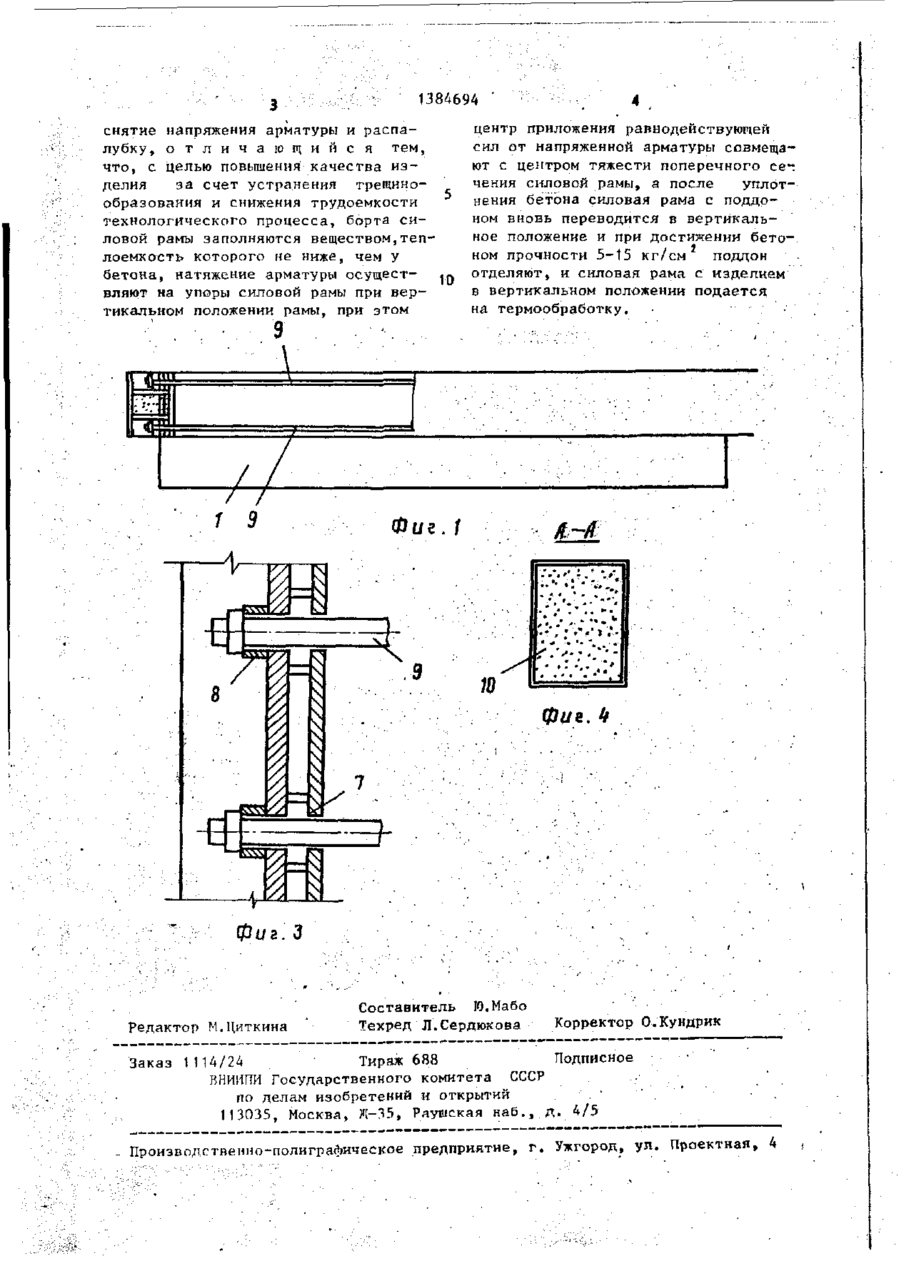
Изобретение относится к строительству и применяется в промышленности сборного железобетона при изготовлении предварительно напряженной плиты сборного дорожного или аэродромного покрытия. Чель изобретения - повышение качества изделий за счет устранения трещинообразова ния и снижения трудоемкости технологического процесса. Для исключения деформаций поддона и(формукщей рамы 2 от действия температурных напряжений,усилий от напряженной арматуры и прогиба плиты от собственного веса рама 2 выполнена с центром тяжести ее поперечного сечения, совпадающим с центром приложения равнодействующей сил от напряженной арматуры 9, а ее полые борта 3,4,5,6 заполнены теплоемким веществом (песком, гравием, шлаком) с теплоемкостью не ниже,чем у бетона. Для этих же целей предварительную обработку изделия ведут путем выдержки," а термообработку осуществляют в вертикальном положении изделия в раме 2 без поддона. Укладку и сборку напряженной арматуры осуществляют так же при вертикальном положении рамы 2 без поддона, за счет чего облегчается доступ к пространству формы,что сокращает трудоемкость операции сборки арматуры. 4 ил. В 00 00 СО Фиг 2 1 1384694 Изобретение относится к дорожному и аэродромному строительству, в частности к изготовлению предварительно напряженных железобетонных плит сборных покрытий автомобильных дорог и аэродромов. Целью изобретения является повышение качества изделия за счет устранения трещииообразования и снижения трудоемкости технологического процесса. гдего воздуха, состава бетона и марки цемента,а также геометрических размеров изделия и структуры его армирования. После выдержки изделия, когда набранная прочность бетона позволяет отделить поддон 1 от Формующей силовой рамы 2 в вертикальном положении при сохранении формы алиты, осущест10 вляют перемещение сЬормующей силовой рамы 2 с поддоном 1 и изделием в вертикальное положение. Отделяют поддон 1, а изделие с формукщей силовой раНа Лиг. 1 представлено устройство мой 2 отправляют в вертикальном подля реализации данного способа,вид 15 ложении на тепловую обработку.После сбоку;на фиг. 2 - то же, вид в плапрохождения изделием тепловой обране;на фиг. 3 - то же,сечение; на ботки обрезают концы арматурных стержфиг. 4 - сечение А-А на фиг. 2. ней 9, в результате чего их натяжеВ поперечных бортах 5 и 6 выполние передается на изделие. Распалубнены прорезные отверстия 7 и упоры 8 ку осуществляют выпрессовкой изделия по числу арматурных стержней 9.По20 или путем нагрева наполнителя формуюлости продольных 3 и 4 поперечных щей силовой рамы 2. Далее процесс 5,6 бортов выполнены герметично и повторяется,как описано выше. заполнены теплоемким веществом 10, Для обеспечения условия ^совпадения центра тяжести поперечного сечения 25 Применение предлагаемого способа формующей силовой рамы 2 и центра и устройства для изготовления предваприложения равнодействующей сил от рительно напряженной плиты сборного напряженной арматуры 9 полые продольдорожного или аэродромного покрытия ные 3,4 и поперечные 5,6 борта выполпозволяет получать изделия требуемо-иены из цельносварной листовой стали 30 го качества без наличия в них техноодного сортамента, а ряды отверстий логических трещин за счет устранения 7 и упоров 8 выполнены на поперечных влияния на изделия деформаций подбортах 5,6 формующей силовой рамы 2 дона и формующей силовой рамы, вызысимметрично плоскости ее фронтальноваемых температурными напряжениями и го сечения. 35 эксцентричным приложением усилий от напряженной арматуры, а также за Работа устройства и способ изгосчет исключения поперечного прогиба товления предварительно напряженной изделия от собственного веса при плиты сборного дорожного или аэроего тепповой обработке. Кроме того, дромного покрытия осуществляется следующим образом. 40 обеспечивается сокращение трудоемкости сборки арматуры, что повышает проФормующую силовую раму 2 устанавизводительность технологического проливают вертикально, после чего нагрецесса. тые арматурные стержни 9 с опорными поверхностями на их концах укладываи з о б р е т е н и я ют на упоры 8, затем собирают ненап- Д5 Ф о р м у л а ряженную арматуру (не показана).После Способ изготовления предварительостывания арматурные стержни 9, взаино напряженной плиты сборного дорожмодействуя своими опорными поверхносного или аэродромного покрытия,вклютями с упорами 8, получают требуемое напряжение. Далее Лормующую силовую eg чающий натяжение арматуры на упоры, сборку напряженной арматуры,установраму 2 с арматурой устанавливаютна поддон, подают бетонную смесь" и уплот- ку формующей силовой рамы на горизонтальный поддон, подачу бетона и посняют ее. После этого осуществляют ледующее его уплотнение, предваривыдержку отформованной плиты в течение 8-10 ч при температуре окружающе-55 тельную обработку изделия до достижего воздуха до достижения бетоном ния бетоном прочности, достаточной прочности 5-15 кг/см . Время выдерждля сохранения формы издепия в Аормуки определяется ц зависимости от темющей силовой раме без поддона, оідепературы бетона, температуры окружаюление поддона, тепловую обработку, 1384694 центр приложения равнодействукщен снятие напряжения арматуры и распасил от напряженной арматуры совмещалубку, о т л и ч а ю щ и й с я тем, ют с центром тяжести поперечного се* что, с целью повышения качества изчения силовой рамы, а после уплотделия за счет устранения трещинонения бетона силовая рама с поддообразования и снижения трудоемкости ном вновь переводится в вертикальтехнологического процесса, борта синое положение и при достижении бетоловой рамы заполняются веществом,тепном прочности 5-15 кг/см поддон лоемкость которого не ниже, чем У отделяют, и силовая рама с изделием бетона, натяжение арматуры осущест10 в вертикальном положении подается вляют на упоры силовой рамы при верна термообработку, . тикальном положении рамы, при этом 9 Фиг. J Я-Й Фиг. фиг. 3 Редактор М.Диткина Составитель Ю.Мабо Техред Л.Сердюкова Корректор О.Кундрик Заказ 1114/24 Тираж 688 Подписное ВНИИПИ Государственного комитета СССР по делам изобретений и открытий . • 113035, Москва, Ж-35, Раушская наб., д. 4/5 . . - Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for production of pre-stressed plate of assembled road or aerodrome pavement
Автори англійськоюLykhopud Oleksandr Prokopovych, Boriu Yurii Zynovievych, Aranovych Mykhailo Leonidovych
Назва патенту російськоюСпособ изготовления предварительно напряженной плиты сборного дорожного или аэродромного покрытия
Автори російськоюЛихопуд Александр Прокофьевич, Борю Юрий Зиновьевич, Аранович Михаил Леонидович
МПК / Мітки
МПК: E04G 21/12
Мітки: покриття, попередньо, виготовлення, шляхового, збірного, плити, спосіб, напруженої, аеродромного
Код посилання
<a href="https://ua.patents.su/4-2959-sposib-vigotovlennya-poperedno-napruzheno-pliti-zbirnogo-shlyakhovogo-abo-aerodromnogo-pokrittya.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення попередньо напруженої плити збірного шляхового або аеродромного покриття</a>
Спосіб виготовлення попередньо напруженого стика залізобетонних елементів
Номер патенту: 1982
Опубліковано: 20.12.1994
Автори: Гнідець Богдан Григорович, Завадяк Павло Петрович, Щеглюк Мирон Романович, Кавацюк Ігор Дмитрович
МПК: E04B 1/38
Мітки: спосіб, залізобетонних, напруженого, виготовлення, попередньо, елементів, стика
Формула / Реферат:
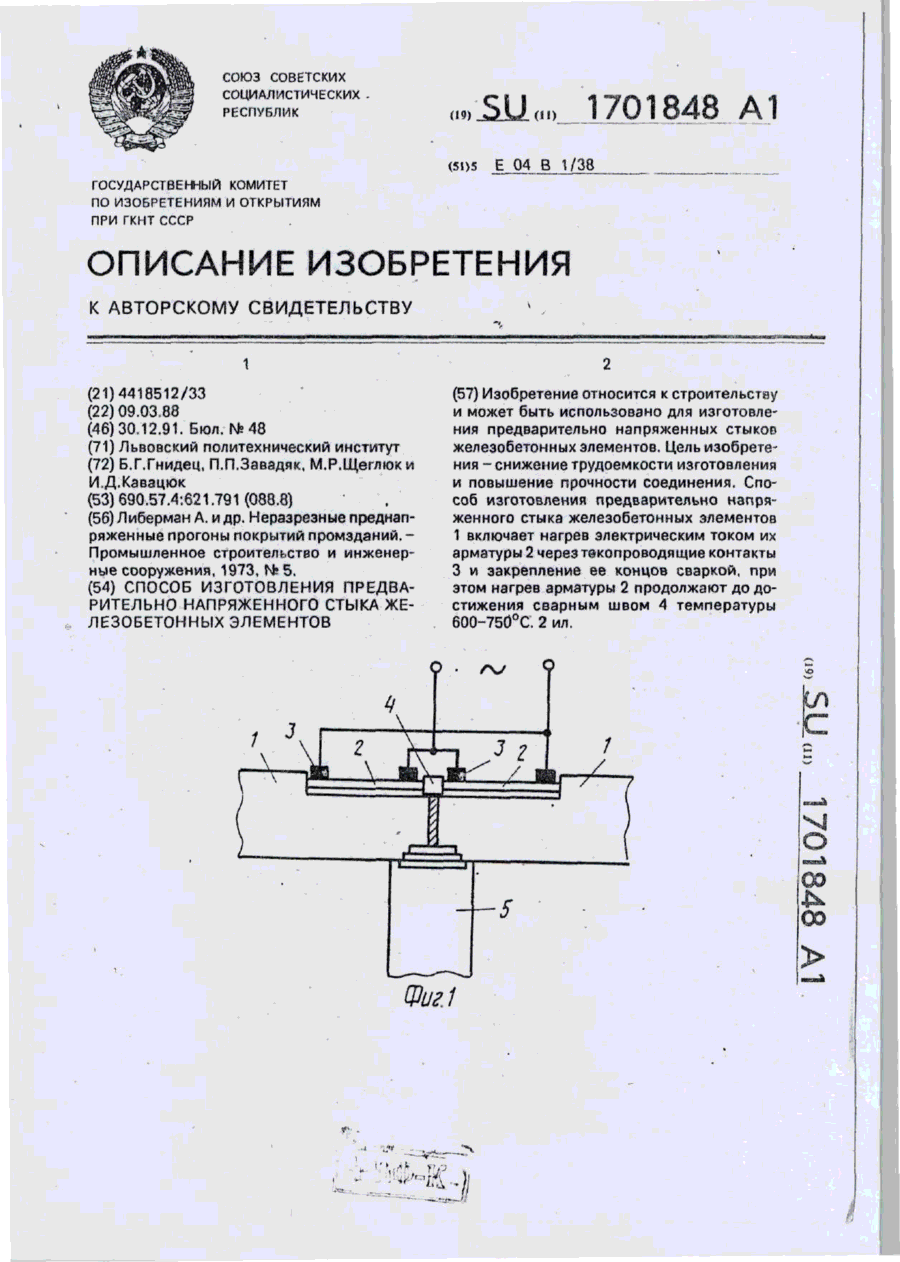
Способ изготовления предварительно напряженного стыка железобетонных элементов, включающий нагрев электрическим током арматуры и закрепления ее концов, отличающийся тем, что, с целью снижения трудоемкости изготовления и повышения прочности соединения, закрепление концов арматуры производят сваркой, а нагрев арматуры продолжают до достижения сварным швом температуры 600—750 °C.
Спосіб виготовлення попередньо-напружених залізобетонних конструкцій
Номер патенту: 1027
Опубліковано: 30.12.1993
Автори: Литвиненко Ганна Анатоліївна, Красовська Галина Михайлівна, Полігушко Борис Миколайович, Вишнякова Алла Борисівна, Івченко Олександр Васильович, Дудар Михайло Іванович, Суріков Ігор Миколайович
МПК: E04G 21/12
Мітки: спосіб, конструкцій, залізобетонних, виготовлення, попередньо-напружених
Формула / Реферат:
Способ изготовления предварительно напряженных железобетонных конструкций армированных преимущественно термомеханически упрочненной арматурной сталью, включающий электронагрев стержней, укладку их в форму и бетонирование, отличающийся тем, что, с целью повышения надежности железобетонных конструкций за счет увеличения конструкционной прочности и повышения пластичности сварных соединений стержни перед укладкой в форму подвергают электронагреву...
Спосіб виготовлення попередньо напруженого двотаврового елементу
Номер патенту: 3106
Опубліковано: 26.12.1994
Автор: Чайка Борис Степанович
МПК: E04C 3/04
Мітки: виготовлення, спосіб, елементу, напруженого, попередньо, двотаврового
Формула / Реферат:
1. Способ изготовления предварительно напряженного двутаврового элемента, включающий предварительное напряжение двух стержней таврового сечения, объединение их стыковым сварным швом по линии контакта стенок и снятие нагрузки предварительного напряжения, отличающийся тем, что, с целью снижения материалоемкости элемента и расширения егo функциональных возможностей, стержни таврового сечения используют с криволинейными вогнутыми...
Станок для розпилювання блоків каменю на плити
Номер патенту: 696
Опубліковано: 15.12.1993
Автор: Басанько Віктор Олександрович
МПК: B28D 1/02
Мітки: станок, розпилювання, блоків, плити, каменю
Формула / Реферат:
Станок для распиловки блоков камня на плиты, содержащий станину, выполненную в виде соединенных горизонтальными балками вертикальных направляющих колонн, на которых установлены ползуны механизма подачи суппортной рамы, несущей пильную раму, и привод возвратно-поступательного перемещения пильной рамы, содержащий маховик с кривошипом и передающим движение звеном, шарнирно соединенным с кривошипом и пильной рамой, отличающийся тем, что станок...
Піддон для відливки зливок у крізьні виливниці

Номер патенту: 1468
Опубліковано: 25.07.1994
Автори: Бросєв Олександр Олександрович, Дворядкін Борис Олександрович, Бондаренко Микола Андрійович, Савченко Леонід Степанович, Тарасов Віктор Іванович, Локтіонов Петро Якович, Кущенко Олександр Іванович
МПК: B22D 7/06
Мітки: зливок, відливки, крізьні, виливниці, піддон
Формула / Реферат:
Поддон для отливки слитков в сквозные изложницы в виде плиты с выступами по периметру внутренних стенок изложницы, отличающийся тем, что плита выполнена выпуклой, вытянутой в сторону узких граней и плавно переходящей в выступы по периметру, а величина выпуклости составляет 0,15...0,3 толщины поддона.
Попередній патент: Пристрій для автоматичного водіння самохідної сільськогосподарської машини по рядку коренеплодів
Наступний патент: Спосіб виготовлення ячеісто-бетонних виробів
Випадковий патент: Іонообмінний фільтр