Композитний валок для станів гарячого прокатування
Номер патенту: 34624
Опубліковано: 15.06.2001
Автори: Медовар Лев Борисович, Скудар Георгій Маркович, Цикуленко Анатолій Костянтинович, Шабанов Володимир Борисович, Федоровський Борис Борисович, Медовар Борис Ізраїльович, Свиридов Олег Вітальович


Формула / Реферат
1. Композитний валок для станів гарячого прокатування, що складається з сердечника у вигляді бочки з щийками, виконаного з залізовуглецевого сплаву, і зміцненого зовнішнього шару, що покриває бочку сердечника і складає з ним одне ціле, який відрізняється тим, що згаданий зовнішній шар виконаний з високовуглецевої швидкорізної сталі з карбонітридним зміцненням при такому відсотковому співвідношенні компонентів (по масі):
С 1,7-2,0
Si 0,4-0,6
Μn 0,6-0,8
Cr 4-6
Mo 4-6
V 5-7
W 0,7-1,5
N 0,22-0,26
Fe решта.
2. Композитний валок за п. 1, який відрізняється тим, що товщина зовнішнього шару становить 5-20% діаметру бочки сердечника.
Текст
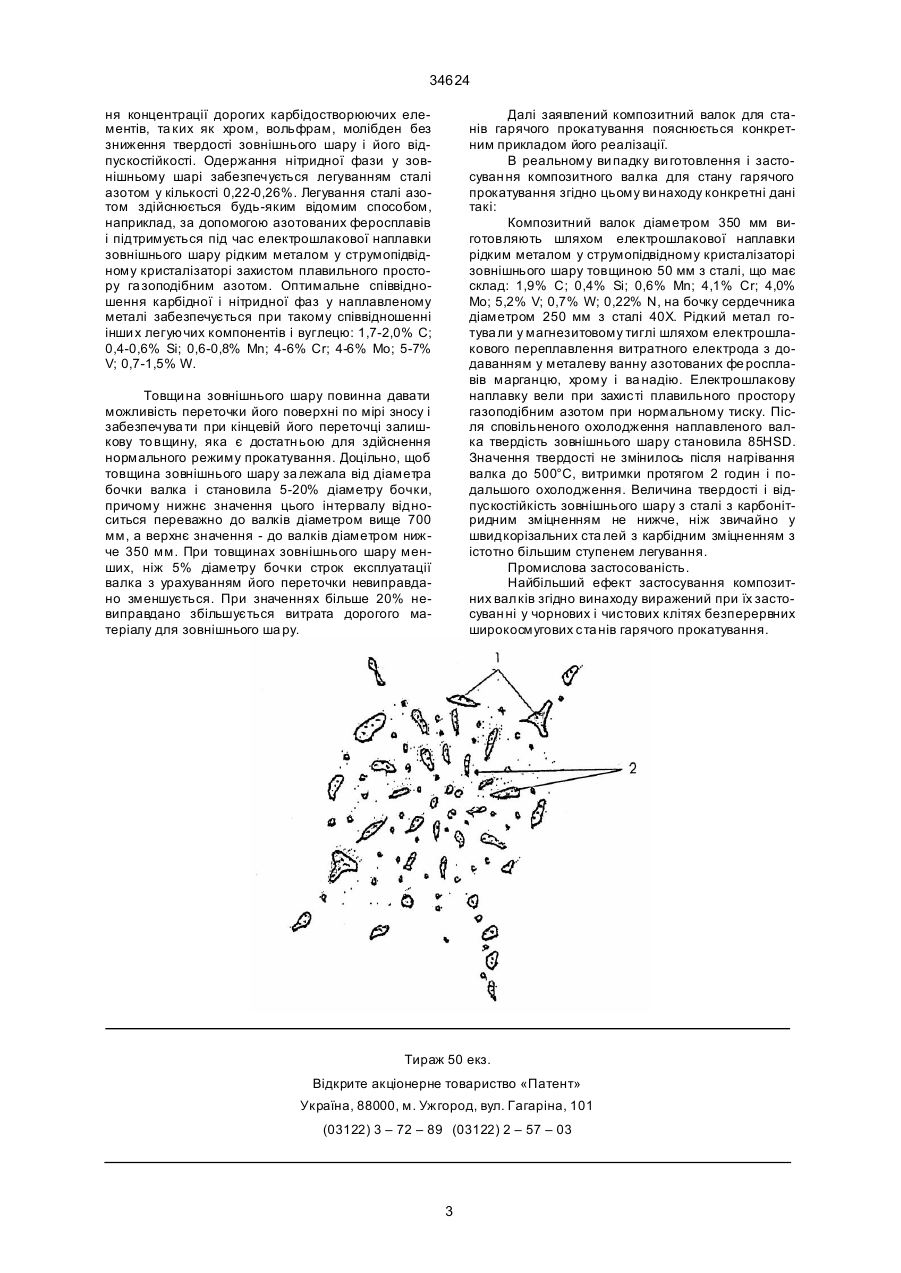
1. Композитний валок для станів гарячого прокатування, що складається з сердечника у вигляді бочки з шийками, виконаного з залізовуглецевого сплаву, і зміцненого зовнішнього шару, що покри ває бочку сердечника і складає з ним одне ціле, який відрізняється тим, що згаданий зовнішній шар виконаний з високовуглецевої швидкорізальної сталі з карбонітридним зміцненням при такому відсотковому співвідношенні компонентів (по масі): С 1,7-2,0 Si 0,4-0,6 Μn 0,6-0,8 Cr 4-6 Mo 4-6 V 5-7 W 0,7-1,5 N 0,22-0,26 Fe Решта 2. Композитний валок за п. 1, який відрізняється тим, що товщина зовнішнього шару становить 520% діаметра бочки сердечника. Зоя (13) 34624 (11) UA рогої сталі робиться тільки зовнішній шар, що покриває бочку і тор кається при прокатуванні з прокатуваною заготовкою, яку нагріто до ви сокої температури (Див. Трейгер, В.П. Приходько. Підвищення якості і експлуатаційної стійкості валків листових ста нів. М.: Ме талур гія, 1988, с. 14). Зокрема, патенти Франції № 792752 і 8610216 (публикації № 2469221 і 2601268 від 22 травня 1981 р. і 16 січня 1988 р.) передбачають для зовнішнього шару сталі, які містять евтектичні карбіди М7С 3, Мо2С і карбіди ванадію. Самою сучасною тенденцією у виробництві прокатувальних валків є засто сування для зовнішнього шару композитних валків високовуглецевих швидкорізальних ста лей, вміщуючих значну кількість евтектичних карбідів хрому, молібдену, вольфраму, а також карбідів ванадію. При цьому ступінь легуван ня, тобто сумарний вміст легувальних елементів звичайно перевищує 15%. (Див. «Валки 2000». Проблеми спецелектрометалур гії, № 3, 1996, с. 67). Найбільш близький по сукупності ознак і тому взятий за прототип композитний валок для станів гарячого прокатування описано у патенті США № 5536230 від 16 липня 1996 р., МПК В73Р 15/00. Винахід по даному патенту представляє собою композитний валок для станів гарячого прокатування, що складається з сердечника у вигляді боч (19) Винахід відноситься до області металур гії, а більш конкретно - до робочих валків прокатувальних ста нів переважно у чор нових і чистових клітях безперервних листопрокатувальних ста нів, і може бути використано при виготовленні валків чорнових і чистових клітей листо вих і ши рокосмугових станів гарячого прокатування. Широко відоме застосуван ня для цих цілей цільнолитих чавунних валків, а також цільнокованих валків з вуглецевих і ле гованих сталей, у вигляді бочки з шийками. У зв'язку з все більш жорсткими умовами експлуатації прокатувальних валків ступінь легування сталей для валків постійно збільшуєть ся. Наприклад, для виготовлення валків багатовалкових станів застосовують комплексно-леговані сталі, зокрема високохромисту сталь типу Х12МВФ (Див. Є. І. Трейгер, В.П.Приходько. Підви щення якості і експлуа таційної стійкості валків листових станів. М.: Ме талур гія, 1988, с. 40). Застосуван ня таких високоміцних і дорогих сталей змушує шукати способи здешевлення продукції. Одним з основних шляхів при рішенні цієї задачі є створення бандажованих і композитних валків, коли сердечник валка у вигляді бочки з шийками виготовляється з простої вуглецевої або низьколегованої дешевої сталі або навіть з ча вуна, а з високолегованої до C2 _______________________ 34624 ки з шайками, виконаного з залізовуглецевого сплаву, і зміцненого зовнішнього ша ру, що покриває бочку сердечника і складає з ним одно ціле. Матеріал зовнішнього шару - високовуглецева хромованадієва сталь - окрім 1,3-2,2% С, 8-16% Сr, 47% V містить карбідоутворюючі елементи W, Nb, Ті, Мо, В. Ма теріал зовнішнього шару може також містити кобальт. Сумарний вміст евтектичних карбідів М7С3 ста новить від 3 до 15%. Завдяки такому високому вмісту твер дих і важко розчинених карбідів, зовнішній шар має високу твердість і зберігає її при нагріванні до високих температур. Проте одержання такого високого вмісту евтектичних карбідів змушує ле гувати сталь для зовнішнього шару значними кількостями таких дорогих і дефіцитних елементів як молібден і вольфрам, сумарна кількість яких може досягати 10%. Крім того, високий вміст вуглецю у ста лі зумовлює її прихильність до створення карбідної неоднорідності, що проявляється у створенні карбідної сітки у ли тому металі і викликає окрихчування металу. Ха рактерний фрагмент структури литого матеріалу зовнішнього шару з карбідним зміцненням показаний на кресленні, доданому до згаданого патента США № 5536230. Для зруйнування цієї карбідної сітки необхідна гаряча деформація металу, що не завжди можливо, або тривалий і складний режим термічної обробки. Вказані обставини є істотними вадами цього валка, які невиправдано ускладнюють і здорожують його виготовлення. В основу передбачува ного винаходу поставлена задача вдосконалити ві домий композитний валок для станів гарячого прокатування шляхом змінення складу йо го зовнішнього ша ру і ув'язування товщи ни цього шару з діаметром бочки сердечника з метою усунення схильності твер дого зовнішнього шару до окрихчення при одночасному зниженні у ньому кількості таких дорогих та дефіцитних елементів як молібден і вольфрам. Поставлена задача вирішена тим, що запропоновано композитний валок для станів гарячого прокатування, що складається з сердечника у вигляді бочки з шийками, виконаного з залізовуглецевого сплаву, і зміцненого зовнішнього шару, що покриває бочку сердечника і складає з ним одно ціле, у якому, згідно винаходу, зга даний зовнішній шар виконаний з високовуглецевої швидкоріжучої сталі з карбонітридним зміцненням при такому відсотковому співвідношенні компонентів (по масі): С 1,7-2,0 Si 0,4-0,6 Mn 0,6-0,8 Cr 4-6 Mo 4-6 V 5-7 W 0,7-1,5 N 0,22-0,26 Fe Решта При вказаному складі матеріалу зовнішнього шару забезпечується оптимальне співвідношення карбідної і нітридної фаз у його структурі, які визначають його міцнісні характеристики і стійкість до термічних вп ливів. Та ке рішення дозволяє зменшити карбідну неоднорідність матеріалу зовнішнього шару у порівнянні з прототи пом і одержати у литому стані структуру без евтектичної карбідної сітки або, принаймні, з розірваною карбонітридною сіткою, яку легко ліквідува ти при подальшій термічній обробці. При цьому з'являється можливість зменшити ле гуван ня сталі та кими карбідостворюючими елементами як хром, вольфрам і молібден, не знижуючи твердість і відпускостійкість матеріалу зовнішнього шару. Переважно також, щоб товщина зовнішнього шару ста новила 5-20% діаметру бочки сердечника. Таке співвідношення товщи ни зовнішнього шару і діаметру осі забезпечує оптимальний строк експлуа тації валка з урахуванням переточок зовнішнього ша ру при оптимальній витраті дорогого матеріалу на його ви готовлення. Нижнє значення вказаного інтервалу відноситься переважно до валків діаметром вище 700 мм, а верхнє значення - до валків діаметром нижче 350 мм. Композитний валок згідно винаходу забезпечує ви готовлення гарячого прокату ви сокої якості і має при цьому стійкість не нижче, ніж стійкість валків з зовнішнім шаром з швидкоріжучих ста лей з карбідним зміцненням згідно передуючому рівню техніки. При цьому вартість його виготовлення істотно нижче за рахунок економії дорогих легувальних елементів і сп рощення режимів термічної обробки. Композитний валок, що пропонується, може бути ви готовлений будь-яким відомим способом виробництва композитних валків, зокрема, способом електрошлакової наплавки рідким металом у струмопідвідному кристалізаторі. Більш докладне пояснення винаходу дається далі на прикладі з посиланнями на рисунок, що прикладається, на якому схе матично зображено структуру литого матеріалу зовнішнього шару з карбонітридним зміцненням. Композитний валок для станів гарячого прокатування складається з сердечника у вигляді бочки з шийками і зміцненого зовнішнього шару, що покриває бочку сердечника і складає з ним одно ціле. Сердечник виконано з залізовуглецевого сплаву (ча вуна або конструкційної сталі), а зовнішній шар – з високовуглецевої швидкорізальної сталі з карбонітридним зміцненням, у структурі якої існує як карбідна, так і нітридна фази. На відміну від використовува ної у прототипі сталі тільки з карбідним зміцненням, лита структура якої містить карбіди ванадію усередині австенітного зерна, яке оточувано ледебуритною евтектикою з евтектичними карбідами молібдена і вольфраму типа Ме 7С3, структура сталі зовнішнього шару з карбонітридним зміцненням містить менше евтектичної ледебуритної компоненти, яка розташова на окремими островками 1 на межах менши х по розмірах австе нітних зернят, усередині яких розташовують ся як карбіди, так і нітриди ванадія 2. Карбонітридна фаза змінює та кож вигляд евтектичної ледебуритної компоненти. В структурі сталі міститься більша кількість залишкового австеніту. Відзначені особливості структури сталі з карбонітридним зміцненням свідчать про більш рівномірний розподіл її зміцнюючої фази і зумовлюють більш високі технологічні властивості ста лі. Наявність додаткової зміцнюючої нітридної фази дає можливість зменшити кількість карбідної фази за рахунок зменшен 2 34624 ня концентрації дорогих карбідостворюючих елементів, та ких як хром, вольфрам, молібден без зниження твердості зовнішнього шару і його відпускостійкості. Одержання нітридної фази у зовнішньому шарі забезпечується легуванням сталі азотом у кількості 0,22-0,26%. Легування сталі азотом здійснюється будь-яким відомим способом, наприклад, за допомогою азотованих феросплавів і підтримується під час електрошлакової наплавки зовнішнього шару рідким металом у струмопідвідному кристалізаторі захистом плавильного простору га зоподібним азотом. Оптимальне співвідношення карбідної і нітридної фаз у наплавленому металі забезпечується при такому співвідношенні інши х легуючих компонентів і вуглецю: 1,7-2,0% С; 0,4-0,6% Si; 0,6-0,8% Mn; 4-6% Cr; 4-6% Mo; 5-7% V; 0,7-1,5% W. Далі заявлений композитний валок для станів гарячого прокатування пояснюється конкретним прикладом його реалізації. В реальному ви падку ви готовлення і застосуван ня композитного валка для стану гарячого прокатування згідно цьому ви находу конкретні дані такі: Композитний валок діаметром 350 мм виготовляють шляхом електрошлакової наплавки рідким металом у струмопідвідному кристалізаторі зовнішнього шару товщиною 50 мм з сталі, що має склад: 1,9% С; 0,4% Si; 0,6% Mn; 4,1% Cr; 4,0% Mo; 5,2% V; 0,7% W; 0,22% N, нa бочку сердечника діаметром 250 мм з сталі 40Х. Рідкий метал готува ли у магнезитовому тиглі шляхом електрошлакового переплавлення витратного електрода з додаванням у металеву ванну азотованих фе росплавів марганцю, хрому і ва надію. Електрошлакову наплавку вели при захисті плавильного простору газоподібним азотом при нормальному тиску. Після сповільненого охолодження наплавленого валка твердість зовнішнього шару становила 85HSD. Значення твердості не змінилось після нагрівання валка до 500°С, витримки протягом 2 годин і подальшого охолодження. Величина твердості і відпускостійкість зовнішнього шару з сталі з карбонітридним зміцненням не нижче, ніж звичайно у швидкорізальних ста лей з карбідним зміцненням з істотно більшим ступенем легування. Промислова застосованість. Найбільший ефект застосування композитних валків згідно винаходу виражений при їх застосуван ні у чорнових і чистових клітях безперервних широкосмугових ста нів гарячого прокатування. Товщи на зовнішнього шару повинна давати можливість переточки його поверхні по мірі зносу і забезпечува ти при кінцевій його переточці залишкову то вщину, яка є достатн ьою для здійснення нормального режиму прокатування. Доцільно, щоб товщина зовнішнього шару за лежала від діаметра бочки валка і становила 5-20% діаметру бочки, причому нижнє значення цього інтервалу відноситься переважно до валків діаметром вище 700 мм, а верхнє значення - до валків діаметром нижче 350 мм. При товщинах зовнішнього шару менших, ніж 5% діаметру бочки строк експлуатації валка з урахуванням його переточки невиправдано зменшується. При значеннях більше 20% невиправдано збільшується витрата дорогого матеріалу для зовнішнього ша ру. Тираж 50 екз. Відкрите акціонерне товариство «Патент» Україна, 88000, м. Ужгород, вул. Гагаріна, 101 (03122) 3 – 72 – 89 (03122) 2 – 57 – 03 3 34624 4
ДивитисяДодаткова інформація
Назва патенту англійськоюComposite roll for hot mills
Автори англійськоюMedovar Borys Izrailiovych, Medovar Lev Borysovych, Fedorovskyi Borys Borysovych, Tsykulenko Anatolii Kostiantynovych, Skudar Heorhii Markovych, Shabanov Volodymyr Borysovych, Svyrydov Oleh Vitaliiovych
Назва патенту російськоюКомпозитный валок для станов горячей прокатки
Автори російськоюМедовар Борис Израилевич, Медовар Лев Борисович, Федоровский Борис Борисович, Цикуленко Анатолий Константинович, Скударь Георгий Маркович, Шабанов Владимир Борисович, Свиридов Олег Витальевич
МПК / Мітки
МПК: C22C 38/36, B21B 27/02
Мітки: гарячого, станів, композитний, прокатування, валок
Код посилання
<a href="https://ua.patents.su/4-34624-kompozitnijj-valok-dlya-staniv-garyachogo-prokatuvannya.html" target="_blank" rel="follow" title="База патентів України">Композитний валок для станів гарячого прокатування</a>
Спосіб гарячого прокатування штаб
Номер патенту: 36979
Опубліковано: 16.04.2001
Автори: Коваль Сергій Миколайович, Трофімов Віталій Олександрович, Тилик Василь Трохимович, Васильєв Олександр Геннадійович, Мовшович Вілорд Соломонович, Путнокі Олександр Юліусович, Ніколаєв Віктор Олександрович, Штехно Олег Миколайович, Піховкін Микола Миколайович
МПК: B21B 1/22
Мітки: прокатування, спосіб, штаб, гарячого
Текст:
...чистової кліті 10 виходить готова штаба товщиною h=3 мм. У процесі експериментів у клітях 5-10 установлювали робочі валки з односторонніми скосами з боку приводної шийки. Довжину скосу встановлювали рівною С=500 мм, що дозволяло впливати на товщину кромки штаби мінімальної ширини В=1000 мм. У цьому випадку циліндрична частина бочки валка дорівнює Lц =L-2С=1680-1000-=680 мм, що менше ширини штаби з В=1000 мм. З одностороннім скосом виготовляли...
Спосіб гарячого прокатування штаб
Номер патенту: 36975
Опубліковано: 16.04.2001
Автори: Тилик Василь Трохимович, Штехно Олег Миколайович, Трофімов Віталій Олександрович, Пінчук Віталій Іосифович, Васильєв Олександр Геннадійович, Піховкін Микола Миколайович, Лівшиц Леонід Аркадійович, Фішкін Ісаак Борисович, Клочков Володимир Васильович, Качан Олександр Михайлович, Мовшович Вілорд Соломонович, Путнокі Олександр Юліусович, Ніколаєв Віктор Олександрович
МПК: B21B 1/22
Мітки: гарячого, спосіб, штаб, прокатування
Текст:
...датчика відповідно до формули: після виходу переднього кінця з останньої кліті чистової гр упи натискні гвинти піднімають у кожній кліті на величини DSі, продовжують процес прокатки у стабілізованому процесі при номінальному розчині валків, а після виходу заднього кінця штаби з останньої кліті чистової групи, натискні гвинти виставляють на величини Sі; для прийому переднього кінця наступної штаби, де h - товщина готової штаби , мм, n -...
Двошаровий борошномельний валок

Номер патенту: 1697
Опубліковано: 25.10.1994
Автори: Сирота Олександр Олексійович, Будаг'янц Микола Абрамович, Малихін Геннадій Дмитрович, Свистунов Ігор Олександрович, Вовк Світлана Борисівна, Вороніна Валентина Олександрівна
МПК: B22D 19/00, B22D 25/00, B22D 13/00
Мітки: двошаровий, борошномельний, валок
Формула / Реферат:
Двухслойный мукомольный валок, содержащий двухслойную полую бочку с рабочим и внутренним слоями и с соотношением толщины рабочего слоя к наружному диаметру бочки, равным 1/8—1/10, ицапфы.отличающийсятем, что, с целью улучшения его качества и эксплуатационных свойств, отношение толщины рабочего слоя валка к внутреннему составляет 1/2—1/3.
Спосіб безперервного прокатування штаб

Номер патенту: 36976
Опубліковано: 16.04.2001
Автори: Ніколаєв Віктор Олександрович, Штехно Олег Миколайович, Васильєв Олександр Геннадійович, Мовшович Вілорд Соломонович, Тилик Василь Трохимович, Кудрин Володимир Іванович, Телюк Віктор Григорович
МПК: B21B 1/22
Мітки: спосіб, штаб, прокатування, безперервного
Текст:
...що переміщення натискних гвинтів по продуктиметрах у кожній кліті для додаткового обтиснення потовщених ділянок установлюють відповідно до формули: h V Si = K i Δh i ( n0 + n1 + n2 ш + H0 V B dh + 0,8 n 4 + n5 ), (1) L h де Si - додаткове переміщення натискних гвинтів у кліті; Кі – коефіцієнт, який ураховує розташування потовщеної ділянки штаби (передній кінець - Кп; шов - К ш; задній кінець - Кз); Dhi - абсолютне обтиснення; Н0 та h -...
Спосіб гарячого прокатування зливка
Номер патенту: 24502
Опубліковано: 21.07.1998
Автори: Дев'ятисильний Валентин Іванович, Гетало Володимир Іванович, Павловський Борис Григорович, Черненко Валерій Васильович, Єсаулов Генадій Олександрович
МПК: B21B 1/02
Мітки: спосіб, прокатування, гарячого, зливка
Формула / Реферат:
Способ горячей прокатки слитка, включающий нагрев слитка и его прокатку, отличающийся тем, что прокатку слитка осуществляют на пилигримовом стане, установив слиток и удерживая его по оси прокатки стана в процессе деформации с помощью дорна, введенного в выполненное а головной части слитка отверстие, глубина которого составляет 1,0 ¸ 1,5 диаметра подвергаемого прокатке слитка.
Попередній патент: Спосіб одержання порошків диселенідів ніобію, молібдену та вольфраму, що інтеркальовані цинком
Наступний патент: Спосіб діагностування газотурбінної установки
Випадковий патент: Спосіб лабораторної діагностики туберкульозу тварин