Спосіб одержання високоміцного електропровідного дроту
Номер патенту: 27046
Опубліковано: 28.02.2000
Автори: Тихинський Генадій Пилипович, Олексієнко Михайло Митрофанович, Петренко Віктор Тимофійович, Тихоновський Михайло Андрійович
Формула / Реферат
Способ получения высокопрочного электропроводящего провода, включающий выплавку двухфазного сплава на основе меди с равномерно распределенными частицами пластичного второй фазы и деформацию сплава в проволоку или ленту, отличающийся тем, что деформацию сплава проводят в две стадии, причем деформацию на первой стадии проводят с вытяжкой R=(0,2-0,3)D2исх/мкм2 (где Dисх - средний размер частиц второй фазы в исходном слитке, мкм), затем проводят термообработку, состоящую из отжига, проводимого при температуре выше температуры рекристаллизации второй фазы, но ниже температуры плавления меди до рекристаллизации волокон второй фазы, и последующего отжига при температуре, ниже температуры максимальной растворимости второй фазы в меди, но выше температуры, при которой растворимость составляет 25% от максимальной до достижения равновесного значения растворимости, а заключительную стадию деформации проводят с вытяжкой R=(0,4-0,5)D2исх/мкм2.
Текст
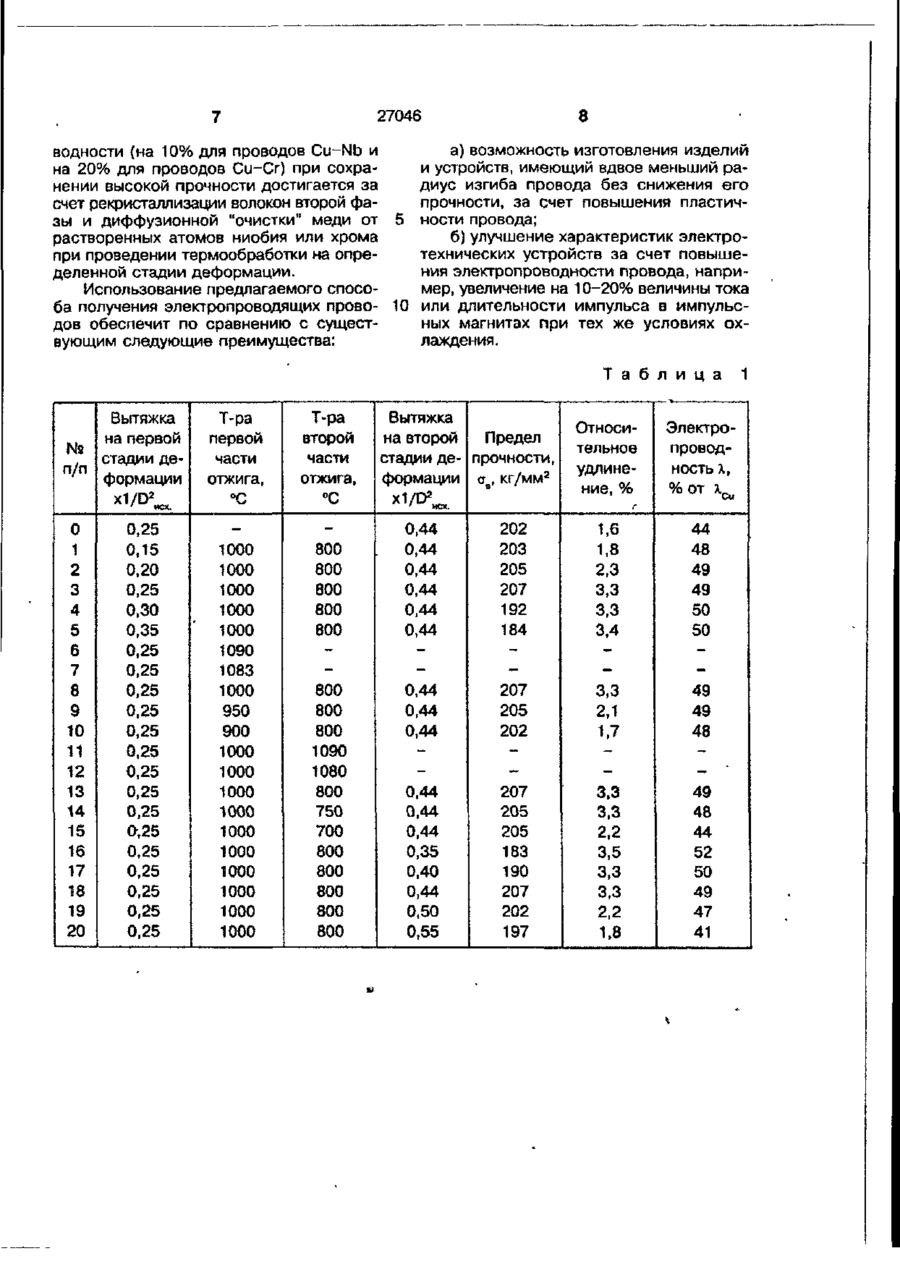
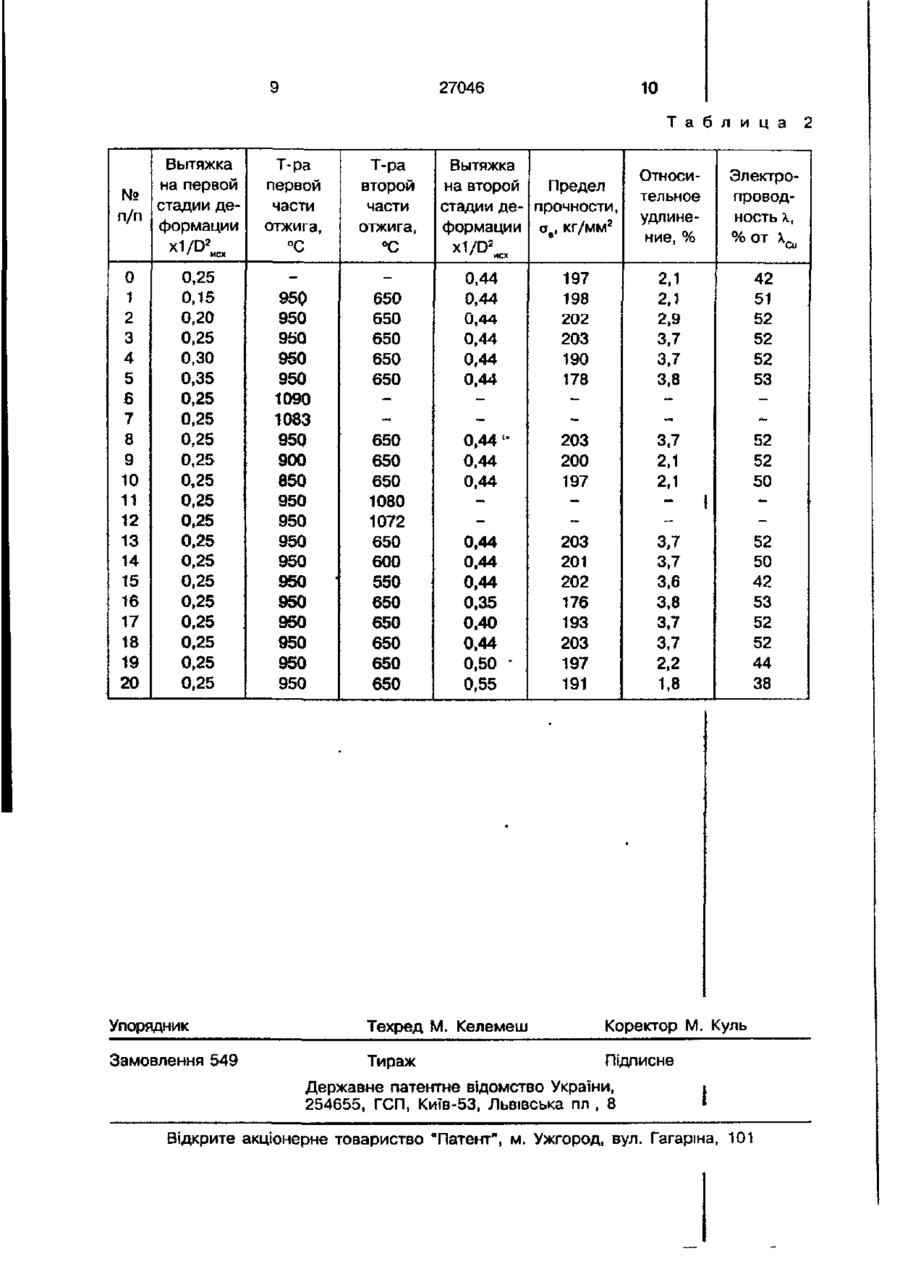
УКРАЇНА (19) UA,,,, 27046 СІ (51)6 С 22 F і/08 ДЕРЖАВНЕ ПАТЕНТНЕ ВІДОМСТВО ОПИС ДО ПАТЕНТУ * НА ВИНАХІД (54) СПОСІБ ОДЕРЖАННЯ ВИСОКОМІЦНОГО ЕЛЕКТРОПРОВІДНОГО ДРОТУ (21) 93111609 (22) 28.04.93 (24) 28.02.2000 (46) 28.02.2000. Бюл. № 1 (56) 1. Ейльман Л.С. Проводниковые материалы в электротехнике. - М.: Энергия. - 1974. -"С.31. 2. Там же, с.45. 3. Dew-Hughes D. High strength conductor for pulsed magnets // Proc. 14 Conference ЮЕС/ІСМС. - Kiev-92, MC-G12. 4. Bevk J., Harbison J.P., Bell J.L. Anomalous increase in strength of in situ formed Cu-Nb multi-filamentary composites //J.Appl. Phys, 1978, v.49, № 12, p.60316038. (72) Тихинський Генадій Пилипович, Тихоновський Михайло Андрійович, Петренко Віктор Тимофійович, Олексієнко Михайло Митрофаноаич (73) Харківський фізико-технічний інститут (57) Способ получения высокопрочного электропроводящего провода, включающий Изобретение относится к производству проводниковых материалов на медной основе и может быть использовано в электротехнической и электроэнергетической промышленности. В настоящее время проводниковые материалы, используемые в большинстве областей электротехники (обмотки магнитов, электродвигателей, генераторов, криогенные применения), изготавливаются из меди или сплавов на ее основе. Однако выплавку двухфазного сплава на основе меди с равномерно распределенными частицами пластичного второй фазы и деформацию сплава в проволоку или ленту, о т л и ч а ю щ и й с я тем, что деформацию сплава проводят в две стадии, причем деформацию на первой стадии проводят с вытяжкой R = {0,2-0,3)D2iicJ /мкм 2 (где Dvicx - средний размер частиц второй фазы в исходном слитке, мкм), затем проводят термообработку, состоящую из отжига, проводимого при температуре выше температуры рекристаллизации второй фазы, но ниже температуры плавления меди до рекристаллизации волокон второй фазы, и последующего отжига при температуре, ниже температуры максимальной растворимости второй фазы в меди, но выше температуры, при которой растворимость составляет 25% от максимальной до достижения равновесного значения растворимости, а заключительную стадию деформации проводят с вытяжкой R = (0,4-0,5)О2иС1/мкм2. медь наряду с хорошей электропроводностью (А,с = 58 м/Ом.мм2) имеет недостаточно высокие механические свойства. Так, в отожженном состоянии предел прочности на растяжение составляет ая = 20 кГ/мм2, а в наклепанном - ов = 40 кГ/ 2 /мм [1] Механические свойства можно улучшить, используя дисперсионно-твердеющие сплавы на основе меди (например, бериллиевые или хромистые бронзы) или с > о о 27046 композиты, получаемые совместной деформацией меди с упрочняющим металлом (композиты медь-титан, медь - нержавеющая сталь) [2]. Прочность таких проводников выше, (о а = 70-95 кг/мм2), од- 5 нако, электропроводность их существенно уменьшается по сравнению с электропроводностью чистой меди Х£ (X =60% от ХСи при аш = 70 кГ/мм2 и Х= 25% от ХСи при ав -95 кГ/мм2). Еще один недостаток 10 проводников, получаемых этими способами - уменьшение пластичности. Так, например, изделия из прочных сортов бериллиевой бронзы зачастую приходится изготавливать путем вырезания из цельного 15 слитка бронзы, поскольку обычный путь отливка сплава, его деформация в провод и навивка изделия из провода - невозможен из-за очень низкой пластичности провода [3]. 20 Принципиально иной подход к разработке высокопрочных электропроводящих проводов заключается в создании проводников микрокомпоэитного класса. Спо-. соб изготовления таких проводников, наи- 25 более близкий к заявляемому, состоит в следующем [4]. Сплавлением двух компонентов, одним из которых является медь, а вторым - более тугоплавкий металл, образующий с медью двухфазный сплав 30 (Nb), получают исходный слиток. Структура слитка является двухфазной и состоит из мелких частиц ниобия (30-50 мкм), равномерно распределенных в меди. Второй операцией является деформация слит- 35 ка в провод. В процессе деформации (прессование, волочение) пластичные частицы ниобия вытягиваются в длинные тонкие лентообразные волокна с поперечным размером t 5 0,1 мкм. До таких раз- 40 меров уточняются и прослойки меди между волокнами ниобия, т.е. формируется очень дисперсная микрокомпозитная структура. Благодаря этому происходит ускоренное деформационное упрочнение материала, которого нельзя достичь при де- 45 формации чистой меди или однофазных сплавов (бронз) на ее основе. В результате достигается высокий уровень прочности ств > 200 кГ/мм 2 при уменьшении электропроводности до 45-50% от элект- 50 ропроводности меди. При необходимости можно изготовить провод, имеющий более низкую прочность (ств =100-120 кГ/ /мм2) но повышенную электропроводность (X =60-70% от XCJ. Требуемое сочетание 55 свойств проводника получают путем изменения размера частиц ниобия в слитке (регулируя условия кристаллизации слитка), а также путем изменения дисперс ности структуры и степени деформационного упрочнения (варьируя начатый d o и конечный бк диаметры провода и величину вытяжки R = d o 2 /d/ при деформации). Основной недостаток описанного способа заключается в том, что провода с максимальной прочностью (ав £ 200 кҐ/мм2) недостаточно пластичны, что затрудняет намотку из них изделий, а электропроводность их недостаточно высока. В основу изобретения поставлена задача создать такой технологический процесс получения высокопрочного электропроводящего провода, в котором наличие новых операций и новые режимы проведения операций позволили бы обеспечить при высокой прочности проводов их высокую пластичность и электропроводность - новый технический результат. Усовершенствованию подвергается способ получения высокопрочного электропроводящего провода, включающий выплавку двухфазного сплава на основе меди с равномерно распределенными частицами пластичной второй фазы и деформацию сплава в проволоку или ленту. Новым в способе является то, что деформацию сплава проводят в две стадии, причем деформацию на первой стадии проводят с вытяжкой R = ( О . г - О . З р ^ / м к м 2 (где D - размер частиц второй фазы в исходном слитке, в мкм), затем проводят термообработку, состоящую из отжига при температуре выше температуры рекристаллизации второй фазы, но ниже температуры плавления меди до рекристаллизации волокон второй фазы и последующего отжига при температуре ниже температуры максимальной растворимости второй фазы в меди, но выше температуры, при которой растворимость составляет 25% от максимальной до достижения равновесного значения растворимости, а заключительную стадию деформации проводят с вытяжкой R = (0,4-0,5)0^/ /мкм 2 . Таким образом, основное отличие заявляемого способа от известного заключается в том, что деформацию двухфазного сплава на основе меди проводят в две стадии, а в промежутке между ними^ проводят термообработку, состоящую из* отжигов в двух температурных интервалах. Как показали проведенные нами эксперименты, если на определенной стадии деформации провести термообработку, которая снимет наклеп в волокнах второй фазы, то пластические свойства провода можно повысить. Для этого следует про 27046 конечного диаметра провода без отжигов вести отжиг при температуре, превышаю(известный способ). щей температуру рекристаллизации второй фазы При этом нельзя превышать Другую часть прутков обрабатывали температуру плавления меди, так как цельпо предлагаемому способу. Режимы обность провода будет нарушена. Место от- 5 работки слитков медь-ниобий в провод по жига в схеме деформации определяется известному (№ О) и предлагаемому (№ следующим Волокна второй фазы долж1-20) способам, а также свойства полуны быть деформированы до достаточно ченных проводов представлены в табл.1. малых размеров, чтобы не произошло их П р и м е р 2. Для изготовления чрезмерного наклепа (менее 0 , 2 0 ^ ) при 10 микрокомпозитных проводов из сплава деформации после отжига в конечный промедь-хром были выплавлены слитки Си вод. С другой стороны, при отжиге очень 25 вес.% Сг. Средний размер частиц хротонких волокон (при деформации более ма в двухфазной структуре слитков сос0,3D2MC1£) может происходить их коалеставил 30 мкм. Слитки прессовали в прутценция с огрублением структуры. Практи- 15 ки при Т=500°С, а затем часть прутков ка показала, что на первой стадии (до волочили при комнатной температуре до термообработки) оптимальная деформация конечного диаметра провода без отжигов 2 сплава составляет R - (0,2-0,3 D* /мкм , (известный способ), а другую часть обрабатывали по предлагаемому способу, т.е. где D., размер частиц второй фазы в исходном двухфазном слитке. После тер- 20 с термообработкой на определенной стадии деформации. Отметим, что из-за немообработки провод деформируют до кокоторых различий в диаграммах состоянечного диаметра. При этом деформация ний Cu-Nb и Cu-Cr, в пределах растводолжна быть достаточной (недостаточной римости, свойствах Nb и Сг, режимы терона будет при значениях меньше 0 , 4 0 ^ ) , чтобы прочность провода достигла макси- 25 мообработки для Cu-Сг отличаются от тамальных значений, но не чрезмерной, чтоковых для Cu^Nb. S табл.2 представлены бы не произошло охрупчивания провода режимы обработки проводов Cu-Cr по из(при деформации более ОДО 2 ^). Из праквестному (№ 0) и предлагаемому (№ 1 тики величина вытяжки на второй стадии 20) способам и свойства проводов. составляет R = (0,4-0,5)0 г и с х /мкм 2 . 30 Как видно из табл.1, для проводов медь-ниобий, изготовленных по известЦелью последующей термообработки, ному способу, ав - 202 кг/мм 2 , 6 = 1,6%, проводимой после рекристаллизационноX = 44% ХСи. При этом величина вытяжки го отжига, является, как говорилось выше, при деформации слитка в провод "состаповышение электропроводности (X) проводов. Отжиг должен проводиться при тем- 35 вила R = 0,25 (30 мкм) 2 /мкм 2 х 0,44 (30 пературе ниже, чем температура максимкм)2/мкм2 = 90000. Провод, 'полученный мальной растворимости, т.к. при превыпри оптимальных условиях по предлагаешении этой температуры цельность промому способу (вытяжка на первой стадии вода будет нарушена. С другой стороны, R = 0,25 *D 2 MCx /мкм 2 = 225, отжиг при отжиг должен проводиться при темпера- 40 1000°С/1ч, отжиг при 800°С/Зч, вытяжка туре, выше чем температура, при которой на второй стадии деформации R = растворимость составляет 25% от макси=0,44-О 2 и с х /мкм 2 = 400 при той же велимальной. Ниже этой температуры термообчине общей вытяжки R = 225 • 400 = 90000, работка неэффективна, так как раствориимеет при сохранении высокого уровня мость изменяется с температурой слабо, 45 прочности ан =207 кг/мм 2 лучшие пластиа диффузионная подвижность атомов маческие свойства (6 =3,3%) и электропрола. Длительность отжига должна быть таводность {X = 49% от XCJ. кой, чтобы обеспечить достижение равноАналогичным образом, для проводов весного для данной температуры значемедь-хром (табл.2), полученных по изния растворимости. 50 вестному способу, о в = 1 9 7 кг/мм 2 , 5 = =2,1%, X =42% от ХСи при вытяжке R П р и м е р 1. Для изготовления =90000. микрокомпозитных проводов из сплава медь-ииобий были выплавлены слитки Си Провод, полученный по предлагае- 25 вес.% Nb. Структура слитков состоямому способу (вытяжка на первой стала из частиц ниобия со средним разме- 55 дии R - 225, отжиг 950°С/1ч, отжиг 650°С/ ром 30 мкм, равномерно распределенных /Зч, вытяжка на второй стадии R = 400), по объему меди. Все слитки прошли гоимеет < = 203 кг/мм 3 , 5 =3,7%, X =52% т рячее прессование в прутки при Т=500°С. Далее часть прутков деформировали воУлучшение пластических свойств лочением при комнатной температуре до (приблизительно в 2 раза) и электропро 27046 8 водности (на 10% для проводов Cu-Nb и а) возможность изготовления изделий на 20% для проводов Cu-Cr) при сохраи устройств, имеющий вдвое меньший ранении высокой прочности достигается за диус изгиба провода без снижения его счет рекристаллизации волокон второй фапрочности, за счет повышения пластичзы и диффузионной "очистки" меди от ности провода; растворенных атомов ниобия или хрома б) улучшение характеристик электропри проведении термообработки на опретехнических устройств за счет повышеделенной стадии деформации. ния электропроводности провода, например, увеличение на 10-20% величины тока Использование предлагаемого способа получения электропроводящих прово- 10 или длительности импульса в импульсных магнитах при тех же условиях охдов обеспечит по сравнению с сущестлаждения. вующим следующие преимущества: Т а б л и ц а Вытяжка на первой № стадии деп/п формации x1/D2 ' 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 иск. 0,25 0,15 0,20 0,25 0,30 0,35 0,25 0,25 0,25 0,25 0,25 0,25 0,25 0,25 0,25 0,25 0,25 0,25 0,25 0,25 0,25 Т-ра первой части отжига, °С Т-ра второй части отжига, °С 1000 1000 1000 1000 1000 1090 1083 1000 950 900 1000 1000 1000 1000 1000 1000 1000 1000 1000 1000 800 800 800 800 800 800 800 800 1090 1080 800 750 700 800 800 800 800 800 Вытяжка на второй Предел стадии де- прочности, формации Ge, КГ/ММ г *VD 2 _ 0,44 0,44 0,44 0,44 0,44 0,44 0,44 0,44 0,44 0,44 0,44 0,44 0,35 0,40 0,44 0,50 0,55 202 203 205 207 192 184 207 205 202 207 205 205 183 190 207 202 197 1 Относительное удлинение, % Электропроводность X, % от \си 16 , 18 , 44 48 49 49 50 50 49 49 23 , 3,3 3,3 3,4 3,3 21 , 1,7 3.3 3,3 2,2 3,5 3,3 3,3 2,2 1,8 48 _ 49 48 44 52 50 49 47 41 • 27046 10 Т а б л и ц а Вытяжка на первой № п/п стадии деформации X1/D2 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 ' исх 0,25 0,15 0,20 0,25 0,30 0,35 0,25 0,25 0,25 0,25 0,25 0,25 0,25 0,25 0,25 0,25 0,25 0,25 0,25 0,25 0,25 Т-ра первой Т-ра второй Вытяжка на второй части отжига, °С части отжига, °С 650 650 650 650 650 650 650 650 1080 1072 650 600 550 650 650 650 650 650 стадии де- прочности, формации
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for producing of highly strength electroconductive wire
Автори англійськоюTykhynskyi Hennadii Pylypovych, Tykhonovskyi Mykhailo Andriiovych, Petrenko Viktor Tymofiiovych, Oleksiienko Mykhailo Mytrofanovych
Назва патенту російськоюСпособ получения высокопрочного электропроводного провода
Автори російськоюТыхинский Геннадий Филиппович, Тыхоновский Михаил Андреевич, Пэтрэнко Виктор Тимофеевич, Олэксиенко Михаил Митрофанович
МПК / Мітки
МПК: C22F 1/08
Мітки: електропровідного, високоміцного, одержання, спосіб, дроту
Код посилання
<a href="https://ua.patents.su/6-27046-sposib-oderzhannya-visokomicnogo-elektroprovidnogo-drotu.html" target="_blank" rel="follow" title="База патентів України">Спосіб одержання високоміцного електропровідного дроту</a>
Спосіб виготовлення високоміцного дроту з легірованої або вуглеродистої сталі з покриттям на основі алюмінію
Номер патенту: 21205
Опубліковано: 04.11.1997
Автори: Щербак Олександр Семенович, Парадня Павло Вікторович, Почта Віктор Миколайович, Коковіхін Юрій Іванович, Коровайний Сергій Федорович, Дем'янова Людміла Іванівна, Ганіна Лідія Кирилівна, Іванцов Іван Іванович
МПК: C21D 9/52
Мітки: сталі, спосіб, дроту, високоміцного, вуглеродистої, легірованої, алюмінію, покриттям, основі, виготовлення
Формула / Реферат:
Способ изготовления высокопрочной проволоки из легированной или углеродистой стали с покрытием на основе алюминия, включающий нагрев заготовки на воздухе или в защитной среде до температуры на 30-50°С выше Ас3, изотермическую выдержку при этой температуре, флюсование, патентирование, цинкование, подготовку поверхности к металлизации, алюминирование из расплава и холодное волочение, отличающийся тем, что патентирование и цинкование из расплава...
Спосіб одержання напівфабрикатів з стального дроту
Номер патенту: 23382
Опубліковано: 31.08.1998
Автори: Фурсенко Леонід Федотович, Рафаловський Віталій Адольфович, Немошкаленко Володимир Володимирович
МПК: C22F 1/10
Мітки: напівфабрикатів, одержання, дроту, спосіб, стального
Формула / Реферат:
1. Способ получения полуфабрикатов из стальной проволоки, включающий волочение до заданного диаметра в несколько проходов с подготовкой поверхности перед каждым проходом и промежуточной термообработкой путем контактного электронагрева, отличающийся тем, что волочение проводят с суммарным обжатием между промежуточными термообработками - 35-45% с нанесением на поверхность проволоки перед каждым проходом смазки, например, из водноаммиачного...
Спосіб виготовлення надпровідникового дроту
Номер патенту: 16193
Опубліковано: 29.08.1997
Автори: Малишев Євген Миколайович, Дугадко Олександр Борисович, Раханський Генадій Афанасійович, Буряк Валентин Порфірійович, Матросов Микола Іванович
МПК: H01B 12/00
Мітки: надпровідникового, спосіб, виготовлення, дроту
Формула / Реферат:
1. Способ изготовления сверхпроводящего провода, заключающийся в совместной сборке покрытых медной оболочкой стержней из сплавов ниобия с титаном в общую оболочку из нормальнопроводяще-го металла, например меди, деформации полученной заготовки до требуемого размера путем последовательных операций гидростатического прессования с уменьшением диаметра заготовки в очаге деформации и термообработок при температурах не выше температуры...
Спосіб виготовлення дроту з високовуглецевої марганцевоалюмінієвої сталі
Номер патенту: 24478
Опубліковано: 21.07.1998
Автори: Фурсенко Леонід Федорович, Андющенко Владислав Андрійович, Драчинська Ганна Григорівна, Рафаловський Віталій Адольфович
МПК: C22F 1/00
Мітки: сталі, спосіб, високовуглецевої, дроту, марганцевоалюмінієвої, виготовлення
Формула / Реферат:
Способ изготовления проволоки из высокоуглеродистой марганцево-алюминиевой стали, включающий волочение с обжатием, отличающийся тем, что проводят подогрев заготовки в виде слитка до температур (1000 - 1150°C) в g-области с одновременной проковкой, охлаждают, полученный слиток режут на бруски заданного размера, волочат с суммарным обжатием 20 - 35% с последующим нагревом при температуре выделения упрочняющей карбидной К-фазы (540 - 550°C).
Спосіб одержання вольфрамового дроту
Номер патенту: 7470
Опубліковано: 29.09.1995
Автори: Тітова Тетяна Іванівна, Ткаченко Микола Якович, Лященко Віктор Павлович
МПК: B21C 1/00
Мітки: дроту, одержання, вольфрамового, спосіб
Формула / Реферат:
1. Способ получения вольфрамовой проволоки, включающий прессование порошка, спекание и сварку штабиков, пластическую деформацию прутков с промежуточным отжигом и волочение проволоки до заданного диаметра, отличающийся тем, что сварку штабиков осуществляют путем термоциклической обработки при температуре 0,30-0,95 температуры плавления вольфрама, длительности термоцикла 120-300 с и количестве термоциклов 10-25. 2. Способ получения...
Попередній патент: Універсальна присадка до мастил та палив двигунів внутрішнього згоряння
Наступний патент: Поршень
Випадковий патент: Пристрій для транспортування і кантування слябів