Спосіб прокатування зливків
Номер патенту: 35695
Опубліковано: 15.05.2003
Автори: Толпа Анатолій Андрійович, Кукуй Давид Пенхусович, Теряєв Олександр Митрофанович, Онищенко Сергій Олександрович
Формула / Реферат
Спосіб прокатування зливків, що включає послідовні обтискання у двох взаємно перпендикулярних напрямках на обтискному стані з формуванням проміжного прямокутного або близького до нього перерізу, який відрізняється тим, що після зняття конусності зливка у двох взаємно перпендикулярних площинах і формування на гладкій бочці прямокутного перерізу з співвідношенням ширини і висоти 1,35...1,8, після зміни напрямку деформації її здійснюють по висоті до величини 0,9...1,1 ширини прямокутника, після цього змінюють напрямок деформації і провадять обтискання по висоті до величини 0,7...0,9 висоти, а потім провадять зміну напрямку обтискання і надалі формують блюм.
Текст
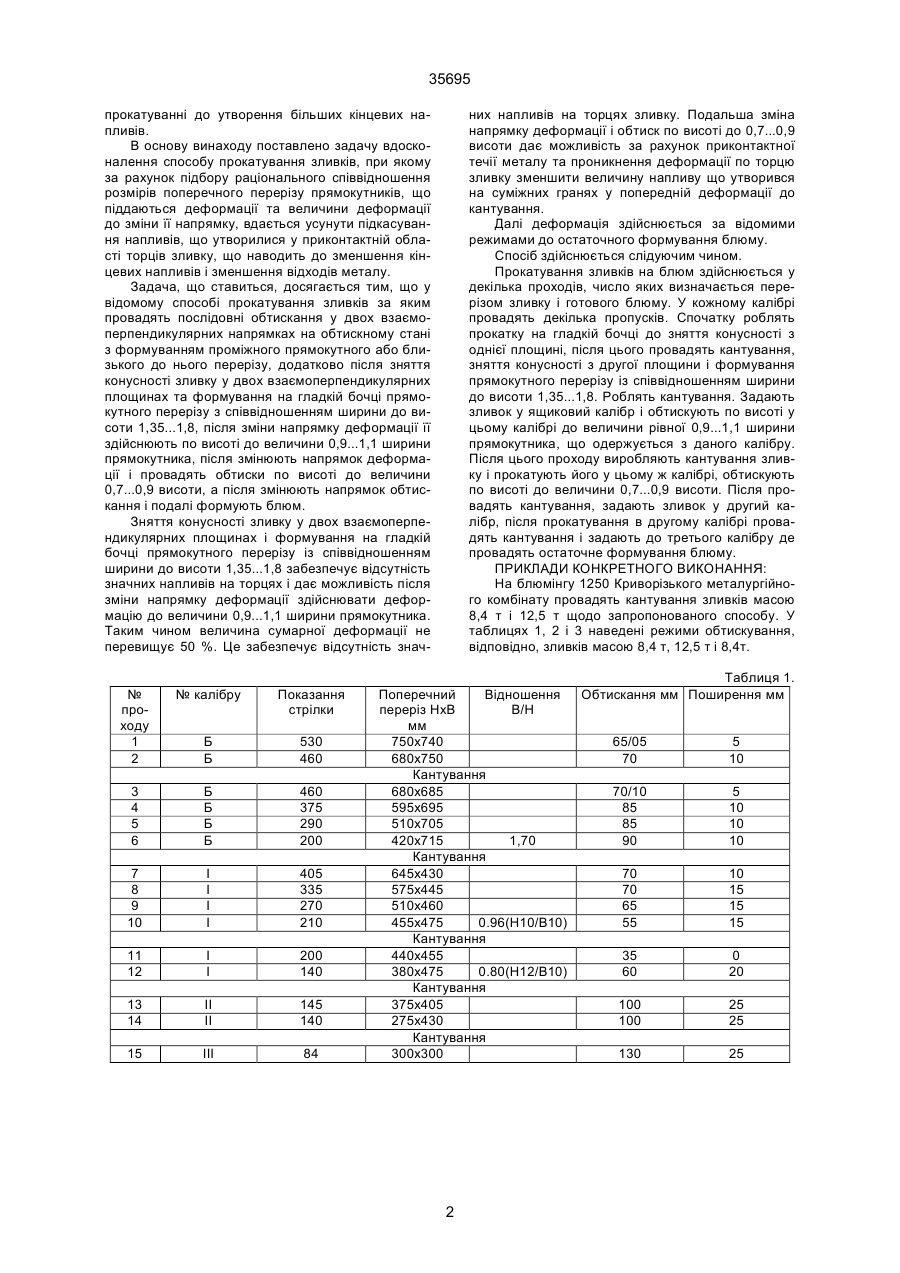
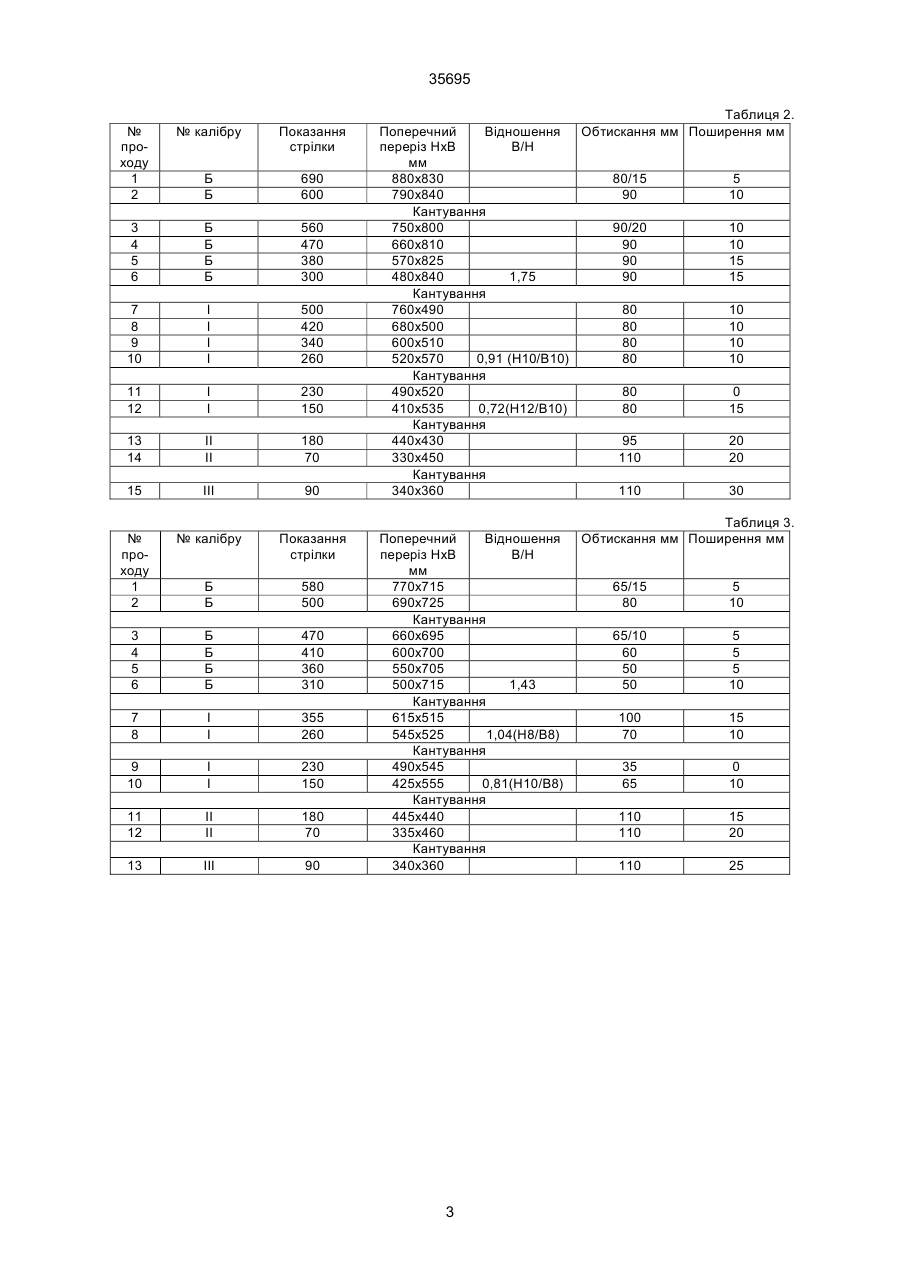
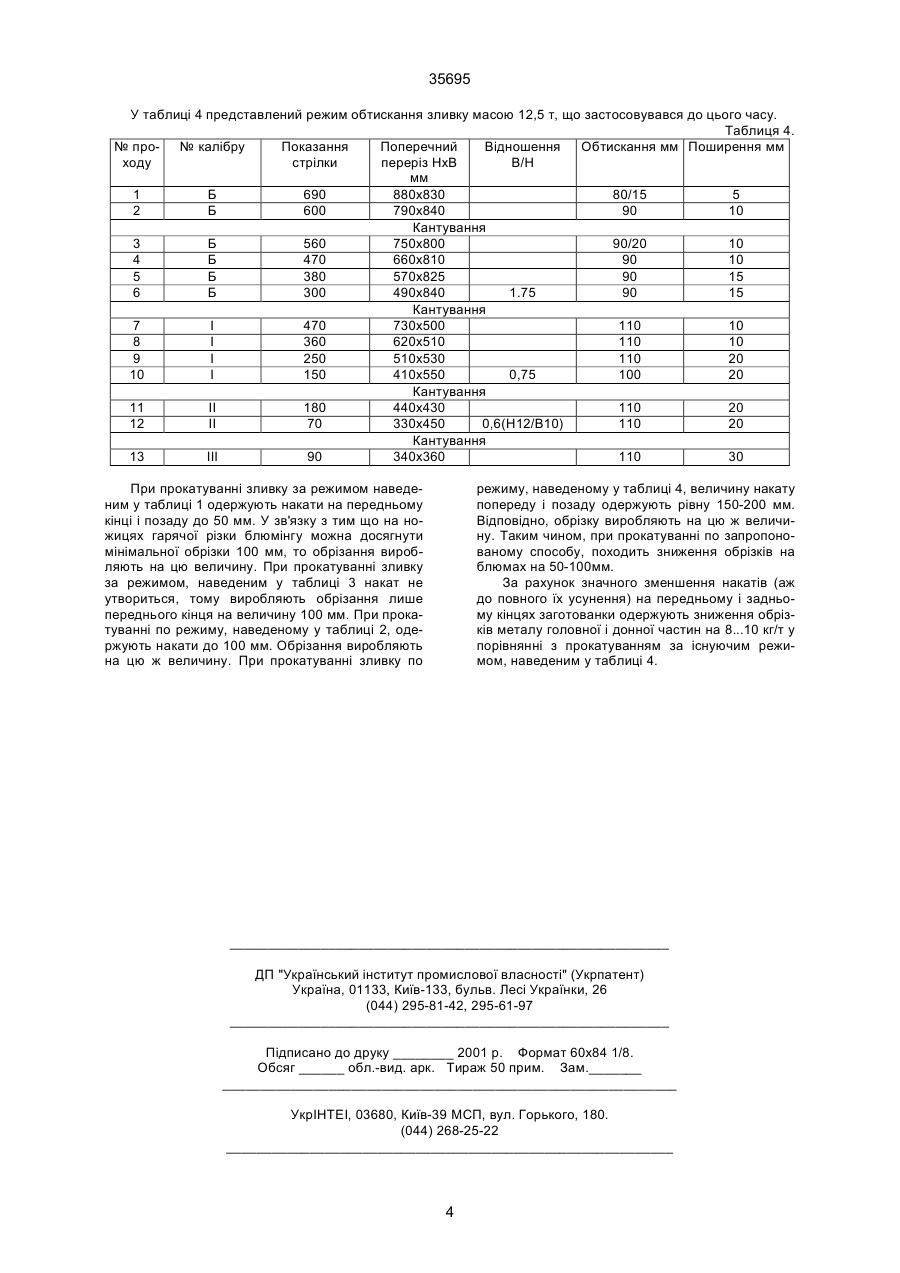
Спосіб прокатування зливків, що включає послідовні обтискання у двох взаємноперпендикулярних напрямках на обтискному стані з формуванням проміжного прямокутного або близького до нього перерізу, який відрізняється тим, що після зняття конусності зливка у двох взаємноперпендикулярних площинах і формування на гладкій бочці прямокутного перерізу з співвідношенням ширини до висоти 1,35...1,8, після зміни напрямку деформації її здійснюють по висоті до величини 0,9...1,1 ширини прямокутника, після цього змінюють напрямок деформації і провадять обтискання по висоті до величини 0,7...0,9 висоти, а потім провалять зміну напрямку обтискання і надалі формують блюм. (19) (21) 98020597 (22) 04.02.1998 (24) 16.04.2001 (33) UA (46) 16.04.2001, Бюл. № 3, 2001 р. (72) Толпа Анатолій Андрійович, Кукуй Давид Пенхусович, Оніщенко Сергій Олександрович, Теряєв Олександр Митрофанович (73) HАУКОВО-ВИРОБНИЧЕ ТОВАРИСТВО З ОБМЕЖЕНОЮ ВІДПОВІДАЛЬНІСТЮ З ІНОЗЕМНИМИ ІНВЕСТИЦІЯМИ "ДОНІКС", ТОЛПА АНАТОЛІЙ АНДРІЙОВИЧ, КУКУЙ ДАВИД ПЕНХУСОВИЧ, ОНІЩЕНКО СЕРГІЙ ОЛЕКСАНДРОВИЧ, ТЕРЯЄВ ОЛЕКСАНДР МИТРОФАНОВИЧ 35695 прокатуванні до утворення більших кінцевих напливів. В основу винаходу поставлено задачу вдосконалення способу прокатування зливків, при якому за рахунок підбору раціонального співвідношення розмірів поперечного перерізу прямокутників, що піддаються деформації та величини деформації до зміни її напрямку, вдається усунути підкасування напливів, що утворилися у приконтактній області торців зливку, що наводить до зменшення кінцевих напливів і зменшення відходів металу. Задача, що ставиться, досягається тим, що у відомому способі прокатування зливків за яким провадять послідовні обтискання у двох взаємоперпендикулярних напрямках на обтискному стані з формуванням проміжного прямокутного або близького до нього перерізу, додатково після зняття конусності зливку у двох взаємоперпендикулярних площинах та формування на гладкій бочці прямокутного перерізу з співвідношенням ширини до висоти 1,35...1,8, після зміни напрямку деформації її здійснюють по висоті до величини 0,9...1,1 ширини прямокутника, після змінюють напрямок деформації і провадять обтиски по висоті до величини 0,7...0,9 висоти, а після змінюють напрямок обтискання і подалі формують блюм. Зняття конусності зливку у двох взаємоперпендикулярних площинах і формування на гладкій бочці прямокутного перерізу із співвідношенням ширини до висоти 1,35...1,8 забезпечує відсутність значних напливів на торцях і дає можливість після зміни напрямку деформації здійснювати деформацію до величини 0,9...1,1 ширини прямокутника. Таким чином величина сумарної деформації не перевищує 50 %. Це забезпечує відсутність знач№ проходу 1 2 № калібру Показання стрілки Б Б 530 460 3 4 5 6 Б Б Б Б 460 375 290 200 7 8 9 10 І І І І 405 335 270 210 11 12 І І 200 140 13 14 II II 145 140 15 III 84 них напливів на торцях зливку. Подальша зміна напрямку деформації і обтиск по висоті до 0,7...0,9 висоти дає можливість за рахунок приконтактної течії металу та проникнення деформації по торцю зливку зменшити величину напливу що утворився на суміжних гранях у попередній деформації до кантування. Далі деформація здійснюється за відомими режимами до остаточного формування блюму. Спосіб здійснюється слідуючим чином. Прокатування зливків на блюм здійснюється у декілька проходів, число яких визначається перерізом зливку і готового блюму. У кожному калібрі провадять декілька пропусків. Спочатку роблять прокатку на гладкій бочці до зняття конусності з однієї площині, після цього провадять кантування, зняття конусності з другої площини і формування прямокутного перерізу із співвідношенням ширини до висоти 1,35...1,8. Роблять кантування. Задають зливок у ящиковий калібр і обтискують по висоті у цьому калібрі до величини рівної 0,9...1,1 ширини прямокутника, що одержується з даного калібру. Після цього проходу виробляють кантування зливку і прокатують його у цьому ж калібрі, обтискують по висоті до величини 0,7...0,9 висоти. Після провадять кантування, задають зливок у другий калібр, після прокатування в другому калібрі провадять кантування і задають до третього калібру де провадять остаточне формування блюму. ПРИКЛАДИ КОНКРЕТНОГО ВИКОНАННЯ: На блюмінгу 1250 Криворізького металургійного комбінату провадять кантування зливків масою 8,4 т і 12,5 т щодо запропонованого способу. У таблицях 1, 2 і 3 наведені режими обтискування, відповідно, зливків масою 8,4 т, 12,5 т і 8,4т. Поперечний Відношення переріз НхВ В/Н мм 750х740 680х750 Кантування 680х685 595х695 510х705 420х715 1,70 Кантування 645х430 575х445 510х460 455х475 0.96(Н10/В10) Кантування 440х455 380х475 0.80(Н12/В10) Кантування 375х405 275х430 Кантування 300х300 2 Таблиця 1. Обтискання мм Поширення мм 65/05 70 5 10 70/10 85 85 90 5 10 10 10 70 70 65 55 10 15 15 15 35 60 0 20 100 100 25 25 130 25 35695 № проходу 1 2 № калібру Показання стрілки Б Б 690 600 3 4 5 6 Б Б Б Б 560 470 380 300 7 8 9 10 І І І І 500 420 340 260 11 12 І І 230 150 13 14 II II 180 70 15 III 90 № проходу 1 2 № калібру Показання стрілки Б Б 580 500 3 4 5 6 Б Б Б Б 470 410 360 310 7 8 І І 355 260 9 10 І І 230 150 11 12 II II 180 70 13 III 90 Таблиця 2. Поперечний Відношення Обтискання мм Поширення мм переріз НхВ В/Н мм 880х830 80/15 5 790х840 90 10 Кантування 750х800 90/20 10 660х810 90 10 570х825 90 15 480х840 1,75 90 15 Кантування 760х490 80 10 680х500 80 10 600х510 80 10 520х570 0,91 (Н10/В10) 80 10 Кантування 490х520 80 0 410х535 0,72(Н12/В10) 80 15 Кантування 440х430 95 20 330х450 110 20 Кантування 340х360 110 30 Поперечний Відношення переріз НхВ В/Н мм 770х715 690х725 Кантування 660х695 600х700 550х705 500х715 1,43 Кантування 615х515 545х525 1,04(Н8/В8) Кантування 490х545 425х555 0,81(Н10/В8) Кантування 445х440 335х460 Кантування 340х360 3 Таблиця 3. Обтискання мм Поширення мм 65/15 80 5 10 65/10 60 50 50 5 5 5 10 100 70 15 10 35 65 0 10 110 110 15 20 110 25 35695 У таблиці 4 представлений режим обтискання зливку масою 12,5 т, що застосовувався до цього часу. Таблиця 4. № про- № калібру Показання Поперечний Відношення Обтискання мм Поширення мм ходу стрілки переріз НхВ В/Н мм 1 Б 690 880х830 80/15 5 2 Б 600 790х840 90 10 Кантування 3 Б 560 750х800 90/20 10 4 Б 470 660х810 90 10 5 Б 380 570х825 90 15 6 Б 300 490х840 1.75 90 15 Кантування 7 І 470 730х500 110 10 8 І 360 620х510 110 10 9 І 250 510х530 110 20 10 І 150 410х550 0,75 100 20 Кантування 11 II 180 440х430 110 20 12 II 70 330х450 0,6(Н12/В10) 110 20 Кантування 13 III 90 340х360 110 30 режиму, наведеному у таблиці 4, величину накату попереду і позаду одержують рівну 150-200 мм. Відповідно, обрізку виробляють на цю ж величину. Таким чином, при прокатуванні по запропонованому способу, походить зниження обрізків на блюмах на 50-100мм. За рахунок значного зменшення накатів (аж до повного їх усунення) на передньому і задньому кінцях заготованки одержують зниження обрізків металу головної і донної частин на 8...10 кг/т у порівнянні з прокатуванням за існуючим режимом, наведеним у таблиці 4. При прокатуванні зливку за режимом наведеним у таблиці 1 одержують накати на передньому кінці і позаду до 50 мм. У зв'язку з тим що на ножицях гарячої різки блюмінгу можна досягнути мінімальної обрізки 100 мм, то обрізання виробляють на цю величину. При прокатуванні зливку за режимом, наведеним у таблиці 3 накат не утвориться, тому виробляють обрізання лише переднього кінця на величину 100 мм. При прокатуванні по режиму, наведеному у таблиці 2, одержують накати до 100 мм. Обрізання виробляють на цю ж величину. При прокатуванні зливку по __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2001 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 50 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 4
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for rolling ingots
Автори англійськоюTolpa Anatolii Andriiovych, Tolpa Anatolii Andriovych, Kukui Davyd Penhusovych, Kukui Davyd Penkhusovych, Kukuj Davyd Penkhusovych, Teriaiev Oleksandr Mytrofanovych
Назва патенту російськоюСпособ прокатки слитков
Автори російськоюТолпа Анатолий Андреевич, Кукуй Давид Пенхусович, Теряев Александр Митрофанович
МПК / Мітки
МПК: B21B 1/02
Мітки: зливків, прокатування, спосіб
Код посилання
<a href="https://ua.patents.su/4-35695-sposib-prokatuvannya-zlivkiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб прокатування зливків</a>
Спосіб прокатування зливків пірамідальної форми на обтискних та заготовочних станах
Номер патенту: 25818
Опубліковано: 15.05.2002
Автори: Кукуй Давид Пенхусович, Бродський Сергій Сергійович
МПК: B21B 1/02
Мітки: обтискних, станах, зливків, заготовочних, спосіб, форми, пірамідальної, прокатування
Формула / Реферат:
Спосіб прокатування зливків пірамідальної форми на обтискних і заготовочних станах, при якому зливки деформують у двох взаємно перпендикулярних площинах з проміжними кантуваннями при переході деформації з однієї площини в іншу з задачею у першому та першому після кантування пропусках зливка більшою основою у валки, який відрізняється тим, що у першому і у першому після кантування пропусках зливок деформують з абсолютним обтисканням 0,95 - 1,4...
Спосіб прокатування зливків на обтискному стані
Номер патенту: 25820
Опубліковано: 30.10.1998
Автори: Головко Михайло Васильович, Неклеса Леонід Никифорович, Шаповал Григорій Якович, Чабанюк Анатолій Степанович, Салацинський Едуард Степанович
Мітки: спосіб, прокатування, обтискному, зливків, стані
Формула / Реферат:
Спосіб прокатування зливків на обтискному стані, при якому зливок послідовно обтискують у двох взаємно перпендикулярних напрямках і формують проміжний прямокутний або близький до прямокутного переріз, який відрізняється тим, що після зняття конусності зливка у двох взаємно перпендикулярних площинах формують на гладкій бочці прямокутний або близький до прямокутного переріз із співвідношенням ширини до висоти 1,35 - 1,8, після охолоджують...
Спосіб прокатування зливків пірамідальної форми на обтискних та заготовочних станах
Номер патенту: 25819
Опубліковано: 30.10.1998
Автори: Толпа Анатолій Андрійович, Попов Євген Святославович
МПК: B21B 1/02
Мітки: станах, зливків, прокатування, спосіб, пірамідальної, заготовочних, форми, обтискних
Формула / Реферат:
Спосіб прокатування зливків пірамідальної форми на обтискних та заготовочних станах, при якому зливки деформують у двох взаємоперпендикулярних площинах з проміжними кантуваннями при переході деформації з однієї площини у іншу з задачею зливка у першому та у першому після кантування пропуску більшою основою у валки, який відрізняється тим, що до першого кантування обтискання виконують по широкій стороні зливка, до і після першого кантування...
Спосіб прокатування зливків на обтискному стані
Номер патенту: 25816
Опубліковано: 30.10.1998
Автори: Полуновська Людмила Георгіївна, Стрельнікова Валентина Іванівна, Полуновський Ісаак Євсійович, Малькова Світлана Валентинівна, Спіняков Віктор Костянтинович, Міхейченко Зоя Леонідівна, Зотова Євгенія Опанасівна
Мітки: обтискному, стані, зливків, спосіб, прокатування
Формула / Реферат:
Спосіб прокатування зливків на обтискному стані, при якому зливок послідовно обтискують у двох взаємно перпендикулярних напрямках і формують проміжний прямокутний або близький до прямокутного переріз, який відрізняється тим, що після зняття конусності зливку у двох взаємно перпендикулярних площинах формують на гладкій бочці прямокутний або близький до прямокутного переріз із співвідношенням ширини до висоти 1,35 - 1,8, після охолоджують...
Спосіб прокатування заготовок на обтискних і заготовочних станах
Номер патенту: 32627
Опубліковано: 15.02.2001
Автори: Феофілактов Андрій Вікторович, Маншилін Олександр Гейнійович, Тартачний Віктор Сергійович, Юнаков Олександр Михайлович, Прядко Любов Давидівна, Ревякін Олег Вікторович, Шульгін Григорій Митрофанович, Корінь Андрій Олександрович, Дишлевич Ігор Йосипович
МПК: B21B 1/02
Мітки: заготовочних, спосіб, заготовок, прокатування, обтискних, станах
Текст:
...калібр, коли заготовка має випуклі крайні зони й угнуту середину (подвійне бочкоутворення), походить первісний обтиск випуклих зон, що, в свою чергу, наводить до появи на поверхні прокату закотів і зморшок, а також збільшує значення дефекту "риб'ячий хвіст" Найбільш близьким до запропонованого винаходу є спосіб прокатування напівфабрикатів на обтискних і заготовочних станах, за яким заготовку деформують із дворазовим переходом від...
Попередній патент: Спосіб визначення поліядерних ароматичних вуглеводнів
Наступний патент: Йодована жирна кислота або естер йодованої жирної кислоти, або їх йодовані похідні, спосіб їх одержання
Випадковий патент: Спосіб виробництва напою на основі молочної сироватки