Пристрій для виготовлення виробів методом термоскріплення
Номер патенту: 35738
Опубліковано: 16.04.2001
Автори: Ємченко Ольга Миколаєвна, Піскунов Микола Володимирович, Нейман Олександр Ігоревич, Ітунін Вілен Фішлевич, Москаленко Володимир Іванович, Москаленко Іван Юхимович, Поляков Микола Васильович, Казаков Ігор Анатольович
Формула / Реферат
1. Пристрій для виготовлення виробів методом термоскріплення, що містить у собі нижню плиту-основу, верхню плиту і притискач, робочі поверхні яких паралельні, а також нагрівальний елемент, що встановлений з можливістю переміщення перпендикулярно основі, і механізм переміщення, який відрізняється тим, що верхня плита закріплена на притискачі з можливістю переміщення відносно нього по напрямним з пружними елементами, притискач виконано з робочим торцем, фіксуюча кромка якого збігається з робочим торцем основи, при цьому робочий торець основи повторює завдані форми і розмір зовнішньої кромки шва виробу, а торець верхньої плити, що також повторює завдану форму шва, зміщений усередину від торця основи на величину, яка дорівнює товщині робочого торця притискача, а нагрівальний елемент, закріплений між притискачем і основою зі зміщенням назовні відносно робочого торця основи, виконано у вигляді дроту з високим електричним опором і має форму робочої частини, що повторює форму робочого торця основи.
2. Пристрій по п. 1, який відрізняється тим, що нагрівальний елемент, закріплений на опорах зі зміщенням відносно робочого торця основи, максимально наближений до нього, має компенсаторні петлі, звернені у протилежний бік від робочої частини, і проміжні опори на цих петлях.
3. Пристрій по п. 1, який відрізняється тим, що робочі торці основи і притискача виконані зі скосом, гострий кут якого направлений у бік шва виробу і складає 5-15°.
4. Пристрій по п. 1, який відрізняється тим, що товщина робочого торця притискача складається з 5-6 товщин пакету скріплюваного матеріалу.
Текст
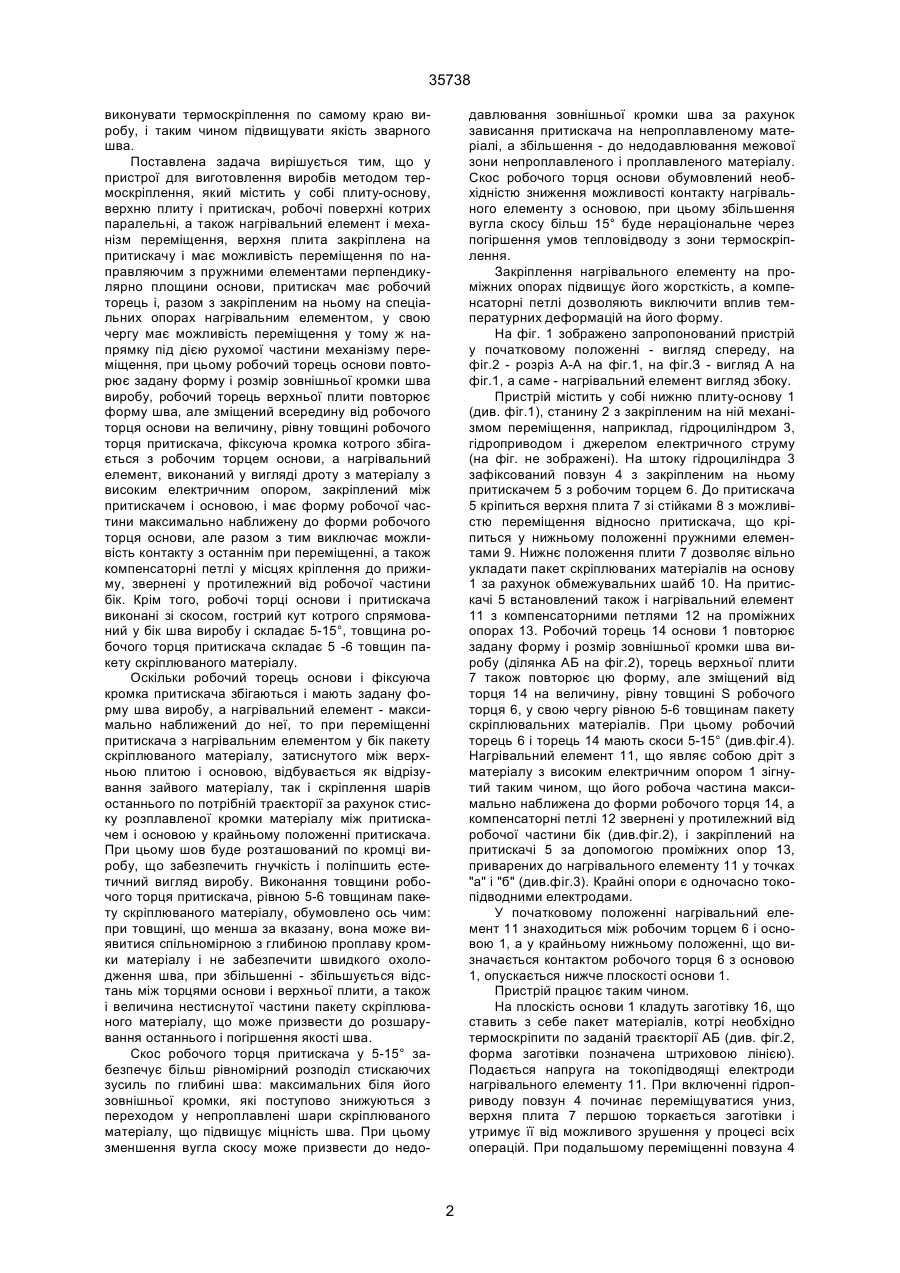
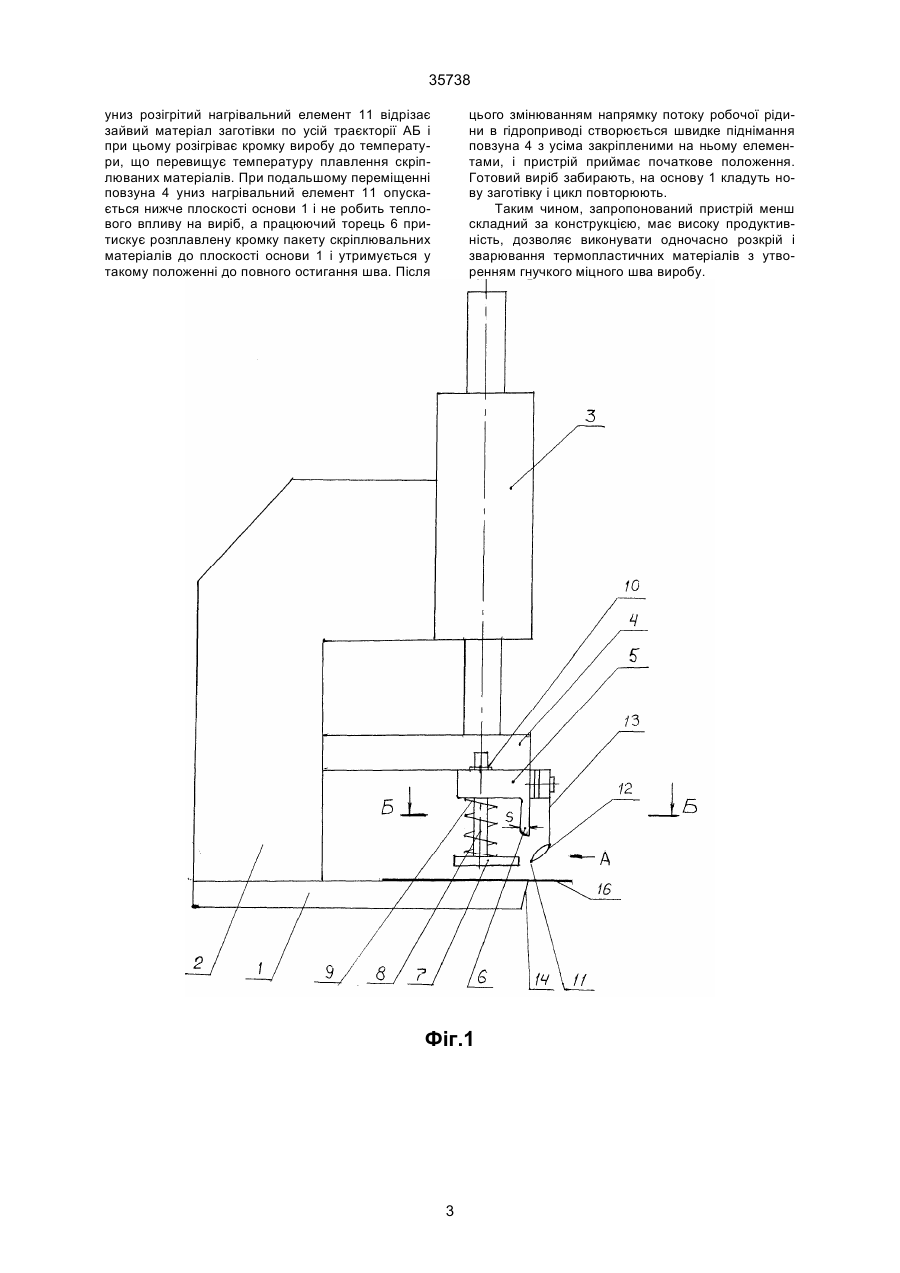
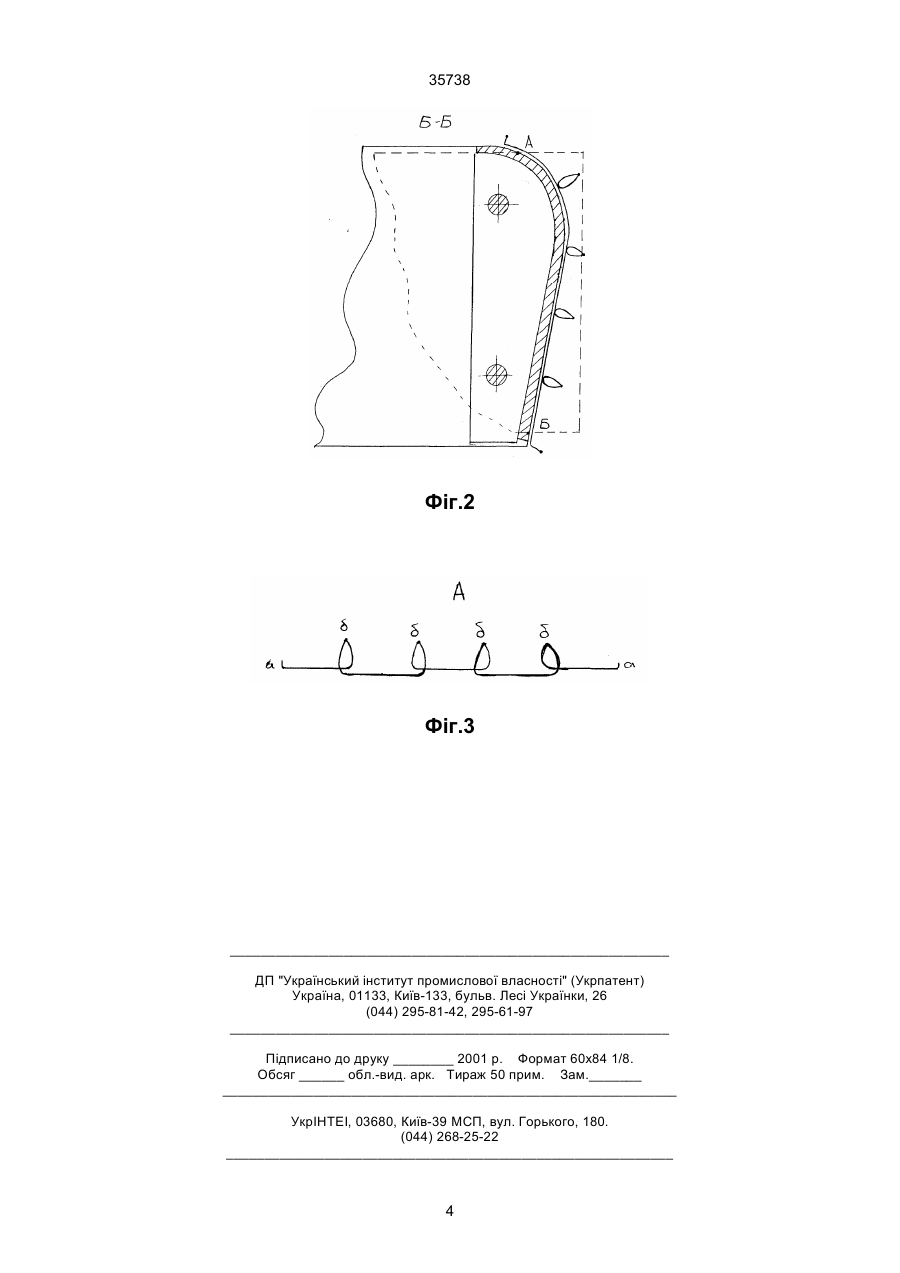
1. Пристрій для виготовлення виробів методом термоскріплення, що містить у собі нижню плиту-основу, верхню плиту і притискач, робочі поверхні яких паралельні, а також нагрівальний елемент, що встановлений з можливістю переміщення перпендикулярно основі, і механізм переміщення, який відрізняється тим, що верхня плита закріплена на притискачі з можливістю переміщення відносно нього по напрямним з пружними елементами, притискач виконано з робочим торцем, фіксуюча кромка якого збігається з робочим торцем основи, при цьому робочий торець основи A (54) ПРИСТРІЙ ДЛЯ ВИГОТОВЛЕННЯ ВИРОБІВ МЕТОДОМ ТЕРМОСКРІПЛЕННЯ 35738 виконувати термоскріплення по самому краю виробу, і таким чином підвищувати якість зварного шва. Поставлена задача вирішується тим, що у пристрої для виготовлення виробів методом термоскріплення, який містить у собі плиту-основу, верхню плиту і притискач, робочі поверхні котрих паралельні, а також нагрівальний елемент і механізм переміщення, верхня плита закріплена на притискачу і має можливість переміщення по направляючим з пружними елементами перпендикулярно площини основи, притискач має робочий торець і, разом з закріпленим на ньому на спеціальних опорах нагрівальним елементом, у свою чергу має можливість переміщення у тому ж напрямку під дією рухомої частини механізму переміщення, при цьому робочий торець основи повторює задану форму і розмір зовнішньої кромки шва виробу, робочий торець верхньої плити повторює форму шва, але зміщений всередину від робочого торця основи на величину, рівну товщині робочого торця притискача, фіксуюча кромка котрого збігається з робочим торцем основи, а нагрівальний елемент, виконаний у вигляді дроту з матеріалу з високим електричним опором, закріплений між притискачем і основою, і має форму робочої частини максимально наближену до форми робочого торця основи, але разом з тим виключає можливість контакту з останнім при переміщенні, а також компенсаторні петлі у місцях кріплення до прижиму, звернені у протилежний від робочої частини бік. Крім того, робочі торці основи і притискача виконані зі скосом, гострий кут котрого спрямований у бік шва виробу і складає 5-15°, товщина робочого торця притискача складає 5 -6 товщин пакету скріплюваного матеріалу. Оскільки робочий торець основи і фіксуюча кромка притискача збігаються і мають задану форму шва виробу, а нагрівальний елемент - максимально наближений до неї, то при переміщенні притискача з нагрівальним елементом у бік пакету скріплюваного матеріалу, затиснутого між верхньою плитою і основою, відбувається як відрізування зайвого матеріалу, так і скріплення шарів останнього по потрібній траєкторії за рахунок стиску розплавленої кромки матеріалу між притискачем і основою у крайньому положенні притискача. При цьому шов буде розташований по кромці виробу, що забезпечить гнучкість і поліпшить естетичний вигляд виробу. Виконання товщини робочого торця притискача, рівною 5-6 товщинам пакету скріплюваного матеріалу, обумовлено ось чим: при товщині, що менша за вказану, вона може виявитися спільномірною з глибиною проплаву кромки матеріалу і не забезпечити швидкого охолодження шва, при збільшенні - збільшується відстань між торцями основи і верхньої плити, а також і величина нестиснутої частини пакету скріплюваного матеріалу, що може призвести до розшарування останнього і погіршення якості шва. Скос робочого торця притискача у 5-15° забезпечує більш рівномірний розподіл стискаючих зусиль по глибині шва: максимальних біля його зовнішньої кромки, які поступово знижуються з переходом у непроплавлені шари скріплюваного матеріалу, що підвищує міцність шва. При цьому зменшення вугла скосу може призвести до недо давлювання зовнішньої кромки шва за рахунок зависання притискача на непроплавленому матеріалі, а збільшення - до недодавлювання межової зони непроплавленого і проплавленого матеріалу. Скос робочого торця основи обумовлений необхідністю зниження можливості контакту нагрівального елементу з основою, при цьому збільшення вугла скосу більш 15° буде нераціональне через погіршення умов тепловідводу з зони термоскріплення. Закріплення нагрівального елементу на проміжних опорах підвищує його жорсткість, а компенсаторні петлі дозволяють виключити вплив температурних деформацій на його форму. На фіг. 1 зображено запропонований пристрій у початковому положенні - вигляд спереду, на фіг.2 - розріз А-А на фіг.1, на фіг.З - вигляд А на фіг.1, а саме - нагрівальний елемент вигляд збоку. Пристрій містить у собі нижню плиту-основу 1 (див. фіг.1), станину 2 з закріпленим на ній механізмом переміщення, наприклад, гідроциліндром 3, гідроприводом і джерелом електричного струму (на фіг. не зображені). На штоку гідроциліндра 3 зафіксований повзун 4 з закріпленим на ньому притискачем 5 з робочим торцем 6. До притискача 5 кріпиться верхня плита 7 зі стійками 8 з можливістю переміщення відносно притискача, що кріпиться у нижньому положенні пружними елементами 9. Нижнє положення плити 7 дозволяє вільно укладати пакет скріплюваних матеріалів на основу 1 за рахунок обмежувальних шайб 10. На притискачі 5 встановлений також і нагрівальний елемент 11 з компенсаторними петлями 12 на проміжних опорах 13. Робочий торець 14 основи 1 повторює задану форму і розмір зовнішньої кромки шва виробу (ділянка АБ на фіг.2), торець верхньої плити 7 також повторює цю форму, але зміщений від торця 14 на величину, рівну товщині S робочого торця 6, у свою чергу рівною 5-6 товщинам пакету скріплювальних матеріалів. При цьому робочий торець 6 і торець 14 мають скоси 5-15° (див.фіг.4). Нагрівальний елемент 11, що являє собою дріт з матеріалу з високим електричним опором 1 зігнутий таким чином, що його робоча частина максимально наближена до форми робочого торця 14, а компенсаторні петлі 12 звернені у протилежний від робочої частини бік (див.фіг.2), і закріплений на притискачі 5 за допомогою проміжних опор 13, приварених до нагрівального елементу 11 у точках "а" і "б" (див.фіг.3). Крайні опори є одночасно токопідводними електродами. У початковому положенні нагрівальний елемент 11 знаходиться між робочим торцем 6 і основою 1, а у крайньому нижньому положенні, що визначається контактом робочого торця 6 з основою 1, опускається нижче плоскості основи 1. Пристрій працює таким чином. На плоскість основи 1 кладуть заготівку 16, що ставить з себе пакет матеріалів, котрі необхідно термоскріпити по заданій траєкторії АБ (див. фіг.2, форма заготівки позначена штриховою лінією). Подається напруга на токопідводящі електроди нагрівального елементу 11. При включенні гідроприводу повзун 4 починає переміщуватися униз, верхня плита 7 першою торкається заготівки і утримує її від можливого зрушення у процесі всіх операцій. При подальшому переміщенні повзуна 4 2 35738 униз розігрітий нагрівальний елемент 11 відрізає зайвий матеріал заготівки по усій траєкторії АБ і при цьому розігріває кромку виробу до температури, що перевищує температуру плавлення скріплюваних матеріалів. При подальшому переміщенні повзуна 4 униз нагрівальний елемент 11 опускається нижче плоскості основи 1 і не робить теплового впливу на виріб, а працюючий торець 6 притискує розплавлену кромку пакету скріплювальних матеріалів до плоскості основи 1 і утримується у такому положенні до повного остигання шва. Після цього змінюванням напрямку потоку робочої рідини в гідроприводі створюється швидке піднімання повзуна 4 з усіма закріпленими на ньому елементами, і пристрій приймає початкове положення. Готовий виріб забирають, на основу 1 кладуть нову заготівку і цикл повторюють. Таким чином, запропонований пристрій менш складний за конструкцією, має високу продуктивність, дозволяє виконувати одночасно розкрій і зварювання термопластичних матеріалів з утворенням гнучкого міцного шва виробу. Фіг.1 3 35738 Фіг.2 Фіг.3 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2001 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 50 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 4
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for manufacture of articles by method of thermal bonding
Автори англійськоюPoliakov Mykola Vasyliovych, Itunin Vilen Fishlevych, Moskalenko Ivan Yukhymovych, Moskalenko Volodymyr Ivanovych, Neiman Olexandr Ihorevych, Piskunov Mykola Volodymyrovych, Kazakov Ihor Anatoliiiovych, Yemchenko Olha Mykolaievna
Назва патенту російськоюУстройство для изготовления изделий методом термоскрепления
Автори російськоюПоляков Николай Васильевич, Итунин Вилен Фишлевич, Москаленко Иван Ефимович, Москаленко Владимир Иванович, Нейман Александр Игоревич, Пискунов Николай Владимирович, Казаков Игорь Анатольевич, Емченко Ольга Николаевна
МПК / Мітки
МПК: B29C 65/18
Мітки: методом, виготовлення, пристрій, термоскріплення, виробів
Код посилання
<a href="https://ua.patents.su/4-35738-pristrijj-dlya-vigotovlennya-virobiv-metodom-termoskriplennya.html" target="_blank" rel="follow" title="База патентів України">Пристрій для виготовлення виробів методом термоскріплення</a>
Спосіб виготовлення черепиці різного профілю та інших виробів товщиною 6-20 мм методом роздільного вібрування і профільно-площинного формування та пристрій для його здійснення
Номер патенту: 36604
Опубліковано: 16.04.2001
Автори: Черняк Вадим Павлович, Черняк Михайло Вадимович
МПК: B28B 21/02, B28B 1/00, B32B 13/00, B28B 5/00
Мітки: роздільного, пристрій, різного, здійснення, методом, профільно-площинного, інших, товщиною, черепиці, спосіб, виробів, виготовлення, профілю, формування, вібрування
Формула / Реферат:
1. Cпосіб виготовлення черепиці різного профілю та інших виробів товщиною 6 - 20 мм методом роздільного вібрування і профільно-площинного формування, що включає ущільнення заздалегідь підготовленої бетонної суміші шляхом вібрації, формування виробів, витримки в формах до отвердіння і расформування, який відрізняється тим, що бетонну суміш з добавкою щебеню фракції 2 - 5 мм завантажують для ущільнення на прокладку, розташовану на плиті...
Зв’яки для виготовлення керамічних виробів методом екструзії
Номер патенту: 16368
Опубліковано: 29.08.1997
Автори: Денисенко Олена Олександрівна, П'яних Неля Леонідівна, Верба Людмила Іванівна, Бадьін Геннадій Іванович, Криворучко Павло Петрович
МПК: C04B 35/622, C04B 35/66, C04B 35/63
Мітки: виготовлення, зв'яки, екструзії, виробів, методом, керамічних
Формула / Реферат:
Связка для изготовления керамических изделий методом экструзии, включающая воду, глицерин и полиакриламид, отличающаяся тем, что, с целью снижения продолжительности сушки и увеличения выхода годных изделий без изменения их плотности, она содержит дополнительно метилцеллюлозу и продукт переработки сульфатосодержащих отходов акрилатних производств на основе фенола при следующем соотношении компонентов, мас.%,:Глицерин ...
Спосіб виготовлення біметалевих виробів методом зварювання вибухом
Номер патенту: 12553
Опубліковано: 30.04.1999
Автори: Чернай Анатолій Володимирович, Соболєв Валерій Вікторович, Коваленко Олексій Петрович, Ключко Едуард Іванович
МПК: B23K 20/06
Мітки: зварювання, біметалевих, виробів, вибухом, виготовлення, спосіб, методом
Формула / Реферат:
Способ изготовления биметаллических изделий путем сварки взрывом, включающий коаксиальную сборку плакирующей и плакируемой заготовок, размещение вдоль внутренней или внешней поверхности плакирующей заготовки основного заряда взрывчатого вещества, а также нанесение на один из торцов основного заряда инициирующего дополнительного заряда взрывчатого вещества с последующим инициированием взрыва, отличающийся тем, что инициирование взрыва...
Технологічна оснастка для виготовлення виробів складної форми методом безперервного намотування
Номер патенту: 24532
Опубліковано: 21.07.1998
Автори: Рач Валентин Анатолійович, Малков Ігор Владиславович, Калюжний Валерій Вілінович
МПК: B29D 23/00, B65H 81/00
Мітки: намотування, оснастка, виробів, складної, методом, безперервного, виготовлення, форми, технологічна
Формула / Реферат:
Технологическая оснастка для изготовления изделий сложной формы методом непрерывной намотки, включающая держатели и оправку с осями для намотки стеклопластиковых изделий, отличающаяся тем, что держатели оправок выполнены в виде двух плоских прижимных плит, на встречно-направленных сторонах которых выфрезерованы пазы и отверстия, размеры которых и расстояния между которыми соответствуют размерам и местонахождению разнесенных симметричных осей,...
Спосіб виготовлення тіл обертання методом пошарової кристалізації та пристрій для його здійснення
Номер патенту: 18135
Опубліковано: 01.07.1997
Автори: Кучеренко Павел Петрович, ОСОКІН Валентин Олександрович, Гречанюк Микола Іванович
МПК: C22B 9/22
Мітки: тіл, кристалізації, пристрій, спосіб, методом, обертання, виготовлення, здійснення, пошарової
Формула / Реферат:
1. Способ изготовления тел вращения методом послойной кристаллизации путем введения вращающейся вокруг собственной оси затравки в контакт с расплавом и намораживание слоя на затравку, отличающийся тем, что для получения заданной толщины и структуры в каждом намораживаемом слое, намораживание на затравку осуществляют путем введения затравки в канавку, выполненную на боковой поверхности тигля, а подачу жидкого металла для намораживания...
Попередній патент: Спосіб досягнення терапевтичного ефекту після r-опромінення в летальних дозах
Наступний патент: Електроваговий двигун
Випадковий патент: Термотарілка