Спосіб багатоелектродного зварювання
Номер патенту: 37616
Опубліковано: 15.05.2001
Автори: Калюжний Валерій Вілінович, Тараричкін Ігор Олександрович
Формула / Реферат
(21) 2000021021
(54) (57)
Дата прийняття рішення
21 березня 2001р.
Спосіб багатоелектродного зварювання, при якому два електроди установлюють послідовно і підключають до окремих джерел живлення, який відрізняється тим, що при виконанні кореневого шару багатошарового шва зварювання здійснюють одним електродом, а наступні шари шва, виконують двома електродами із змінною швидкістю їх постачання з збільшенням зварювального електроструму і, при зростанні довжини зварювальної ванни до розміру, який перевищує відстань між електродами, вимикають електрострум від останнього електрода, а також діаметр першого електрода перевищує діаметр другого електрода.
Текст
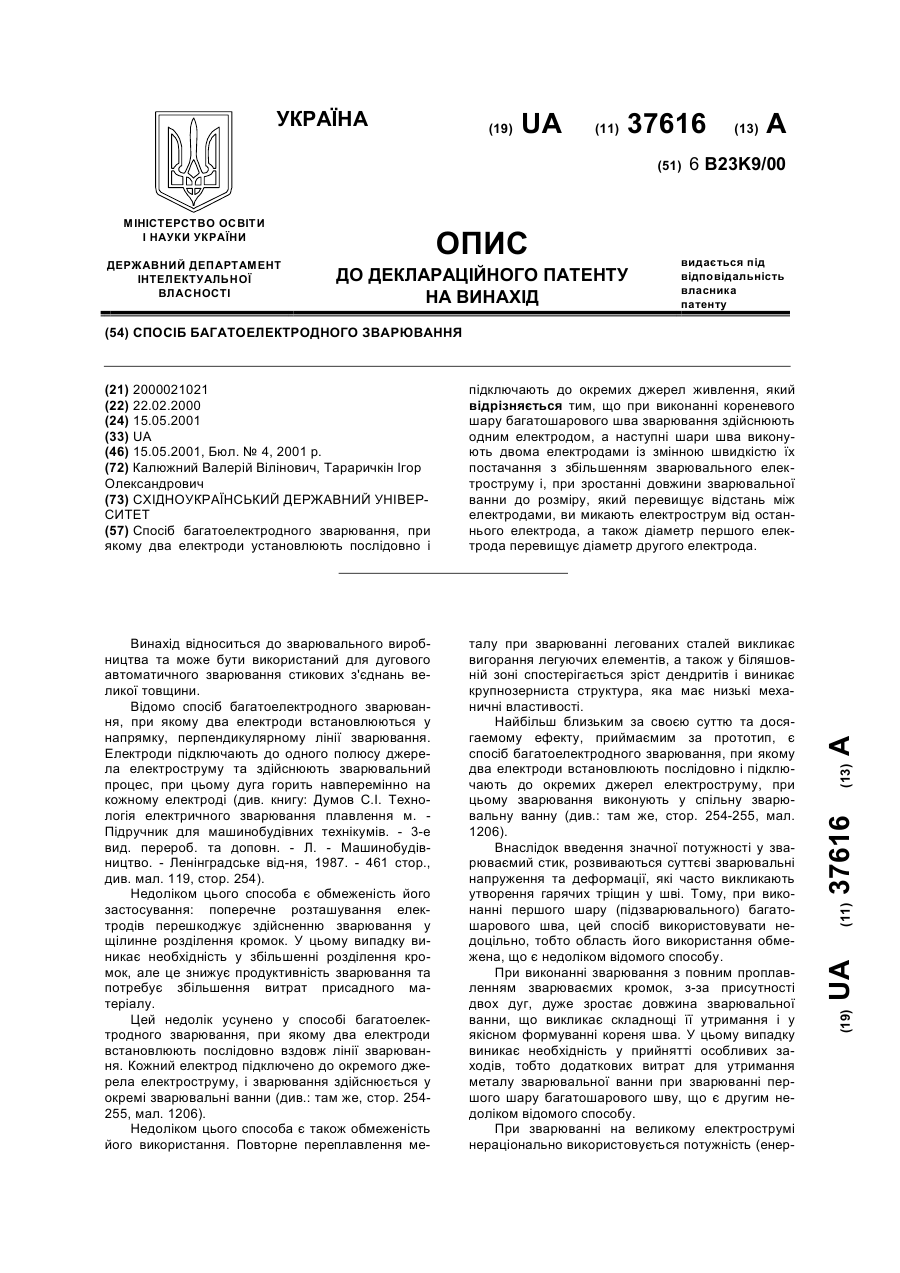
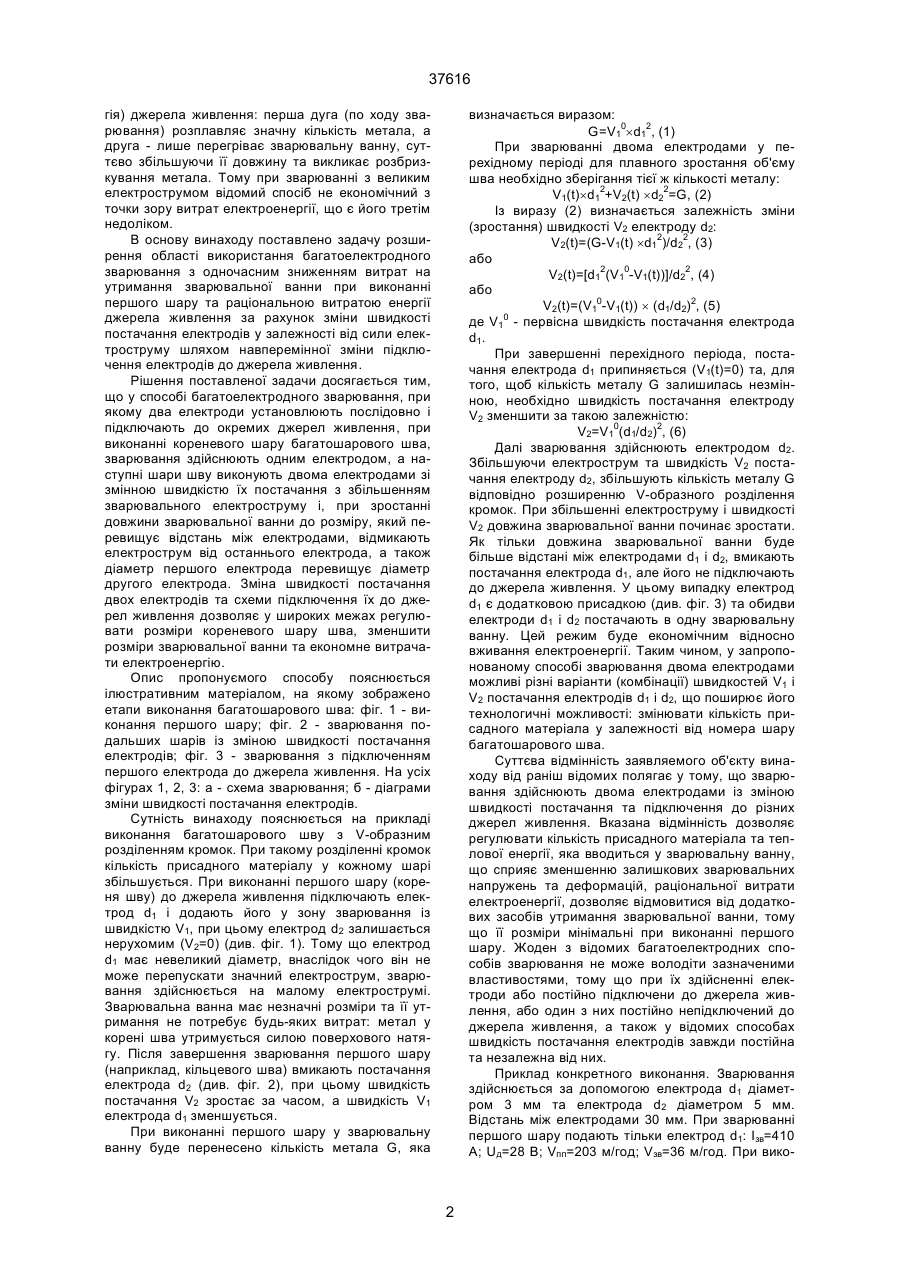
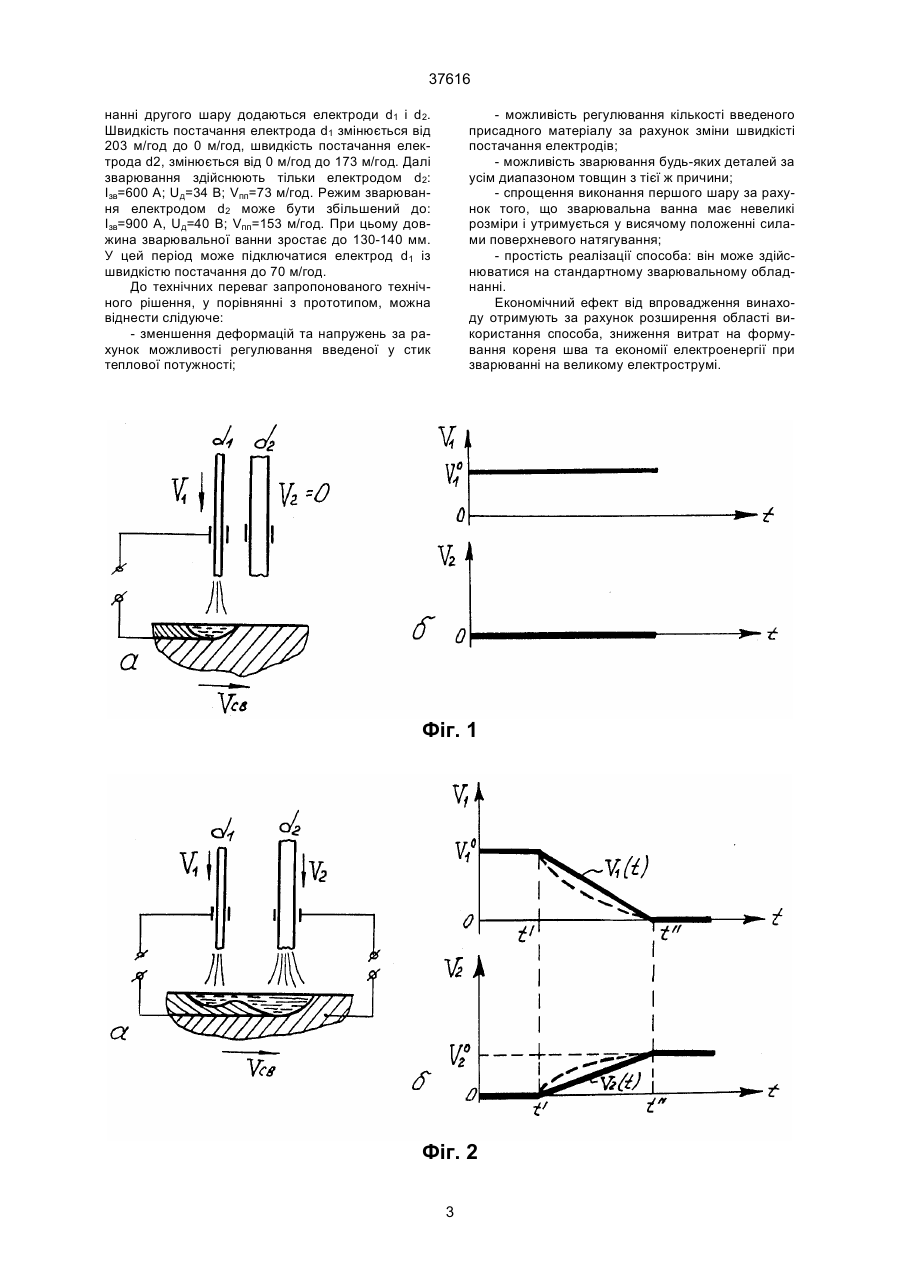
Спосіб багатоелектродного зварювання, при якому два електроди установлюють послідовно і 37616 гія) джерела живлення: перша дуга (по ходу зварювання) розплавляє значну кількість метала, а друга - лише перегріває зварювальну ванну, суттєво збільшуючи її довжину та викликає розбризкування метала. Тому при зварюванні з великим електрострумом відомий спосіб не економічний з точки зору витрат електроенергії, що є його третім недоліком. В основу винаходу поставлено задачу розширення області використання багатоелектродного зварювання з одночасним зниженням витрат на утримання зварювальної ванни при виконанні першого шару та раціональною витратою енергії джерела живлення за рахунок зміни швидкості постачання електродів у залежності від сили електроструму шляхом навперемінної зміни підключення електродів до джерела живлення. Рішення поставленої задачи досягається тим, що у способі багатоелектродного зварювання, при якому два електроди установлюють послідовно і підключають до окремих джерел живлення, при виконанні кореневого шару багатошарового шва, зварювання здійснюють одним електродом, а наступні шари шву виконують двома електродами зі змінною швидкістю їх постачання з збільшенням зварювального електроструму і, при зростанні довжини зварювальної ванни до розміру, який перевищує відстань між електродами, відмикають електрострум від останнього електрода, а також діаметр першого електрода перевищує діаметр другого електрода. Зміна швидкості постачання двох електродів та схеми підключення їх до джерел живлення дозволяє у широких межах регулювати розміри кореневого шару шва, зменшити розміри зварювальної ванни та економне витрачати електроенергію. Опис пропонуємого способу пояснюється ілюстративним матеріалом, на якому зображено етапи виконання багатошарового шва: фіг. 1 - виконання першого шару; фіг. 2 - зварювання подальших шарів із зміною швидкості постачання електродів; фіг. 3 - зварювання з підключенням першого електрода до джерела живлення. На усіх фігурах 1, 2, 3: a - схема зварювання; б - діаграми зміни швидкості постачання електродів. Сутність винаходу пояснюється на прикладі виконання багатошарового шву з V-образним розділенням кромок. При такому розділенні кромок кількість присадного матеріалу у кожному шарі збільшується. При виконанні першого шару (кореня шву) до джерела живлення підключають електрод d1 і додають його у зону зварювання із швидкістю V1, при цьому електрод d2 залишається нерухомим (V2=0) (див. фіг. 1). Тому що електрод d1 має невеликий діаметр, внаслідок чого він не може перепускати значний електрострум, зварювання здійснюється на малому електрострумі. Зварювальна ванна має незначні розміри та її утримання не потребує будь-яких витрат: метал у корені шва утримується силою поверхового натягу. Після завершення зварювання першого шару (наприклад, кільцевого шва) вмикають постачання електрода d2 (див. фіг. 2), при цьому швидкість постачання V2 зростає за часом, а швидкість V1 електрода d1 зменшується. При виконанні першого шару у зварювальну ванну буде перенесено кількість метала G, яка визначається виразом: G=V10´d12, (1) При зварюванні двома електродами у перехідному періоді для плавного зростання об'єму шва необхідно зберігання тієї ж кількості металу: V1(t)´d12+V2(t) ´d22=G, (2) Із виразу (2) визначається залежність зміни (зростання) швидкості V2 електроду d2: V2(t)=(G-V1(t) ´d12)/d22, (3) або V2(t)=[d12(V10-V1(t))]/d22, (4) або V2(t)=(V10-V1(t)) ´ (d1/d2)2, (5) 0 де V1 - первісна швидкість постачання електрода d1. При завершенні перехідного періода, постачання електрода d1 припиняється (V1(t)=0) та, для того, щоб кількість металу G залишилась незмінною, необхідно швидкість постачання електроду V2 зменшити за такою залежністю: V2=V10(d1/d2)2, (6) Далі зварювання здійснюють електродом d2. Збільшуючи електрострум та швидкість V2 постачання електроду d2, збільшують кількість металу G відповідно розширенню V-образного розділення кромок. При збільшенні електроструму і швидкості V2 довжина зварювальної ванни починає зростати. Як тільки довжина зварювальної ванни буде більше відстані між електродами d1 і d2, вмикають постачання електрода d1, але його не підключають до джерела живлення. У цьому випадку електрод d1 є додатковою присадкою (див. фіг. 3) та обидви електроди d1 і d2 постачають в одну зварювальну ванну. Цей режим буде економічним відносно вживання електроенергії. Таким чином, у запропонованому способі зварювання двома електродами можливі різні варіанти (комбінації) швидкостей V1 і V2 постачання електродів d1 і d2, що поширює його технологичні можливості: змінювати кількість присадного матеріала у залежності від номера шару багатошарового шва. Суттєва відмінність заявляемого об'єкту винаходу від раніш відомих полягає у тому, що зварювання здійснюють двома електродами із зміною швидкості постачання та підключення до різних джерел живлення. Вказана відмінність дозволяє регулювати кількість присадного матеріала та теплової енергії, яка вводиться у зварювальну ванну, що сприяє зменшенню залишкових зварювальних напружень та деформацій, раціональної витрати електроенергії, дозволяє відмовитися від додаткових засобів утримання зварювальної ванни, тому що її розміри мінімальні при виконанні першого шару. Жоден з відомих багатоелектродних способів зварювання не може володіти зазначеними властивостями, тому що при їх здійсненні електроди або постійно підключени до джерела живлення, або один з них постійно непідключений до джерела живлення, а також у відомих способах швидкість постачання електродів завжди постійна та незалежна від них. Приклад конкретного виконання. Зварювання здійснюється за допомогою електрода d1 діаметром 3 мм та електрода d2 діаметром 5 мм. Відстань між електродами 30 мм. При зварюванні першого шару подають тільки електрод d1: Ізв=410 А; Uд=28 В; Vпп=203 м/год; Vзв=36 м/год. При вико 2 37616 нанні другого шару додаються електроди d1 і d2. Швидкість постачання електрода d1 змінюється від 203 м/год до 0 м/год, швидкість постачання електрода d2, змінюється від 0 м/год до 173 м/год. Далі зварювання здійснюють тільки електродом d2: Ізв=600 А; Uд=34 В; Vпп=73 м/год. Режим зварювання електродом d2 може бути збільшений до: Ізв=900 А, Uд=40 В; Vпп=153 м/год. При цьому довжина зварювальної ванни зростає до 130-140 мм. У цей період може підключатися електрод d1 із швидкістю постачання до 70 м/год. До технічних переваг запропонованого технічного рішення, у порівнянні з прототипом, можна віднести слідуюче: - зменшення деформацій та напружень за рахунок можливості регулювання введеної у стик теплової потужності; - можливість регулювання кількості введеного присадного матеріалу за рахунок зміни швидкісті постачання електродів; - можливість зварювання будь-яких деталей за усім диапазоном товщин з тієї ж причини; - спрощення виконання першого шару за рахунок того, що зварювальна ванна має невеликі розміри і утримується у висячому положенні силами поверхневого натягування; - простість реалізації способа: він може здійснюватися на стандартному зварювальному обладнанні. Економічний ефект від впровадження винаходу отримують за рахунок розширення області використання способа, зниження витрат на формування кореня шва та економії електроенергії при зварюванні на великому електрострумі. Фіг. 1 Фіг. 2 3 37616 Фіг. 3 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2001 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 50 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 4
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of multiple-electrode welding
Автори англійськоюKaliuzhnyi Valerii Vilinovych, Tararychkin Ihor Oleksandrovych
Назва патенту російськоюСпособ многоэлектродной сварки
Автори російськоюКалюжный Валерий Вилинович, Тарарычкин Игорь Александрович
МПК / Мітки
МПК: B23K 9/00
Мітки: зварювання, багатоелектродного, спосіб
Код посилання
<a href="https://ua.patents.su/4-37616-sposib-bagatoelektrodnogo-zvaryuvannya.html" target="_blank" rel="follow" title="База патентів України">Спосіб багатоелектродного зварювання</a>
Спосіб багатодугового зварювання
Номер патенту: 30112
Опубліковано: 15.11.2000
Автори: Березняк Яків Веніамінович, Дерментлі Федір Семенович, Клименко Сергій Євгеньович, Кирюхін Олег Степанович, Танічев Олексій Григорович, Лях Юрій Іванович, Бринюк Михайло Васильович, Кузьмін Юрій Миколайович, Осоченко Іван Мойсейович, Боровиков Олексій Вікторович, Негляд Віктор Микитович, Семенов Станіслав Євгенович
МПК: B23K 9/06
Мітки: зварювання, багатодугового, спосіб
Формула / Реферат:
Спосіб багатодугового зварювання труб, при якому початок процесу зварювання проводять з уповільненою швидкістю, електроди подають до поверхні труби також з уповільненими швидкостями, після запалення дуг збільшують швидкості подачі електродів до робочих значень та не раніше перемикання швидкості подачі заднього електрода на робоче значення перемикають на робоче значення швидкість зварювання, який відрізняється тим, що перед зварюванням кінці...
Спосіб електродугового зварювання

Номер патенту: 23920
Опубліковано: 31.08.1998
Автор: Гаєвський Олег Анатолійович
МПК: B23K 28/00
Мітки: зварювання, електродугового, спосіб
Формула / Реферат:
Спосіб електродугового зварювання, який включає виконання зварювання з присаджувальним матеріалом, що подається в зварювальну дугу під кутом до поверхні виробу, підключення виробу до клеми джерела живлення зварювальної дуги послідовно з баластовим реостатом, який відрізняється тим, що присаджувальний матеріал підключають до тієї ж клеми джерела живлення зварювальної дуги послідовно з другим баластовим реостатом, в процесі виконання зварного...
Спосіб чотиридугового зварювання
Номер патенту: 30141
Опубліковано: 15.11.2000
Автори: Щеголь Володимир Володимирович, Дерментлі Федір Семенович, Танічев Олексій Григорович, Боровиков Олексій Вікторович, Кирюхін Олег Степанович, Рибаков Анатолій Олександрович, Файнберг Леонід Йосипович, Негляд Віктор Микитович
МПК: B23K 9/18
Мітки: спосіб, зварювання, чотиридугового
Формула / Реферат:
Спосіб чотиридугового зварювання, який включає послідовне розташування електродів у загальному плавильному просторі та живлення дуг від окремих джерел змінного і постійного струму, який відрізняється тим, що передні дуги живлять змінними струмами, зсунутими по фазі на 120°, а останню - постійним струмом в 1,1-1,5 разів більшим, ніж струм передостанньої дуги.
Спосіб шовного контактного зварювання
Номер патенту: 37582
Опубліковано: 15.05.2001
Автор: Калюжний Валерій Вілінович
МПК: B23K 11/08, B23K 11/06
Мітки: шовного, спосіб, зварювання, контактного
Формула / Реферат:
(21) 2000010069(54) (57)Дата прийняттярішення31 січня 2001 р. Спосіб шовного контактного зварювання, при якому відбувається утворення безперервного герметичного з'єднання шляхом проставляння послідовного ряду перекриваючих одна одну точок за допомогою дискових роликів, що обертаються, через які передається зусилля стискування деталей, їх пересування та підведення до деталей електроструму, який...
Спосіб багатодугового зварювання
Номер патенту: 30140
Опубліковано: 15.11.2000
Автори: Танічев Олексій Григорович, Кирюхін Олег Степанович, Рибаков Анатолій Олександрович, Негляд Віктор Микитович, Щеголь Володимир Володимирович, Дерментлі Федір Семенович, Файнберг Леонід Йосипович, Боровиков Олексій Вікторович
МПК: B23K 9/18
Мітки: спосіб, багатодугового, зварювання
Формула / Реферат:
1. Спосіб багатодугового зварювання, при якому в кінці процесу послідовно вимикають дуги і зменшують швидкість зварювання, який відрізняється тим, що принаймні на двох передніх дугах перед їх вимкненням знижують струм до величини І'n, яка відповідає умовіІст£І'n£Іn+1,де Іст - мінімальний струм стабільного горіння дуги,Іn+1 - струм наступної дуги,n - порядковий номер дуги,причому, починаючи з...
Попередній патент: Газогенератор
Наступний патент: Пристрій для очистки внутрішньої поверхні полого виробу
Випадковий патент: Спосіб виробництва пасти з дикорослої сировини