Спосіб розмірної обробки дугою монолітних пуансонів
Номер патенту: 38653
Опубліковано: 12.01.2009
Формула / Реферат
1. Спосіб розмірної обробки дугою монолітних пуансонів пластинчастим електродом-інструментом, при якому робочу рідину нагнітають в торцевий міжелектродний зазор під технологічним тиском, який відрізняється тим, що обробку здійснюють послідовно та безупинно в три етапи на різних режимах за їх довжиною з видаленням робочої рідини із торцевого міжелектродного зазору в технологічні щілини, що розташовані між стержнями монолітного пуансона в пластинчастому електроді-інструменті, причому на першому етапі обробляють робочу частину пуансонів (10...30 % їх довжини) на чистовому низькопродуктивному режимі, на другому - плавно змінюють режим обробки з чистового на чорновий (при цьому обробляється до 1 % довжини пуансонів), а на третьому - обробляють не робочу частину пунсонів (69...89 % їх довжини) на чорновому високопродуктивному режимі.
2. Спосіб за п. 1, який відрізняється тим, що обробку на чорновому режимі, порівняно із обробкою на чистовому, здійснюють з підвищенням напруги на електродах або зі зменшенням тиску робочої рідини на вході в міжелектродний зазор, або при одночасному підвищенні напруги та зменшенні тиску.
Текст
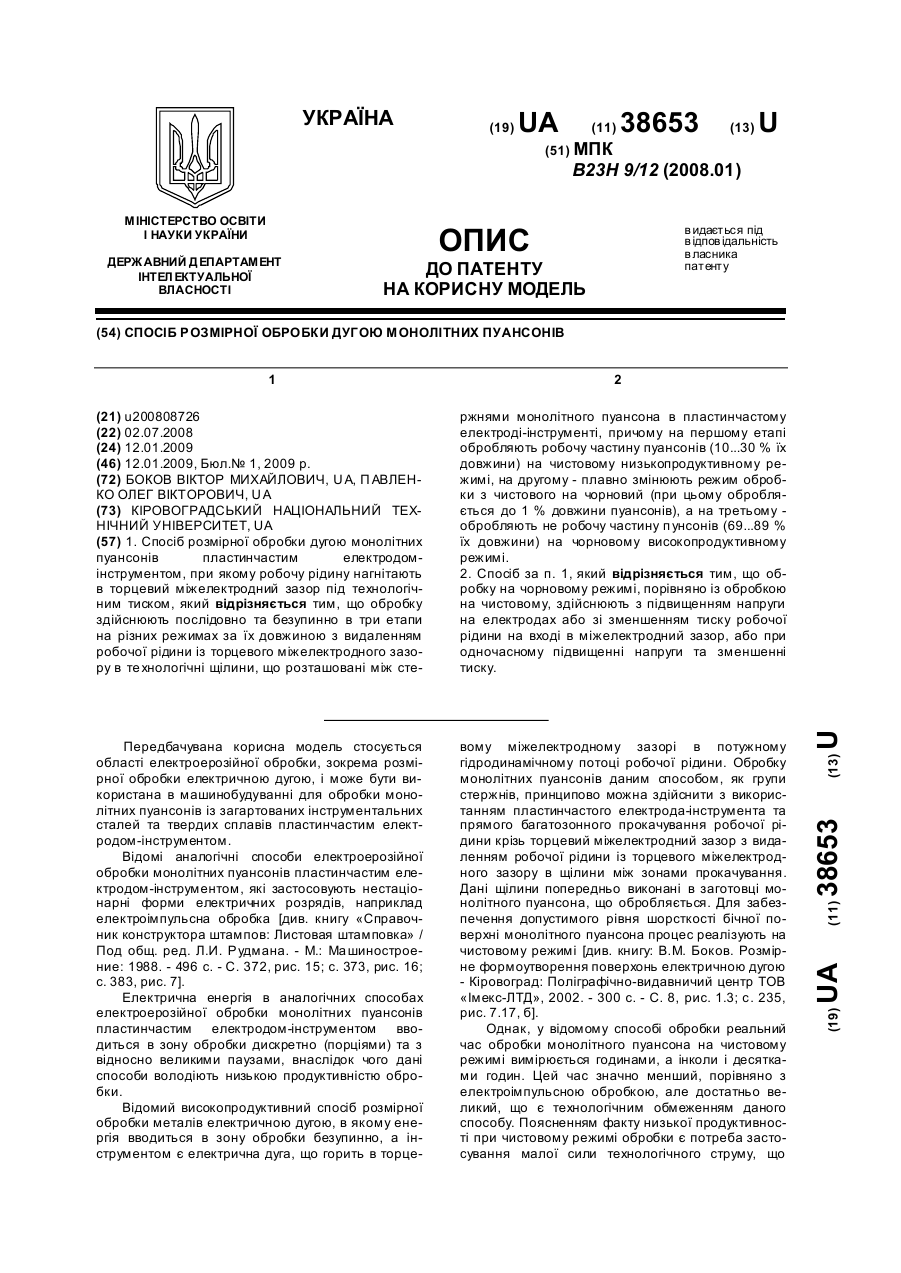
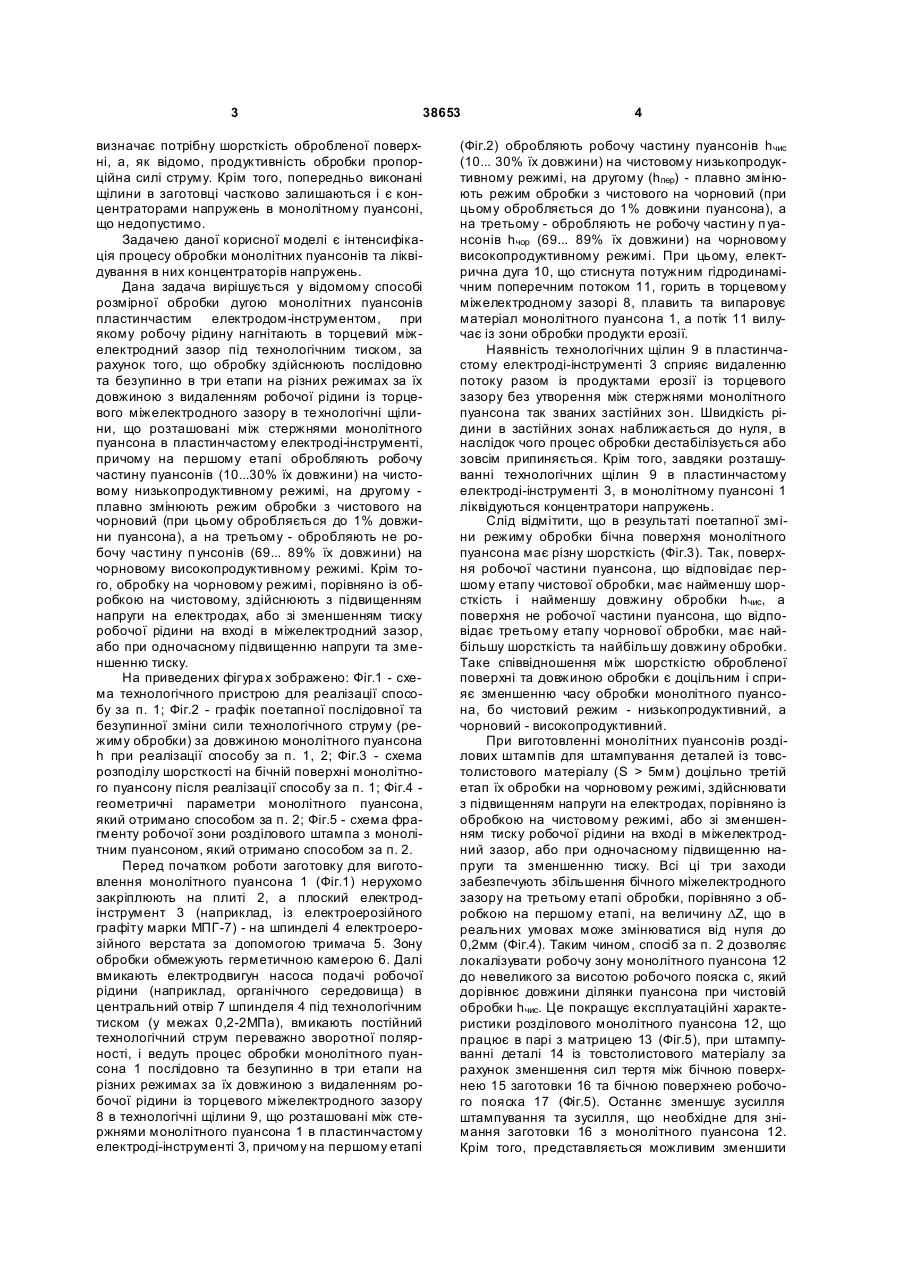
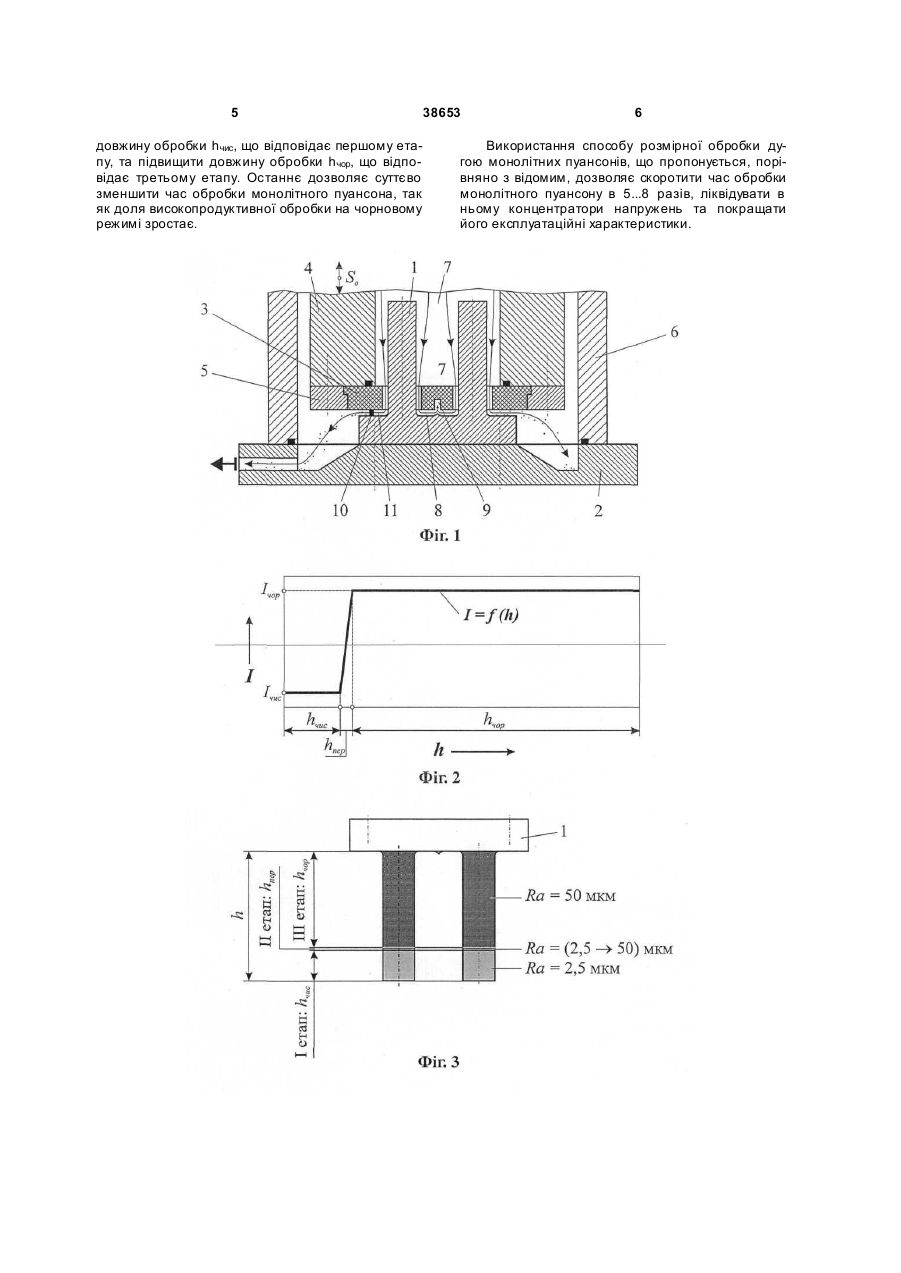
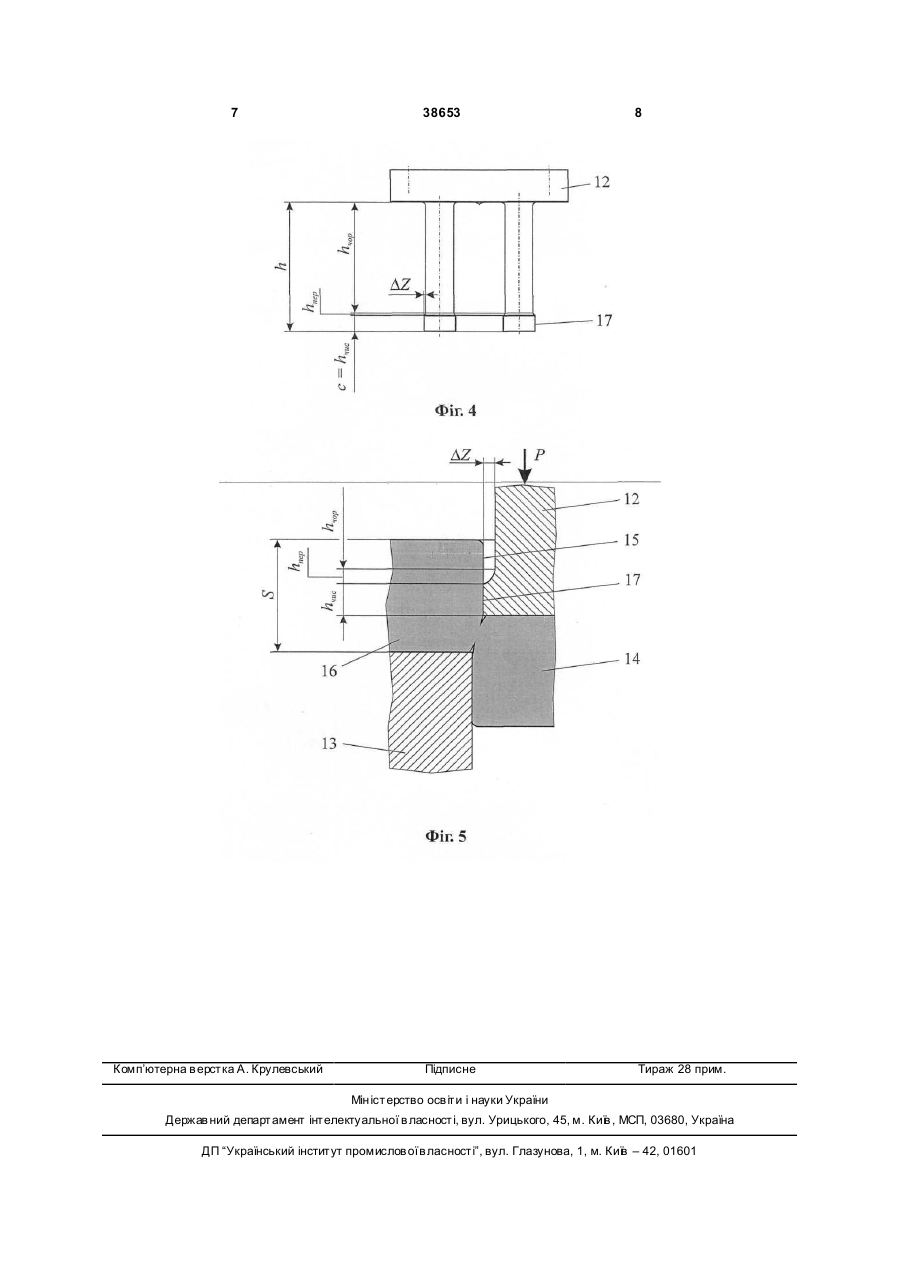
1. Спосіб розмірної обробки дугою монолітних пуансонів пластинчастим електродомінструментом, при якому робочу рідину нагнітають в торцевий міжелектродний зазор під технологічним тиском, який відрізняється тим, що обробку здійснюють послідовно та безупинно в три етапи на різних режимах за їх довжиною з видаленням робочої рідини із торцевого міжелектродного зазору в те хнологічні щілини, що розташовані між сте 3 38653 визначає потрібну шорсткість обробленої поверхні, а, як відомо, продуктивність обробки пропорційна силі струму. Крім того, попередньо виконані щілини в заготовці частково залишаються і є концентраторами напружень в монолітному пуансоні, що недопустимо. Задачею даної корисної моделі є інтенсифікація процесу обробки монолітних пуансонів та ліквідування в них концентраторів напружень. Дана задача вирішується у відомому способі розмірної обробки дугою монолітних пуансонів пластинчастим електродом-інструментом, при якому робочу рідину нагнітають в торцевий міжелектродний зазор під технологічним тиском, за рахунок того, що обробку здійснюють послідовно та безупинно в три етапи на різних режимах за їх довжиною з видаленням робочої рідини із торцевого міжелектродного зазору в те хнологічні щілини, що розташовані між стержнями монолітного пуансона в пластинчастому електроді-інструменті, причому на першому етапі обробляють робочу частину пуансонів (10...30% їх довжини) на чистовому низькопродуктивному режимі, на другому плавно змінюють режим обробки з чистового на чорновий (при цьому обробляється до 1% довжини пуансона), а на третьому - обробляють не робочу частину п унсонів (69... 89% їх довжини) на чорновому високопродуктивному режимі. Крім того, обробку на чорновому режимі, порівняно із обробкою на чистовому, здійснюють з підвищенням напруги на електродах, або зі зменшенням тиску робочої рідини на вході в міжелектродний зазор, або при одночасному підвищенню напруги та зменшенню тиску. На приведених фігура х зображено: Фіг.1 - схема технологічного пристрою для реалізації способу за п. 1; Фіг.2 - графік поетапної послідовної та безупинної зміни сили технологічного струму (режиму обробки) за довжиною монолітного пуансона h при реалізації способу за п. 1, 2; Фіг.3 - схема розподілу шорсткості на бічній поверхні монолітного пуансону після реалізації способу за п. 1; Фіг.4 геометричні параметри монолітного пуансона, який отримано способом за п. 2; Фіг.5 - схема фрагменту робочої зони розділового штампа з монолітним пуансоном, який отримано способом за п. 2. Перед початком роботи заготовку для виготовлення монолітного пуансона 1 (Фіг.1) нерухомо закріплюють на плиті 2, а плоский електродінструмент 3 (наприклад, із електроерозійного графіту марки МПГ-7) - на шпинделі 4 електроерозійного верстата за допомогою тримача 5. Зону обробки обмежують герметичною камерою 6. Далі вмикають електродвигун насоса подачі робочої рідини (наприклад, органічного середовища) в центральний отвір 7 шпинделя 4 під технологічним тиском (у межах 0,2-2МПа), вмикають постійний технологічний струм переважно зворотної полярності, і ведуть процес обробки монолітного пуансона 1 послідовно та безупинно в три етапи на різних режимах за їх довжиною з видаленням робочої рідини із торцевого міжелектродного зазору 8 в технологічні щілини 9, що розташовані між стержнями монолітного пуансона 1 в пластинчастому електроді-інструменті 3, причому на першому етапі 4 (Фіг.2) обробляють робочу частину пуансонів hчис (10... 30% їх довжини) на чистовому низькопродуктивному режимі, на другому (hпер) - плавно змінюють режим обробки з чистового на чорновий (при цьому обробляється до 1% довжини пуансона), а на третьому - обробляють не робочу частин у п уансонів hчор (69... 89% їх довжини) на чорновому високопродуктивному режимі. При цьому, електрична дуга 10, що стиснута потужним гідродинамічним поперечним потоком 11, горить в торцевому міжелектродному зазорі 8, плавить та випаровує матеріал монолітного пуансона 1, а потік 11 вилучає із зони обробки продукти ерозії. Наявність технологічних щілин 9 в пластинчастому електроді-інструменті 3 сприяє видаленню потоку разом із продуктами ерозії із торцевого зазору без утворення між стержнями монолітного пуансона так званих застійних зон. Швидкість рідини в застійних зонах наближається до нуля, в наслідок чого процес обробки дестабілізується або зовсім припиняється. Крім того, завдяки розташуванні технологічних щілин 9 в пластинчастому електроді-інструменті 3, в монолітному пуансоні 1 ліквідуються концентраторинапружень. Слід відмітити, що в результаті поетапної зміни режиму обробки бічна поверхня монолітного пуансона має різну шорсткість (Фіг.3). Так, поверхня робочої частини пуансона, що відповідає першому етапу чистової обробки, має найменшу шорсткість і найменшу довжину обробки hчис, а поверхня не робочої частини пуансона, що відповідає третьому етапу чорнової обробки, має найбільшу шорсткість та найбільшу довжину обробки. Таке співвідношення між шорсткістю обробленої поверхні та довжиною обробки є доцільним і сприяє зменшенню часу обробки монолітного пуансона, бо чистовий режим - низькопродуктивний, а чорновий - високопродуктивний. При виготовленні монолітних пуансонів розділових штампів для штампування деталей із товстолистового матеріалу (S > 5мм) доцільно третій етап їх обробки на чорновому режимі, здійснювати з підвищенням напруги на електродах, порівняно із обробкою на чистовому режимі, або зі зменшенням тиску робочої рідини на вході в міжелектродний зазор, або при одночасному підвищенню напруги та зменшенню тиску. Всі ці три заходи забезпечують збільшення бічного міжелектродного зазору на третьому етапі обробки, порівняно з обробкою на першому етапі, на величину DZ, що в реальних умовах може змінюватися від нуля до 0,2мм (Фіг.4). Таким чином, спосіб за п. 2 дозволяє локалізувати робочу зону монолітного пуансона 12 до невеликого за висотою робочого пояска с, який дорівнює довжини ділянки пуансона при чистовій обробки hчис. Це покращує експлуатаційні характеристики розділового монолітного пуансона 12, що працює в парі з матрицею 13 (Фіг.5), при штампуванні деталі 14 із товстолистового матеріалу за рахунок зменшення сил тертя між бічною поверхнею 15 заготовки 16 та бічною поверхнею робочого пояска 17 (Фіг.5). Останнє зменшує зусилля штампування та зусилля, що необхідне для знімання заготовки 16 з монолітного пуансона 12. Крім того, представляється можливим зменшити 5 довжину обробки hчис, що відповідає першому етапу, та підвищити довжину обробки hчор, що відповідає третьому етапу. Останнє дозволяє суттєво зменшити час обробки монолітного пуансона, так як доля високопродуктивної обробки на чорновому режимі зростає. 38653 6 Використання способу розмірної обробки дугою монолітних пуансонів, що пропонується, порівняно з відомим, дозволяє скоротити час обробки монолітного пуансону в 5...8 разів, ліквідувати в ньому концентратори напружень та покращати його експлуатаційні характеристики. 7 Комп’ютерна в ерстка А. Крулевський 38653 8 Підписне Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of dimensional working by arc of monolithic punches
Автори англійськоюBokov Viktor Myhailovych, Pavlenko Oleh Viktorovych
Назва патенту російськоюСпособ размерной обработки дугой монолитных пуансонов
Автори російськоюБоков Виктор Михайлович, Павленко Олег Викторович
МПК / Мітки
МПК: B23H 9/12
Мітки: монолітних, обробки, пуансонів, спосіб, дугою, розмірної
Код посилання
<a href="https://ua.patents.su/4-38653-sposib-rozmirno-obrobki-dugoyu-monolitnikh-puansoniv.html" target="_blank" rel="follow" title="База патентів України">Спосіб розмірної обробки дугою монолітних пуансонів</a>
Спосіб розмірної обробки ступінчастих стержнів електричною дугою
Номер патенту: 69535
Опубліковано: 15.09.2004
Автори: Носуленко Віктор Іванович, Чумаченко Ольга Сергіївна, Великий Петро Миколайович, Шмельов Віталій Миколайович
Мітки: дугою, електричною, обробки, спосіб, розмірної, ступінчастих, стержнів
Формула / Реферат:
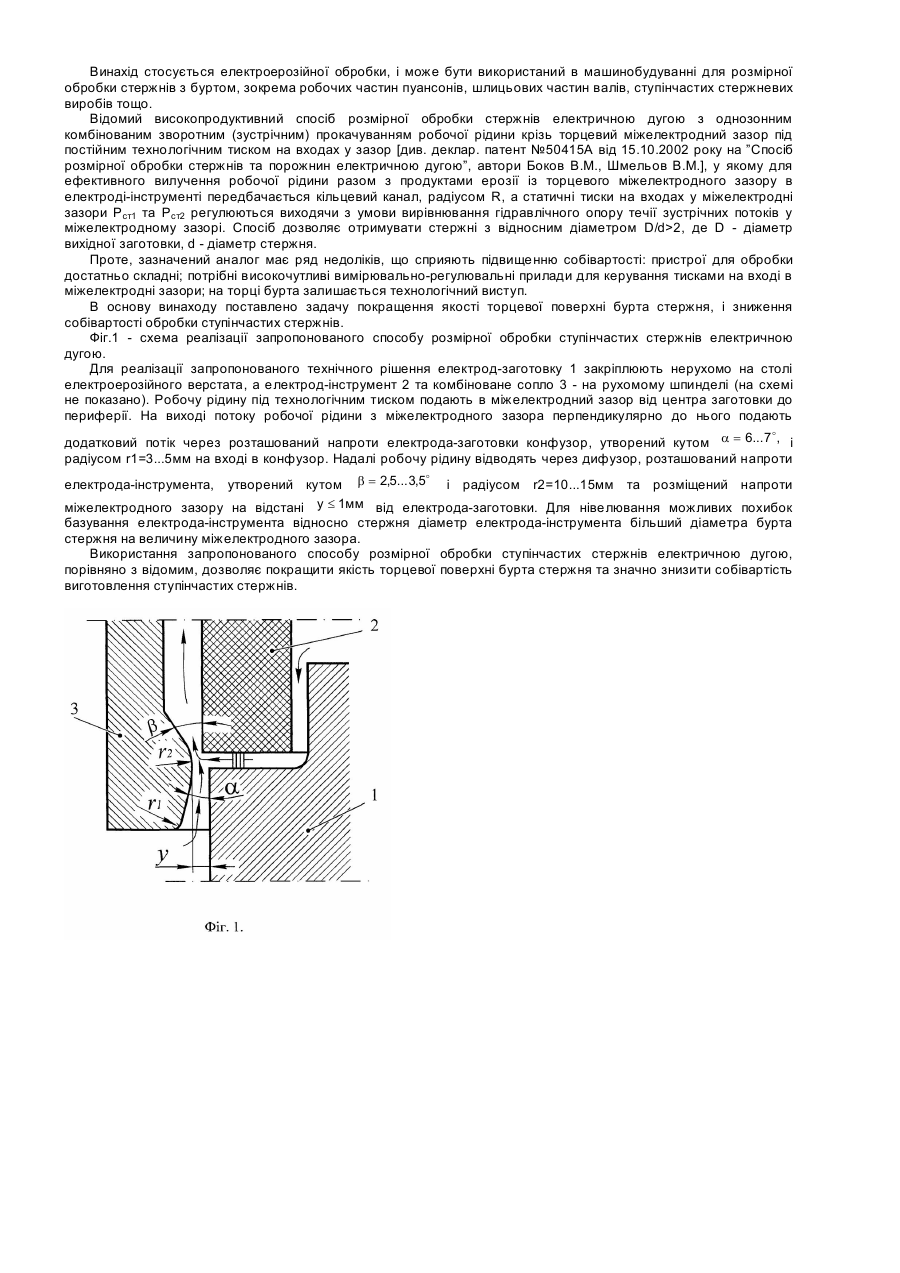
Спосіб розмірної обробки ступінчастих стержнів електричною дугою з прямим прокачуванням робочої рідини, від центра до периферії електрода, крізь міжелектродний зазор під технологічним тиском, який відрізняється тим, що на виході потоку робочої рідини з міжелектродного зазору перпендикулярно до нього подають додатковий потік за наявності конфузора, розташованого напроти електрода-заготовки, утворений кутом α, що дорівнює 6...7°, і...
Спосіб розмірної обробки дугою групи стержнів із монолітної заготовки
Номер патенту: 38121
Опубліковано: 25.12.2008
Автори: Боков Віктор Михайлович, Павленко Олег Вікторович
МПК: B23H 1/00
Мітки: заготовки, спосіб, монолітної, дугою, стержнів, групи, розмірної, обробки
Формула / Реферат:
Спосіб розмірної обробки дугою групи стержнів із монолітної заготовки, при якому робочу рідину нагнітають в торцевий міжелектродний зазор під технологічним тиском крізь робочі (формоутворюючі) отвори в електроді-інструменті, а вилучають - крізь технологічні щілинні канали в електроді-інструменті, який відрізняється тим, що робочу рідину додатково нагнітають в торцевий міжелектродний зазор крізь наскрізні щілинні канали в...
Спосіб розмірної обробки стрижнів електричною дугою
Номер патенту: 44970
Опубліковано: 15.03.2002
Автор: Боков Віктор Михайлович
МПК: B23P 6/00
Мітки: стрижнів, розмірної, електричною, обробки, спосіб, дугою
Формула / Реферат:
1. Спосіб розмірної обробки стрижнів електричною дугою з прокачуванням робочої рідини крізь торцевий міжелектродний зазор, який відрізняється тим, що обробку здійснюють при однозонному способі комбінованого зворотного прокачування, який характеризується напрямком течії потоку на периферійній частині зазору до центру електрода-інструмента (зворотне прокачування), а в центральній частині зазору - від центру електрода-інструмента (пряме...
Спосіб розмірної обробки стрижнів та порожнин електричною дугою

Номер патенту: 50415
Опубліковано: 15.10.2002
Автори: Боков Віктор Михайлович, Шмельов Віталій Миколайович
МПК: B23P 6/00
Мітки: спосіб, порожнин, стрижнів, дугою, розмірної, електричною, обробки
Формула / Реферат:
Спосіб розмірної обробки стрижнів та порожнин електричною дугою з однозонним комбінованим зворотним (зустрічним) прокачуванням робочої рідини крізь торцевий міжелектродний зазор під технологічним тиском, який відрізняється тим, що статичні тиски робочої рідини на входах в міжелектродні зазори Рст1, Рст2 регулюють із умови досягання рівності середніх швидкостей потоків V в них, тобто пропорційно гідравлічним опорам течії потоків на даних...
Спосіб поверхневої розмірної обробки електричною дугою
Номер патенту: 44974
Опубліковано: 15.03.2002
Автор: Боков Віктор Михайлович
МПК: B23H 1/00
Мітки: розмірної, електричною, спосіб, дугою, поверхневої, обробки
Формула / Реферат:
Спосіб поверхневої розмірної обробки електричною дугою з прокачуванням робочої рідини під технологічний тиском крізь торцевий міжелектродний зазор, який відрізняється тим, що обробку здійснюють при постійній швидкості потоку в торцевому міжелектродному зазорі шляхом застосування плоскопаралельного бічного режиму прокачування.
Попередній патент: Спосіб лікування хронічного одонтогенного гаймориту
Наступний патент: Спосіб подрібнення рослинної сировини, переважно бурих морських водоростей
Випадковий патент: Органічне пастоподібне добриво