Спосіб розмірної обробки дугою групи стержнів із монолітної заготовки
Номер патенту: 38121
Опубліковано: 25.12.2008
Формула / Реферат
Спосіб розмірної обробки дугою групи стержнів із монолітної заготовки, при якому робочу рідину нагнітають в торцевий міжелектродний зазор під технологічним тиском крізь робочі (формоутворюючі) отвори в електроді-інструменті, а вилучають - крізь технологічні щілинні канали в електроді-інструменті, який відрізняється тим, що робочу рідину додатково нагнітають в торцевий міжелектродний зазор крізь наскрізні щілинні канали в електроді-інструменті, шириною не більше двох міжелектродних зазорів, які разом із щілинними каналами в електроді-інструменті, що вилучають рідину, утворюють додаткові технологічні зони прокачування рідини в торцевому міжелектродному зазорі.
Текст
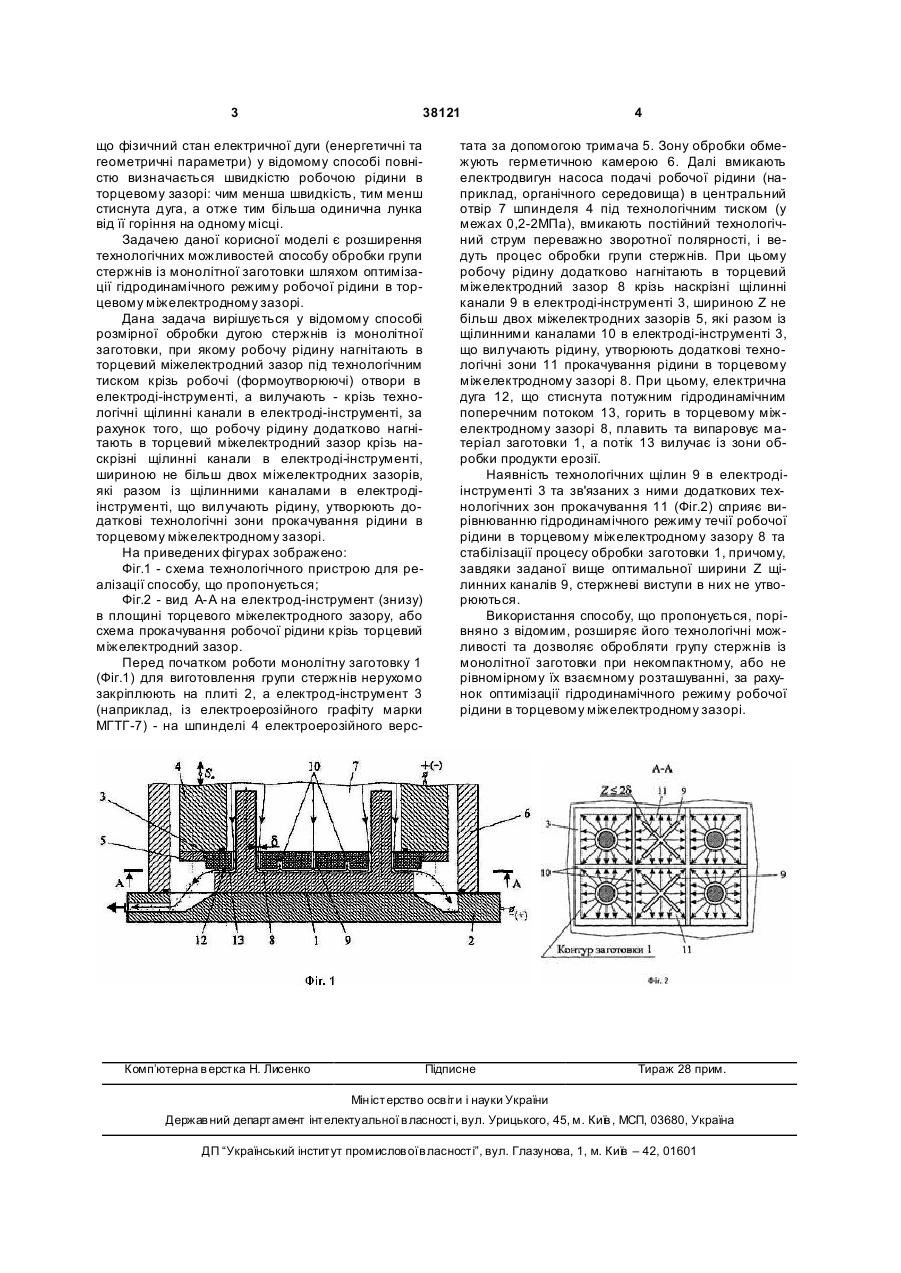
Спосіб розмірної обробки дугою групи стержнів із монолітної заготовки, при якому робочу рідину нагнітають в торцевий міжелектродний зазор під технологічним тиском крізь робочі (формоутво 3 38121 що фізичний стан електричної дуги (енергетичні та геометричні параметри) у відомому способі повністю визначається швидкістю робочою рідини в торцевому зазорі: чим менша швидкість, тим менш стиснута дуга, а отже тим більша одинична лунка від її горіння на одному місці. Задачею даної корисної моделі є розширення технологічних можливостей способу обробки групи стержнів із монолітної заготовки шляхом оптимізації гідродинамічного режиму робочої рідини в торцевому міжелектродному зазорі. Дана задача вирішується у відомому способі розмірної обробки дугою стержнів із монолітної заготовки, при якому робочу рідину нагнітають в торцевий міжелектродний зазор під технологічним тиском крізь робочі (формоутворюючі) отвори в електроді-інструменті, а вилучають - крізь технологічні щілинні канали в електроді-інструменті, за рахунок того, що робочу рідину додатково нагнітають в торцевий міжелектродний зазор крізь наскрізні щілинні канали в електроді-інструменті, шириною не більш двох міжелектродних зазорів, які разом із щілинними каналами в електродіінструменті, що вилучають рідину, утворюють додаткові технологічні зони прокачування рідини в торцевому міжелектродному зазорі. На приведених фігурах зображено: Фіг.1 - схема технологічного пристрою для реалізації способу, що пропонується; Фіг.2 - вид А-А на електрод-інструмент (знизу) в площині торцевого міжелектродного зазору, або схема прокачування робочої рідини крізь торцевий міжелектродний зазор. Перед початком роботи монолітну заготовку 1 (Фіг.1) для виготовлення групи стержнів нерухомо закріплюють на плиті 2, а електрод-інструмент 3 (наприклад, із електроерозійного графіту марки МГТГ-7) - на шпинделі 4 електроерозійного верс Комп’ютерна в ерстка Н. Лисенко 4 тата за допомогою тримача 5. Зону обробки обмежують герметичною камерою 6. Далі вмикають електродвигун насоса подачі робочої рідини (наприклад, органічного середовища) в центральний отвір 7 шпинделя 4 під технологічним тиском (у межах 0,2-2МПа), вмикають постійний технологічний струм переважно зворотної полярності, і ведуть процес обробки групи стержнів. При цьому робочу рідину додатково нагнітають в торцевий міжелектродний зазор 8 крізь наскрізні щілинні канали 9 в електроді-інструменті 3, шириною Z не більш двох міжелектродних зазорів 5, які разом із щілинними каналами 10 в електроді-інструменті 3, що вилучають рідину, утворюють додаткові технологічні зони 11 прокачування рідини в торцевому міжелектродному зазорі 8. При цьому, електрична дуга 12, що стиснута потужним гідродинамічним поперечним потоком 13, горить в торцевому міжелектродному зазорі 8, плавить та випаровує матеріал заготовки 1, а потік 13 вилучає із зони обробки продукти ерозії. Наявність технологічних щілин 9 в електродіінструменті 3 та зв'язаних з ними додаткових технологічних зон прокачування 11 (Фіг.2) сприяє вирівнюванню гідродинамічного режиму течії робочої рідини в торцевому міжелектродному зазору 8 та стабілізації процесу обробки заготовки 1, причому, завдяки заданої вище оптимальної ширини Z щілинних каналів 9, стержневі виступи в них не утворюються. Використання способу, що пропонується, порівняно з відомим, розширяє його технологічні можливості та дозволяє обробляти групу стержнів із монолітної заготовки при некомпактному, або не рівномірному їх взаємному розташуванні, за рахунок оптимізації гідродинамічного режиму робочої рідини в торцевому міжелектродному зазорі. Підписне Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of dimensional machining by arc of group of rods from solid billet
Автори англійськоюBokov Viktor Myhailovych, Pavlenko Oleh Viktorovych
Назва патенту російськоюСпособ размерной обработки дугой группы стержней из монолитной заготовки
Автори російськоюБоков Виктор Михайлович, Павленко Олег Викторович
МПК / Мітки
МПК: B23H 1/00
Мітки: спосіб, стержнів, заготовки, монолітної, дугою, групи, розмірної, обробки
Код посилання
<a href="https://ua.patents.su/2-38121-sposib-rozmirno-obrobki-dugoyu-grupi-sterzhniv-iz-monolitno-zagotovki.html" target="_blank" rel="follow" title="База патентів України">Спосіб розмірної обробки дугою групи стержнів із монолітної заготовки</a>
Спосіб розмірної обробки електричною дугою групи стержнів із монолітної заготовки
Номер патенту: 19498
Опубліковано: 25.12.1997
Автор: Боков Віктор Михайлович
Мітки: монолітної, стержнів, обробки, розмірної, електричною, заготовки, спосіб, групи, дугою
Формула / Реферат:
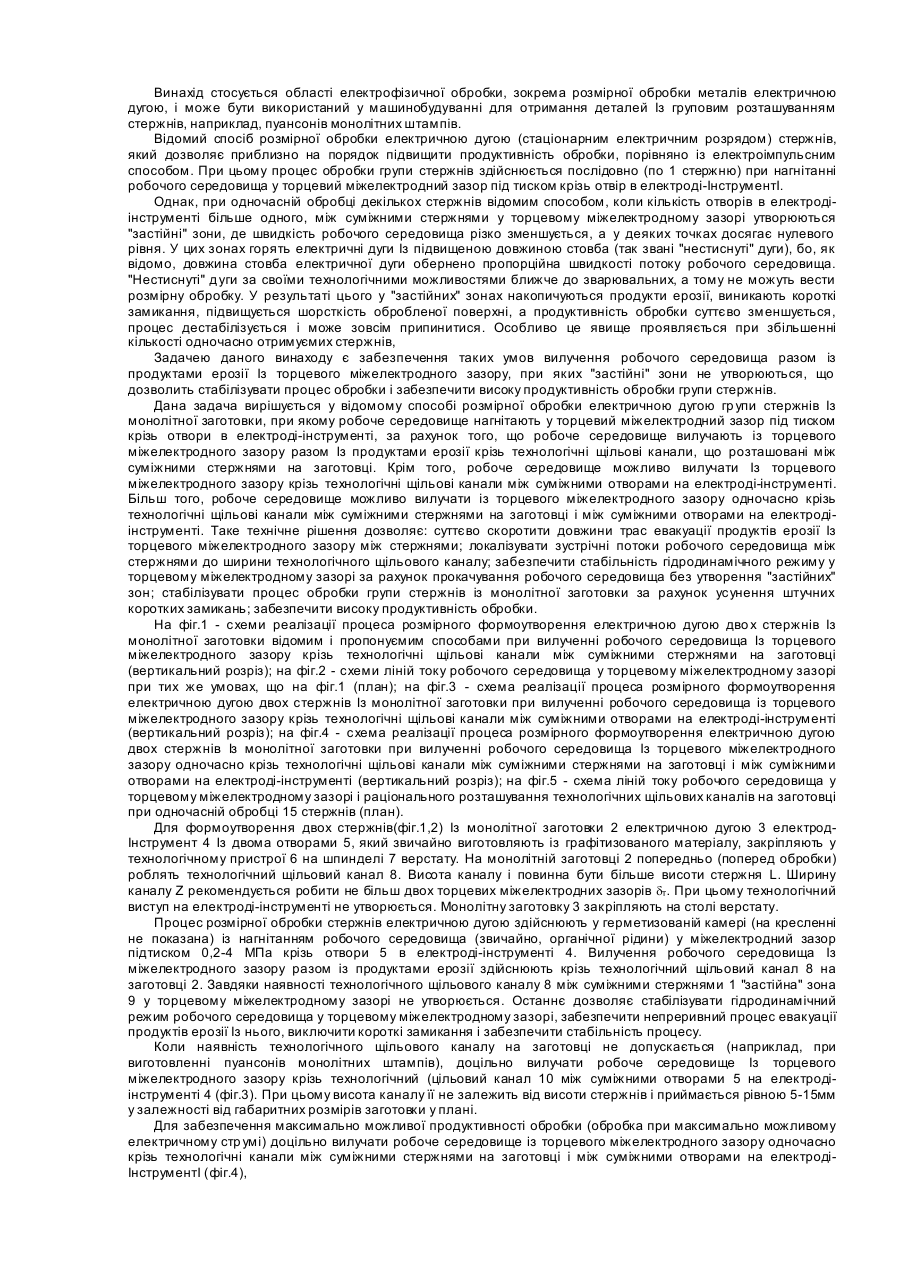
Спосіб розмірної обробки електричною дугою групи стержнів Із монолітної заготовки, при якому робоче середовище нагнітають у торцевий міжелектродний зазор під тиском крізь отвори в електроді-інструменті, а вилучають Із нього крізь його периферійну частину, який відрізняється тим, що робоче середовище додатково вилучають із торцевого зазора крізь технологічні щільові канали між суміжними стержнями на заготовці, або крізь технологічні щільові...
Спосіб розмірної обробки ступінчастих стержнів електричною дугою
Номер патенту: 69535
Опубліковано: 15.09.2004
Автори: Великий Петро Миколайович, Шмельов Віталій Миколайович, Носуленко Віктор Іванович, Чумаченко Ольга Сергіївна
Мітки: розмірної, дугою, стержнів, обробки, спосіб, ступінчастих, електричною
Формула / Реферат:
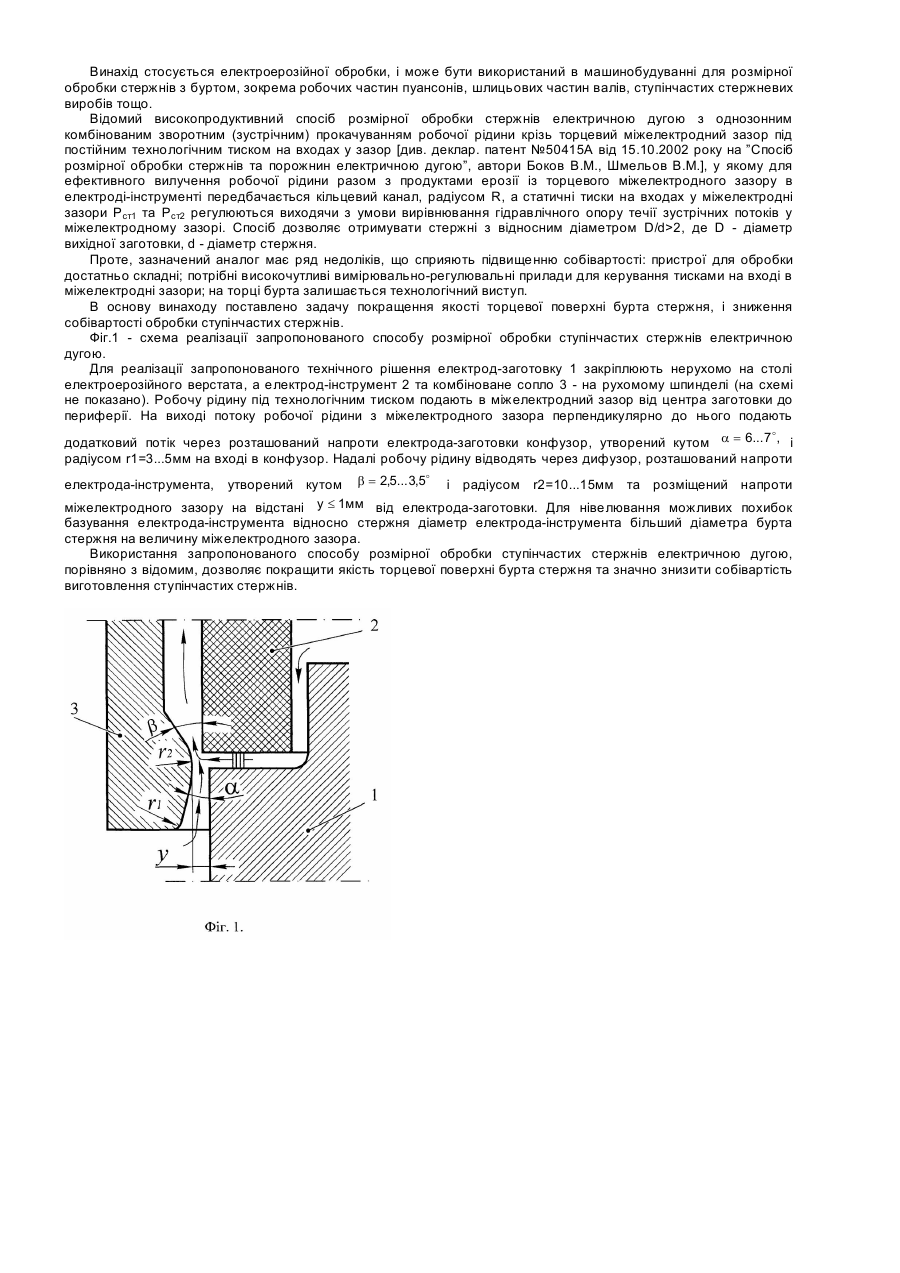
Спосіб розмірної обробки ступінчастих стержнів електричною дугою з прямим прокачуванням робочої рідини, від центра до периферії електрода, крізь міжелектродний зазор під технологічним тиском, який відрізняється тим, що на виході потоку робочої рідини з міжелектродного зазору перпендикулярно до нього подають додатковий потік за наявності конфузора, розташованого напроти електрода-заготовки, утворений кутом α, що дорівнює 6...7°, і...
Спосіб розмірної обробки електричною дугою глухих отворів та стрижнів з похилою по відношенню до стартової поверхні електрода-заготовки торцевою поверхнею
Номер патенту: 55619
Опубліковано: 15.04.2003
Автори: Боков Віктор Михайлович, Шмельов Віталій Миколайович
МПК: B23H 1/00, B23H 3/00, B23K 7/00
Мітки: електрода-заготовки, поверхні, стрижнів, електричною, стартової, поверхнею, обробки, розмірної, торцевою, дугою, похилою, глухих, отворів, спосіб, відношенню
Формула / Реферат:
Спосіб розмірної обробки електричною дугою глухих отворів та стрижнів з похилою по відношенню до стартової поверхні електрода-заготовки торцевою поверхнею, при якому робочу рідину прокачують крізь міжелектродний зазор під технологічним тиском, який відрізняється тим, що обробку в початковій фазі процесу здійснюють при прокачуванні робочої рідини крізь штучний торцевий міжелектродний зазор, який утворено торцевою поверхнею...
Спосіб поверхневої розмірної обробки електричною дугою
Номер патенту: 44974
Опубліковано: 15.03.2002
Автор: Боков Віктор Михайлович
МПК: B23H 1/00
Мітки: спосіб, електричною, розмірної, обробки, поверхневої, дугою
Формула / Реферат:
Спосіб поверхневої розмірної обробки електричною дугою з прокачуванням робочої рідини під технологічний тиском крізь торцевий міжелектродний зазор, який відрізняється тим, що обробку здійснюють при постійній швидкості потоку в торцевому міжелектродному зазорі шляхом застосування плоскопаралельного бічного режиму прокачування.
Спосіб розмірної обробки електричною дугою конічних поверхонь
Номер патенту: 44966
Опубліковано: 15.03.2002
Автор: Боков Віктор Михайлович
МПК: B23H 1/00
Мітки: дугою, поверхонь, обробки, спосіб, розмірної, електричною, конічних
Формула / Реферат:
Спосіб розмірної обробки електричною дугою конічних поверхонь, при якому робочу рідину нагнітають у торцевий міжелектродний зазор під технологічним тиском за напрямком від периферії до центра електрода-інструмента для формоутворення внутрішніх конічних поверхонь (конічних отворів) та від центра до периферії електрода-інструмента для формоутворення зовнішніх конічних поверхонь (конічних стержнів), який відрізняється тим, що формоутворення...