Спосіб зварювання під флюсом пульсуючою дугою
Номер патенту: 40000
Опубліковано: 16.07.2001
Автори: Походня Ігор Костянтинович, Головко Віктор Володимирович, Шейко Павло Петрович

Формула / Реферат
Способ сварки под флюсом пульсирующей дугой, включающий периодические импульсные изменения режимов от одного заранее заданного сочетания параметров до другого заранее заданного сочетания параметров, отличающийся тем, что отношение частоты указанных периодических импульсных изменений режимов сварки к частоте собственных колебаний металла сварочной ванны выбирают в пределах от 0,75 до 1,15.
Текст
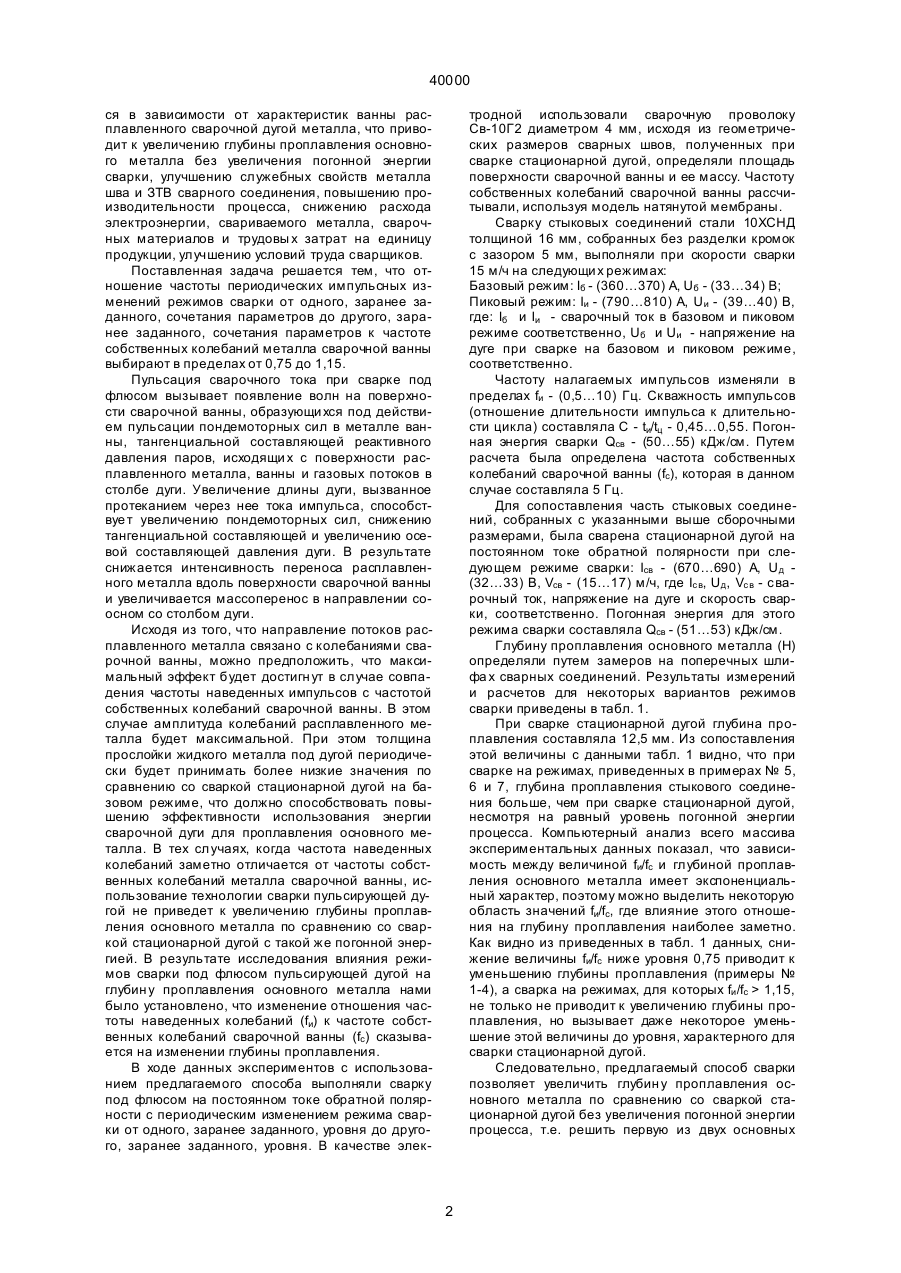
Способ сварки под флюсом пульсирующей дугой, включающий периодические импульсные изменения режимов от одного заранее заданного сочетания параметров до другого заранее заданного сочетания параметров, отличающийся тем, что отношение частоты указанных периодических импульсных изменений режимов сварки к частоте собственных колебаний металла сварочной ванны выбирают в пределах от 0,75 до 1,15. (19) (21) 96020714 (22) 26.02.1996 (24) 16.07.2001 (33) UA (46) 16.07.2001, Бюл. № 6, 2001 р. (72) Походня Ігор Костянтинович, Головко Віктор Володимирович, Шейко Павло Петрович (73) Інститут електрозварювання ім.Є.О.Патона Національної академії наук України (56) DE, патент №3936993, МПК В23К9/18, 9/09, 31/00, 33/00, 1990 40000 ся в зависимости от характеристик ванны расплавленного сварочной дугой металла, что приводит к увеличению глубины проплавления основного металла без увеличения погонной энергии сварки, улучшению служебных свойств металла шва и ЗТВ сварного соединения, повышению производительности процесса, снижению расхода электроэнергии, свариваемого металла, сварочных материалов и трудовы х затрат на единицу продукции, улучшению условий труда сварщиков. Поставленная задача решается тем, что отношение частоты периодических импульсных изменений режимов сварки от одного, заранее заданного, сочетания параметров до другого, заранее заданного, сочетания параметров к частоте собственных колебаний металла сварочной ванны выбирают в пределах от 0,75 до 1,15. Пульсация сварочного тока при сварке под флюсом вызывает появление волн на поверхности сварочной ванны, образующи хся под действием пульсации пондемоторных сил в металле ванны, тангенциальной составляющей реактивного давления паров, исходящи х с поверхности расплавленного металла, ванны и газовых потоков в столбе дуги. Увеличение длины дуги, вызванное протеканием через нее тока импульса, способствуе т увеличению пондемоторных сил, снижению тангенциальной составляющей и увеличению осевой составляющей давления дуги. В результате снижается интенсивность переноса расплавленного металла вдоль поверхности сварочной ванны и увеличивается массоперенос в направлении соосном со столбом дуги. Исходя из того, что направление потоков расплавленного металла связано с колебаниями сварочной ванны, можно предположить, что максимальный эффект будет достигн ут в случае совпадения частоты наведенных импульсов с частотой собственных колебаний сварочной ванны. В этом случае амплитуда колебаний расплавленного металла будет максимальной. При этом толщина прослойки жидкого металла под дугой периодически будет принимать более низкие значения по сравнению со сваркой стационарной дугой на базовом режиме, что должно способствовать повышению эффективности использования энергии сварочной дуги для проплавления основного металла. В тех случаях, когда частота наведенных колебаний заметно отличается от частоты собственных колебаний металла сварочной ванны, использование технологии сварки пульсирующей дугой не приведет к увеличению глубины проплавления основного металла по сравнению со сваркой стационарной дугой с такой же погонной энергией. В результате исследования влияния режимов сварки под флюсом пульсирующей дугой на глубин у проплавления основного металла нами было установлено, что изменение отношения частоты наведенных колебаний (fи) к частоте собственных колебаний сварочной ванны (fc) сказывается на изменении глубины проплавления. В ходе данных экспериментов с использованием предлагаемого способа выполняли сварку под флюсом на постоянном токе обратной полярности с периодическим изменением режима сварки от одного, заранее заданного, уровня до другого, заранее заданного, уровня. В качестве элек тродной использовали сварочную проволоку Св-10Г2 диаметром 4 мм, исходя из геометрических размеров сварных швов, полученных при сварке стационарной дугой, определяли площадь поверхности сварочной ванны и ее массу. Частоту собственных колебаний сварочной ванны рассчитывали, используя модель натянутой мембраны. Сварку стыковых соединений стали 10ХСНД толщиной 16 мм, собранных без разделки кромок с зазором 5 мм, выполняли при скорости сварки 15 м/ч на следующи х режимах: Базовый режим: Iб - (360…370) A, Uб - (33…34) В; Пиковый режим: Iи - (790…810) А, Uи - (39…40) В, где: Iб и Iи - сварочный ток в базовом и пиковом режиме соответственно, Uб и Uи - напряжение на дуге при сварке на базовом и пиковом режиме, соответственно. Частоту налагаемых импульсов изменяли в пределах fи - (0,5…10) Гц. Скважность импульсов (отношение длительности импульса к длительности цикла) составляла С - tи/tц - 0,45…0,55. Погонная энергия сварки Qсв - (50…55) кДж/см. Путем расчета была определена частота собственных колебаний сварочной ванны (fc), которая в данном случае составляла 5 Гц. Для сопоставления часть стыковых соединений, собранных с указанными выше сборочными размерами, была сварена стационарной дугой на постоянном токе обратной полярности при следующем режиме сварки: Ісв - (670…690) А, Uд (32…33) В, Vсв - (15…17) м/ч, где Іc в, Uд, Vс в - сварочный ток, напряжение на дуге и скорость сварки, соответственно. Погонная энергия для этого режима сварки составляла Qсв - (51…53) кДж/см. Глубину проплавления основного металла (Н) определяли путем замеров на поперечных шлифа х сварных соединений. Результаты измерений и расчетов для некоторых вариантов режимов сварки приведены в табл. 1. При сварке стационарной дугой глубина проплавления составляла 12,5 мм. Из сопоставления этой величины с данными табл. 1 видно, что при сварке на режимах, приведенных в примерах № 5, 6 и 7, глубина проплавления стыкового соединения больше, чем при сварке стационарной дугой, несмотря на равный уровень погонной энергии процесса. Компьютерный анализ всего массива экспериментальных данных показал, что зависимость между величиной fи/fc и глубиной проплавления основного металла имеет экспоненциальный характер, поэтому можно выделить некоторую область значений fи/fc, где влияние этого отношения на глубину проплавления наиболее заметно. Как видно из приведенных в табл. 1 данных, снижение величины fи/fc ниже уровня 0,75 приводит к уменьшению глубины проплавления (примеры № 1-4), а сварка на режимах, для которых fи /fc > 1,15, не только не приводит к увеличению глубины проплавления, но вызывает даже некоторое уменьшение этой величины до уровня, характерного для сварки стационарной дугой. Следовательно, предлагаемый способ сварки позволяет увеличить глубин у проплавления основного металла по сравнению со сваркой стационарной дугой без увеличения погонной энергии процесса, т.е. решить первую из двух основных 2 40000 задач, стоящих перед высокопроизводительными способами сварки под флюсом. Предлагаемый способ позволяет решить и вторую задачу - снижение негативного влияния высокого уровня погонной энергии сварки на служебные свойства сварного соединения. Данные, подтверждающие этот вывод, приведены в табл. 2. В качестве характеристики для оценки служебных свойств различных участков сварных соединений был выбран показатель ударной вязкости при температуре испытаний -20° С. Образцы для испытаний отбирались из стыковых соединений, собранных по указанной ранее технологии и сваренных на режимах, приведенных в табл. 1. Отличие по глубине проплавления основного металла, характерное для различных режимов сварки, компенсировали за счет изменения скорости сварки. При этом изменялась погонная энергия процесса, но глубина проплавления оставалась постоянной (14,5…15,2 мм). Результаты подсчета величины погонной энергии приведены в табл. 2. Испытания проводили на образцах тип IX по ГОСТ 6996-66. Надрез на образцах наносили таким образом, чтобы он находился либо по центру шва, либо на линии сплавления шва с основным металлом, либо в ЗTB сварного соединения (в зоне крупного зерна). В табл. 2 приведены минимальные и максимальные значения ударной вязкости, из тех, которые были получены в ходе испытаний образцов. Результаты экспериментальной проверки свидетельствуют, что при соотношении fи/fc в предлагаемых пределах можно достичь достаточной глубины проплавления для формирования одностороннего однопроходного шва при относительно низком уровне погонной энергии сварки (примеры № 5-7, табл. 2). В эти х случаях сварные соединения характеризуются достаточно высоким уровнем ударной вязкости (KCV > 35 Дж/см) в трех наиболее критических зонах - по центру шва, по линии сплавления шва с основным металлом и по зоне крупного зерна в ЗТВ сварного соединения. От клонение от заявляемого соотношения в одну или другую сторону (примеры № 1-4 и 8-9) вызывает снижение глубины проплавления, для компенсации которого необходимо увеличить величину погонной энергии процесса (см. табл. 2). Увеличение погонной энергии сварки отрицательно влияет на уровень ударной вязкости сварного соединения. Особенно заметно это проявляется в ЗТВ сварного соединения, где ударная вязкость снижается до уровня (29…35) Дж/см (примеры № 4 и 8, табл. 2) и ниже (сварка стационарной дугой), что является недопустимым с точки зрения критического уровня ударой вязкости (КСVкр. - 35 Дж/cм). Из данных, приведенных в табл. 2, видно, что предлагаемый способ сварки позволяет улучшить свойства металла шва и ЗТВ сварных соединений по сравнению со сваркой стационарной дугой, и увеличить при этом показатели производительности процесса, характерные для этого способа сварки. Суммируя вышесказанное, можно сделать вывод, что предлагаемый способ сварки обладает новизной технического решения и полезностью. Новизна заключается в том, что частоту наведенных импульсов изменения режима сварки выбирают таким образом, чтобы она была достаточно близкой к частоте собственных колебаний сварочной ванны. Полезность заключается в том, что предлагаемый способ позволяет выполнять сварку на меньшей погонной энергии при сохранении заданной глубины проплавления, что позволяет экономить электроэнергию и трудозатраты на изготовление сварных конструкций, облегчить условия труда сварщиков, повысить коэффициент использования металла. Вполне очевидно, что приведенные примеры осуществления предлагаемого способа сварки являются только отдельными вариантами реализации изобретения. Возможны и другие варианты, которые не выходят за пределы, установленные формулой изобретения. Таблица 1 Наименование параметра fс, Гц fи, Гц fи/fc Н, мм 1 5 0,5 0,1 10,3 2 5 0,75 0,15 11,5 Варианты режимов сварки пульсирующей дугой 3 4 5 6 7 5 5 5 5 5 0,1 2,5 3,75 5,0 5,75 0,2 0,5 0,75 1,00 1,15 12,0 12,7 14,0 16,0 14,7 8 5 7,0 1,4 12,8 9 5 10 2,00 12,6 Таблица 2 Вариант режима сварки Стац-ная дуга Пример № 4 Пример № 5 Пример № 6 Пример № 7 Пример № 8 Ударная вязкость (KCV), Дж/см при -20С по оси шва по линии сплав. по ЗТВ 74/102 37/56 25/38 81/107 44/52 29/41 88/112 49/57 47/59 96/118 42/61 53/69 33/115 45/58 45/46 86/105 40/52 35/46 3 Qсв, кДж/см 52 57 54 52 53 57 40000 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2001 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 50 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 4
ДивитисяДодаткова інформація
Автори англійськоюPokhodnia Ihor Kostiantynovych, Holovko Viktor Volodymyrovych, Sheiko Pavlo Petrovych
Автори російськоюПоходня Игорь Константинович, Головко Виктор Владимирович, Шейко Павел Петрович
МПК / Мітки
МПК: B23K 9/18
Мітки: спосіб, флюсом, дугою, зварювання, пульсуючою
Код посилання
<a href="https://ua.patents.su/4-40000-sposib-zvaryuvannya-pid-flyusom-pulsuyuchoyu-dugoyu.html" target="_blank" rel="follow" title="База патентів України">Спосіб зварювання під флюсом пульсуючою дугою</a>
Спосіб зварювання сталей під флюсом
Номер патенту: 4852
Опубліковано: 28.12.1994
Автори: Веселов Валентин Арсентьович, Демченко Юрій Володимирович, Асніс Аркадій Юхимович, Іващенко Георгій Антонович
Мітки: флюсом, сталей, спосіб, зварювання
Формула / Реферат:
СПОСОБ СВАРКИ СТАЛИ ПОД ФЛЮСОМ, при котором во флюс добавлявют сухую углекислоту, о т л и ч а ю щ и й с я тем, что, с целью улучшения качества сварного соединения, повышения вязкости металла шва и околошовной зоны при сварке термоупрочненной стали путем охлаждения сварочной ванны и сварного соединения в процессе существования ванны, ее кристаллизации и охлаждения в интервале температур 800-500°С и повышения производительности сварки, сухую...
Спосіб зварювання під флюсом
Номер патенту: 4221
Опубліковано: 27.12.1994
Автори: Демченко Юрій Володимирович, Веселов Валентин Арсентьович, Іващенко Георгій Антонович, Ліптуга Іван Васильович, Асніс Аркадій Юхимович, Пікман Борис Абрамович
Мітки: спосіб, зварювання, флюсом
Формула / Реферат:
Способ сварки под флюсом, преимущественно многопроходной, стыковых соединений сталей повышенной прочности, при котором во флюс подают смесь аргона с кислородом, отличающийся тем, что, с целью повышения работоспособности сварных соединений при динамических нагрузках и отрицательных температурах путем формирования плавного перехода от шва к основному металлу, повышения вязкости зоны термического влияния и упрощения технологии изготовления,...
Спосіб зварювання дугою, що обертається у магнітному полі
Номер патенту: 14992
Опубліковано: 04.03.1997
Автори: Ігнатенко Вадим Юрійович, Кучук-Яценко Сергій Іванович, Качинський Володимир Станіславович
МПК: B23K 9/08
Мітки: зварювання, дугою, магнітному, спосіб, полі, обертається
Формула / Реферат:
Способ сварки дугой, вращающейся в магнитном поле, при котором кромки нагревают до пластического состояния, контролируют момент достижения пластического состояния по изменению величины дугового промежутка в процессе нагрева, определяемого по напряжению на дуге, затем производят увеличение сварочного тока и осадку, отличающийся тем, что осадку осуществляют после того, как напряжение дуги увеличится в 1,3 - 1,9 раза по сравнению с напряжением...
Пальник для зварювання магнітокерованою дугою
Номер патенту: 15493
Опубліковано: 30.06.1997
Автори: Рижов Роман Миколайович, Кузнецов Валерій Дмитрович, Черниш Валерій Павлович, Пахаренко Валерій Андрійович
МПК: B23K 9/08
Мітки: магнітокерованою, зварювання, дугою, пальник
Формула / Реферат:
Горелка для сварки магнитоуправляемой дугой, включающая электродный узел, охватывающий его магнитопровод, содержащий коаксиальные втулки, обмотку электромагнита, рубашки их охлаждения и сопло, отличающаяся тем, что магнитопровод выполнен составными образован ферромагнитным соплом и расположенными соосно с ним коаксиальными втулками, полость между которыми образует рубашку охлаждения магнитопровода и обмотки электромагнита, охватывающей...
Пристрій для одностороннього автоматичного зварювання під флюсом
Номер патенту: 18421
Опубліковано: 25.12.1997
Автор: Левчук Віктор Кирилович
МПК: B23K 37/06, B23K 9/18
Мітки: зварювання, пристрій, флюсом, автоматичного, одностороннього
Формула / Реферат:
Устройство для односторонней автоматической сварки под флюсом, содержащее ползун с головкой и хвостовой частью, выполненный в виде бруса с прямоугольной канавкой на его опорной поверхности, сменную гибкую прокладку, выполненную в виде ленты из термостойкого материала, например, стеклоткани, уложенной в прямоугольную канавку ползуна заподлицо с его опорной поверхностью, а также механизм фиксации и подачи ленты, выполненной в виде двух...
Попередній патент: Горілка особлива “вишнева”
Наступний патент: Пакувальний папір
Випадковий патент: Крейсерсько-гоночна яхта