Ступінчаста ливниково-модифікуюча система
Номер патенту: 42772
Опубліковано: 27.07.2009
Автори: Ємельяненко Катерина Валеріївна, Фесенко Максим Анатолійович

Формула / Реферат
1. Ступінчаcта ливниково-модифікуюча система, що містить ливникову чашу, стояк зі змінним перерізом, приєднані до стояка на різних рівнях живильники і нахилені до стояка конусоподібні канали, в які встановлено по дві підпружинені вогнетривкі кулі, фіксація яких здійснюється фіксатором, що газифікується, з заформованою вогнетривкою кулею, нижній кінець якого встановлено в живильнику, який включається в роботу наступним після нижчерозташованого, яка відрізняється тим, що додатково містить основний стояк, шлаковловлювач і проміжну проточну реакційна камеру або проточний реактор, що з'єднується ливниковими каналами з проміжним стояком і з шлаковловлювачем, в якій на шляху руху рідкого металу розміщується легуюча, модифікуюча або інша добавка.
2. Ступінчаcта ливниково-модифікуюча система за п. 1, яка відрізняється тим, що основний стояк виконаний прямокутного перерізу, а розміщений під стояком відцентровий проточний реактор має вигляд циліндра з горизонтальною віссю обертання.
3. Ступінчаcта ливниково-модифікуюча система за п. 1, яка відрізняється тим, що реакційна камера або проточний реактор виконуються з пінополістиролових вставок із замішеною модифікуючою, легуючою або іншою добавкою.
4. Ступінчаcта ливниково-модифікуюча система за п. 1, яка відрізняється тим, що реакційна камера або проточний реактор виконані у вигляді пінополістиролової вставки-оболонки, усередині якої розміщують зернисті, гранульовані або брикетовані модифікуючі, легуючі або інші добавки.
Текст
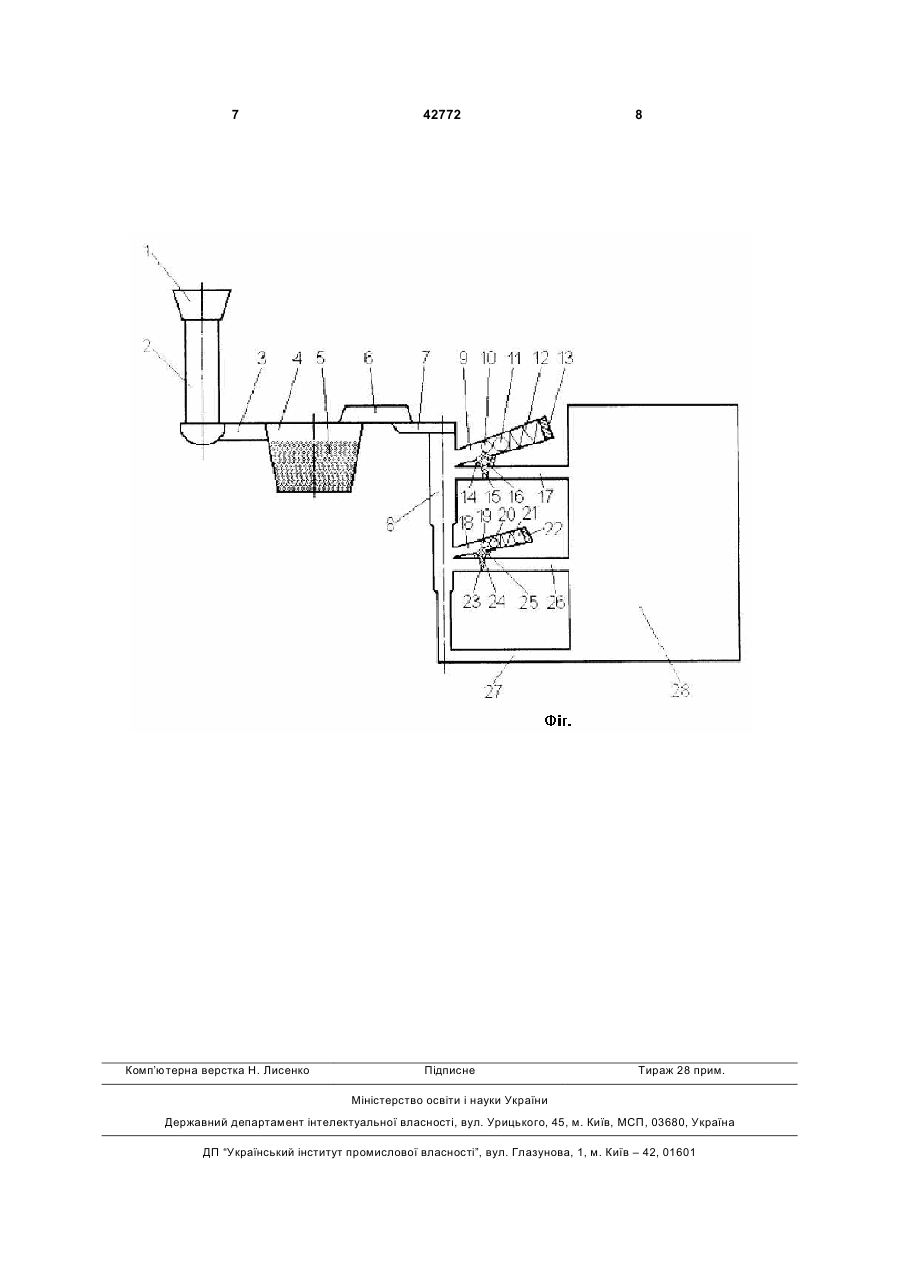
1. Ступінчаcта ливниково-модифікуюча система, що містить ливникову чашу, стояк зі змінним перерізом, приєднані до стояка на різних рівнях живильники і нахилені до стояка конусоподібні канали, в які встановлено по дві підпружинені вогнетривкі кулі, фіксація яких здійснюється фіксатором, що газифікується, з заформованою вогнетривкою кулею, нижній кінець якого встановлено в живильнику, який включається в роботу наступним після нижчерозташованого, яка відрізняється тим, що додатково містить основний стояк, шлаковловлювач і проміжну проточну реакційну камеру або проточний реактор, що з'єдну U 1 3 льнику, який включається в роботу слідуючим після нижчестоящого [4]. Однак, при заливанні ливарної форми через цю ливникову систем) не можливо забезпечити проведення будь-якої додаткової обробки рідкою метал) (леї) вашім. модифікування і т. ін.) безпосередньо в ливарній формі з метою цілеспрямованої о впливу па структуру і властивості металу в виливку. А тому для заливання форми потрібно використовувати рідкий метал строго регламентованого складу, який завідомо зможе забезпечити необхідну структуру і властивості металу в виливку. Загальними суттєвими ознаками ливникової системи є наявність ливникової чаші. стояка зі змінним перерізом, приєднаних до стояка на різних рівнях живильників і нахилених до стояка конусоподібних каналів, в яких встановлено по дві підпружинені вогнетривкі кулі, фіксація яких здійснюється фіксатором, що газифікується, з заформованою вогнетривкою кулею, нижній кінець якого встановлено в живильнику, який включається в роботі слідуючим після нижче розташованого. В основу корисної моделі, що пропонується, поставлена задача створення ливникової системи, яка б дозволяла проводити ефективну внутріформенну обробку розплаву (модифікування, легування й т. ін.) безпосередньо в ливарній формі з одночасним забезпеченням послідовного підводу розплаву через живильники на різних рівнях по висоті виливка. Поставлена задача досягається за рахунок того, що ступіпчата ливниково-модифікуюча система, що містить ливникову чашу, стояк зі змінним перерізом, приєднані до стояка на різних рівнях живильники і нахилені до стояка конусоподібні канали, в яких встановлено по дві підпружинені вогнетривкі кулі, фіксація яких здійснюється фіксатором, що газифікується, з заформованою вогнетривкою кулею, нижній кінець якого встановлено в живильнику, який включається в роботу слідуючим після нижче розташованого, додатково містить основний стояк, шлаковловлювач і проміжну проточну реакційну камеру або проточний реактор, що з'єднується ливниковими каналами з проміжним стояком і з шлаковловлювачем, і де на шляху руху рідкого металу розміщується легуюча, модифікуюча або інша добавка для внутріформенної обробки розплаву в процесі заливки ливарної форми. Пропонована ступінчаста ливниковомодифікуюча система може застосовуватися при виготовленні виливків з будь-яких сплавів із внутріформенною обробкою розплаву будь-якими порошкоподібними, зернистими, гранульованими або брикетованими добавками, зокрема, для виробництва виливків із використанням технології графітизуючого, карбідостабілізуючого, або сфероїдизуючого модифікування чавуну в ливарній формі. Суть корисної моделі ілюструє Фіг., де зображена пропонована ступінчаста ливниковомодифікуюча система для модифікування чавуну в ливарній формі, які складається з ливникової 42772 4 чаші 1, стояка 2, проміжного горизонтального ливникового каналу 3, спеціальної проміжної проточної реакційної камери 4, в якій на шляху руху рідкого металу до виливка розміщується модифікуюча, легуюча або інша добавка 5, шлаковловлювача 6 й сполучного горизонтального ливникового каналу 7, з'єднаного із проміжним стояком 8, який має по висоті різні діаметри, до якого примикають на різних рівнях по висоті живильники 17, 26, 27, які послідовно знизу вверх вводяться в роботу і забезпечують подачу рідкого металу послідовно в різні частини виливка 28 по мірі заповнення порожнини ливарної форми розплавом. Для забезпечення послідовного вводу в роботу живильників до стояка вище відповідного живильника приєднані конусоподібні канали 9, 18 з вогнетривкими кулями 10, 11, 19, 20. Кулі 11 і 20 мають більші діаметри ніж кулі 10 і 19, розташовані в відповідних конусоподібних каналах. Для зручності введення куль конусоподібні канали по всій довжині виконані порожнистими і зверху закриваються пробками 13, 22. Між кулею 11 і пробкою 13. а також кулею 20 і пробкою 22 встановлюються пружини відповідно 12 і 21. Кулі 11 і 20 фіксуються фіксаторами, що газифікуються 15 і 23. з вогнетривкими кулями Ні. 24 відповідно. Фіксатори встановлені відповідно в стержнях 14. 25. Пропонована ступінчаста ливниковомодифікуюча система працює наступним чином. Розплавлений метал з розливочного ковша поступає в ливникову чашу або лійку (воронку) 1. звідки надходить в стояк 2 і через проміжний горизонтальний ливниковий каїки направляється в проміжну проточну реакційну камеру або проточний реактор 4, який па певну висоту заповнений модифікуючою, легуючою, або іншою добавкою 5. яка послідовно розплавляється і розчиняється в рідкому металі, і через шлаковловлювач 6, проміжний сполучний канал 7, проміжний стояк 8, який має різний діаметр по висоті, і живильник 27 починає заповнювати порожнину ливарної форми 28. Коли фронт (дзеркало) рідкого металу підіймається до рівня живильника 26, під дією теплової енергії металу протікає термодеструкція легкоплавкого фіксатора 23 і вогнетривкі кулі 19, 20, вивільнившись, під дією сили пружності пружини 21 по конусоподібному каналу 18 покотяться в напрямку проміжного стояка 8. Куля 19 випаде в проміжний стояк і автоматично перекриє нижній живильник 27, а куля 20, яка має більший діаметр, закриє нижній отвір конусоподібного каналу 18. Одночасно вогнетривка куля 24, яка знаходиться в фіксаторі 23, що газифікується, перекриє стержень 25 і стане перешкодою для надходження розплаву в конусоподібний канал 18. Введення в дію наступних, вище розташованих ступенів ливникової системи, відбувається аналогічно. Внутріформенна обробка розплаву дрібнодисперсним, зернистим, гранульованим. порошковим або брикетованим модифікатором, лігатурою, або іншою добавкою 5, розміщеною в ливарній формі в проміжній проточній реакційній камері 4 ливникової системи на шляху руху рідко 5 го металу, внаслідок легуючої, або модифікуючої дії добавки або окремих її компонентів (хімічних елементів або речовин), призводить до формування потрібної структури, а, отже, - і необхідних властивостей металу виливка. Подача розплаву через живильники 26, 27, 17, які примикають до проміжною стояка 8 й розміщені на різних рівнях по висоті виливка, завдяки послідовному підключенню в роботу окремих ступенів (спочатку нижнього живильника 27, потім вищерозташованого 26 і в останню чергу - верхнього живильника 17, забезпечує послідовне заповнення порожнини ливарної форми розплавом під затоплену струю, що у свою чергу зменшує ймовірність захвату повітря, розмивання стінок ливарної форми потоком розплаву її забруднення виливка неметалевими включеннями, зменшує місцевий розігрів форми і виливка в місці приєднання живильника, а також створює більш сприятливі умови для послідовного направленого знизу вверх затвердівання металу й живлення виливка. Пропонована ступінчаста ливниковомодифікуюча система може застосовуватися при виготовленні виливків, з будь-яких сплавів із внутріформенною обробкою розплат будь-якими порошкоподібними, зернистими, гранульованими або брикетованими добавками, зокрема, для виробництва виливків із використанням технології графітизуючого карбідостабілізуючого, або сфероїдизуючого модифікування чавуну в ливарній формі. Розглянемо роботу запропонованої ступінчастої ливникової системи дія модифікування чавуну в ливарній формі на прикладі виготовлення в умовах ливарної лабораторії кафедри технології й обладнання ливарного виробництва Донбаської державної машинобудівної академії експериментального виливка типу вертикальної плити довжиною 300мм. висотою 300мм і товщиною 30мм з високоміцного чавуну з кулястим графітом. Базовий (вихідний) чавун доевтектичного складу (2,8%С; 0,5%Si; 0,45%Мn: 0,045%Р; 0,022%S) виплавляли в індукційній печі типа ІСТ006. Виплавлений чавун при температурі близько 1400...1420°С за допомогою конічного ковша заливайся в сиру разову ливарну форму, виготовлену із піщано-глинистої суміші. З метою впливу на процеси структуроутворення і отримання у виливку структури й властивостей високоміцного чавуну з кулястим графітом проводили внутріформенне сфероїдизуюче модифікування вихідною чавуну в ливарній формі. Для цього в проміжну проточну реакційну камеру ступінчастої ливникової системи для модифікування чавуну в ливар 42772 6 ній формі па шляху руху рідкою металу поміщали дроблений ферросиліцій-магнієвий модифікатор марки ФСМг7 дисперсністю часток 2,5...5,0мм в кількості 2,0% від маси виливка. Після затвердівання металу й охолодження виливка він вибивався з ливарної форми и розбивався по осі симетрії на дві приблизно рівні частини. Па отриманому зламі вивчали макроструктуру чавуну, а з різних зон по висоті виливка механічним шляхом вирізали проби для виготовлення мікрошліфів для дослідження мікроструктури, а також для виготовлення зразків для механічних випробувань. Аналіз отриманих результатів показує, що експериментальний виливок маг якісну поверхню, будь-які дефекти в вигляді піщаних раковин, засорів, накопичення неметалевих включень і інші, утворення яких пов'язане з розмивом або розрушенням ливарної форми, відсутні. На зламі виливок має структуру світло-сірого кольору, характерну для високоміцного чавуну з кулястим графітом, що є свідченням ефективної внутріформенної обробки розплаву вихідного чавуну сфероїдизуючим і одночасно графітизуючим сплавом ФСМг7. На всьому перерізі виливка метал - щільний, лише в верхніх горизонтах спостерігається утворення усадкових раковин, що є свідченням направленого знизу вверх затвердівання виливка, дефекти газового походження також не виявляються. У структурі досліджуваних зразків, вирізаних із різних частин виливків, спостерігається утворення кулястого графіту, в основному правильної форми, з середнім розміром близько 25мкм. рівномірно розподілених у площині шліфа. Мікроструктура зразків переважно перлітна, твердість чавуна 201...240 НВ. Чавун має досить високі механічні властивості: межу міцності при розтяганні s В =450...480МПа, відносне подовження d=1,0...3,5%. Залишковий вміст магнію складає 0,032...0,036%. В місцях приєднання живильників на різних рівнях до виливка усадкових раковин і поруватості не виявлено. Джерела інформації: 1. А. с. СССР №129796, МПК В22С9/08, бюл. №13, 1960 2. А. с. СССР №648324; МПК2 В22С9/08, бюл №7, 1979. 3. Патент України №54652, МПК В22С9/08, опубл. 16.05.2005, бюл. №5/2005. 4. Деклараційний патент України №58252, МПК В22С9/08, опубл. 15.07.2003, бюл. №7/2003. 7 Комп’ютерна верстка Н. Лиcенко 42772 8 Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюStepped pouring-modifying system
Автори англійськоюFesenko Maksym Anatoliiovych, Yemelianenko Kateryna Valeriivna
Назва патенту російськоюСтупенчатая литниково-модифицирующая система
Автори російськоюФесенко Максим Анатольевич, Емельяненко Екатерина Валерьевна
МПК / Мітки
МПК: B22C 9/00
Мітки: ступінчаста, система, ливниково-модифікуюча
Код посилання
<a href="https://ua.patents.su/4-42772-stupinchasta-livnikovo-modifikuyucha-sistema.html" target="_blank" rel="follow" title="База патентів України">Ступінчаста ливниково-модифікуюча система</a>
Ступінчаста ливникова система
Номер патенту: 54652
Опубліковано: 16.05.2005
Автори: ШИНСЬКИЙ ІГОР ОЛЕГОВИЧ, Тарасевич Микола Іванович, Католіченко Володимир Іванович, Шинський Олег Йосипович, Яковишин Олег Анатолійович
МПК: B22C 9/00
Мітки: система, ливникова, ступінчаста
Формула / Реферат:
Ступінчаста ливникова система, що включає стояк зі змінним перерізом, прилеглі до стояка на різних рівнях живильники і вогнетривкі кулі, яка відрізняється тим, що над живильниками, крім нижнього, виконані нахилені вниз до стояка канали, в яких встановлені підпружинені вогнетривкі кулі, які зафіксовані стрижнями з газифікованого матеріалу, нижні кінці яких встановлені у відповідних живильниках.
Ступінчата ливникова система для модифікування чавуну в ливарній формі
Номер патенту: 41783
Опубліковано: 10.06.2009
Автор: Фесенко Максим Анатолійович
МПК: B22C 9/00
Мітки: ступінчата, ливникова, система, чавуну, форми, модифікування, ливарний
Формула / Реферат:
1. Ступінчата ливникова система для модифікування чавуну в ливарній формі, яка містить ливникову чашу або лійку (воронку), стояк, шлаковловлювач й спеціальну проміжну проточну реакційну камеру, яка з'єднується зі стояком і шлаковловлювачем, яка відрізняється тим, що додатково включає проміжний стояк з постійним або зі змінним перерізом по висоті, який з'єднується ливниковим каналом із шлаковловлювачем і до якого примикають на різних рівнях по...
Модифікуюча суміш
Номер патенту: 41197
Опубліковано: 12.05.2009
Автори: Суменкова Вікторія Василівна, Бубликов Валентин Борисович, Ликов Микола Павлович, Небожак Іван Анатолійович
МПК: C22C 35/00
Мітки: суміш, модифікуюча
Формула / Реферат:
Модифікуюча суміш для отримання високоміцного чавуну, яка містить: магній, силікокальцій, феросилікомішметал, яка відрізняється тим, що до її складу додатково введені: нікель, феросилікобарій і плавиковий шпат, а замість магнію вона містить залізо-кремній-магній-кальцієву лігатуру за наступного співвідношення компонентів, % (мас. частка): залізо-кремній-магній-кальцієва лігатура 45,0...65,0 ...
Ливникова система для виготовлення виливків з різними структурою і властивостями з одного базового розплаву в загальній ливарній формі
Номер патенту: 29197
Опубліковано: 10.01.2008
Автори: Фесенко Максим Анатолійович, Косячков Вячеслав Олександрович, Фесенко Анатолій Миколайович
МПК: B22D 27/00
Мітки: властивостями, виливків, одного, структурою, розплаву, різними, форми, система, виготовлення, базового, ливарний, ливникова, загальній
Формула / Реферат:
1. Ливникова система для виготовлення виливків з різними структурою і властивостями з одного базового розплаву в загальній ливарній формі, що містить ливникову чашу або лійку (воронку), стояк, зумпф, розподільний канал, яка відрізняється тим, що наявні автономні відгалуження, в складі яких на шляху руху базового розплаву до виливка передбачені сполучні канали, шлаковловлювачі та живильники, а також реакційні камери з розміщеними в них різними...
Ливникова система для модифікування чавуну в ливарній формі
Номер патенту: 22578
Опубліковано: 25.04.2007
Автори: Зелений Борис Григорович, Бубликов Валентин Борисович, Козак Дмитро Сергійович, Нестерук Олена Петрівна, Берчук Дмитро Миколайович, Латенко Володимир Петрович, Шейко Анатолій Антонович, Суменкова Вікторія Василівна
МПК: B22C 9/00
Мітки: модифікування, форми, ливарний, ливникова, чавуну, система
Формула / Реферат:
Ливникова система для модифікування чавуну в ливарній формі, яка складається з заливної лійки, стояка, проточного реактора, що знаходиться під стояком, та ливникового канала, який з'єднує реактор з виливком, яка відрізняється тим, що стояк в поперечному перерізі має форму прямокутника, а проточний реактор має форму циліндра з горизонтальною віссю, при цьому одна з бокових граней стояка розміщена дотично до циліндричної поверхні реактора і в...
Попередній патент: Теплоізоляційний матеріал
Наступний патент: Сталезалізобетонна балка з листовим армуванням
Випадковий патент: П'єзоелектричний датчик статичних зусиль