Спосіб магнітооптичного контролю виробу
Номер патенту: 42880
Опубліковано: 15.11.2001
Формула / Реферат
Спосіб магнітооптичного контролю виробу, що включає формування магнітного поля в зоні контролю виробу, одержання і візуалізацію розподілу намагніченості в магнітооптичній плівці та оцінку виробу по візуалізованій картині, який відрізняється тим, що перед формуванням магнітного поля до поверхні виробу, що контролюється, притискають гнучкий магнітний носій, здійснюють формування магнітного поля , після чого копіюють магнітне поле при переміщенні його уздовж поверхні виробу на гнучкий магнітний носій, а розподіл намагніченості в магнітооптичній плівці одержують з копії розподілу намагніченості, що одержана на гнучкому магнітному носії.
Текст
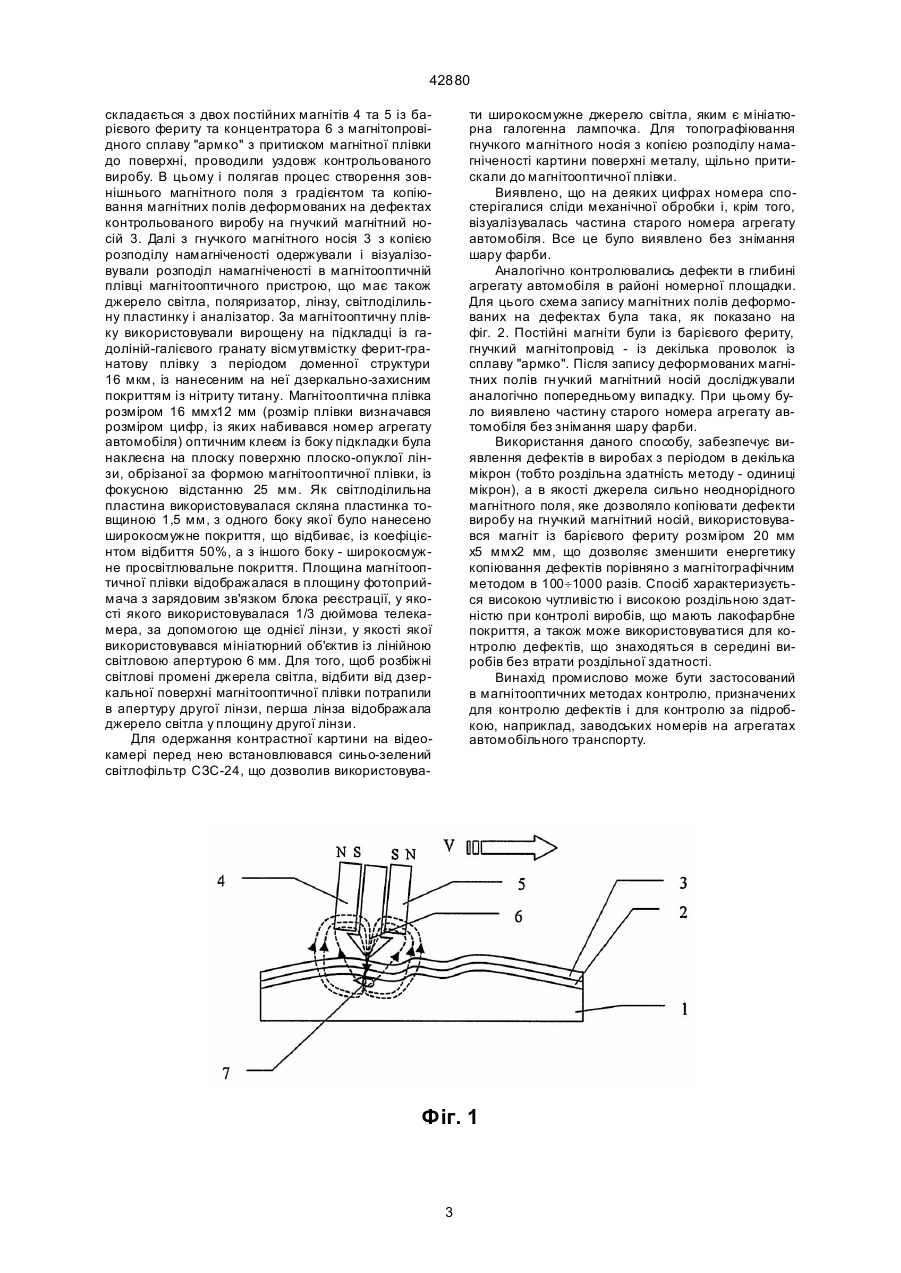
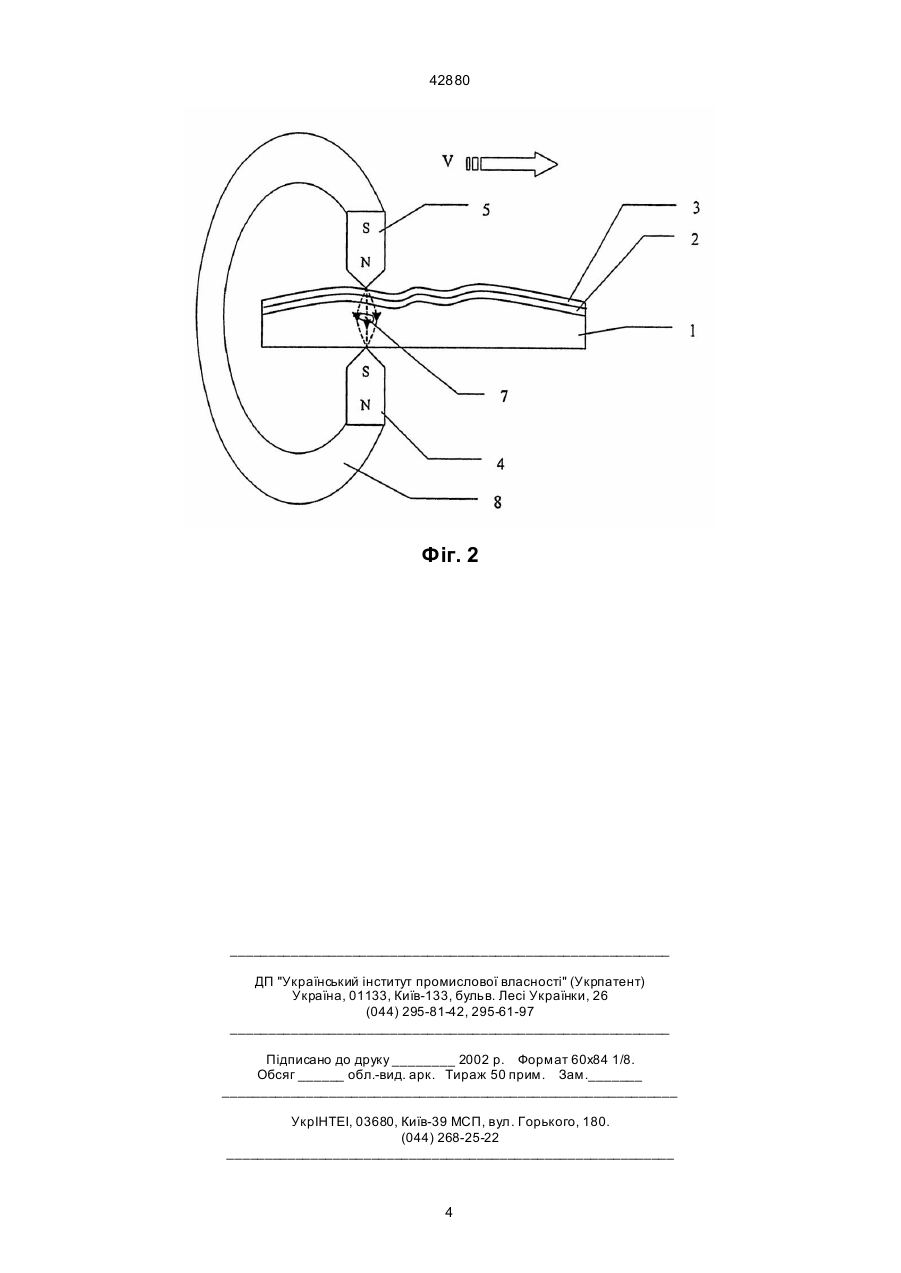
Спосіб магнітооптичного контролю виробу, що включає формування магнітного поля в зоні конт 42880 контролю виробу, одержання і візуалізацію розподілу намагніченості в магнітооптичній плівці та оцінку виробу по візуалізованій картині, в якому перед формуванням магнітного поля до поверхні виробу, що контролюється, притискають гнучкий магнітний носій, формування магнітного поля здійснюють збудженням магнітного поля з градієнтом, після чого копіюють магнітне поле при переміщенні його уздовж поверхні виробу на гнучкий магнітний носій, а розподіл намагніченості в магнітооптичній плівці одержують з копії розподілу намагніченості, що одержана на гнучкому магнітному носії. Для контролю поверхні виробу формують магнітне поле, яке пропускають через гнучкий магнітний носій. Для контролю не тільки поверхні, а і всього виробу, формують магнітне поле, яке пропускають через виріб, що контролюється, та через гнучкий магнітний носій. У процесі досліджень було встановлено, що при створенні градієнтного магнітного поля на неоднорідностях виробу відбувається модуляція цього поля, що фіксується на гнучкому магнітному носії. Якщо діяти на виріб, що контролюється зовнішнім джерелом магнітного з великим градієнтом через гнучкий магнітний носій, концентрується магнітне поле на невеликій ділянці виробу. Це зовнішнє поле замикається через виріб, що контролюється, і там, де є в виробі дефекти, деформується. Копіювання магнітного поля на гнучкий магнітний носій проходить спадаючою стороною магнітного поля. Щоб записати розгортку розподілу намагніченості виробу, що контролюється, необхідно джерело зовнішнього магнітного поля з градієнтом переміщувати уздовж поверхні виробу, притискаючи гнучкий магнітний носій до його поверхні. При виборі невеликої амплітуди зовнішнього магнітного поля магнітне поле проходить через гнучкий магнітний носій і замикається практично на поверхні виробу, що дає змогу проаналізувати дефекти виробу, які сконцентровані на поверхні. При збільшенні амплітуди зовнішнього магнітного поля магнітне поле проходить через гнучкий магнітний носій і виріб, що контролюється, в результаті чого контролюються дефекти в глибині виробу, але при цьому зменшується чутливість методу - потрібно більш енергії для створення градієнтного магнітного поля. Для контролю дефектів в глибині виробу було встановлено, що градієнтне магнітне поле потрібно пропускати через виріб що контролюється і гнучкий магнітний носій. Підвищення роздільної здатності в цьому випадку порівняно з прототипом зв'язане з тим, що в прототипі контролюються магнітні поля розсіяння на дефектах на поверхні виробу. Якщо дефект, на якому створюється це магнітне поле розсіяння, знаходиться в середині виробу, то поки це поле досягає поверхні, воно розповзається. В пропонованому способі градієнтне магнітне поле створюється в середині досліджуємого виробу. Воно модулюється дефектом і не розповзаючись записується на гнучкий магнітний носій, який і контролюється потім магнітооптичною плівкою. При цьому в обох випадках пропонованого способу покриття виробу неферомагнітного походження не впливає на отриману копію намагніченості. Винахід пояснюється фігурами, на яких зображено: на фіг. 1 - спосіб контролю виробу при збудженні магнітного поля з градієнтом для контролю поверхні виробу; на фіг. 2 - спосіб контролю виробу при збудженні магнітного поля з градієнтом для контролю дефектів у глибині виробу. На фіг. 1 зображено виріб, що контролюється 1, з лакофарбним покриттям 2, гнучкий магнітний носій 3, джерело сильно градієнтного магнітного поля. Джерело сильно градієнтного магнітного поля може складатися з двох постійних магнітів 4 і 5, кожен із яких має полюси N і S, та концентратора 6. Замість двох постійних магнітів може бути використано один постійний магніт. У виробі, що контролюється присутній на поверхні виробу під лакофарбним покриттям дефект 7. На фіг. 2 зображено виріб, що контролюється 1, з лакофарбним покриттям 2, гнучкий магнітний носій 3, джерело сильно градієнтного магнітного поля. В цьому випадку джерело сильно градієнтного магнітного поля може складатися з двох постійних магнітів 4 і 5, з'єднаних гнучким магнітопроводом 8. Замість двох постійних магнітів може бути використано один постійний магніт з полюсами N і S. У глибині виробу, що контролюється присутній дефект 7. Спосіб реалізується таким чином. Гнучкий магнітний носій 3 притискають до поверхні виробу, що контролюється 1, на якому може бути лакофарбне покриття 2. Узоні контролю виробу формують магнітне поле збудженням магнітного поля з градієнтом за допомогою джерела сильно градієнтного магнітного поля. При контролі поверхні виробу джерело сильно градієнтного магнітного поля може складатися з двох постійних магнітів 4 і 5, кожен із яких має полюси N і S, та концентратора 6, як показано на фіг. 1, а при контролі внутрішніх дефектів виробу джерело сильно градієнтного магнітного поля може складатися з двох постійних магнітів 4 і 5, з'єднаних гнучким магнітопроводом 8, як показано на фіг. 2. При переміщенні магнітного поля з градієнтом уздовж поверхні виробу, що контролюється, 1 паралельно вектору V розподіл магнітного поля копіюють на гнучкий магнітний носій 3. При цьому гнучкий магнітний носій 3 притискують до поверхні контрольованого виробу 1 через прошарок покриття 2 за допомогою концентратора 6 (фіг. 1) або одного з полюсів постійного магніту (фіг. 2). Зовнішнє магнітне поле яке проходить через гнучкий магнітний носій, через поверхню виробу, що контролюється (фіг. 1), або через виріб що контролюється (фіг. 2), деформується на дефектах 7 (фіг. 1) або (фіг. 2). Гнучкий магнітний носій 3 з одержаною копією розподілу намагніченості розміщують з притиском до дзеркально-захисного покриття магнітнооптичної плівки, одержують і візуалізують розподіл намагніченості в магнітооптичній плівці, і по візуалізованій картині проводять оцінку виробу. Приклад 1. Контролювали дефекти на поверхні агрегатів автомобільного транспорту (кузов) в районі номерної площадки під шаром фарби. Спочатку на поверхню номерної площадки накладали гнучкий магнітний носій 3 - магнітну плівку типу И-4404 магнітним шаром до поверхні. Потім джерелом сильно градієнтного магнітного поля, яке 2 42880 складається з двох постійних магнітів 4 та 5 із барієвого фериту та концентратора 6 з магнітопровідного сплаву "армко" з притиском магнітної плівки до поверхні, проводили уздовж контрольованого виробу. В цьому і полягав процес створення зовнішнього магнітного поля з градієнтом та копіювання магнітних полів деформованих на дефектах контрольованого виробу на гнучкий магнітний носій 3. Далі з гнучкого магнітного носія 3 з копією розподілу намагніченості одержували і візуалізовували розподіл намагніченості в магнітооптичній плівці магнітооптичного пристрою, що має також джерело світла, поляризатор, лінзу, світлоділильну пластинку і аналізатор. За магнітооптичну плівку використовували вирощену на підкладці із гадоліній-галієвого гранату вісмутвмістку ферит-гранатову плівку з періодом доменної структури 16 мкм, із нанесеним на неї дзеркально-захисним покриттям із нітриту титану. Магнітооптична плівка розміром 16 ммх12 мм (розмір плівки визначався розміром цифр, із яких набивався номер агрегату автомобіля) оптичним клеєм із боку підкладки була наклеєна на плоску поверхню плоско-опуклої лінзи, обрізаної за формою магнітооптичної плівки, із фокусною відстанню 25 мм. Як світлоділильна пластина використовувалася скляна пластинка товщиною 1,5 мм, з одного боку якої було нанесено широкосмужне покриття, що відбиває, із коефіцієнтом відбиття 50%, а з іншого боку - широкосмужне просвітлювальне покриття. Площина магнітооптичної плівки відображалася в площину фотоприймача з зарядовим зв'язком блока реєстрації, у якості якого використовувалася 1/3 дюймова телекамера, за допомогою ще однієї лінзи, у якості якої використовувався мініатюрний об'єктив із лінійною світловою апертурою 6 мм. Для того, щоб розбіжні світлові промені джерела світла, відбити від дзеркальної поверхні магнітооптичної плівки потрапили в апертуру другої лінзи, перша лінза відображала джерело світла у площину другої лінзи. Для одержання контрастної картини на відеокамері перед нею встановлювався синьо-зелений світлофільтр СЗС-24, що дозволив використовува ти широкосмужне джерело світла, яким є мініатюрна галогенна лампочка. Для топографіювання гнучкого магнітного носія з копією розподілу намагніченості картини поверхні металу, щільно притискали до магнітооптичної плівки. Виявлено, що на деяких цифрах номера спостерігалися сліди механічної обробки і, крім того, візуалізувалась частина старого номера агрегату автомобіля. Все це було виявлено без знімання шару фарби. Аналогічно контролювались дефекти в глибині агрегату автомобіля в районі номерної площадки. Для цього схема запису магнітних полів деформованих на дефектах була така, як показано на фіг. 2. Постійні магніти були із барієвого фериту, гнучкий магнітопровід - із декілька проволок із сплаву "армко". Після запису деформованих магнітних полів гн учкий магнітний носій досліджували аналогічно попередньому випадку. При цьому було виявлено частину старого номера агрегату автомобіля без знімання шару фарби. Використання даного способу, забезпечує виявлення дефектів в виробах з періодом в декілька мікрон (тобто роздільна здатність методу - одиниці мікрон), а в якості джерела сильно неоднорідного магнітного поля, яке дозволяло копіювати дефекти виробу на гнучкий магнітний носій, використовувався магніт із барієвого фериту розміром 20 мм х5 ммх2 мм, що дозволяє зменшити енергетику копіювання дефектів порівняно з магнітографічним методом в 100¸1000 разів. Спосіб характеризується високою чутливістю і високою роздільною здатністю при контролі виробів, що мають лакофарбне покриття, а також може використовуватися для контролю дефектів, що знаходяться в середині виробів без втрати роздільної здатності. Винахід промислово може бути застосований в магнітооптичних методах контролю, призначених для контролю дефектів і для контролю за підробкою, наприклад, заводських номерів на агрегатах автомобільного транспорту. Фіг. 1 3 42880 Фіг. 2 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2002 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 50 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 4
ДивитисяДодаткова інформація
Автори англійськоюLevyi Serhii Vasyliovych, Ahalidi Yurii Serhiiovych
Автори російськоюЛевый Сергей Васильевич, Агалиди Юрий Сергеевич
МПК / Мітки
МПК: G01N 27/83, G01N 27/82
Мітки: виробу, магнітооптичного, контролю, спосіб
Код посилання
<a href="https://ua.patents.su/4-42880-sposib-magnitooptichnogo-kontrolyu-virobu.html" target="_blank" rel="follow" title="База патентів України">Спосіб магнітооптичного контролю виробу</a>
Магнітооптичний пристрій контролю виробу
Номер патенту: 33636
Опубліковано: 15.11.2001
Автор: Лєвий Сергій Васильович
МПК: G01N 27/84
Мітки: контролю, магнітооптичний, виробу, пристрій
Формула / Реферат:
1. Магнітооптичний пристрій контролю виробу, що містить оптично зв'язані і послідовно встановлені уздовж оптичної осі джерело світла, поляризатор, світлоділильну пластину, першу лінзу, магнітооптичний плівковий датчик, аналізатор, другу лінзу і блок реєстрації, що включає фотоприймач із зарядовим зв'язком, який відрізняється тим, що магнітооптичний плівковий датчик установлено на першій лінзі.2. Пристрій по п. 1, який відрізняється...
Спосіб приготування тіста для хлібобулочного виробу та тісто для хлібобулочного виробу
Номер патенту: 42140
Опубліковано: 15.10.2001
Автор: Обрубінський Геннадій Вікторович
МПК: A21D 2/38, A21D 10/00, A21D 2/36
Мітки: тісто, виробу, хлібобулочного, тіста, спосіб, приготування
Формула / Реферат:
1. Спосіб приготування тіста для хлібобулочного виробу, який передбачає замочування зерна харчових злаків, його подрібнення, заміс тіста на одержаній зерновій масі з внесенням всіх інших рецептурних компонентів, який відрізняється тим, що зерно замочують до досягнення його проростання й подрібнюють проросле зерно, а до одержаної зернової маси додають на одну масову частку пророслого зерна 0,320 - 0,710 масової частки харчової рідини, 0,135 -...
Спосіб виготовлення магнітооптичного носія інформації на скляній підкладці
Номер патенту: 14411
Опубліковано: 25.04.1997
Автори: Козюба Михайло Михайлович, Алтухов Сергій Миколайович, Ус Юрій Федорович, Панченко Юрій Анатолійович, Леонець Володимир Адамович, Рябоконь Ігор Михайлович, Ківенко Сергій Анатолійович, Крупа Микола Миколайович
МПК: G11B 7/26
Мітки: інформації, підкладці, виготовлення, носія, магнітооптичного, спосіб, скляний
Формула / Реферат:
1. Способ изготовления магнитооптического носителя информации на стеклянной подложке, включающий нанесение на подложку разметочного слоя, резку этого слоя лазерным излучением, нанесение регистрирующего и защитного слоев, отличающийся тем, что, с целью повышения выхода годных и надежности изготавливаемых носителей информации на разметочный слой после лазерной резки последовательно наносят слой редкоземельного металла толщиной 50 А и...
Спосіб одержання багатошарового каркасного покриття на поверхні виробу
Номер патенту: 33254
Опубліковано: 15.02.2001
Автори: Веселов Борис Олексійович, Олексюк Олег Володимирович, Алексеєнко Олексій Вікторович, Ковбасенко Віктор Васильович, Алєксєєв Віктор Іванович
МПК: F16C 33/04, C23C 4/06, C23C 10/00
Мітки: багатошарового, одержання, каркасного, поверхні, покриття, виробу, спосіб
Текст:
...-'l _'\.'jJ ,J. тт—.ТРІ ЇЛ ^ птіія штяіи%г ттгчтіі глгча ТЗ _Г*1 А Л J H_ 'J. J. 1 *1 »ді тгиплп аиіііігілтлтп'їпіпт. ^ TTr SH iT \Л ^ ^ ъугг \г \р, \ЛГ\ ТГГ\тр1Я\А ТТІ ТТ Ті ї-"-. rt if-^Tl T T CiT J^r Д А ' —» с li J.,t l A W '4\. 'l ft li ' гЬт-^оуттї егтп Йї nm j dr iVt nn і l l ji j W { . ' J V i i l U 4-цП-1V it Ч ЇЛІІ^ЧЛ ] - A зернистістю 2-3 мм. Бри тиску повітря gsr0.4 мпа та його витраті 0^=5 м/год. На ...
Спосіб визначення напружень в поверхневому шарі металевого виробу і пристрій для його реалізації
Номер патенту: 30516
Опубліковано: 15.11.2000
Автори: Юськів Василь Миколайович, Дзюбик Андрій Романович, Палаш Володимир Миколайович
МПК: H01L 35/28, H01L 35/32, G01L 1/20
Мітки: виробу, шарі, спосіб, металевого, реалізації, пристрій, напружень, поверхневому, визначення
Формула / Реферат:
1. Спосіб визначення напружень в поверхневому шарі металевого виробу, згідно якого вимірюють значення контактної термоелектрорушійної сили, в залежності від величини якої визначають напруження, відрізняється тим, що в еталонному зразку вільному від напружень, з того ж матеріалу, що і металевий виріб, визначають термоелектрорушійну силу, яка виникає при контакті нагрітого термозонду з поверхнею зразка, створюють напружений стан і змінюючи...