Спосіб калібрування прокатних валків
Номер патенту: 43369
Опубліковано: 17.12.2001
Формула / Реферат
Способ калибровки прокатных валков, предусматривающий уменьшение диаметров валков при переточках калибров, врез закрытого фланца в валок с уклоном внутренней и наружной граней фланца относительно продольной оси валка, отличающийся тем, что биссектрису угла, образованного внутренней и наружной гранями фланца совмещают с перпендикуляром к продольной оси валка и врезают фланец в валок под этим углом, а в процессе переточек валков по износу сохраняют уклон граней фланца относительно продольной оси валка.
Текст
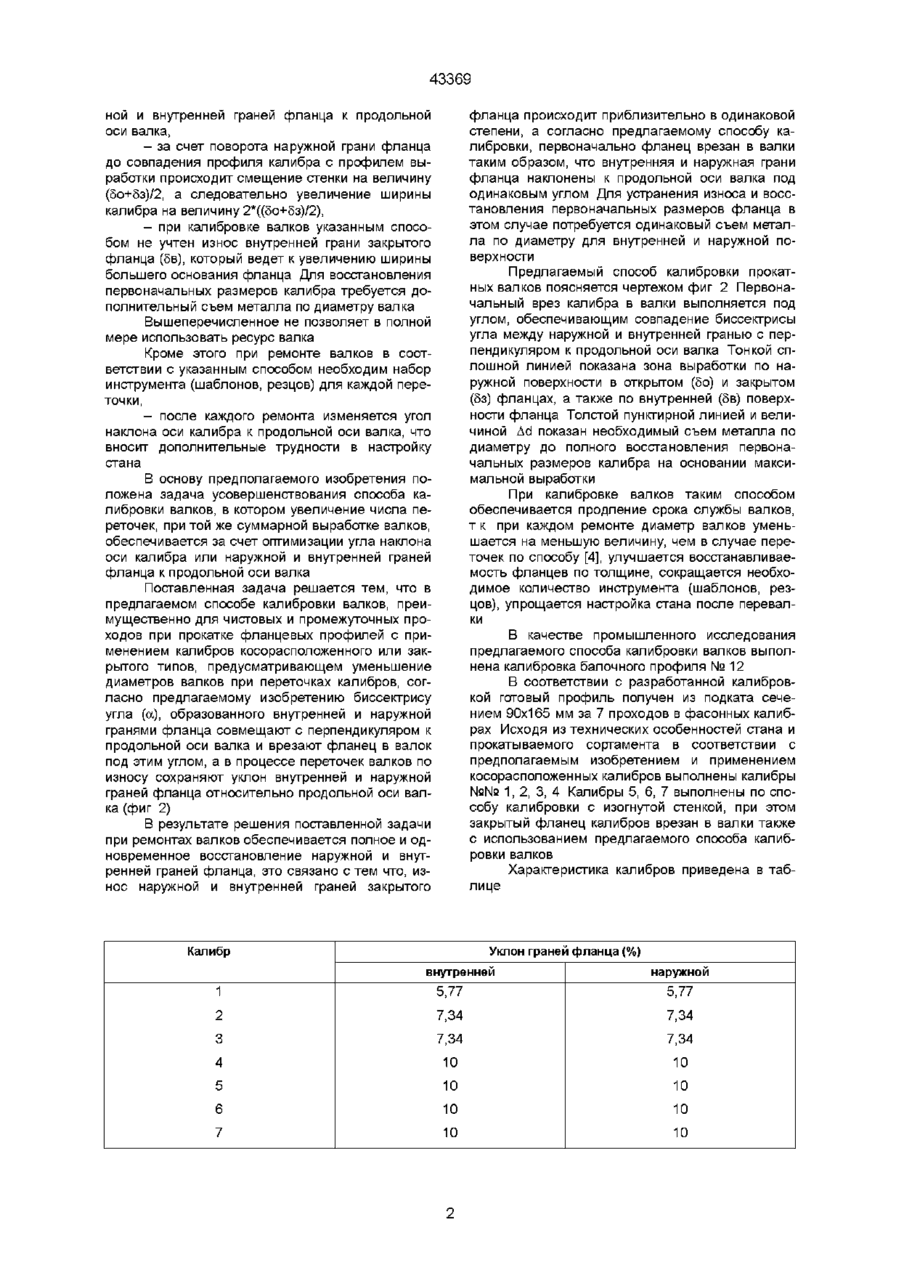
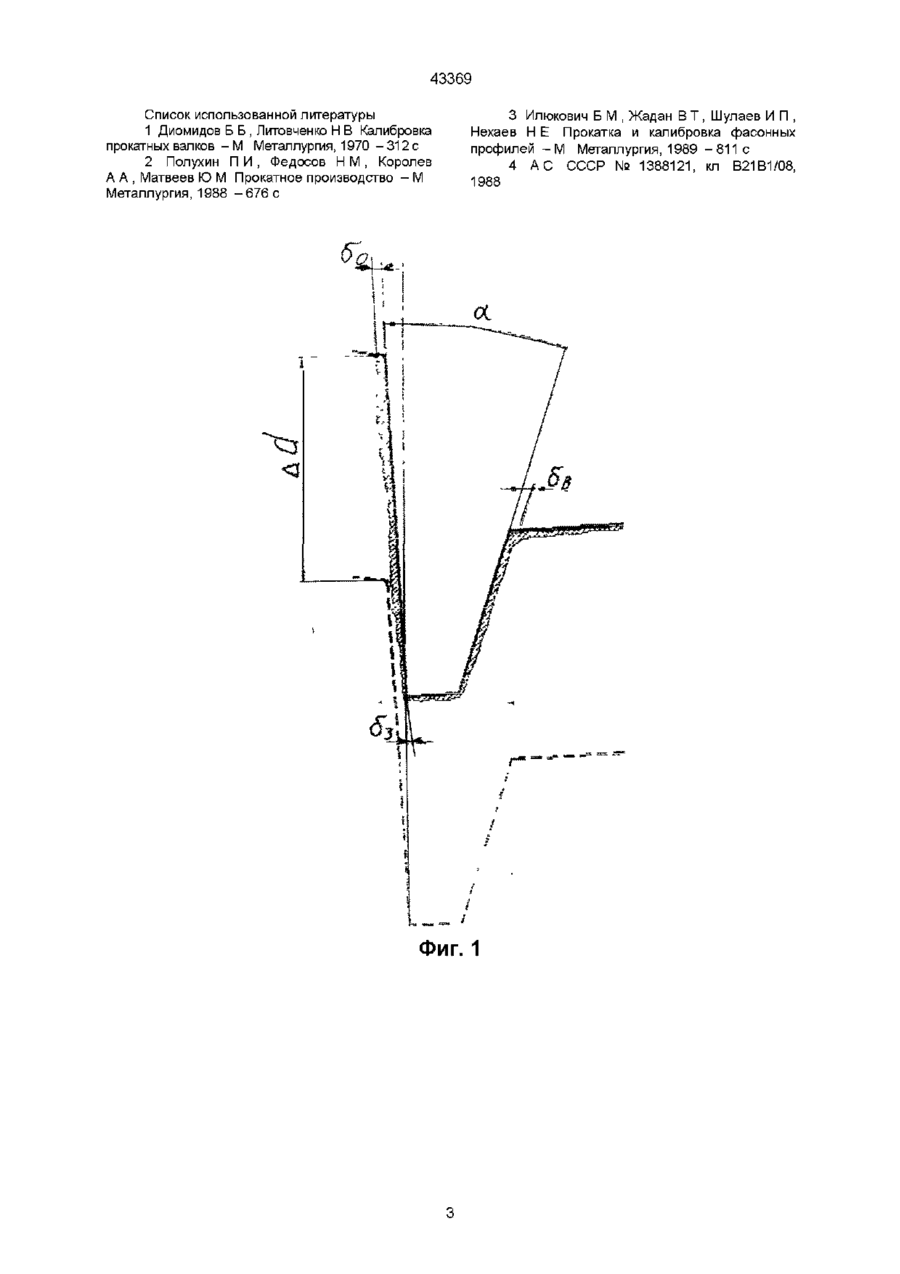
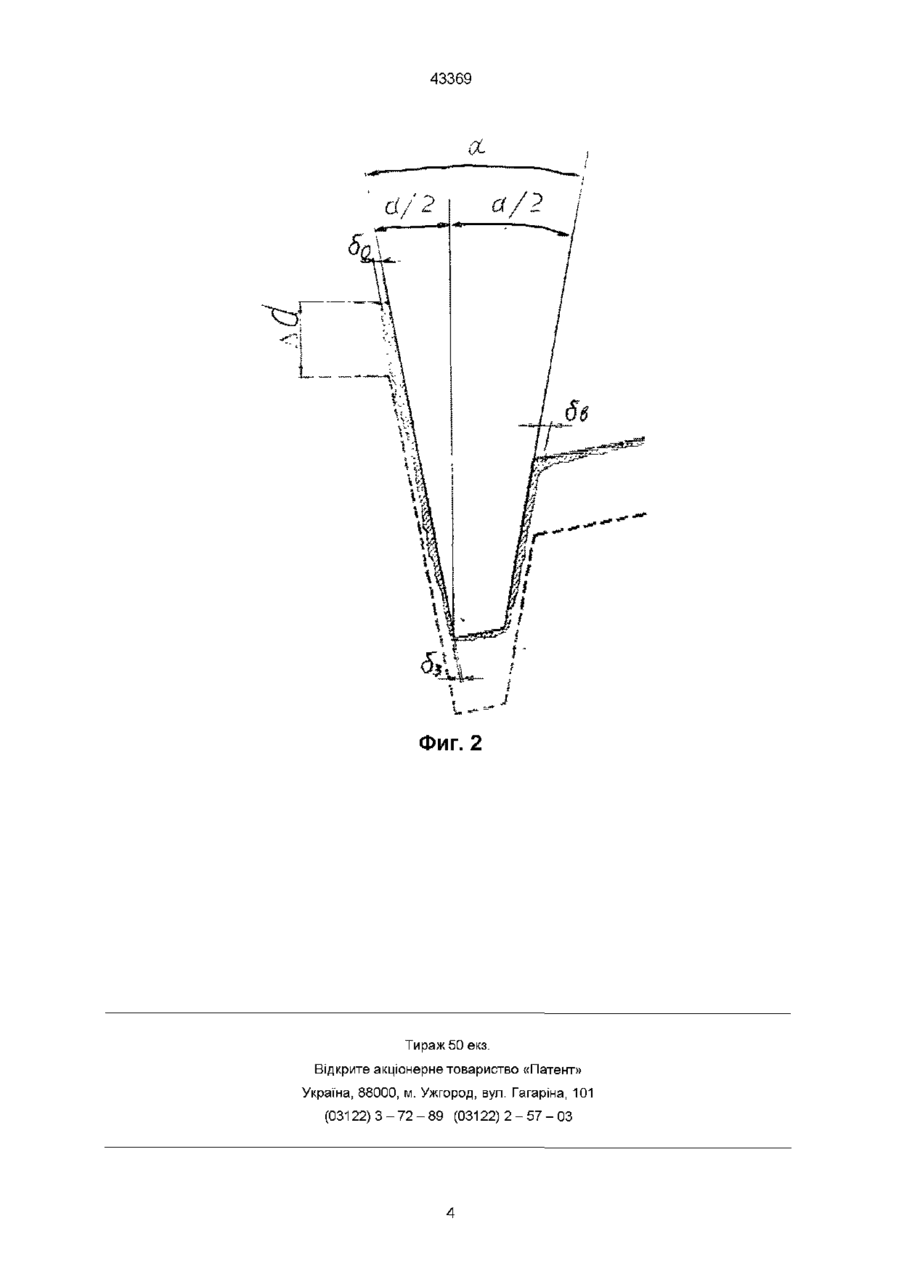
Способ калибровки прокатных валков, предусматривающий уменьшение диаметров валков при переточках калибров, врез закрытого фланца в валок с уклоном внутренней и наружной граней фланца относительно продольной оси валка, отличающийся тем, что биссектрису угла, образованного внутренней и наружной гранями фланца совмещают с перпендикуляром к продольной оси валка и врезают фланец в валок под этим углом, а в процессе переточек валков по износу сохраняют уклон граней фланца относительно продольной оси валка увеличивается по направлению к вершине открытого фланца восстановление первоначальных размеров калибра влечет за собой повышенный расход валков Это происходит потому, что при ремонте одна стенка калибра восстанавливается, а для восстановления другой необходимо произвести дополнительный съем металла по диаметру Наиболее близким к предлагаемому способу является способ калибровки валков предусматривающий увеличение, постепенно по мере переточек по износу, уклона наружной фланцевой грани калибра в соответствии с разницей выработки по высоте, изменяя при этом разворот фланца калибра относительно горизонтальной оси валка [4] Способ поясняется чертежом фиг 1, на котором показан участок фланцевого калибра Тонкой линией показана зона выработки участка калибра, образующего наружную поверхность фланца Величина выработки различна в открытом (5о) и закрытом (5з) фланцах Толстой пунктирной линией и величиной Ad показан необходимый съем металла по диаметру на основании максимальной выработки калибра с учетом увеличения уклона наружной грани фланца При калибровке валков указанным способом не полностью устраняется дополнительный съем металла по диаметру валка Это связано с тем, что - первоначально калибр построен по рекомендациям [1 3] и имеет различный уклон наруж О (О го го 43369 ной и внутренней граней фланца к продольной оси валка, - за счет поворота наружной грани фланца до совпадения профиля калибра с профилем выработки происходит смещение стенки на величину (5о+5з)/2, а следовательно увеличение ширины калибра на величину 2*((5о+5з)/2), - при калибровке валков указанным способом не учтен износ внутренней грани закрытого фланца (5в), который ведет к увеличению ширины большего основания фланца Для восстановления первоначальных размеров калибра требуется дополнительный съем металла по диаметру валка Вышеперечисленное не позволяет в полной мере использовать ресурс валка Кроме этого при ремонте валков в соответствии с указанным способом необходим набор инструмента (шаблонов, резцов) для каждой переточки, - после каждого ремонта изменяется угол наклона оси калибра к продольной оси валка, что вносит дополнительные трудности в настройку стана В основу предполагаемого изобретения положена задача усовершенствования способа калибровки валков, в котором увеличение числа переточек, при той же суммарной выработке валков, обеспечивается за счет оптимизации угла наклона оси калибра или наружной и внутренней граней фланца к продольной оси валка Поставленная задача решается тем, что в предлагаемом способе калибровки валков, преимущественно для чистовых и промежуточных проходов при прокатке фланцевых профилей с применением калибров косорасположенного или закрытого типов, предусматривающем уменьшение диаметров валков при переточках калибров, согласно предлагаемому изобретению биссектрису угла (а), образованного внутренней и наружной гранями фланца совмещают с перпендикуляром к продольной оси валка и врезают фланец в валок под этим углом, а в процессе переточек валков по износу сохраняют уклон внутренней и наружной граней фланца относительно продольной оси валка (фиг 2) фланца происходит приблизительно в одинаковой степени, а согласно предлагаемому способу калибровки, первоначально фланец врезан в валки таким образом, что внутренняя и наружная грани фланца наклонены к продольной оси валка под одинаковым углом Для устранения износа и восстановления первоначальных размеров фланца в этом случае потребуется одинаковый съем металла по диаметру для внутренней и наружной поверхности Предлагаемый способ калибровки прокатных валков поясняется чертежом фиг 2 Первоначальный врез калибра в валки выполняется под углом, обеспечивающим совпадение биссектрисы угла между наружной и внутренней гранью с перпендикуляром к продольной оси валка Тонкой сплошной линией показана зона выработки по наружной поверхности в открытом (5о) и закрытом (5з) фланцах, а также по внутренней (5в) поверхности фланца Толстой пунктирной линией и величиной Ad показан необходимый съем металла по диаметру до полного восстановления первоначальных размеров калибра на основании максимальной выработки При калибровке валков таким способом обеспечивается продление срока службы валков, т к при каждом ремонте диаметр валков уменьшается на меньшую величину, чем в случае переточек по способу [4], улучшается восстанавливаемость фланцев по толщине, сокращается необходимое количество инструмента (шаблонов, резцов), упрощается настройка стана после перевалки В качестве промышленного исследования предлагаемого способа калибровки валков выполнена калибровка балочного профиля № 12 В соответствии с разработанной калибровкой готовый профиль получен из подката сечением 90x165 мм за 7 проходов в фасонных калибрах Исходя из технических особенностей стана и прокатываемого сортамента в соответствии с предполагаемым изобретением и применением косорасположенных калибров выполнены калибры №№ 1, 2, 3, 4 Калибры 5, 6, 7 выполнены по способу калибровки с изогнутой стенкой, при этом закрытый фланец калибров врезан в валки также с использованием предлагаемого способа калибровки валков Характеристика калибров приведена в таблице В результате решения поставленной задачи при ремонтах валков обеспечивается полное и одновременное восстановление наружной и внутренней граней фланца, это связано с тем что, износ наружной и внутренней граней закрытого Калибр 1 Уклон граней фланца(%) внутренней 5,77 наружной 5,77 2 7,34 7,34 3 7,34 7,34 4 10 10 5 10 10 6 10 10 7 10 10 43369 Список использованной литературы 1 Диомидов Б Б , Литовченко Н В Калибровка прокатных валков - М Металлургия, 1970 - 3 1 2 с 2 Полухин П И , Федосов Н М , Королев А А , Матвеев Ю М Прокатное производство - М Металлургия, 1988 - 6 7 6 с 3 Илюкович Б М , Жадан В Т , Шулаев И П , Нехаев Н Е Прокатка и калибровка фасонных профилей Металлургия, 1989 - 8 1 1 с 4 А С СССР № 1388121, кл В21В1/08, 1988 Фиг. 1 43369 QL Фиг. 2 Тираж 50 екз. Відкрите акціонерне товариство «Патент» Україна, 88000, м. Ужгород, вул. Гагаріна, 101 (03122) 3 - 7 2 - 8 9 (03122) 2 - 5 7 - 0 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of calibration of forming rolls
Автори англійськоюBukrieiev Ivan Ivanovych, Horbuniov Oleh Heorhiiovych
Назва патенту російськоюСпособ калибровки прокатных валков
Автори російськоюБукреев Иван Иванович, Горбунев Олег Георгиевич
МПК / Мітки
МПК: B21B 28/00, B21B 1/08, B21B 1/02
Мітки: валків, калібрування, прокатних, спосіб
Код посилання
<a href="https://ua.patents.su/4-43369-sposib-kalibruvannya-prokatnikh-valkiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб калібрування прокатних валків</a>
Спосіб відцентрового лиття прокатних валків

Номер патенту: 1640
Опубліковано: 25.10.1994
Автори: Темніков Едуард Михайлович, Воронцов Микола Михайлович, Свистунов Ігор Олександрович, Долуда Анатолій Олександрович, Гольдштейн Леонід Борисович, Токар Галина Миколаївна
МПК: B22D 13/02
Мітки: валків, прокатних, лиття, спосіб, відцентрового
Формула / Реферат:
Способ центробежного литья прокатных валков, включающий заливку жидкого металла в литейную форму, скорость вращения которой соответствует значениям гравитационного коэффициента 50—150, для формообразования рабочего слоя валка и последующую заливку жидкого металла для формообразования сердцевины и шеек валков на затвердевший рабочий слой валка, отличающийся тем, что, с целью улучшения качества литых валков за счет уменьшения разрушения...
Спосіб відцентрового лиття біметалевих прокатних валків
Номер патенту: 1337
Опубліковано: 25.03.1994
Автори: Лушпа Анатолій Олексійович, Ганджа Григорій Архипович, Білай Григорій Омелянович, Матвеєва Марина Олегівна, Козаченко Микола Сергійович, Ждакаєв Генадій Павлович, Комосов Віктор Вікторович
МПК: B22D 13/00, B22D 27/20
Мітки: спосіб, прокатних, відцентрового, валків, лиття, біметалевих
Формула / Реферат:
Способ центробежного литья биметаллических прокатных валков, включающий плавку металла рабочего и внутреннего слоев, последовательную его заливку во вращаемую форму с одновременной подачей добавки при заливке металла внутреннего слоя, отличающийся тем, что металл рабочего и внутреннего слоев плавят в одном плавильном агрегате, при этом при заливке металла внутреннего слоя используют комплексную графитизирующую добавку, содержащую церий, барий...
Пристрій для рифлення прокатних валків
Номер патенту: 27834
Опубліковано: 16.10.2000
Автори: Шеремет Володимир Олександрович, Свирська Раіса Йосифівна, Васил`єв Євген Михайлович, Плишенко Микола Олександрович, Полещук Валентин Михайлович
МПК: B21H 7/00
Мітки: прокатних, рифлення, пристрій, валків
Формула / Реферат:
Устройство для рифлення прокатных валков, содержащее две каретки с размещенными в одной из них в два ряда тремя накатными роликами, а в другой - в два ряда двумя накатными роликами, отличающееся тем, что обе каретки установлены подвижно относительно друг друга и снабжены индивидуальными пружинами возврата, при этом каретка, имеющая два ряда по три ролика, выпалнена с возможностью независимого изменения положения каждого из рядов.
Спосіб калібровки валків блюмінга
Номер патенту: 10003
Опубліковано: 30.09.1996
Автори: Нечепоренко Володимир Андрійович, Губайдулін Вячеслав Фуатович, Кукуй Давид Пенхусович, Левічев Павло Олексійович, Тільга Степан Сергійович, Корінь Андрій Олександрович, Ротару Іон Теодорович
МПК: B21B 27/02, B21B 1/02
Мітки: калібровки, валків, блюмінга, спосіб
Формула / Реферат:
(57) Способ калибровки валков блюминга, включающий нарезку последовательно расположенных калибров с гладкой бочкой и ящичных калибров с выпуклым дном, перетачивание калибров по мере износа, отличающийся тем, что переточку каждого ручья первого ящичного калибра осуществляют с уменьшением катающего диаметра крайних участков дна калибра, составляющем 1,15 - 1,35 уменьшения катающего диаметра его выпуклого участка при смещении крайних участков...
Пристрій для осевої установки прокатних валків
Номер патенту: 6038
Опубліковано: 29.12.1994
Автор: Георг Енгель
МПК: B21B 31/16
Мітки: валків, установки, пристрій, осевої, прокатних
Формула / Реферат:
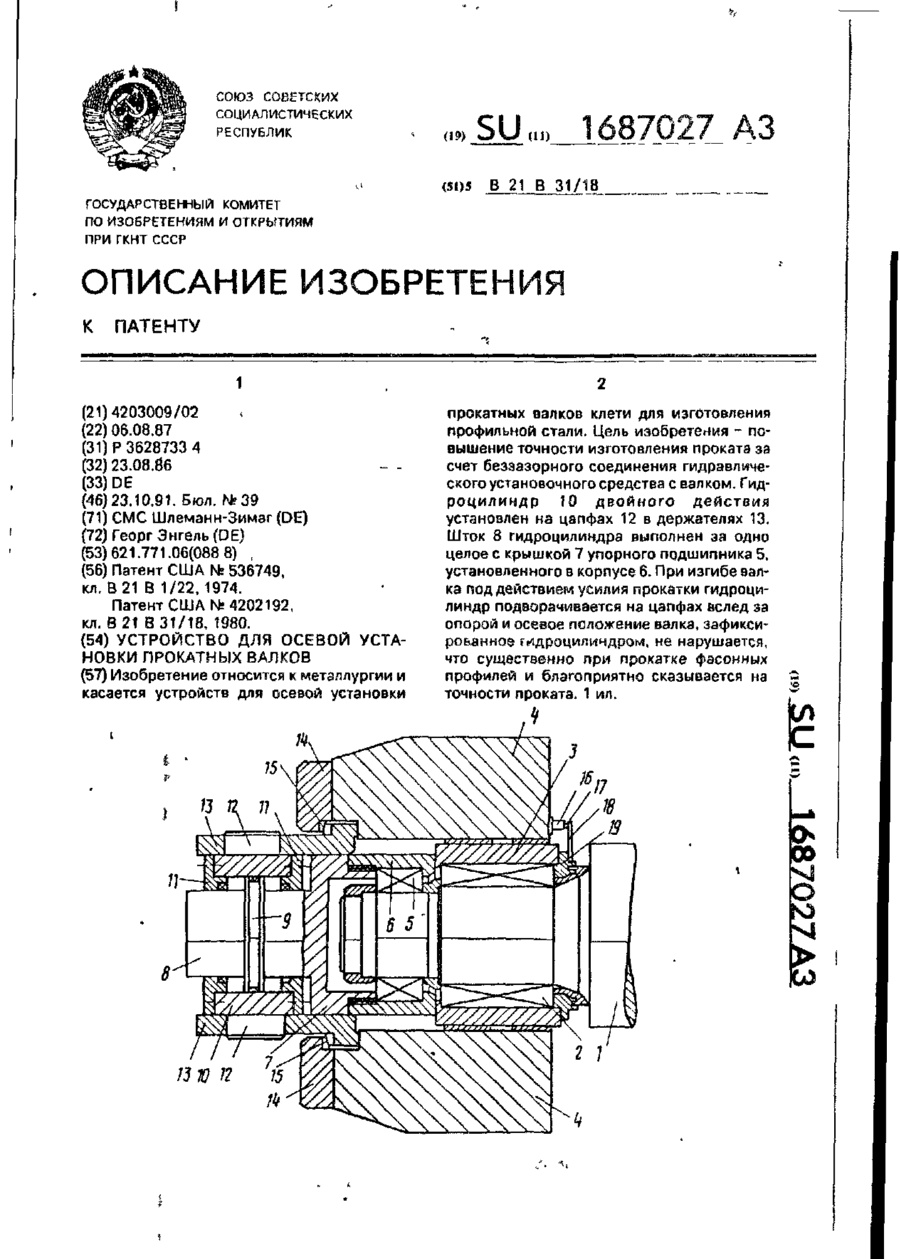
Устройство для осевой установки прокатных валков в клетях для изготовления стальных фасонных профилей, содержащее гидравлические установочные средства с гидроцилиндром двойного действия для по меньшей мере одного из двух валков, механизм регулирования положения гидравлических установочных средств, датчик регистрации фактического осевого положения валка, причем гидравлические установочные средства установлены с возможностью взаимодействия с...
Попередній патент: Спосіб безмедикаментозного лікування гіпертонічної хвороби та пристрій для його здійснення
Наступний патент: Споруда для перетворювання аварійного енергоблока атомної станції в екологічно безпечний стан та спосіб її монтажу
Випадковий патент: Жниварка для збиральних машин (варіанти)