Спосіб оптимізації якості поверхні литих заготовок
Номер патенту: 44840
Опубліковано: 15.03.2002
Автори: Деппе Герд-Йоахім, Паршат Лотар, Плешучнігг Фріц-Петер, Турм Ханс Гюнтер, Францен Ханс Уве
Формула / Реферат
1. Спосіб оптимізації якості поверхні литих заготовок, зокрема сталевих литих заготовок, на установці для безперервного розливу, в якій рідкий метал вводять в проточний кристалізатор і у частково затверділому стані витягують з кристалізатора, який включає вимір переміщення литої заготовки чутливими елементами, що вимірюють випромінювання з поверхні заготовки безконтактним способом без затримки у часі, причому чутливі елементи розташовані з можливістю створення вимірювального сигналу, який потім розшифровується, а вимір переміщення здійснюють в ділянці, що розташована максимально близько від виходу кристалізатора, який відрізняється тим, що покривають поверхню дзеркала ванни для розливу ливарним порошком, що утворює рідкий шлак, для утворення мастильної плівки між оболонкою заготовки і внутрішньою стінкою кристалізатора, визначають величину тертя між оболонкою вилитої заготовки і стінкою кристалізатора і вводять його у блок обробки даних, виконаний у вигляді обчислювальної машини, в обчислювальну машину вводять також вимірювальний сигнал, що характеризує переміщення вилитої заготовки у часі, в обчислювальній машині встановлюють залежність між виміряним значенням переміщення вилитої заготовки і величиною тертя вилитої заготовки у кристалізаторі, порівнюють параметри одержаної залежності із заданим значенням, яке одержують з використанням середнього значення швидкості вилитої заготовки, в залежності від значення одержаної в результаті порівняння різниці формують сигнал на зміну складу ливарного порошку для зниження тертя і/або параметрів коливань кристалізатора.
2. Спосіб за п. 1, який відрізняється тим, що сигнал на зміну параметрів коливань кристалізатора вводять в регулюючий блок приводу коливань для одержання імпульсу переміщення, що передається від кристалізатора на литу заготовку, мінімально можливого або дорівнюючого нулю.
3. Спосіб за п. 1, який відрізняється тим, що значення, яке характеризує тертя литої заготовки в кристалізаторі при гідравлічному приводі пристрою для створення коливного переміщення кристалізатора, одержують з різниці тисків у гідроциліндрі при його холостому ході та робочому режимі.
4. Спосіб за п. 1, який відрізняється тим, що значення, яке характеризує тертя вилитої заготовки в кристалізаторі при механічному приводі, одержують з динамометричної комірки, розташованої на важільному механізмі коливань.
5. Спосіб за п. 1, який відрізняється тим, що використовують суміші ливарних порошків з різним співвідношенням компонентів.
6. Спосіб за п. 1 або 5, який відрізняється тим, що агрегатний стан ливарного порошку змінюють перед його контактом з рідким металом у кристалізаторі, наприклад, розм'якшують або розріджують його за рахунок підведення теплової енергії.
7. Спосіб за п. 1, який відрізняється тим, що вимір переміщення литої заготовки здійснюють оптично камерою з діодним лінійним ланцюжком, розташованим збоку, поряд з вузькою стороною литої заготовки, у напрямку, що збігається з напрямком розливання.
Текст
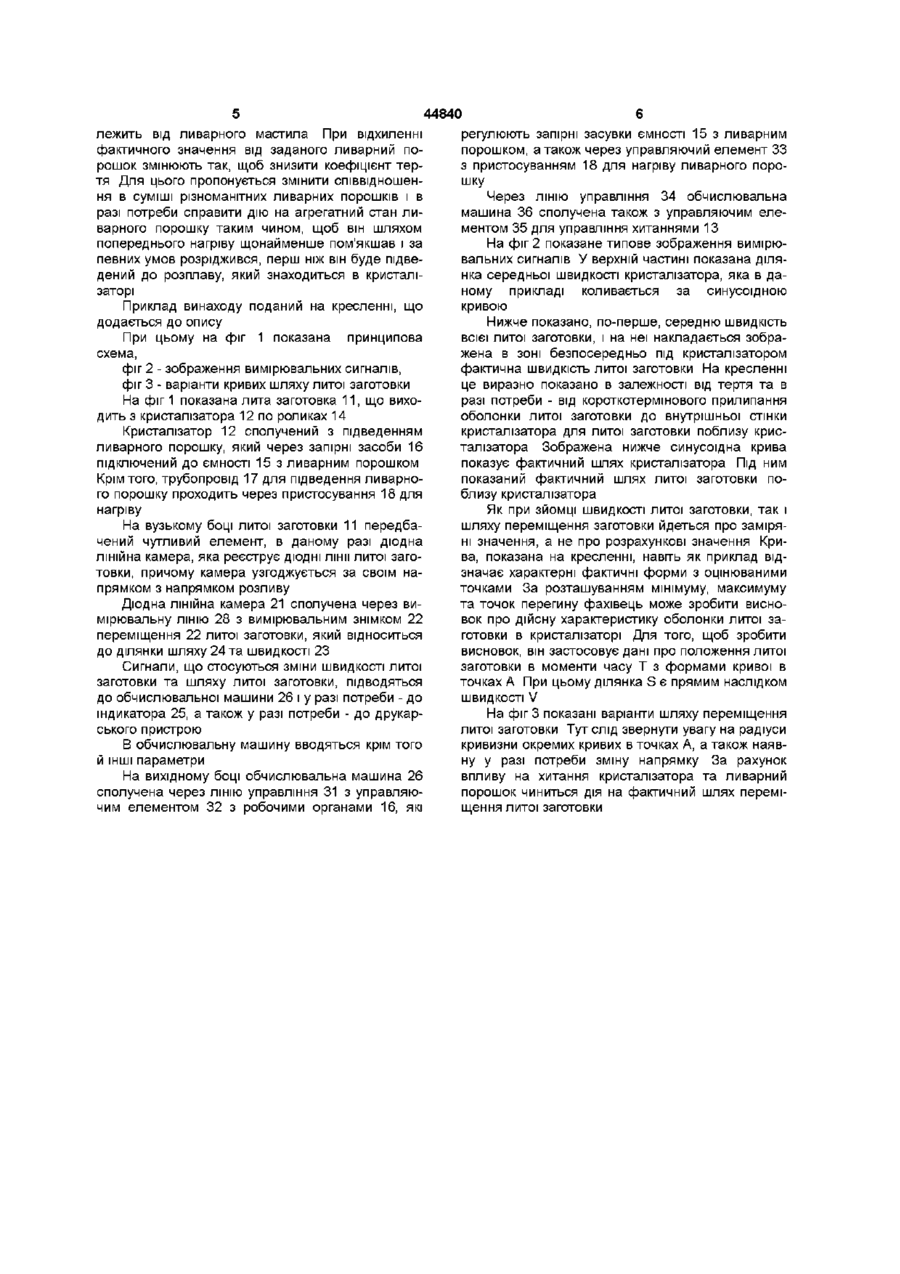
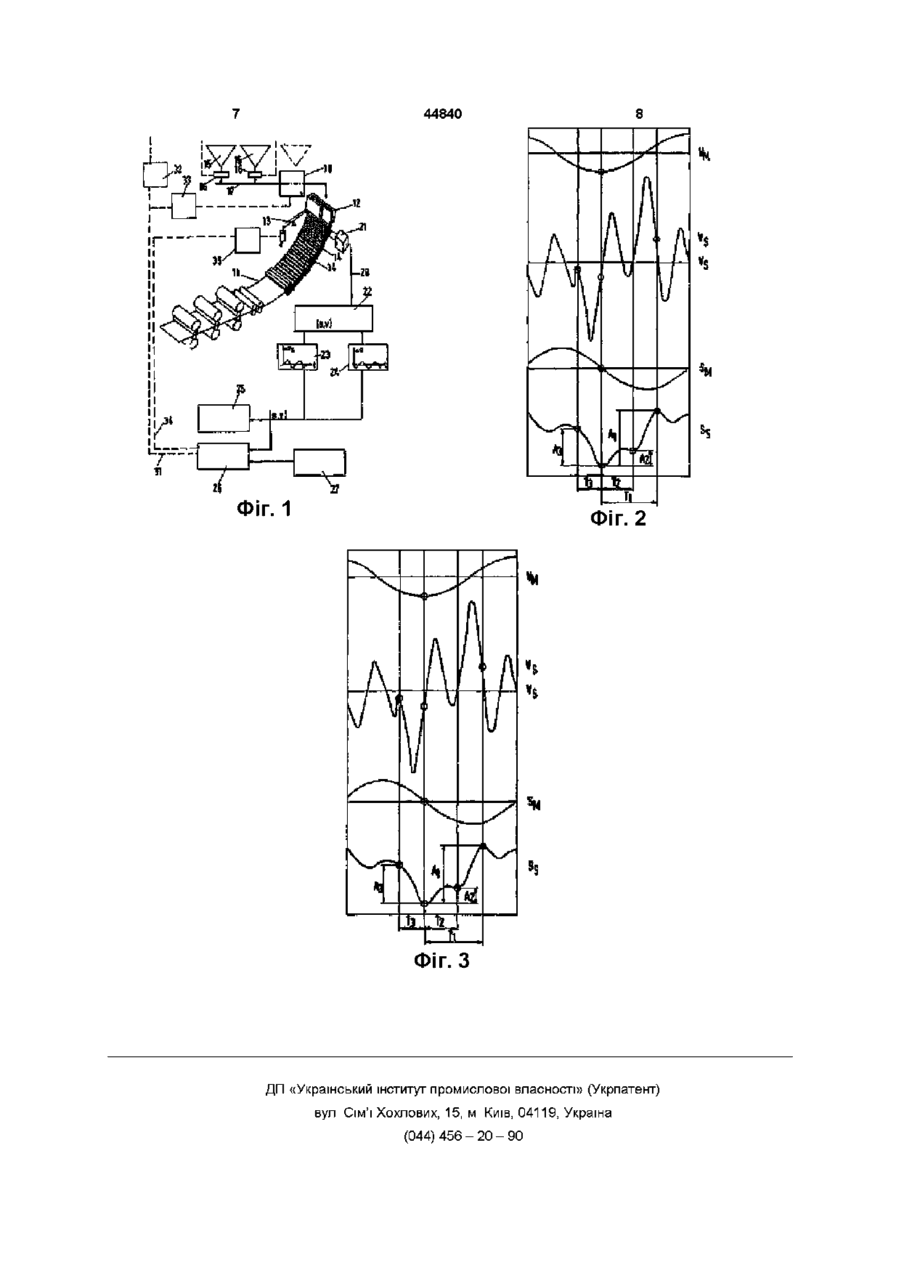
1 Спосіб оптимізацм якості поверхні литих заготовок, зокрема сталевих литих заготовок, на установці для безперервного розливу, в якій рідкий метал вводять в проточний кристалізатор і у частково затверділому стані витягують з кристалізатора, який включає вимір переміщення литої заготовки чутливими елементами, що вимірюють випромінювання з поверхні заготовки безконтактним способом без затримки у часі, причому чутливі елементи розташовані з можливістю створення вимірювального сигналу, який потім розшифровується, а вимір переміщення здійснюють в ДІЛЯНЦІ, що розташована максимально близько від виходу кристалізатора, який відрізняється тим, що покривають поверхню дзеркала ванни для розливу ливарним порошком, що утворює рідкий шлак, для утворення мастильної плівки між оболонкою заготовки і внутрішньою стінкою кристалізатора, визначають величину тертя між оболонкою вилитої заготовки і стінкою кристалізатора і вводять його у блок обробки даних, виконаний у вигляді обчислювальної машини, в обчислювальну машину вводять також вимірювальний сигнал, що характеризує переміщення вилитої заготовки у часі, в обчислювальній машині встановлюють залежність між виміряним значенням переміщення вилитої заготовки і величиною тертя вилитої заготовки у Даний винахід відноситься до способу оптимізацм якості поверхні довгомірних сталевих заготовок, одержуваних безперервною розливкою кристалізаторі, порівнюють параметри одержаної залежності із заданим значенням, яке одержують з використанням середнього значення швидкості вилитої заготовки, в залежності від значення одержаної в результаті порівняння різниці формують сигнал на зміну складу ливарного порошку для зниження тертя і/або параметрів коливань кристалізатора 2 Спосіб за п 1, який відрізняється тим, що сигнал на зміну параметрів коливань кристалізатора вводять в регулюючий блок приводу коливань для одержання імпульсу переміщення, що передається від кристалізатора на литу заготовку, мінімально можливого або дорівнюючого нулю 3 Спосіб за п 1, який відрізняється тим, що значення, яке характеризує тертя литої заготовки в кристалізаторі при гідравлічному приводі пристрою для створення коливного переміщення кристалізатора, одержують з різниці тисків у гідроциліндрі при його холостому ході та робочому режимі 4 Спосіб за п 1, який відрізняється тим, що значення, яке характеризує тертя вилитої заготовки в кристалізаторі при механічному приводі, одержують з динамометричної комірки, розташованої на важільному механізмі коливань 5 Спосіб за п 1, який відрізняється тим, що використовують суміші ливарних порошків з різним співвідношенням компонентів 6 Спосіб за п 1 або 5, який відрізняється тим, що агрегатний стан ливарного порошку змінюють перед його контактом з рідким металом у кристалізаторі, наприклад, розм'якшують або розріджують його за рахунок підведення теплової енергії 7 Спосіб за п 1, який відрізняється тим, що вимір переміщення литої заготовки здійснюють оптично камерою з дюдним ЛІНІЙНИМ ланцюжком, розташованим збоку, поряд з вузькою стороною литої заготовки, у напрямку, що збігається з напрямком розливання При розливі сталевих заготовок на установках для безперервного розливання лита заготовка витягується з кристалізатора як правило з постій О о 00 44840 ною швидкістю Рівень дзеркала розплаву в кристалізаторі підтримується постійним шляхом регулювання припливу розплаву з розподільника Деякі установки для розливання, зокрема заготовочні або обтискні стани здійснюють розливання з постійним надходженням розплаву з розподільника та регулюють рівень в кристалізаторі шляхом зміни швидкості витягування литої заготовки Обидва цих засоби є доступними для фахівця без необхідності звернення до спеціальної літератури В обох згаданих вище випадках, в першому дещо більш простому, ніж в другому, для визначення аномалій навколо кристалізатора робляться спроби виміру співвідношення тертя між литою заготовкою і кристалізатором Ці вимірювання здійснюються таким чином, що під час розливання заміряють силу, необхідну для здійснення руху кристалізатора, і протиставляють силам, які виникають на холостому ходу При цьому досі застосовуються та досліджуються як механічні, так і гідравлічні приводи хитного руху кристалізатора Для механічного привода кристалізатора ВІДОМІ такі системи, як "Concast Standart News", том 30, 1/1991, crop 4 - 5 Відповідна гідравлічна система привода відома з DE3543790C2 Стосовно виконання та якості поверхні литої заготовки відомо (наприклад, з "Stahl u Eisen", 108 (1988, №3, crop 1125 - 1127), що при хитному кристалізаторі для безперервної розливки велике значення надається застосуванню ливарного порошку для утворення змащувальної плівки між стінкою кристалізатора і оболонкою заготовки Тому робилися також спроби ("Stahl u Eisen", 107 (1987) №14, 15, crop 673 - 677) одержати ВІДОМОСТІ про характеристику литої заготовки в кристалізаторі шляхом виміру сили витягування на початковій стадії процесу Для цього в ЛІНІЮ холодної прокатки вбудовувався ВІДПОВІДНИМ ЧИНОМ виконаний пристрій для виміру сили Цей спосіб, природно, підходить тільки для контролю на початковій стадії процесу розливу Під час власне робочої фази застосування цього способу виміру є неможливим Через те що для виконання поверхні литої заготовки поряд з певним типом мастила між кристалізатором і оболонкою литої заготовки мають значення зміни всередині кристалізатора, наприклад, такі, що викликаються параметрами хитань (висота ходу, частота ходів, форма кривої), а також сама якість сталі, швидкість витягування литої заготовки, умови охолодження, а також температура сталі та вид напрямку литої заготовки, зокрема на ливарних валках, тільки на основі порівняння характеристик хитного переміщення кристалізатора у холостому режимі та в робочому режимі не можна зробити безпосередніх висновків, які прямо стосувалися б робочого режиму В усіх цих аспектах передбачається, що швидкість безперервної розливки в кристалізаторі є рівномірною швидкістю, певно, внаслідок того факту, що витягання литої заготовки здійснюється за допомогою валків, які однаково обертаються Однак на дійсну швидкість значно впливає співвідношення між тертям в кристалізаторі Це можна бачити по зворотно-поступальному переміщенню угору та вниз литої заготовки, яке спостерігається неозброєним оком (див "Stahl u Eisen" (1987) №14, 15, crop 673 - 677) 3 DE3806583A1 відомо визначення характеру процесу переміщення литої заготовки в зоні, максимально наближеній до виходу з кристалізатора, причому вимірювальний сигнал підводиться через камеру з дюдним ЛІНІЙНИМ ланцюжком (дюдну лінійну камеру) до блока обробки даних або індикаторного блока Спосіб, відомий з цієї публікації, служить для того, щоб врахувати власні хитання литої заготовки або установки та відрегулювати переміщення в усій установці таким чином, щоб виключити критичні зони Метою винаходу є винайдення можливості поліпшити ВІДОМІ способи виміру, що дозволили б безпосередньо діяти на регульовані параметри режиму для поліпшення властивостей поверхні Ця мета досягається ВІДМІТНИМИ ознаками, наведеними в основному пункті формули винаходу, що відноситься до способу Подальше вдосконалення вирішення згідно з винаходом міститься в підпунктах Згідно З винаходом з високою точністю заміряється фактичний шлях, який проходить лита заготовка, і тим самим характеристика швидкості за часом Одержувану при цьому фактичну відносну швидкість порівнюють з іншими, також зареєстрованими впливаючими чинниками та з ВІДПОВІДНИМ кореляційним способом, переважно з помножуючим розрахунком впливаючих чинників Спосіб виміру дає як початкову інформацію характеристику шляху литої заготовки за часом При виникненні різниці із зареєстрованим шляхом утворюється характеристика відносного шляху або відносної швидкості за часом до номінального шляху або номінальної швидкості Зі з неузгодження між фактичним та заданим значенням утворюється управляючий сигнал для зміни складу ливарного порошку з метою зниження коефіцієнта тертя і/або хитань кристалізатора Шляхом поєднання з силою в циліндрі привода визначається робота тертя або потужність тертя в системі привода підйомного стола кристалізатора та оптимізуються впливаючі чинники ВІДПОВІДНО до заданих цільових параметрів Шляхом безпосереднього виміру із застосуванням знайдених кореляційних відношень (взаємної залежності) будується замкнений регулювальний контур та визначається дія на цільовий параметр "контур поверхні", наприклад, глибину ливарних марок або інтервал між ливарними марками В більш прийнятній формі виконання сигнал для виміру хитань кристалізатора підводиться до блока управління приводом хитань таким чином, щоб імпульс переміщення, що передається від кристалізатора до литої заготовки, був якомога меншим або близьким до нуля Як зміряне значення в гідравлічному приводі пропонується застосовувати вимірювальну величину, одержану з різниці тиску в гідравлічному циліндрі між холостим ходом та робочим режимом В механічній установці ця величина може одержуватися за допомогою динамометричної комірки Вплив на коефіцієнт тертя більшою мірою за 44840 лежить від ливарного мастила При відхиленні фаісгичного значення від заданого ливарний порошок змінюють так, щоб знизити коефіцієнт тертя Для цього пропонується змінити співвідношення в суміші різноманітних ливарних порошків і в разі потреби справити дію на агрегатний стан ливарного порошку таким чином, щоб він шляхом попереднього нагріву щонайменше пом'якшав і за певних умов розріджився, перш ніж він буде підведений до розплаву, який знаходиться в кристалізаторі Приклад винаходу поданий на кресленні, що додається до опису При цьому на фіг 1 показана принципова схема, фіг 2 - зображення вимірювальних сигналів, фіг 3 - варіанти кривих шляху литої заготовки На фіг 1 показана лита заготовка 11, що виходить з кристалізатора 12 по роликах 14 Кристалізатор 12 сполучений з підведенням ливарного порошку, який через запірні засоби 16 підключений до ємності 15 з ливарним порошком Крім того, трубопровід 17 для підведення ливарного порошку проходить через пристосування 18 для нагріву На вузькому боці литої заготовки 11 передбачений чутливий елемент, в даному разі дюдна лінійна камера, яка реєструє дюдні лінії литої заготовки, причому камера узгоджується за своїм напрямком з напрямком розливу Дюдна лінійна камера 21 сполучена через вимірювальну ЛІНІЮ 28 з вимірювальним знімком 22 переміщення 22 литої заготовки, який відноситься до ділянки шляху 24 та швидкості 23 Сигнали, що стосуються зміни швидкості литої заготовки та шляху литої заготовки, підводяться до обчислювальної машини 26 і у разі потреби - до індикатора 25, а також у разі потреби - до друкарського пристрою В обчислювальну машину вводяться крім того й ІНШІ параметри На вихідному боці обчислювальна машина 26 сполучена через ЛІНІЮ управління 31 з управляючим елементом 32 з робочими органами 16, які регулюють запірні засувки ємності 15 з ливарним порошком, а також через управляючий елемент 33 з пристосуванням 18 для нагріву ливарного порошку Через ЛІНІЮ управління 34 обчислювальна машина 36 сполучена також з управляючим елементом 35 для управління хитаннями 13 На фіг 2 показане типове зображення вимірювальних сигналів У верхній частині показана ділянка середньої швидкості кристалізатора, яка в даному прикладі коливається за синусоїдною кривою Нижче показано, по-перше, середню швидкість всієї литої заготовки, і на неї накладається зображена в зоні безпосередньо під кристалізатором фактична швидкість литої заготовки На кресленні це виразно показано в залежності від тертя та в разі потреби - від короткотермінового прилипання оболонки литої заготовки до внутрішньої стінки кристалізатора для литої заготовки поблизу кристалізатора Зображена нижче синусоїдна крива показує фактичний шлях кристалізатора Під ним показаний фактичний шлях литої заготовки поблизу кристалізатора Як при зйомці швидкості литої заготовки, так і шляху переміщення заготовки йдеться про заміряні значення, а не про розрахункові значення Крива, показана на кресленні, навіть як приклад відзначає характерні фактичні форми з оцінюваними точками За розташуванням мінімуму, максимуму та точок перегину фахівець може зробити висновок про дійсну характеристику оболонки литої заготовки в кристалізаторі Для того, щоб зробити висновок, він застосовує дані про положення литої заготовки в моменти часу Т з формами кривої в точках А При цьому ділянка S є прямим наслідком швидкості V На фіг 3 показані варіанти шляху переміщення литої заготовки Тут слід звернути увагу на радіуси кривизни окремих кривих в точках А, а також наявну у разі потреби зміну напрямку За рахунок впливу на хитання кристалізатора та ливарний порошок чиниться дія на фактичний шлях переміщення литої заготовки 44840 -ЇВ f Г Ы ^W-t r •в •у !i^* I T"" 7 Фіг. 1 Фіг. 2 Фіг. З ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна (044) 456 - 20 - 90
ДивитисяДодаткова інформація
Автори англійськоюPleschiutschnigg Fritz-Peter, Parshat Lotar
Автори російськоюПлешучнигг Фриц-Петер, Паршат Лотар
МПК / Мітки
МПК: B22D 11/16
Мітки: литих, оптимізації, заготовок, поверхні, якості, спосіб
Код посилання
<a href="https://ua.patents.su/4-44840-sposib-optimizaci-yakosti-poverkhni-litikh-zagotovok.html" target="_blank" rel="follow" title="База патентів України">Спосіб оптимізації якості поверхні литих заготовок</a>
Спосіб пдп оплавлення поверхні металічних заготовок
Номер патенту: 701
Опубліковано: 15.12.1993
Автори: Торхов Генадій Федорович, Кедрін Володимир Ксенофонтович, Латаш Юрій Вадімович, Таранов Михаіл Іванович, Тагер Лев Рафаілович, Толстопятов Костянтин Сергійович
МПК: C21C 5/56
Мітки: спосіб, металічних, пдп, заготовок, оплавлення, поверхні
Формула / Реферат:
1. Способ плазменнодугового оплавлення поверхности металлических заготовок, включающий образование ванны жидкого металла в контролируемой атмосфере, перемещение плазмотронов и металлической заготовки относительно друг друга, отличающийся тем, что, с целью формирования качественной переплавленной поверхности, предварительно определяют оптимальное давление плазменной дуги изменением ее давления в диапазоне 5—20- 10 Н/м до получения...
Спосіб одержання литих виробів необмеженої довжини з металів та сплавів
Номер патенту: 20250
Опубліковано: 15.07.1997
Автори: Опанасенко Віктор Миколайович, Опанасенко Олександр Миколайович
МПК: C22B 9/18, B22D 11/00
Мітки: литих, спосіб, сплавів, металів, довжини, одержання, виробів, необмеженої
Формула / Реферат:
Спосіб одержання литих виробів необмеженої довжини з металів та сплавів, що включає приготування і рафінування розплаву, формоутворення, кристалізацію і витягування готового виробу, який відрізняється тим, що приготування і рафінування розплаву здійснюють в тиглі установки для електрошлакової тигельної плавки, до якого приєднують кристалізатор машини безперервного лиття, що сполучається з розплавом.
Кристалізатор машини безперервного лиття заготовок
Номер патенту: 36130
Опубліковано: 16.04.2001
Автори: Сахно Валерій Олександрович, Носоченко Олег Васильович, Найдек Володимир Леонтійович, Якобше Ришард Якубович, Галай Володимир Петрович, Галай Ірина Генадіївна, Ніколаєв Генадій Андрійович
МПК: B22D 11/04, B22D 11/112
Мітки: машини, лиття, кристалізатор, безперервного, заготовок
Текст:
...їх прилягання до стінок, а більш коротка вершина холодильника забезпечує одержання більш короткої перемички, що забезпечує її підвищену суцільність. Поперечна форма, одержаної за допомогою запропонованого кристалізатора заготовки відповідає формі порожнини кристалізатора. Поздовжнє різання заготовки проводиться по лінії А-А. Таким чином, забезпечується перпендикулярність не менше трьох граней отриманих заготовок, що зручно при подачі їх до...
Спосіб обробки розплаву металу при неперервному литті заготовок
Номер патенту: 40053
Опубліковано: 16.07.2001
Автори: Різун Анатолій Романович, Лепіхов Леонід Сергійович, Ісаєв Олег Борисович, Грабовий Валерій Михайлович, Цуркін Володимир Миколайович, Ващиленко Василь Іванович
МПК: B22D 11/114
Мітки: спосіб, неперервному, заготовок, литті, металу, розплаву, обробки
Формула / Реферат:
Спосіб обробки розплаву металу при неперервному литті заготовок, який включає подачу металу до кристалізатора прямокутного поперечного перерізу, надання металевій стрічці необхідної траєкторії руху та введення до розплаву холодильників у вигляді металевої стрічки під визначеним кутом щодо вертикальної осі кристалізатора та його широкої сторони, який відрізняється тим, що усередину розплаву через стрічку вводять електрогідравлічні ударні...
Спосіб отримання мірних та кратних заготовок на однострумковій машині безперервного лиття заготовок

Номер патенту: 20239
Опубліковано: 15.07.1997
Автори: Каплан Володимир Нусійович, Акулов Валєрій Володимирович, Кац Григорій Аронович, Ларіонов Олександр Олексійович
МПК: B22D 11/16
Мітки: лиття, спосіб, однострумковій, кратних, безперервного, мірних, отримання, машини, заготовок
Формула / Реферат:
Способ получения мерных и кратных заготовок на одноручьевой машине непрерывного литья заготовок, включающий измерение массы металла в промежуточном ковше и пересчет ее в длину слитка в соответствии с сечением кристаллизатора, измерение текущей длины слитка, измерение текущей мерной длины заготовки и выдачу команды на рез при совпадении заданной и текущей мерных длин, отличающийся тем, что после окончания разливки металла из...
Попередній патент: Запірно – пломбувальний пристрій
Наступний патент: Спосіб одержання високочисtого буспірону та його хлоргідрату
Випадковий патент: Пристрій для витягання порожнистих деталей з корпусу