Спосіб контрольного збирання череня кільцевої печі
Номер патенту: 46390
Опубліковано: 25.12.2009
Автори: Легенченко Геннадій Степанович, Копалін Борис Васильович, Юнес Разаз
Формула / Реферат
1. Спосіб контрольного збирання череня кільцевої печі, що включає установку секторів череня на стенді, контроль номінального положення секторів, з'єднання секторів між собою, установку устаткування, що входить до складу секторів, який відрізняється тим, що з метою забезпечення можливості контрольного збирання на обмеженому просторі, істотно меншому розмірів череня, і зменшення витрат, на стенді проводять розмітку номінального положення секторів в кількості, що поміщається на наявному просторі, але не менше трьох, потім сектори укладають на їх номінальні місця, а зазори між секторами щільно заповнюють прокладками.
2. Спосіб за п. 1, який відрізняється тим, що розмітку номінального положення секторів починають з крайніх секторів із загальної кількості секторів, що прийнята до одночасного контрольного збирання і поміщається на стенді; при цьому положення кінців внутрішніх бічних сторін секторів визначається за допомогою трикутників, утворених бічною стороною сектора, відстанню між кінцями бічних сторін по базовому діаметру череня і відстанню (діагоналлю) між кінцями бічних сторін по зовнішньому і внутрішньому діаметрах череня, а контроль розмітки номінального положення секторів проводять по відстані між кінцями бічних сторін секторів по іншому діаметру череня.
3. Спосіб за пп. 1 і 2, який відрізняється тим, що розмітку наступних секторів, що знаходяться між крайніми, проводять, базуючись на розмічених вже внутрішніх сторонах крайніх секторів, за допомогою трикутників, утворених цими внутрішніми сторонами, відстанню між кінцями їх сторін по базовому діаметру і діагоналлю між базовим кінцем іншої сторони сектора і іншим кінцем базової сторони, аналогічно проводять розмітку зовнішніх сторін крайніх секторів.
4. Спосіб за пп. 1, 2 і 3, який відрізняється тим, що загальний контроль розмітки проводять за габаритними розмірами і діагоналями середнього сектора.
5. Спосіб за пп. 1, 2, 3 і 4, який відрізняється тим, що повузлове контрольне збирання проводять по непарному числу секторів.
6. Спосіб контрольного збирання череня, аналогічний описаному в попередніх пп., який відрізняється тим, що розмітку стенда і збирання проводять в зворотній послідовності - від середини до країв.
Текст
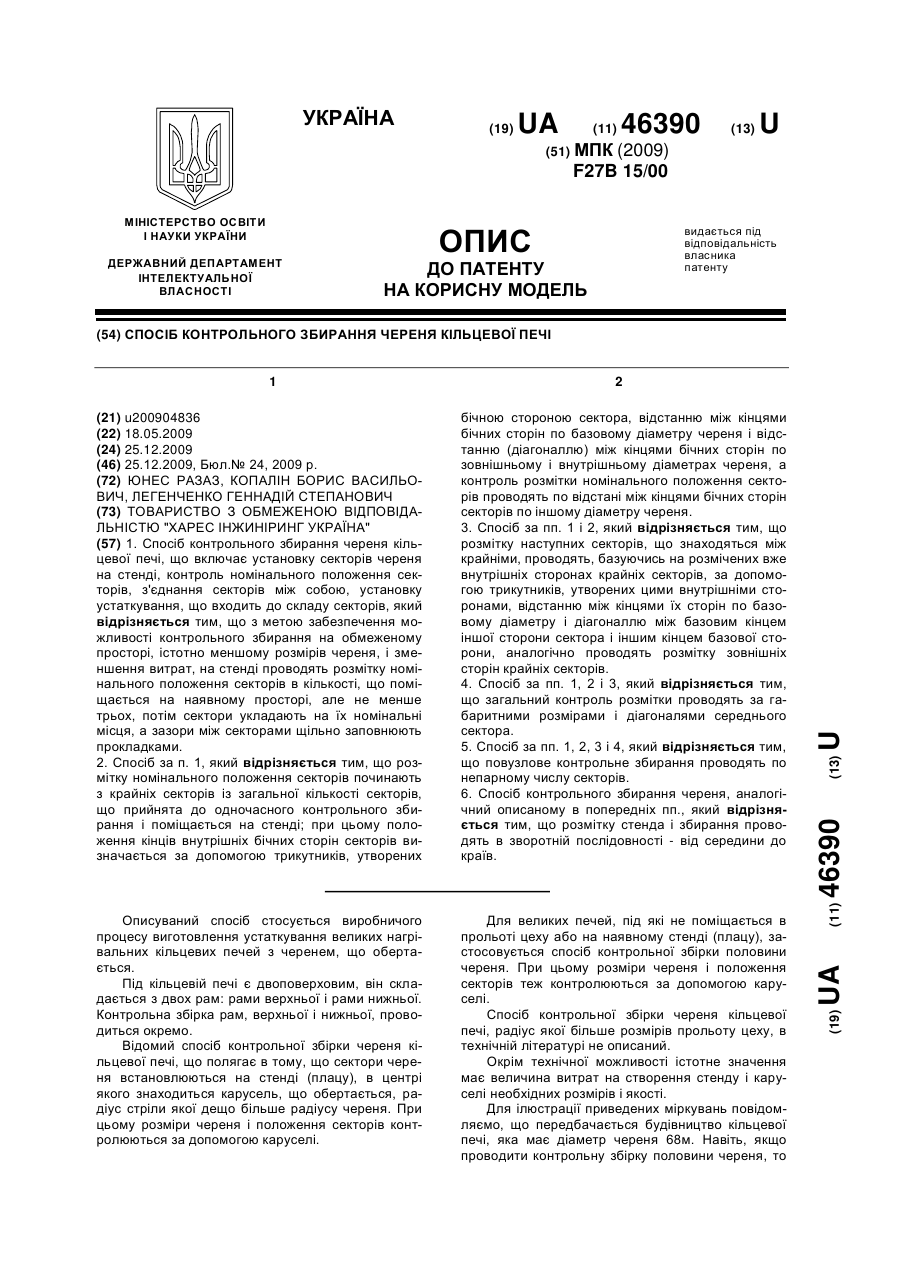
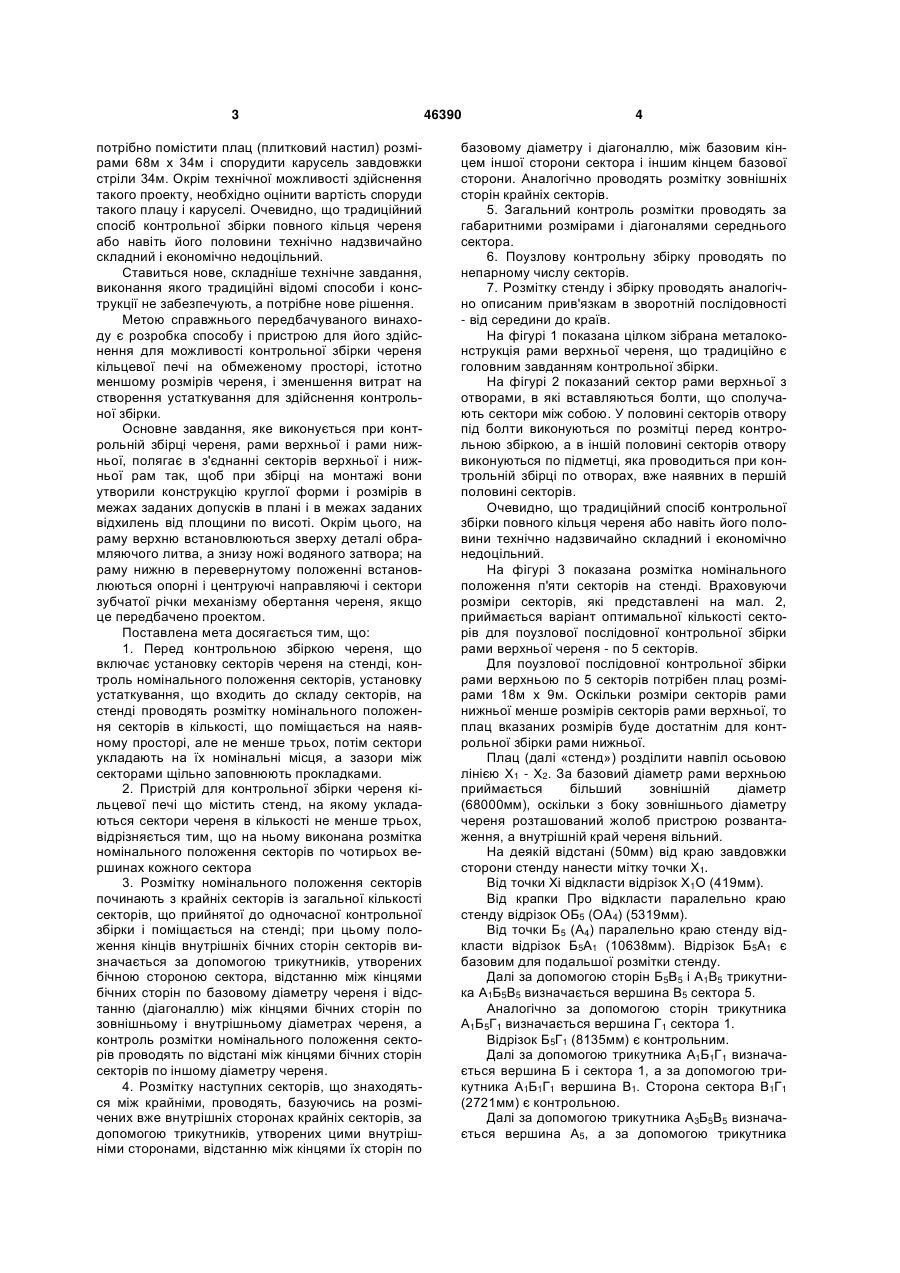
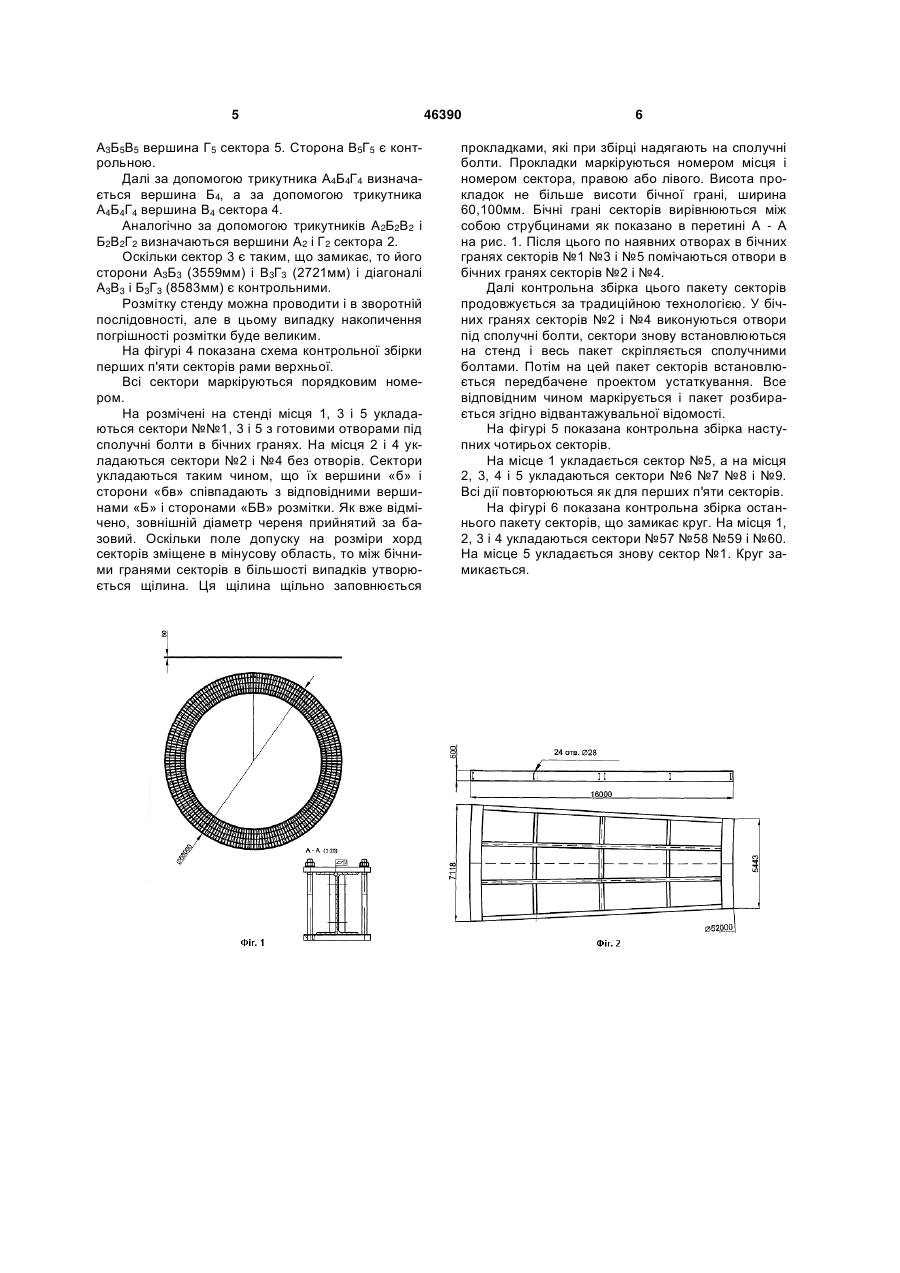
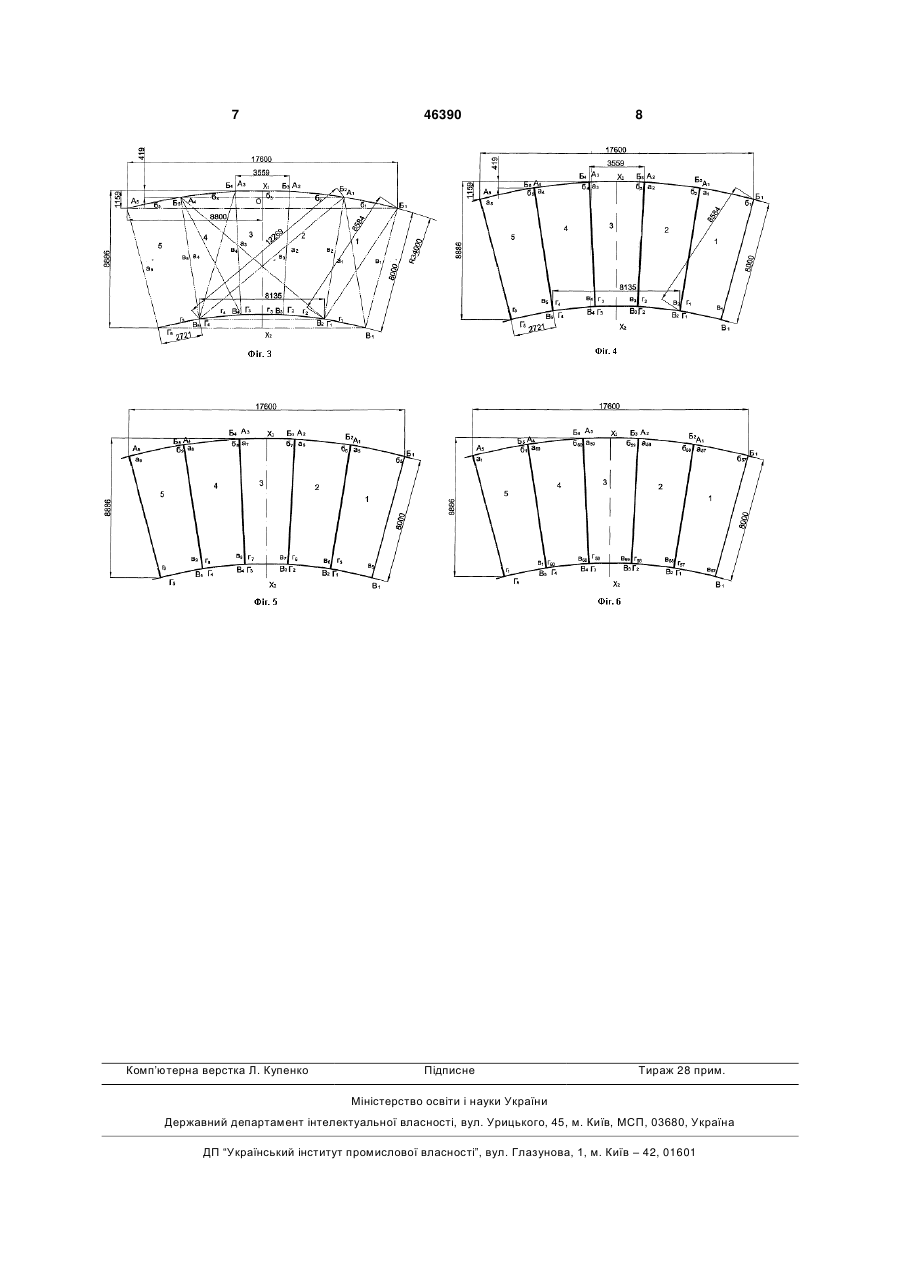
1. Спосіб контрольного збирання череня кільцевої печі, що включає установку секторів череня на стенді, контроль номінального положення секторів, з'єднання секторів між собою, установку устаткування, що входить до складу секторів, який відрізняється тим, що з метою забезпечення можливості контрольного збирання на обмеженому просторі, істотно меншому розмірів череня, і зменшення витрат, на стенді проводять розмітку номінального положення секторів в кількості, що поміщається на наявному просторі, але не менше трьох, потім сектори укладають на їх номінальні місця, а зазори між секторами щільно заповнюють прокладками. 2. Спосіб за п. 1, який відрізняється тим, що розмітку номінального положення секторів починають з крайніх секторів із загальної кількості секторів, що прийнята до одночасного контрольного збирання і поміщається на стенді; при цьому положення кінців внутрішніх бічних сторін секторів визначається за допомогою трикутників, утворених U 2 (19) 1 3 потрібно помістити плац (плитковий настил) розмірами 68м х 34м і спорудити карусель завдовжки стріли 34м. Окрім технічної можливості здійснення такого проекту, необхідно оцінити вартість споруди такого плацу і каруселі. Очевидно, що традиційний спосіб контрольної збірки повного кільця череня або навіть його половини технічно надзвичайно складний і економічно недоцільний. Ставиться нове, складніше технічне завдання, виконання якого традиційні відомі способи і конструкції не забезпечують, а потрібне нове рішення. Метою справжнього передбачуваного винаходу є розробка способу і пристрою для його здійснення для можливості контрольної збірки череня кільцевої печі на обмеженому просторі, істотно меншому розмірів череня, і зменшення витрат на створення устаткування для здійснення контрольної збірки. Основне завдання, яке виконується при контрольній збірці череня, рами верхньої і рами нижньої, полягає в з'єднанні секторів верхньої і нижньої рам так, щоб при збірці на монтажі вони утворили конструкцію круглої форми і розмірів в межах заданих допусків в плані і в межах заданих відхилень від площини по висоті. Окрім цього, на раму верхню встановлюються зверху деталі обрамляючого литва, а знизу ножі водяного затвора; на раму нижню в перевернутому положенні встановлюються опорні і центруючі направляючі і сектори зубчатої річки механізму обертання череня, якщо це передбачено проектом. Поставлена мета досягається тим, що: 1. Перед контрольною збіркою череня, що включає установку секторів череня на стенді, контроль номінального положення секторів, установку устаткування, що входить до складу секторів, на стенді проводять розмітку номінального положення секторів в кількості, що поміщається на наявному просторі, але не менше трьох, потім сектори укладають на їх номінальні місця, а зазори між секторами щільно заповнюють прокладками. 2. Пристрій для контрольної збірки череня кільцевої печі що містить стенд, на якому укладаються сектори череня в кількості не менше трьох, відрізняється тим, що на ньому виконана розмітка номінального положення секторів по чотирьох вершинах кожного сектора 3. Розмітку номінального положення секторів починають з крайніх секторів із загальної кількості секторів, що прийнятої до одночасної контрольної збірки і поміщається на стенді; при цьому положення кінців внутрішніх бічних сторін секторів визначається за допомогою трикутників, утворених бічною стороною сектора, відстанню між кінцями бічних сторін по базовому діаметру череня і відстанню (діагоналлю) між кінцями бічних сторін по зовнішньому і внутрішньому діаметрах череня, а контроль розмітки номінального положення секторів проводять по відстані між кінцями бічних сторін секторів по іншому діаметру череня. 4. Розмітку наступних секторів, що знаходяться між крайніми, проводять, базуючись на розмічених вже внутрішніх сторонах крайніх секторів, за допомогою трикутників, утворених цими внутрішніми сторонами, відстанню між кінцями їх сторін по 46390 4 базовому діаметру і діагоналлю, між базовим кінцем іншої сторони сектора і іншим кінцем базової сторони. Аналогічно проводять розмітку зовнішніх сторін крайніх секторів. 5. Загальний контроль розмітки проводять за габаритними розмірами і діагоналями середнього сектора. 6. Поузлову контрольну збірку проводять по непарному числу секторів. 7. Розмітку стенду і збірку проводять аналогічно описаним прив'язкам в зворотній послідовності - від середини до країв. На фігурі 1 показана цілком зібрана металоконструкція рами верхньої череня, що традиційно є головним завданням контрольної збірки. На фігурі 2 показаний сектор рами верхньої з отворами, в які вставляються болти, що сполучають сектори між собою. У половині секторів отвору під болти виконуються по розмітці перед контрольною збіркою, а в іншій половині секторів отвору виконуються по підметці, яка проводиться при контрольній збірці по отворах, вже наявних в першій половині секторів. Очевидно, що традиційний спосіб контрольної збірки повного кільця череня або навіть його половини технічно надзвичайно складний і економічно недоцільний. На фігурі 3 показана розмітка номінального положення п'яти секторів на стенді. Враховуючи розміри секторів, які представлені на мал. 2, приймається варіант оптимальної кількості секторів для поузлової послідовної контрольної збірки рами верхньої череня - по 5 секторів. Для поузлової послідовної контрольної збірки рами верхньою по 5 секторів потрібен плац розмірами 18м х 9м. Оскільки розміри секторів рами нижньої менше розмірів секторів рами верхньої, то плац вказаних розмірів буде достатнім для контрольної збірки рами нижньої. Плац (далі «стенд») розділити навпіл осьовою лінією Х1 - Х2. За базовий діаметр рами верхньою приймається більший зовнішній діаметр (68000мм), оскільки з боку зовнішнього діаметру череня розташований жолоб пристрою розвантаження, а внутрішній край череня вільний. На деякій відстані (50мм) від краю завдовжки сторони стенду нанести мітку точки Х1. Від точки Хі відкласти відрізок Х1О (419мм). Від крапки Про відкласти паралельно краю стенду відрізок OБ5 (OA4) (5319мм). Від точки Б5 (А4) паралельно краю стенду відкласти відрізок Б5А1 (10638мм). Відрізок Б5А1 є базовим для подальшої розмітки стенду. Далі за допомогою сторін Б5В5 і A1B5 трикутника А1Б5В5 визначається вершина B5 сектора 5. Аналогічно за допомогою сторін трикутника А1Б5Г1 визначається вершина Г1 сектора 1. Відрізок Б5Г1 (8135мм) є контрольним. Далі за допомогою трикутника А1Б1Г1 визначається вершина Б і сектора 1, а за допомогою трикутника А1Б1Г1 вершина В1. Сторона сектора В1Г1 (2721мм) є контрольною. Далі за допомогою трикутника А3Б5В5 визначається вершина А5, а за допомогою трикутника 5 А3Б5В5 вершина Г5 сектора 5. Сторона В5Г5 є контрольною. Далі за допомогою трикутника А4Б4Г4 визначається вершина Б4, а за допомогою трикутника А4Б4Г4 вершина В4 сектора 4. Аналогічно за допомогою трикутників А2Б2В2 і Б2В2Г2 визначаються вершини А2 і Г2 сектора 2. Оскільки сектор 3 є таким, що замикає, то його сторони А3Б3 (3559мм) і В3Г3 (2721мм) і діагоналі А3В3 і Б3Г3 (8583мм) є контрольними. Розмітку стенду можна проводити і в зворотній послідовності, але в цьому випадку накопичення погрішності розмітки буде великим. На фігурі 4 показана схема контрольної збірки перших п'яти секторів рами верхньої. Всі сектори маркіруються порядковим номером. На розмічені на стенді місця 1, 3 і 5 укладаються сектори №№1, 3 і 5 з готовими отворами під сполучні болти в бічних гранях. На місця 2 і 4 укладаються сектори №2 і №4 без отворів. Сектори укладаються таким чином, що їх вершини «б» і сторони «бв» співпадають з відповідними вершинами «Б» і сторонами «БВ» розмітки. Як вже відмічено, зовнішній діаметр череня прийнятий за базовий. Оскільки поле допуску на розміри хорд секторів зміщене в мінусову область, то між бічними гранями секторів в більшості випадків утворюється щілина. Ця щілина щільно заповнюється 46390 6 прокладками, які при збірці надягають на сполучні болти. Прокладки маркіруються номером місця і номером сектора, правою або лівого. Висота прокладок не більше висоти бічної грані, ширина 60,100мм. Бічні грані секторів вирівнюються між собою струбцинами як показано в перетині А - А на рис. 1. Після цього по наявних отворах в бічних гранях секторів №1 №3 і №5 помічаються отвори в бічних гранях секторів №2 і №4. Далі контрольна збірка цього пакету секторів продовжується за традиційною технологією. У бічних гранях секторів №2 і №4 виконуються отвори під сполучні болти, сектори знову встановлюються на стенд і весь пакет скріпляється сполучними болтами. Потім на цей пакет секторів встановлюється передбачене проектом устаткування. Все відповідним чином маркірується і пакет розбирається згідно відвантажувальної відомості. На фігурі 5 показана контрольна збірка наступних чотирьох секторів. На місце 1 укладається сектор №5, а на місця 2, 3, 4 і 5 укладаються сектори №6 №7 №8 і №9. Всі дії повторюються як для перших п'яти секторів. На фігурі 6 показана контрольна збірка останнього пакету секторів, що замикає круг. На місця 1, 2, 3 і 4 укладаються сектори №57 №58 №59 і №60. На місце 5 укладається знову сектор №1. Круг замикається. 7 Комп’ютерна верстка Л. Купенко 46390 8 Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for control assemblage of hearth of circular furnace
Автори англійськоюYunes Razaz, Kopalin Borys Vasyliovych, Lehenchenko Hennadii Stepanovych
Назва патенту російськоюСпособ контрольной сборки пода кольцевой печи
Автори російськоюЮнес Разаз, Копалин Борис Васильевич, Легенченко Геннадий Степанович
МПК / Мітки
МПК: F27B 15/00
Мітки: кільцевої, печі, череня, спосіб, контрольного, збирання
Код посилання
<a href="https://ua.patents.su/4-46390-sposib-kontrolnogo-zbirannya-cherenya-kilcevo-pechi.html" target="_blank" rel="follow" title="База патентів України">Спосіб контрольного збирання череня кільцевої печі</a>
Спосіб запобігання та усунення заростання череня нагрівального пристрою прокатного стана
Номер патенту: 42388
Опубліковано: 15.10.2001
Автори: Дишлевич Ігор Йосипович, Белиба Генадій Васильович, Соколовський Борис Цудікович, Таранець Олександр Іванович, Пищіда Валерій Іванович, Тартачний Віктор Сергійович, Грачов Юрій Михайлович
МПК: C21B 7/00
Мітки: усунення, стана, нагрівального, спосіб, череня, пристрою, прокатного, заростання, запобігання
Формула / Реферат:
Спосіб запобігання та усунення заростання череня нагрівального пристрою прокатного стана, переважно нагрівального колодязя регенеративного типу з рідким шлакоусуненням, який включає контроль товщини шару шлаку, визначення інтенсивності витікання зварювального шлаку по похилій поверхні черені з присадкою крізь відкриті амбразури чарунок колодязів шлакоутворюючих заправних матеріалів, який відрізняється тим, що на черені крізь амбразури чарунок...
Спосіб наплавлення деталей з плоскою поверхнею круглої або кільцевої форми

Номер патенту: 66116
Опубліковано: 15.04.2004
Автори: Ліпісій Віталій Іванович, Сосюра Олег Миколайович, Лашко Анатолій Дмитрович, Максименко Анатолій Вікторович, Мархай Володимир Вікторович, Войтенко Володимир Федорович
МПК: B23K 31/00, B23K 9/04
Мітки: деталей, плоскою, спосіб, наплавлення, круглої, форми, кільцевої, поверхнею
Формула / Реферат:
Спосіб наплавлення деталей з плоскою поверхнею круглої або кільцевої форми у горизонтальній площині, при якому здійснюють відносне обертання деталі та зварювальної головки з одночасним переміщенням останньої у радіальному напрямку відносно центра обертання, який відрізняється тим, що наплавлення здійснюється у напрямку від внутрішніх ділянок до зовнішніх з переміщенням зварювальної головки у бік від центра обертання, при цьому кутову...
Спосіб підвищення стійкості бульб картоплі до кільцевої гнилі
Номер патенту: 49252
Опубліковано: 16.09.2002
Автор: Левченко Валерій Борисович
МПК: A01C 1/00
Мітки: спосіб, підвищення, гнилі, картоплі, кільцевої, бульб, стійкості
Формула / Реферат:
1. Спосіб підвищення стійкості бульб картоплі до кільцевої гнилі, який полягає в тому, що бульби перед посадкою обробляються хімічними протруювачами, який відрізняється тим, що як хімічний протруювач використовують один з препаратів: Cu S04 - 5г/л; MnS04 - 5г/л; НВО3 - 1г/л у воді, нагрітій до 40°С; CoSО4 - 4 г/л; J2 - 5г/л; водна витяжка деревного попелу з концентрацією 1,5%.2. Спосіб підвищення стійкості бульб до кільцевої гнилі за...
Пристрій та спосіб одержання ковбасної оболонки кільцевої форми
Номер патенту: 67394
Опубліковано: 10.08.2007
Автори: Гура Сергій Васильович, Радіонов Василь Семенович
МПК: B29C 53/00, A22C 13/00
Мітки: пристрій, ковбасної, форми, кільцевої, одержання, оболонки, спосіб
Формула / Реферат:
1. Пристрій для одержання ковбасної оболонки кільцевої форми, що містить формувальну трубу з направляючими роликами для переміщення на них по спіральній траєкторії уздовж формувальної труби надутої рукавної оболонки, засіб обробки оболонки нагрітим повітрям, засіб обробки нагрітої оболонки охолоджуючим повітрям та приймальну бобину, який відрізняється тим, що вказаний пристрій додатково включає термокамеру, в якій розміщена частина...
Спосіб виготовлення виробів кільцевої форми
Номер патенту: 340
Опубліковано: 30.04.1993
Автори: Познянський Ілля Матвійович, Кошелєв Володимир Борисович, Войтович Михайло Миколайович, Іщук Валерій Фотієвич, Толдін Анатолій Андрійович, Кучук-Яценко Сергій Іванович, Кривенко Валерій Георгійович
МПК: B23K 11/04
Мітки: виробів, форми, кільцевої, спосіб, виготовлення
Формула / Реферат:
1. Способ изготовления изделий кольцевой формы, включающий вырубку полосы мерной длины с учетом припуска на оплавление и осадку, горячее формования замкнутой заготовки, сварку, удаление грата, отличающийся тем, что, с целью повышения производительности за счет исключения дополнительной механической обработки, снижения металлоемкости, энергоемкости процесса, повышения качества сварных соединений, замкнутую заготовку выполняют из полосы или...
Попередній патент: Ударний гайковерт
Наступний патент: Анкерне кріплення підошви гірничих виробок
Випадковий патент: Спосіб виробництва рідкого цукру