Пристрій та спосіб одержання ковбасної оболонки кільцевої форми
Номер патенту: 67394
Опубліковано: 10.08.2007
Формула / Реферат
1. Пристрій для одержання ковбасної оболонки кільцевої форми, що містить формувальну трубу з направляючими роликами для переміщення на них по спіральній траєкторії уздовж формувальної труби надутої рукавної оболонки, засіб обробки оболонки нагрітим повітрям, засіб обробки нагрітої оболонки охолоджуючим повітрям та приймальну бобину, який відрізняється тим, що вказаний пристрій додатково включає термокамеру, в якій розміщена частина формувальної труби.
2. Спосіб одержання ковбасної оболонки кільцевої форми, що включає надування екструдованої рукавної оболонки стисненим повітрям, переміщення надутої оболонки по спіральній траєкторії на направляючих роликах уздовж формувальної труби та її термообробку нагрітим повітрям під час вказаного переміщення, обдув оболонки струменем охолоджуючого повітря та наступне намотування охолодженої оболонки на приймальну бобину, який відрізняється тим, що термообробку проводять у термокамері при температурі 120 –200 °С та швидкості переміщення оболонки на роликах 35-50 м/хв.
3. Спосіб за п.2, який відрізняється тим, що швидкість подачі нагрітого повітря в термокамеру становить 6-12 м/с.
4. Спосіб за п.2, який відрізняється тим, що внутрішній діаметр сформованого кільця становить 100-300 мм.
Текст
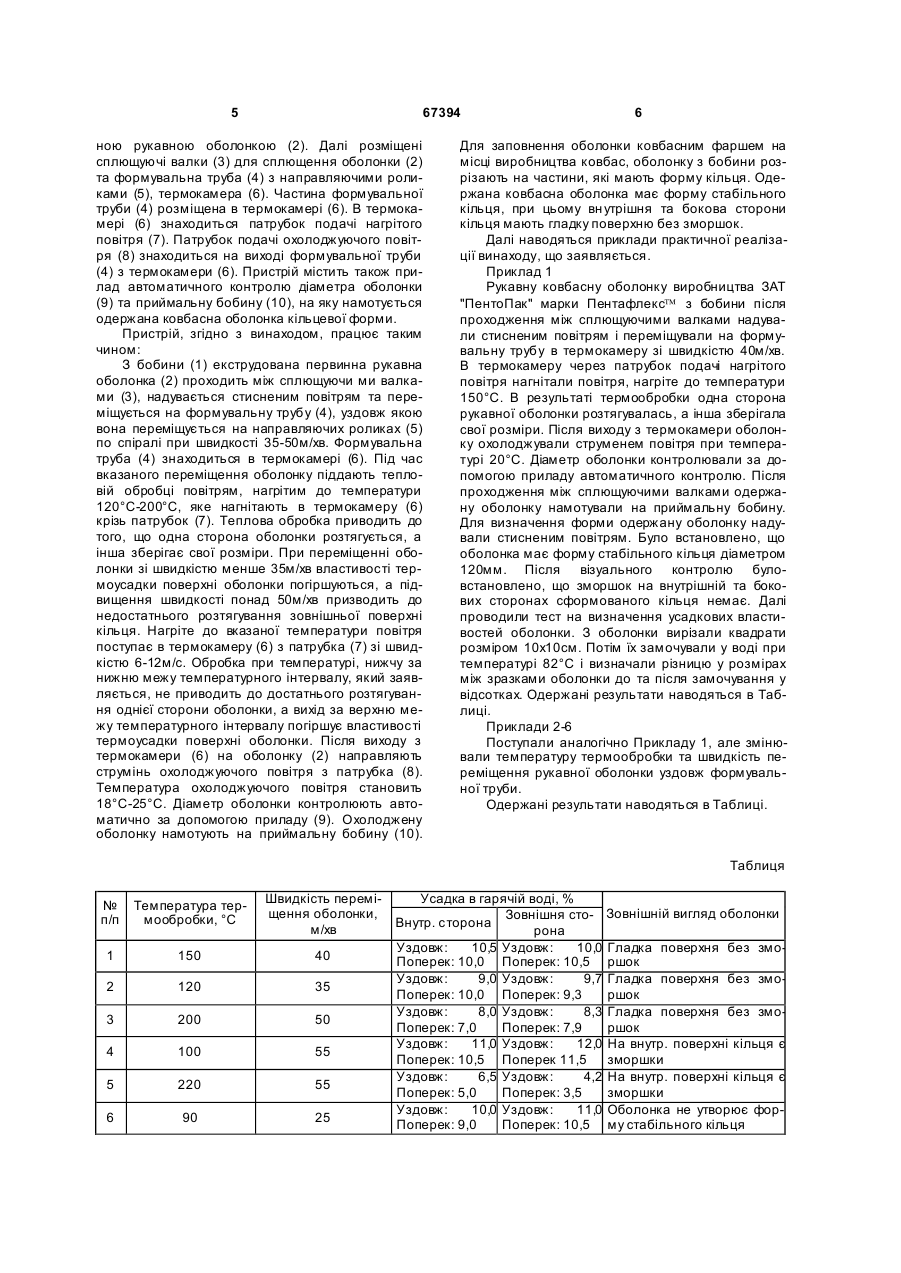
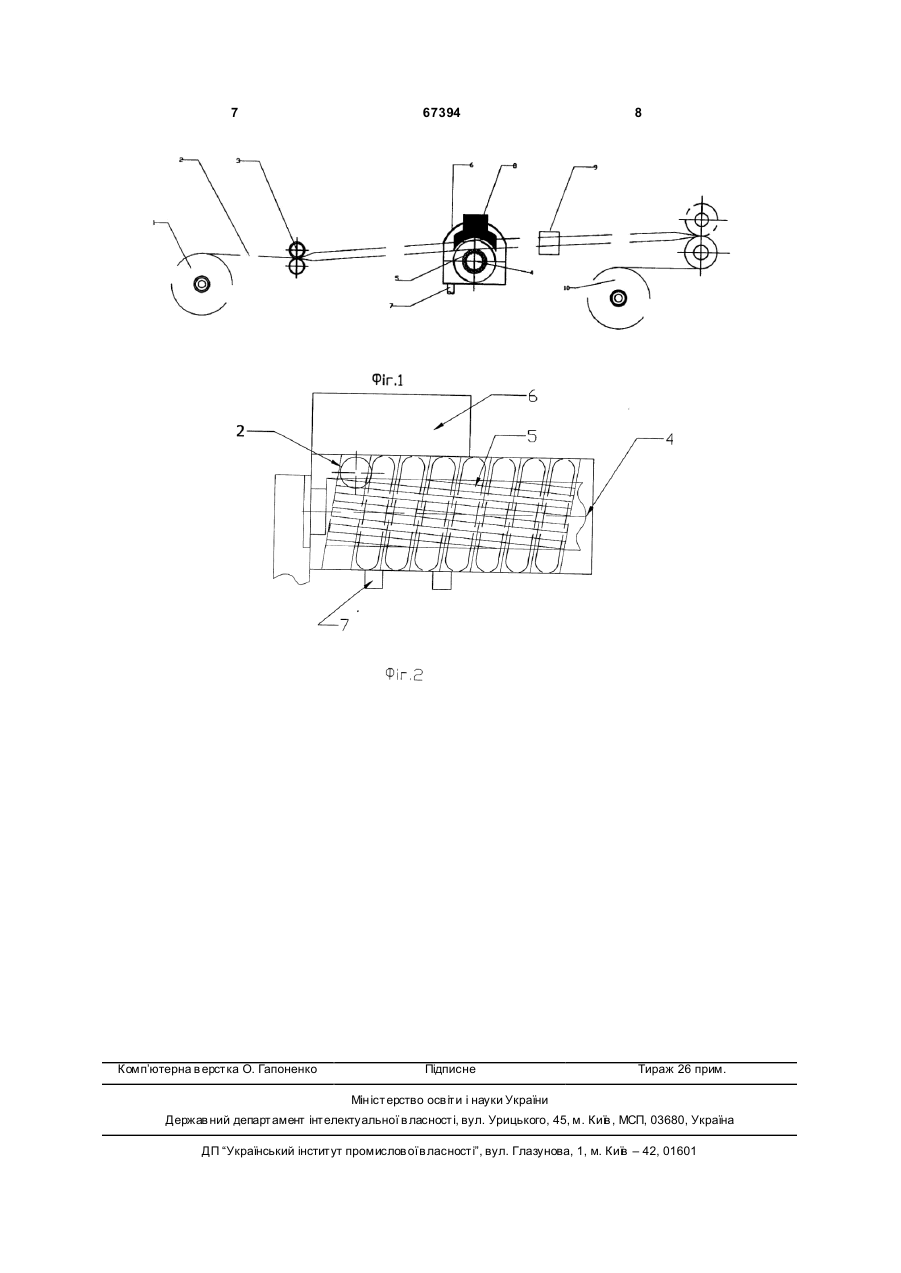
1. Пристрій для одержання ковбасної оболонки кільцевої форми, що містить формувальну трубу з направляючими роликами для переміщення на них по спіральній траєкторії уздовж формувальної труби надутої рукавної оболонки, засіб обробки оболонки нагрітим повітрям, засіб обробки нагрітої оболонки охолоджуючим повітрям та приймальну бобину, який відрізняє ться тим, що вказаний пристрій додатково включає термокамеру, в якій розміщена частина формувальної труби. C2 1 3 67394 довж формувальної труби надутої р укавної оболонки, засіб обробки вказаної оболонки нагрітим повітрям, засіб обробки нагрітої оболонки охолоджуючим повітрям та приймальну бобину, згідно з винаходом, пристрій додатково включає термокамеру, в якій розміщена частина формувальної труби. Те хнічний результат, який досягається завдяки винаходу, що заявляється, полягає в підвищенні продуктивності роботи пристрою для одержання ковбасної оболонки кільцевої форми приблизно на 50% завдяки розміщенню частини формувальної труби в термокамері. Термокамера дозволила підвищити швидкість проходження рукавної ковбасної оболонки по спіралі уздовж формувальної труби та температуру обробки поверхні ковбасної рукавної оболонки нагрітим повітрям. З рівня техніки відомий спосіб одержання ковбасної оболонки кільцевої форми [патент Великої Британії №1219930, кл. МПК F16L11|12, В29D23/04, 7/24, опубл. 1971p.]. Згідно з відомим способом рукавну оболонку відразу після виходу з кільцевого отвору екструдера надувають стисненим повітрям, яке подають з трубки, розміщеній безпосередньо в головці екструдера. Оболонку надувають до максимально можливого рівня, не допускаючи, однак, її розтягування. Після цього оболонку піддають асиметричному охолодженню, яке здійснюють пропусканням оболонки крізь два напівкільця, з отворів яких на поверхню оболонки надходить охолоджуюче повітря. Оболонка набуває кільцевої форми в результаті несиметричного охолодження її поверхні, оскільки швидкість нагнітання і температура охолоджуючого повітря, яке надходить на поверхню оболонки з двох вказаних напівкільць, є різною. Після охолодження оболонки її форму додатково коригують на направляючих роликах, розміщених у формі напівкільця. Недоліком відомого способу є неможливість одержання оболонки правильної кільцевої форми. Крім того високою є ймовірність утворення зморшок на внутрішній поверхні кільця. У [патенті Великої Британії №1430519, кл. МПК В29D23/00, А22С13/08, В29С53/12, опубл. 1976p.] автори винаходу стверджують, що їм вперше вдалося одержати ковбасну оболонку правильної кільцевої форми без зморшок на внутрішній поверхні кільця. Згідно з відомим способом оболонку після виходу з кільцевої головки екструдера надувають стисненим повітрям і переміщують по спіралі уздовж формувальної труби. Під час вказаного переміщення оболонка проходить зони диференційної теплової обробки. В першій зоні температура становить нижче, в другій зоні - вище, а в третій зоні - знову нижче нижньої межі температури ініціювання усадки термопластичного матеріалу. Після диференційної обробки оболонку охолоджують та намотують на приймальнубобину. Недоліком відомого способу є його низька продуктивність, оскільки в кожній зоні оболонку треба зупиняти для обробки її поверхні а, тому, швидкість проходження оболонки по спіралі уздовж формувальної труби є низькою. Найбільш близьким по суті та результату, що досягається, по об'єкту винаходу „спосіб одержання ковбасної 4 оболонки кільцевої форми" є спосіб одержання ковбасної оболонки кільцевої форми, описаний в заявці на видачу [Європейського патенту №0774273 А1, кл. МПК В29С53/12, 53/84, А22С13/00, опубл. 1996p.]. Згідно з відомим способом ковбасну оболонку кільцевої форми одержують надуванням екструдованої рукавної оболонки стисненим повітрям, переміщенням надутої оболонки по спіральній траєкторії на направляючих роликах уздовж формувальної труби та її термообробку нагрітим повітрям під час вказаного переміщення, обдув оболонки струменем охолоджуючого повітря та наступне намотування на приймальну бобину. Нагрівання здійснюють нагрітим повітрям, яке надходить усередину формувальної труби та ви ходить крізь отвори у вказаній трубі для контактування з поверхнею рукавної оболонки під час її переміщення уздовж формувальної труби. Швидкість подачі, нагрітого до температури 120-135°С, повітря становить 0,05-20м/с, краще - 0,1-15м/с, а швидкість переміщення оболонки на направляючих роликах складає 1032м/хв. Недоліком відомого способу також є його відносно низька продуктивність, а також втрати матеріалу вихідної рукавної оболонки за рахунок усадки. В основу даного винаходу по об'єкту „спосіб одержання ковбасної оболонки кільцевої форми" поставлена задача - підвищити продуктивність способу одержання ковбасної оболонки кільцевої форми за рахунок підвищення швидкості переміщення рукавної оболонки по спіральній траєкторії уздовж формувальної труби. Поставлена задача досягається тим, що в способі одержання ковбасної оболонки кільцевої форми, що включає надування екструдованої рукавної оболонки стисненим повітрям, переміщення надутої оболонки по спіральній траєкторії на направляючих роликах уздовж формувальної труби та її термообробку нагрітим повітрям під час вказаного переміщення, обдув оболонки струменем охолоджуючого повітря та наступне намотування охолодженої оболонки на приймальну бобину, згідно з винаходом, термообробку проводять у термокамері при температурі 120°С-200°С та швидкості переміщення оболонки на роликах 3550м/хв. Крім того, швидкість подачі нагрітого повітря в термокамеру становить 6-12м/с. Крім того, внутрішній діаметр сформованого кільця становить 100-300мм. Технічний результат, який досягається, полягає в підвищенні продуктивності способу одержання ковбасної оболонки кільцевої форми на 50% за рахунок підвищення швидкості переміщення оболонки на роликах та температури термообробки поверхні оболонки нагрітим повітрям. Для кращого розуміння способу, що заявляється, винахід далі буде описуватись з посиланням на графічні матеріали. Фіг.1 - загальна схема пристрою для одержання ковбасної оболонки кільцевої форми; Фіг.2 - загальний вигляд формувальної труби. На Фіг.1 зображена схема пристрою для одержання ковбасної оболонки кільцевої форми. Пристрій містить бобину (1) з екструдованою первин 5 67394 ною рукавною оболонкою (2). Далі розміщені сплющуючі валки (3) для сплющення оболонки (2) та формувальна труба (4) з направляючими роликами (5), термокамера (6). Частина формувальної труби (4) розміщена в термокамері (6). В термокамері (6) знаходиться патрубок подачі нагрітого повітря (7). Патрубок подачі охолоджуючого повітря (8) знаходиться на виході формувальної труби (4) з термокамери (6). Пристрій містить також прилад автоматичного контролю діаметра оболонки (9) та приймальну бобину (10), на яку намотується одержана ковбасна оболонка кільцевої форми. Пристрій, згідно з винаходом, працює таким чином: З бобини (1) екструдована первинна рукавна оболонка (2) проходить між сплющуючи ми валками (3), надувається стисненим повітрям та переміщується на формувальну трубу (4), уздовж якою вона переміщується на направляючих роликах (5) по спіралі при швидкості 35-50м/хв. Формувальна труба (4) знаходиться в термокамері (6). Під час вказаного переміщення оболонку піддають тепловій обробці повітрям, нагрітим до температури 120°С-200°С, яке нагнітають в термокамеру (6) крізь патрубок (7). Теплова обробка приводить до того, що одна сторона оболонки розтягується, а інша зберігає свої розміри. При переміщенні оболонки зі швидкістю менше 35м/хв властивості термоусадки поверхні оболонки погіршуються, а підвищення швидкості понад 50м/хв призводить до недостатнього розтягування зовнішньої поверхні кільця. Нагріте до вказаної температури повітря поступає в термокамеру (6) з патрубка (7) зі швидкістю 6-12м/с. Обробка при температурі, нижчу за нижню межу температурного інтервалу, який заявляється, не приводить до достатнього розтягування однієї сторони оболонки, а вихід за верхню межу температурного інтервалу погіршує властивості термоусадки поверхні оболонки. Після виходу з термокамери (6) на оболонку (2) направляють струмінь охолоджуючого повітря з патрубка (8). Температура охолоджуючого повітря становить 18°С-25°С. Діаметр оболонки контролюють автоматично за допомогою приладу (9). Охолоджену оболонку намотують на приймальну бобину (10). 6 Для заповнення оболонки ковбасним фаршем на місці виробництва ковбас, оболонку з бобини розрізають на частини, які мають форму кільця. Одержана ковбасна оболонка має форму стабільного кільця, при цьому вн утрішня та бокова сторони кільця мають гладку поверхню без зморшок. Далі наводяться приклади практичної реалізації винаходу, що заявляється. Приклад 1 Рукавну ковбасну оболонку виробництва ЗАТ "ПентоПак" марки ПентафлексÔ з бобини після проходження між сплющуючими валками надували стисненим повітрям і переміщували на формувальну трубу в термокамеру зі швидкістю 40м/хв. В термокамеру через патрубок подачі нагрітого повітря нагнітали повітря, нагріте до температури 150°С. В результаті термообробки одна сторона рукавної оболонки розтягувалась, а інша зберігала свої розміри. Після виходу з термокамери оболонку охолоджували струменем повітря при температурі 20°С. Діаметр оболонки контролювали за допомогою приладу автоматичного контролю. Після проходження між сплющуючими валками одержану оболонку намотували на приймальну бобину. Для визначення форми одержану оболонку надували стисненим повітрям. Було встановлено, що оболонка має форму стабільного кільця діаметром 120мм. Після візуального контролю буловстановлено, що зморшок на внутрішній та бокових сторонах сформованого кільця немає. Далі проводили тест на визначення усадкових властивостей оболонки. З оболонки вирізали квадрати розміром 10х10см. Потім їх замочували у воді при температурі 82°С і визначали різницю у розмірах між зразками оболонки до та після замочування у відсотках. Одержані результати наводяться в Таблиці. Приклади 2-6 Поступали аналогічно Прикладу 1, але змінювали температуру термообробки та швидкість переміщення рукавної оболонки уздовж формувальної труби. Одержані результати наводяться в Таблиці. Таблиця № п/п Температура термообробки, °С Швидкість переміщення оболонки, м/хв 1 150 40 2 120 35 3 200 50 4 100 55 5 220 55 6 90 25 Усадка в гарячій воді, % Зовнішня сто- Зовнішній вигляд оболонки Внутр. сторона рона Уздовж: 10,5 Уздовж: 10,0 Гладка поверхня без змоПоперек: 10,0 Поперек: 10,5 ршок Уздовж: 9,0 Уздовж: 9,7 Гладка поверхня без змоПоперек: 10,0 Поперек: 9,3 ршок Уздовж: 8,0 Уздовж: 8,3 Гладка поверхня без змоПоперек: 7,0 Поперек: 7,9 ршок Уздовж: 11,0 Уздовж: 12,0 На внутр. поверхні кільця є Поперек: 10,5 Поперек 11,5 зморшки Уздовж: 6,5 Уздовж: 4,2 На внутр. поверхні кільця є Поперек: 5,0 Поперек: 3,5 зморшки Уздовж: 10,0 Уздовж: 11,0 Оболонка не утворює форПоперек: 9,0 Поперек: 10,5 му стабільного кільця 7 Комп’ютерна в ерстка О. Гапоненко 67394 8 Підписне Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice and method for making sausage casing of ring form
Автори англійськоюHura Serhii Vasyliovych, Radionov Vasyl Semenovych
Назва патенту російськоюУстройство и способ получения колбасной оболочки кольцевой формы
Автори російськоюГура Сергей Васильевич, Радионов Василий Семенович
МПК / Мітки
МПК: B29C 53/00, A22C 13/00
Мітки: пристрій, спосіб, форми, кільцевої, одержання, ковбасної, оболонки
Код посилання
<a href="https://ua.patents.su/4-67394-pristrijj-ta-sposib-oderzhannya-kovbasno-obolonki-kilcevo-formi.html" target="_blank" rel="follow" title="База патентів України">Пристрій та спосіб одержання ковбасної оболонки кільцевої форми</a>
Спосіб одержання ароматизованої ковбасної оболонки
Номер патенту: 69833
Опубліковано: 10.08.2007
Автори: Гура Сергій Васильович, Радіонов Василь Семенович
МПК: A22C 13/00
Мітки: одержання, ароматизованої, ковбасної, оболонки, спосіб
Формула / Реферат:
1. Спосіб одержання ароматизованої ковбасної оболонки, що включає нанесення шляхом розпилювання на поверхню ковбасної оболонки суміші розплавленого воску та ароматизатора, який відрізняється тим, що в суміш розплавленого воску та ароматизатора перед її розпилюванням на поверхню ковбасної оболонки додають мінеральне масло для змащування упаковок харчових продуктів в кількості 5-15 мас.%.2. Спосіб за п. 1, який відрізняється тим, що...
Спосіб виробництва білково-жирового стабілізатора з ковбасної оболонки
Номер патенту: 59227
Опубліковано: 15.08.2003
Автори: Сосіна Ольга Володимирівна, Пасічний Василь Миколайович, Клименко Михайло Миколайович, Мащенко Тетяна Вікторівна
МПК: F23J 3/00
Мітки: білково-жирового, стабілізатора, виробництва, спосіб, ковбасної, оболонки
Формула / Реферат:
Спосіб виробництва білково-жирового стабілізатора з ковбасної шкурки, що передбачає її промивання та нарізання на шматки, який відрізняється тим, що проводиться витримка у воді протягом 4-24 годин при температурі 4-18°С та термічна обробка ковбасної шкурки протягом 20-50 хв. при температурі 95-100°С з подальшим подрібненням та диспергуванням ковбасної шкурки, з додаванням бульйону або води в кількості 70-120 % та 40-60 % свинячого жиру або...
Спосіб наплавлення деталей з плоскою поверхнею круглої або кільцевої форми

Номер патенту: 66116
Опубліковано: 15.04.2004
Автори: Лашко Анатолій Дмитрович, Максименко Анатолій Вікторович, Войтенко Володимир Федорович, Мархай Володимир Вікторович, Ліпісій Віталій Іванович, Сосюра Олег Миколайович
МПК: B23K 31/00, B23K 9/04
Мітки: наплавлення, кільцевої, круглої, плоскою, спосіб, форми, поверхнею, деталей
Формула / Реферат:
Спосіб наплавлення деталей з плоскою поверхнею круглої або кільцевої форми у горизонтальній площині, при якому здійснюють відносне обертання деталі та зварювальної головки з одночасним переміщенням останньої у радіальному напрямку відносно центра обертання, який відрізняється тим, що наплавлення здійснюється у напрямку від внутрішніх ділянок до зовнішніх з переміщенням зварювальної головки у бік від центра обертання, при цьому кутову...
Спосіб виготовлення виробів кільцевої форми
Номер патенту: 340
Опубліковано: 30.04.1993
Автори: Кривенко Валерій Георгійович, Іщук Валерій Фотієвич, Войтович Михайло Миколайович, Толдін Анатолій Андрійович, Познянський Ілля Матвійович, Кошелєв Володимир Борисович, Кучук-Яценко Сергій Іванович
МПК: B23K 11/04
Мітки: форми, виготовлення, виробів, кільцевої, спосіб
Формула / Реферат:
1. Способ изготовления изделий кольцевой формы, включающий вырубку полосы мерной длины с учетом припуска на оплавление и осадку, горячее формования замкнутой заготовки, сварку, удаление грата, отличающийся тем, что, с целью повышения производительности за счет исключения дополнительной механической обработки, снижения металлоемкости, энергоемкости процесса, повышения качества сварных соединений, замкнутую заготовку выполняют из полосы или...
Спосіб виконання попередньо відформованих заготівок волокнистої структури для виготовлення деталей кільцевої форми із композиційного матеріалу
Номер патенту: 52627
Опубліковано: 15.01.2003
Автори: Олрі П'єр, Бомпард Бруно, Окагне Жан, Купе Домінік
МПК: D04H 18/00
Мітки: кільцевої, композиційного, заготівок, спосіб, матеріалу, виготовлення, структури, відформованих, виконання, попередньо, волокнистої, деталей, форми
Формула / Реферат:
1. Способ выполнения предварительно отформованных заготовок волокнистой структуры, предназначенных для изготовления деталей кольцевой формы из композиционного материала, включающий наматывание уложенными друг на друга слоями ленты винтовой или спиральной ткани, содержащей спиральные нити основы и строго радиальные уточные нити, отличающийся тем, что обеспечивают возрастание отнесенной к единице площади массы системы нитей основы спиральной...
Попередній патент: Спосіб отримання антифрикційного матеріалу романіт-нтпсс, антифрикційний матеріал романіт-нтпсс, отриманий цим способом (варіанти), і елемент вузла тертя (варіанти)
Наступний патент: Спосіб надлишкових вимірювань дальності
Випадковий патент: Спосіб лікування наркоманії