Спосіб виготовлення візка конвеєрної машини
Формула / Реферат
1. Спосіб виготовлення візка конвеєрної машини, який включає виготовлення його корпусу із елементів, з'єднаних між собою зварюванням, теплову обробку та механічну обробку звареного корпусу візка для одержання заданої його геометрії, який відрізняється тим, що візок з корпусом заданої геометрії в процесі експлуатації завантажують шихтою і одночасно з виконанням технологічних операцій одержання, наприклад, агломерату нагрівають візок.
2. Спосіб за п. 1, який відрізняється тим, що послідовно з'єднують зварюванням попередньо оброблені в розмір опорні елементи, що визначають геометрію корпусу візка, з іншими його елементами, при цьому досягають заданої геометрії корпусу візка.
Текст
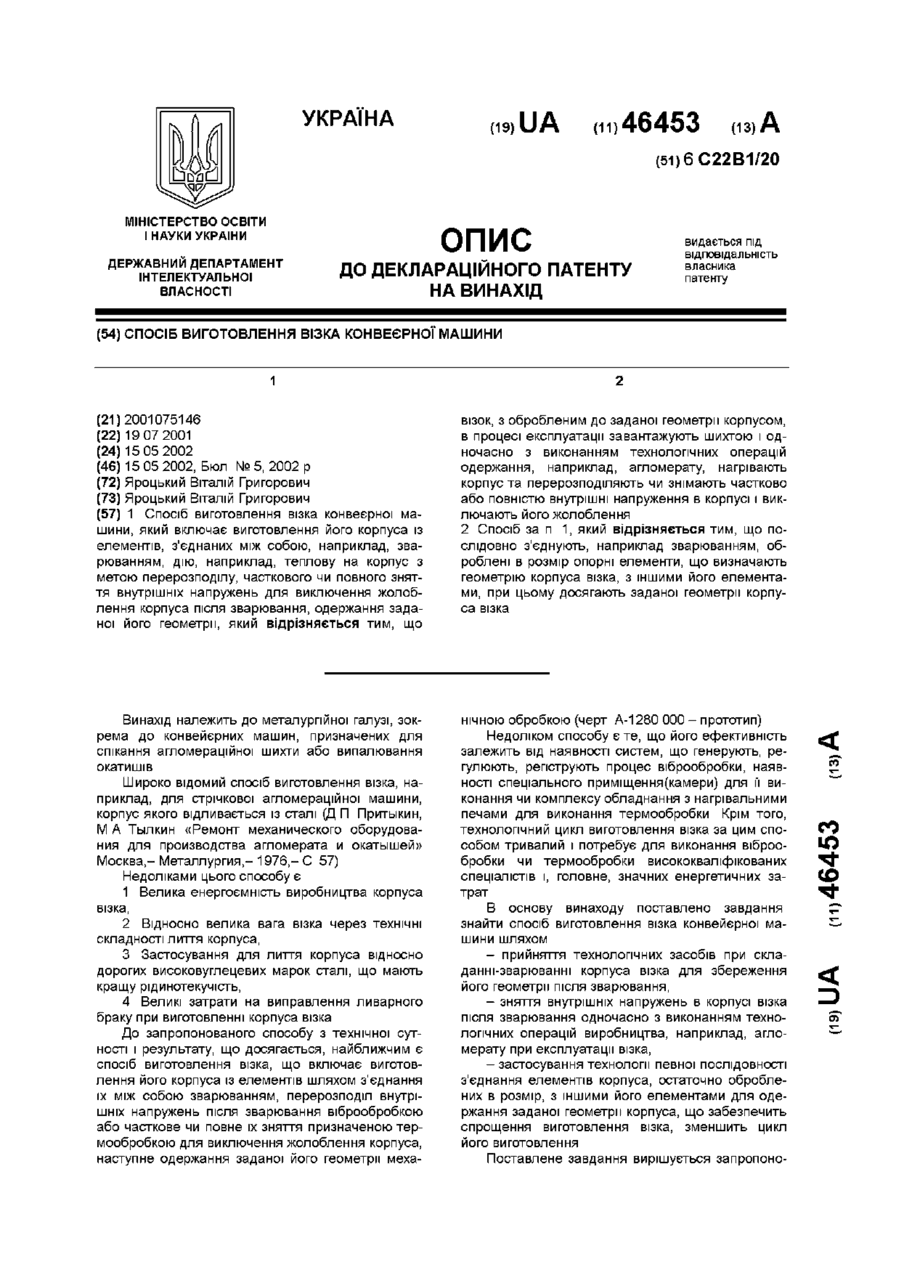
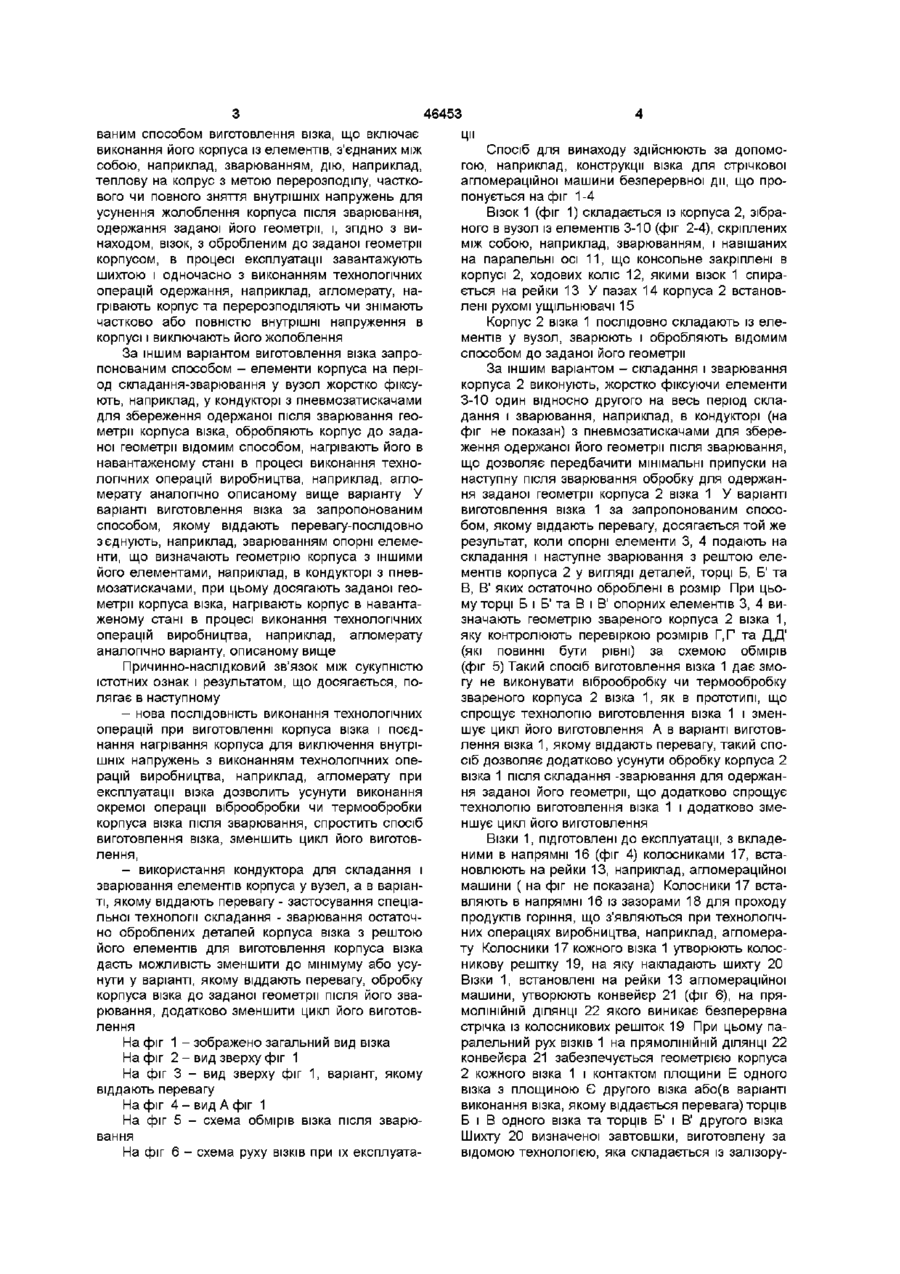
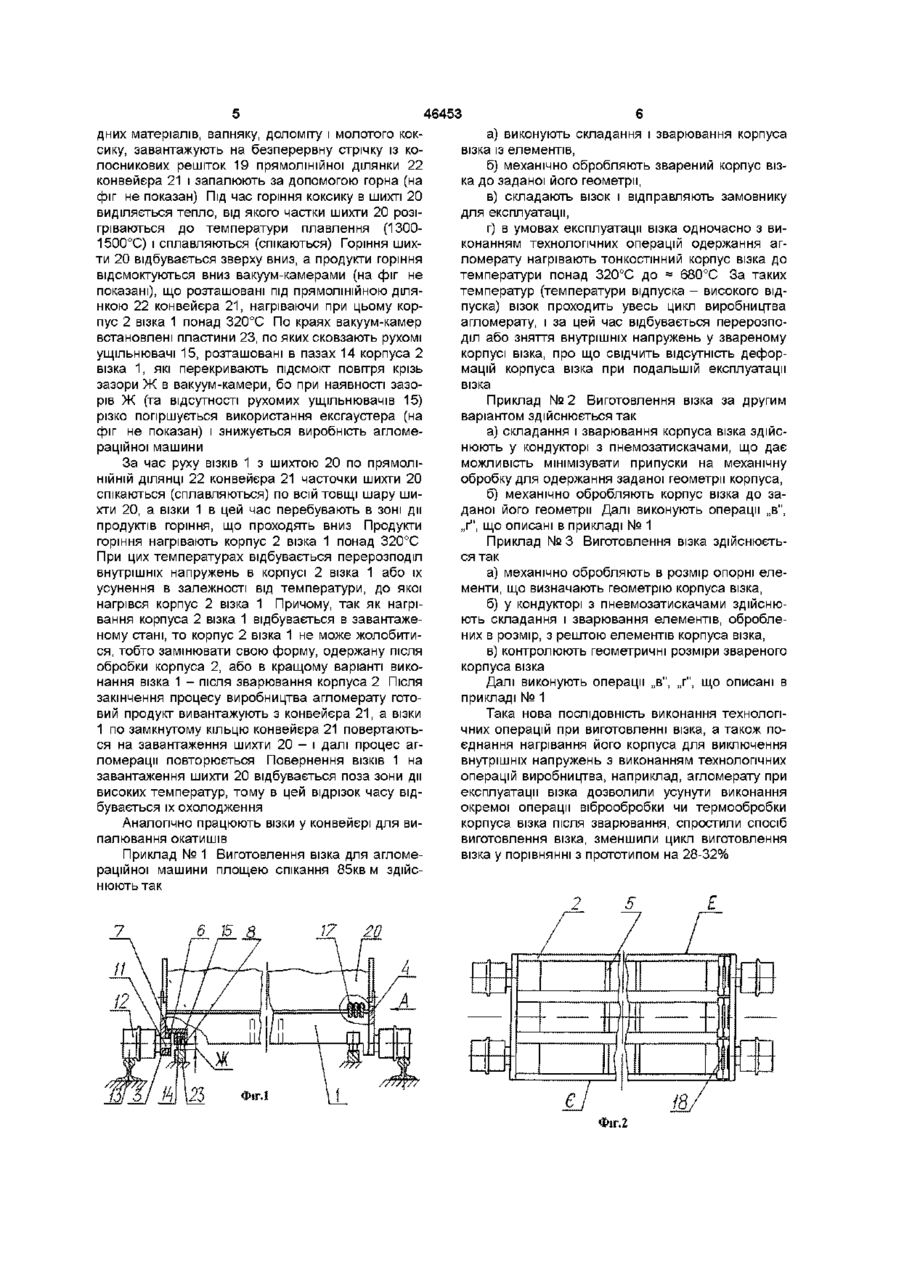
1 Спосіб виготовлення візка конвеєрної машини, який включає виготовлення його корпуса із елементів, з'єднаних між собою, наприклад, зварюванням, дію, наприклад, теплову на корпус з метою перерозподілу, часткового чи повного зняття внутрішніх напружень для виключення жолоблення корпуса після зварювання, одержання заданої його геометри, який відрізняється тим, що візок, з обробленим до заданої геометрії корпусом, в процесі експлуатації завантажують шихтою і одночасно з виконанням технологічних операцій одержання, наприклад, агломерату, нагрівають корпус та перерозподіляють чи знімають частково або повністю внутрішні напруження в корпусі і виключають його жолоблення 2 Спосіб за п 1, який відрізняється тим, що послідовно з'єднують, наприклад зварюванням, оброблені в розмір опорні елементи, що визначають геометрію корпуса візка, з іншими його елементами, при цьому досягають заданої геометрії корпуса візка Винахід належить до металургійної галузі, зокрема до конвейєрних машин, призначених для спікання агломераційної шихти або випалювання окатишів Широко відомий спосіб виготовлення візка, наприклад, для стрічкової агломераційної машини, корпус якого відпивається із сталі (Д П Притыкин, М А Тылкин «Ремонт механического оборудования для производства агломерата и окатышей» Москва,-Металлургия,-1976,-С 57) Недоліками цього способу є 1 Велика енергоємність виробництва корпуса візка, 2 Відносно велика вага візка через технічні складності лиття корпуса, 3 Застосування для лиття корпуса відносно дорогих високовуглецевих марок сталі, що мають кращу рідинотекучість, 4 Великі затрати на виправлення ливарного браку при виготовленні корпуса візка До запропонованого способу з технічної сутності і результату, що досягається, найближчим є спосіб виготовлення візка, що включає виготовлення його корпуса із елементів шляхом з'єднання їх між собою зварюванням, перерозподіл внутрішніх напружень після зварювання віброобробкою або часткове чи повне їх зняття призначеною термообробкою для виключення жолоблення корпуса, наступне одержання заданої його геометрії меха нічною обробкою (черт А-1280 000 - прототип) Недоліком способу є те, що його ефективність залежить від наявності систем, що генерують, регулюють, репструють процес віброобробки, наявності спеціального приміщення(камери) для її виконання чи комплексу обладнання з нагрівальними печами для виконання термообробки Крім того, технологічний цикл виготовлення візка за цим способом тривалий і потребує для виконання віброобробки чи термообробки висококваліфікованих спеціалістів і, головне, значних енергетичних затрат В основу винаходу поставлено завдання знайти спосіб виготовлення візка конвейєрної машини шляхом - прийняття технологічних засобів при складанні-зварюванні корпуса візка для збереження його геометрії після зварювання, - зняття внутрішніх напружень в корпусі візка після зварювання одночасно з виконанням технологічних операцій виробництва, наприклад, агломерату при експлуатації візка, - застосування технології певної ПОСЛІДОВНОСТІ з'єднання елементів корпуса, остаточно оброблених в розмір, з іншими його елементами для одержання заданої геометрії корпуса, що забезпечить спрощення виготовлення візка, зменшить цикл його виготовлення Поставлене завдання вирішується запропоно СО Ю (О 46453 ваним способом виготовлення візка, що включає ції виконання його корпуса із елементів, з'єднаних між Спосіб для винаходу здійснюють за допомособою, наприклад, зварюванням, дію, наприклад, гою, наприклад, конструкції візка для стрічкової теплову на копрус з метою перерозподілу, часткоагломераційної машини безперервної дії, що прового чи повного зняття внутрішніх напружень для понується на фіг 1-4 усунення жолоблення корпуса після зварювання, Візок 1 (фіг 1) складається із корпуса 2, зібраодержання заданої його геометри, і, згідно з виного в вузол із елементів 3-10 (фіг 2-4), скріплених находом, візок, з обробленим до заданої геометрії між собою, наприклад, зварюванням, і навішаних корпусом, в процесі експлуатації завантажують на паралельні осі 11, що консольне закріплені в шихтою і одночасно з виконанням технологічних корпусі 2, ходових коліс 12, якими візок 1 спираоперацій одержання, наприклад, агломерату, нається на рейки 13 У пазах 14 корпуса 2 встановгрівають корпус та перерозподіляють чи знімають лені рухомі ущільнювачі 15 частково або повністю внутрішні напруження в Корпус 2 візка 1 послідовно складають із елекорпусі і виключають його жолобленняментів у вузол, зварюють і обробляють відомим способом до заданої його геометрії За іншим варіантом виготовлення візка запропонованим способом - елементи корпуса на періЗа іншим варіантом - складання і зварювання од складання-зварювання у вузол жорстко фіксукорпуса 2 виконують, жорстко фіксуючи елементи ють, наприклад, у кондукторі з пневмозатискачами 3-10 один відносно другого на весь період складля збереження одержаної після зварювання геодання і зварювання, наприклад, в кондукторі (на метри корпуса візка, обробляють корпус до задафіг не показан) з пневмозатискачами для збереної геометрії відомим способом, нагрівають його в ження одержаної його геометрії після зварювання, навантаженому стані в процесі виконання технощо дозволяє передбачити мінімальні припуски на логічних операцій виробництва, наприклад, аглонаступну після зварювання обробку для одержанмерату аналогічно описаному вище варіанту У ня заданої геометрії корпуса 2 візка 1 У варіанті варіанті виготовлення візка за запропонованим виготовлення візка 1 за запропонованим спососпособом, якому віддають перевагу-послідовно бом, якому віддають перевагу, досягається той же зєднують, наприклад, зварюванням опорні елемерезультат, коли опорні елементи 3, 4 подають на нти, що визначають геометрію корпуса з іншими складання і наступне зварювання з рештою елейого елементами, наприклад, в кондукторі з пневментів корпуса 2 у вигляді деталей, торці Б, Б' та мозатискачами, при цьому досягають заданої геоВ, В' яких остаточно оброблені в розмір При цьометри корпуса візка, нагрівають корпус в навантаму торці Б і Б' та В і В' опорних елементів 3, 4 виженому стані в процесі виконання технологічних значають геометрію звареного корпуса 2 візка 1, операцій виробництва, наприклад, агломерату яку контролюють перевіркою розмірів Г,Г та Д,Д' аналогічно варіанту, описаному вище (які ПОВИННІ бути рівні) за схемою обмірів (фіг 5) Такий спосіб виготовлення візка 1 дає змоПричинно-наслідковий зв'язок між сукупністю гу не виконувати віброобробку чи термообробку істотних ознак і результатом, що досягається, позвареного корпуса 2 візка 1, як в прототипі, що лягає в наступному спрощує технологію виготовлення візка 1 і змен- нова ПОСЛІДОВНІСТЬ виконання технологічних шує цикл його виготовлення А в варіанті виготовоперацій при виготовленні корпуса візка і поєдлення візка 1, якому віддають перевагу, такий спонання нагрівання корпуса для виключення внутрісіб дозволяє додатково усунути обробку корпуса 2 шніх напружень з виконанням технологічних опевізка 1 після складання -зварювання для одержанрацій виробництва, наприклад, агломерату при ня заданої його геометри, що додатково спрощує експлуатації візка дозволить усунути виконання технологію виготовлення візка 1 і додатково змеокремої операції віброобробки чи термообробки ншує цикл його виготовлення корпуса візка після зварювання, спростить спосіб виготовлення візка, зменшить цикл його виготовВізки 1, підготовлені до експлуатації, з вкладелення, ними в напрямні 16 (фіг 4) колосниками 17, встановлюють на рейки 13, наприклад, агломераційної - використання кондуктора для складання і машини ( на фіг не показана) Колосники 17 встазварювання елементів корпуса у вузел, а в варіанвляють в напрямні 16 із зазорами 18 для проходу ті, якому віддають перевагу - застосування спеціапродуктів горіння, що з'являються при технологічльної технології складання - зварювання остаточних операціях виробництва, наприклад, агломерано оброблених деталей корпуса візка з рештою ту Колосники 17 кожного візка 1 утворюють колосйого елементів для виготовлення корпуса візка никову решітку 19, на яку накладають шихту 20 дасть можливість зменшити до мінімуму або усуВізки 1, встановлені на рейки 13 агломераційної нути у варіанті, якому віддають перевагу, обробку машини, утворюють конвейєр 21 (фіг 6), на прякорпуса візка до заданої геометрії після його звамолінійній ДІЛЯНЦІ 22 якого виникає безперервна рювання, додатково зменшити цикл його виготовстрічка із колосникових решіток 19 При цьому палення ралельний рух ВІЗКІВ 1 на прямолінійній ДІЛЯНЦІ 22 На фіг 1 - зображено загальний вид візка конвейєра 21 забезпечується геометрією корпуса На фіг 2 - вид зверху фіг 1 2 кожного візка 1 і контактом площини Е одного На фіг 3 - вид зверху фіг 1, варіант, якому візка з площиною Є другого візка або(в варіанті віддають перевагу виконання візка, якому віддається перевага) торців На фіг 4 - вид А фіг 1 Б і В одного візка та торців Б' і В' другого візка На фіг 5 - схема обмірів візка після зварюШихту 20 визначеної завтовшки, виготовлену за вання відомою технологією, яка складається із залізоруНа фіг 6 - схема руху ВІЗКІВ при їх експлуата 46453 дних матеріалів, вапняку, доломіту і молотого коксику, завантажують на безперервну стрічку із колосникових решіток 19 прямолінійної ділянки 22 конвейєра 21 і запалюють за допомогою горна (на фіг не показан) Під час горіння коксику в шихті 20 виділяється тепло, від якого частки шихти 20 розігріваються до температури плавлення (13001500°С) і сплавляються (спікаються) Горіння шихти 20 відбувається зверху вниз, а продукти горіння відсмоктуються вниз вакуум-камерами (на фіг не показані), що розташовані під прямолінійною ділянкою 22 конвейєра 21, нагріваючи при цьому корпус 2 візка 1 понад 320°С По краях вакуум-камер встановлені пластини 23, по яких сковзають рухомі ущільнювачі 15, розташовані в пазах 14 корпуса 2 візка 1, які перекривають підсмокт повітря крізь зазори Ж в вакуум-камери, бо при наявності зазорів Ж (та відсутності рухомих ущільнювачів 15) різко погіршується використання ексгаустера (на фіг не показан) і знижується виробність агломераційної машини За час руху ВІЗКІВ 1 з шихтою 20 по прямолінійній ДІЛЯНЦІ 22 конвейєра 21 часточки шихти 20 спікаються (сплавляються) по всій товщі шару шихти 20, а візки 1 в цей час перебувають в зоні дії продуктів горіння, що проходять вниз Продукти горіння нагрівають корпус 2 візка 1 понад 320°С При цих температурах відбувається перерозподіл внутрішніх напружень в корпусі 2 візка 1 або їх усунення в залежності від температури, до якої нагрівся корпус 2 візка 1 Причому, так як нагрівання корпуса 2 візка 1 відбувається в завантаженому стані, то корпус 2 візка 1 не може жолобитися, тобто замінювати свою форму, одержану після обробки корпуса 2, або в кращому варіанті виконання візка 1 - після зварювання корпуса 2 Після закінчення процесу виробництва агломерату готовий продукт вивантажують з конвейєра 21, а візки 1 по замкнутому кільцю конвейєра 21 повертаються на завантаження шихти 20 - і далі процес агломерації повторюється Повернення ВІЗКІВ 1 на завантаження шихти 20 відбувається поза зони дії високих температур, тому в цей відрізок часу відбувається їх охолодження Аналогічно працюють візки у конвейєрі для випалювання окатишів Приклад № 1 Виготовлення візка для агломераційної машини площею спікання 85кв м здійснюють так а) виконують складання і зварювання корпуса візка із елементів, б) механічно обробляють зварений корпус візка до заданої його геометри, в) складають візок і відправляють замовнику для експлуатації, г) в умовах експлуатації візка одночасно з виконанням технологічних операцій одержання агломерату нагрівають тонкостінний корпус візка до температури понад 320°С до = 680°С За таких температур (температури відпуска - високого відпуска) візок проходить увесь цикл виробництва агломерату, і за цей час відбувається перерозподіл або зняття внутрішніх напружень у звареному корпусі візка, про що свідчить відсутність деформацій корпуса візка при подальшій експлуатації візка Приклад № 2 Виготовлення візка за другим варіантом здійснюється так а) складання і зварювання корпуса візка здійснюють у кондукторі з пнемозатискачами, що дає можливість мінімізувати припуски на механічну обробку для одержання заданої геометрії корпуса, б) механічно обробляють корпус візка до заданої його геометрії Далі виконують операції „в", „г", що описані в прикладі № 1 Приклад № 3 Виготовлення візка здійснюється так а) механічно обробляють в розмір опорні елементи, що визначають геометрію корпуса візка, б) у кондукторі з пневмозатискачами здійснюють складання і зварювання елементів, оброблених в розмір, з рештою елементів корпуса візка, в) контролюють геометричні розміри звареного корпуса візка Далі виконують операції „в", „г", що описані в прикладі № 1 Така нова ПОСЛІДОВНІСТЬ виконання технологічних операцій при виготовленні візка, а також поєднання нагрівання його корпуса для виключення внутрішніх напружень з виконанням технологічних операцій виробництва, наприклад, агломерату при експлуатації візка дозволили усунути виконання окремої операції віброобробки чи термообробки корпуса візка після зварювання, спростили спосіб виготовлення візка, зменшили цикл виготовлення візка у порівнянні з прототипом на 28-32% •ffl ФЇГ.2 46453 б' 2 Б ш Фіг.З 6 Фіг. І Фіг.4 ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна (044) 456 - 20 - 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71
ДивитисяДодаткова інформація
Назва патенту англійськоюA method for making conveyer machine sintering carriage
Автори англійськоюYarotskyi Vitalii Hryhorovych
Назва патенту російськоюСпособ изготовления тележки конвейерной машины
Автори російськоюЯроцкий Виталий Григорьевич
МПК / Мітки
МПК: C22B 1/20, F27B 21/06, F27B 21/08
Мітки: машини, виготовлення, конвеєрної, спосіб, візка
Код посилання
<a href="https://ua.patents.su/4-46453-sposib-vigotovlennya-vizka-konveehrno-mashini.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення візка конвеєрної машини</a>
Спосіб виготовлення візка конвеєрної машини
Номер патенту: 53311
Опубліковано: 15.02.2005
Автор: Яроцький Віталій Григорович
МПК: F27B 21/06, F27B 21/08, F27B 21/00
Мітки: машини, спосіб, конвеєрної, візка, виготовлення
Формула / Реферат:
1. Пристрій очищення питної води, розміщений у водонапірній башті, що включає бак з дахом і дном та ствол, в якому знаходиться контактне завантаження, розташоване у приймальній обичайці з перфорацією у нижній частині, перегородку, крізь яку проходить трубопровід подачі вихідної води, оснащений аератором, і під якою знаходиться плаваюче фільтруюче завантаження з дренажно-розподільчою системою, який відрізняється тим, що плаваюче фільтруюче...
Спосіб виготовлення корпусу візка
Номер патенту: 66474
Опубліковано: 17.05.2004
Автор: Яроцька Ірина Віталіївна
МПК: C22B 1/16
Мітки: корпусу, візка, виготовлення, спосіб
Формула / Реферат:
1. Спосіб виготовлення корпусу візка рамної конструкції із елементів, який відрізняється тим, що корпус візка збирають з вузлів, кожний або деякі з яких складені з елементів, причому елементи між собою у вузлах та вузли між собою в корпусі з'єднують, наприклад, зварюванням, а зварювання виконують: елементів - у вузлах чи корпусі, вузлів - в корпусі.2. Спосіб за п. 1, який відрізняється тим, що зварювання елементів між собою у вузлах чи...
Рама візка конвеєрної машини
Номер патенту: 71788
Опубліковано: 15.12.2004
Автор: Яроцький Віталій Григорович
МПК: F27B 21/06
Мітки: конвеєрної, машини, візка, рама
Формула / Реферат:
1. Рама візка конвеєрної машини з боковинами, несучими балками та ребрами жорсткості, яка відрізняється тим, що принаймні одна несуча балка рами складена з елементів таким чином, що між сполученими поверхнями принаймні двох елементів створюється проміжок.2. Рама візка за п. 1, яка відрізняється тим, що проміжок виконаний між елементами несучої балки: поздовжньою стінкою та горизонтальною полицею.3. Рама візка за п. 1, яка...
Рама візка конвеєрної машини
Номер патенту: 3354
Опубліковано: 15.11.2004
Автори: Беспалов Олександр Павлович, Аніщенко Олександр Сергійович, Мінько Ігор Володимирович, Дюбін Валерій Юрійович, Яроцький Віталій Григорович, АГАРКОВ Віктор Якович, Серенко Олександр Микитович, Іванов Михайло Пилипович
МПК: F27B 21/06
Мітки: рама, візка, конвеєрної, машини
Формула / Реферат:
1. Рама візка конвеєрної машини, що містить з'єднані між собою боковини і поздовжні балки, складені принаймні з одного верхнього і одного нижнього елементів, яка відрізняється тим, що принаймні в одній балці між елементами виконаний проміжок.2. Рама за п. 1, яка відрізняється тим, що елементи з'єднані між собою зварними швами.3. Рама за п. 1, яка відрізняється тим, що проміжок виконаний між нижнім вертикальним і верхнім...
Корпус візка конвеєрної машини
Номер патенту: 64138
Опубліковано: 16.02.2004
Автори: АГАРКОВ Віктор Якович, Кошелев Олександр Володимирович, Дюбін Валерій Юрійович, Аніщенко Олександр Сергійович, Беспалов Олександр Павлович, Яроцький Віталій Григорович
МПК: F27B 21/06
Мітки: корпус, конвеєрної, візка, машини
Формула / Реферат:
1. Корпус візка конвеєрної машини, який містить боковини з отворами для кріплення роликових опор, несучі балки і стінки, що утворюють по обидва боки від осі корпусу порожнини для встановлення в них рухомих повзунів, який відрізняється тим, що в боковинах виконані вирізи, в яких, наприклад, верхня точка контуру знаходиться вище лінії центрів отворів для кріплення роликових опор, але нижче або на рівні верхньої відмітки порожнини, а нижня точка...
Попередній патент: Машина для розбирання старої та укладання нової рейкової колії /варіанти/
Наступний патент: Ступінчаста ливникова система
Випадковий патент: Сепаратор зерна пневмовібровідцентровий