Спосіб виготовлення сектора дискового вакуум-фільтра
Номер патенту: 52851
Опубліковано: 10.09.2010
Автори: Кірюханцев Володимир Михайлович, Писарев Олександр Мартинович, Ланцевич Михайло Олександрович
Формула / Реферат
1. Спосіб виготовлення сектора дискового вакуум-фільтра, який включає операції виготовлення шляхом лиття однакових складових частин сектора дискового вакуум-фільтра, кожну з яких відливають за одне ціле з подовжніми і поперечними ребрами дренувальних ґрат, порожнистим наконечником під горловину і з елементами замкового з'єднання, опорних елементів і горловини, стиковки складових частин і їх фіксації за допомогою елементів замкового з'єднання з подальшим їх скріпленням елементами кріпильного з'єднання, який відрізняється тим, що опорні елементи виконують складовими, при цьому кожну складову частину опорного елемента відливають за одне ціле з відповідними елементами складової частини сектора дискового вакуум-фільтра, стяжний елемент кріпильного з'єднання пропускають через складові частини згаданих опозитно розміщених опорних елементів, а n подовжніх ребер дренувальних ґрат виконують з вильотом усередину порожнини сектора відносно інших подовжніх ребер.
2. Спосіб виготовлення сектора дискового вакуум-фільтра за п. 1, який відрізняється тим, що вільні кінці опорних елементів виконують з елементами замкового з'єднання.
3. Спосіб виготовлення сектора дискового вакуум-фільтра за пп. 1, 2, який відрізняється тим, що виліт n опозитно розміщених подовжніх ребер дренувальних ґрат виконують з можливістю входження своїми підставами в щільний контакт між собою.
4. Спосіб виготовлення сектора дискового вакуум-фільтра за пп. 1, 2, 3, який відрізняється тим, що внутрішню поверхню порожнистого наконечника під горловину виконують рельєфною за допомогою подовжніх ребер.
5. Спосіб виготовлення сектора дискового вакуум-фільтра за пп. 1, 2, 3, 4, який відрізняється тим, що складові частини опорних елементів розміщують по периметру складової частини обода з його тильної сторони і виконують за одне ціле із згаданою частиною обода.
6. Спосіб виготовлення сектора дискового вакуум-фільтра за пп. 1, 2, 3, 4, 5, який відрізняється тим, що складові частини опорних елементів з елементами замкового з'єднання розміщують в місці перехрещення основного подовжнього ребра з поперечним і відливають за одне ціле із згаданими ребрами.
7. Спосіб виготовлення сектора дискового вакуум-фільтра за пп. 1, 2, 3, 4, 5, 6, який відрізняється тим, що як матеріал для лиття складових частин сектора вакуум-фільтра використовують полімерний матеріал.
8. Спосіб виготовлення сектора дискового вакуум-фільтра за пп. 1, 2, 3, 4, 5, 6, 7, який відрізняється тим, що обід виготовляють в поперечному перерізі С-подібної форми і обернутий своєю увігнутою стороною усередину сектора.
9. Спосіб виготовлення сектора дискового вакуум-фільтра за пп. 1, 2, 3, 4, 5, 6, 7, 8, який відрізняється тим, що ширину бічних сторін С-подібного обода виконують збільшувальною до горловини сектора дискового вакуум-фільтра.
10. Спосіб виготовлення сектора дискового вакуум-фільтра за пп. 1, 2, 3, 4, 5, 6, 7, 8, 9, який відрізняється тим, що вершини подовжніх і поперечних ребер дрена вальних ґрат розміщують в площині лицьової сторони обода.
Текст
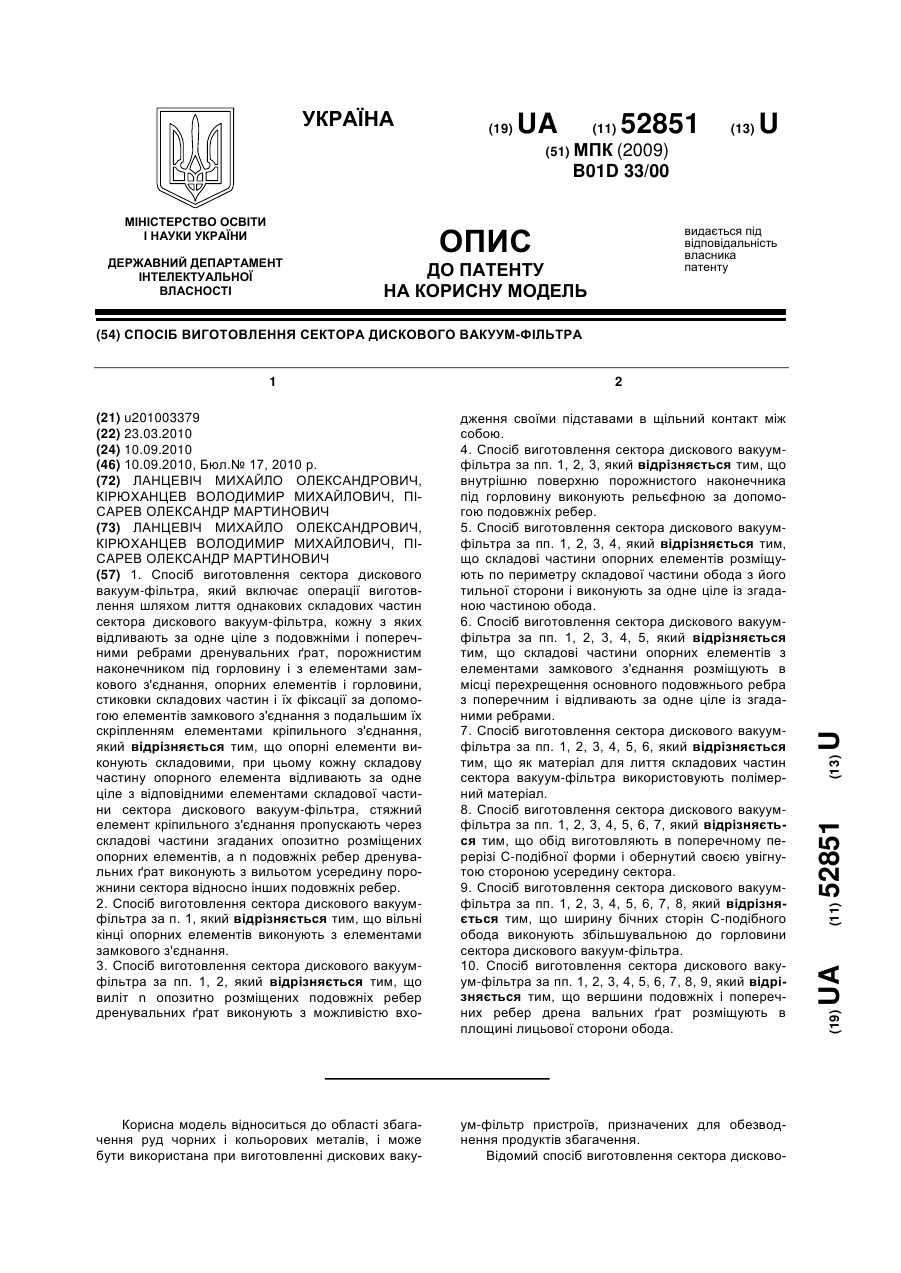
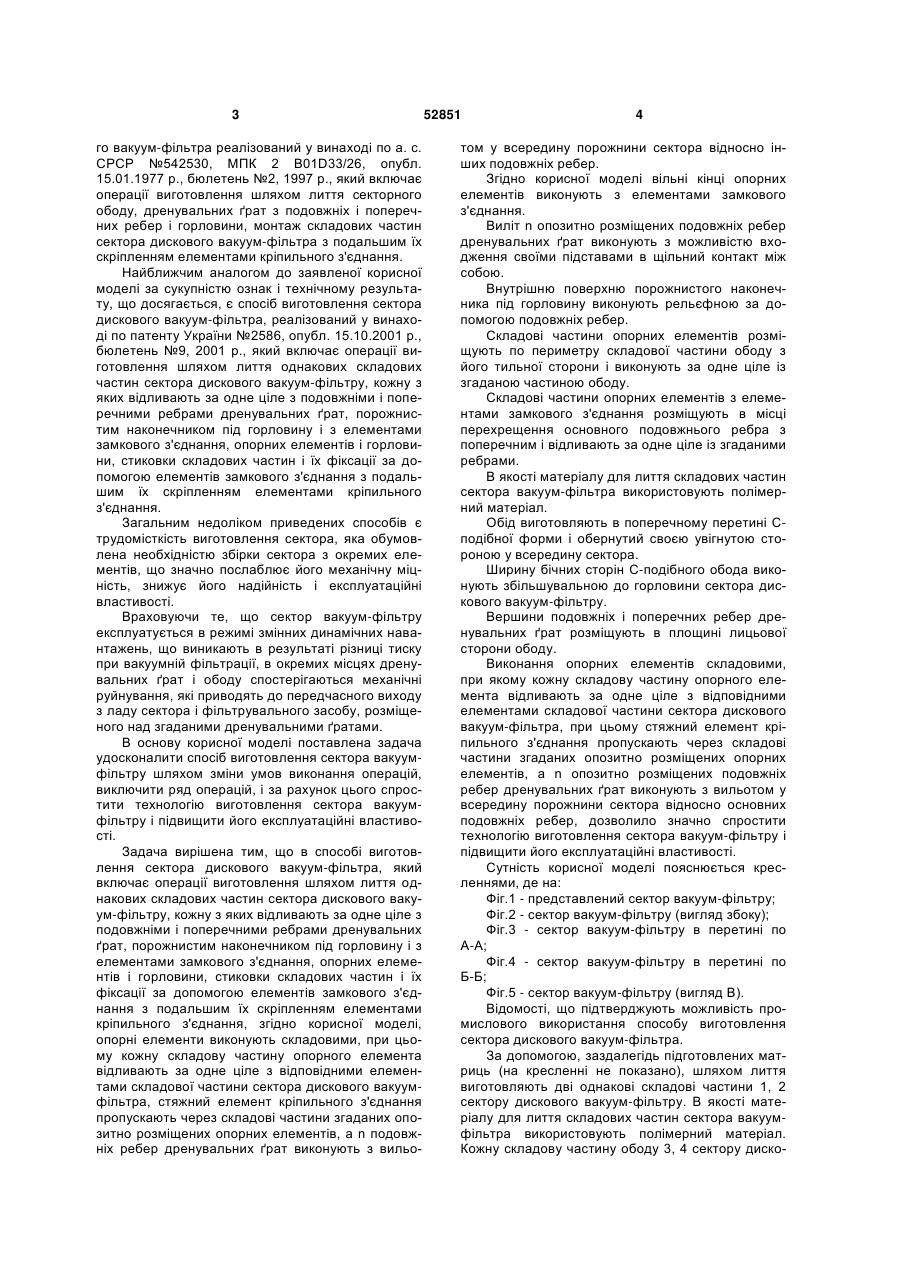
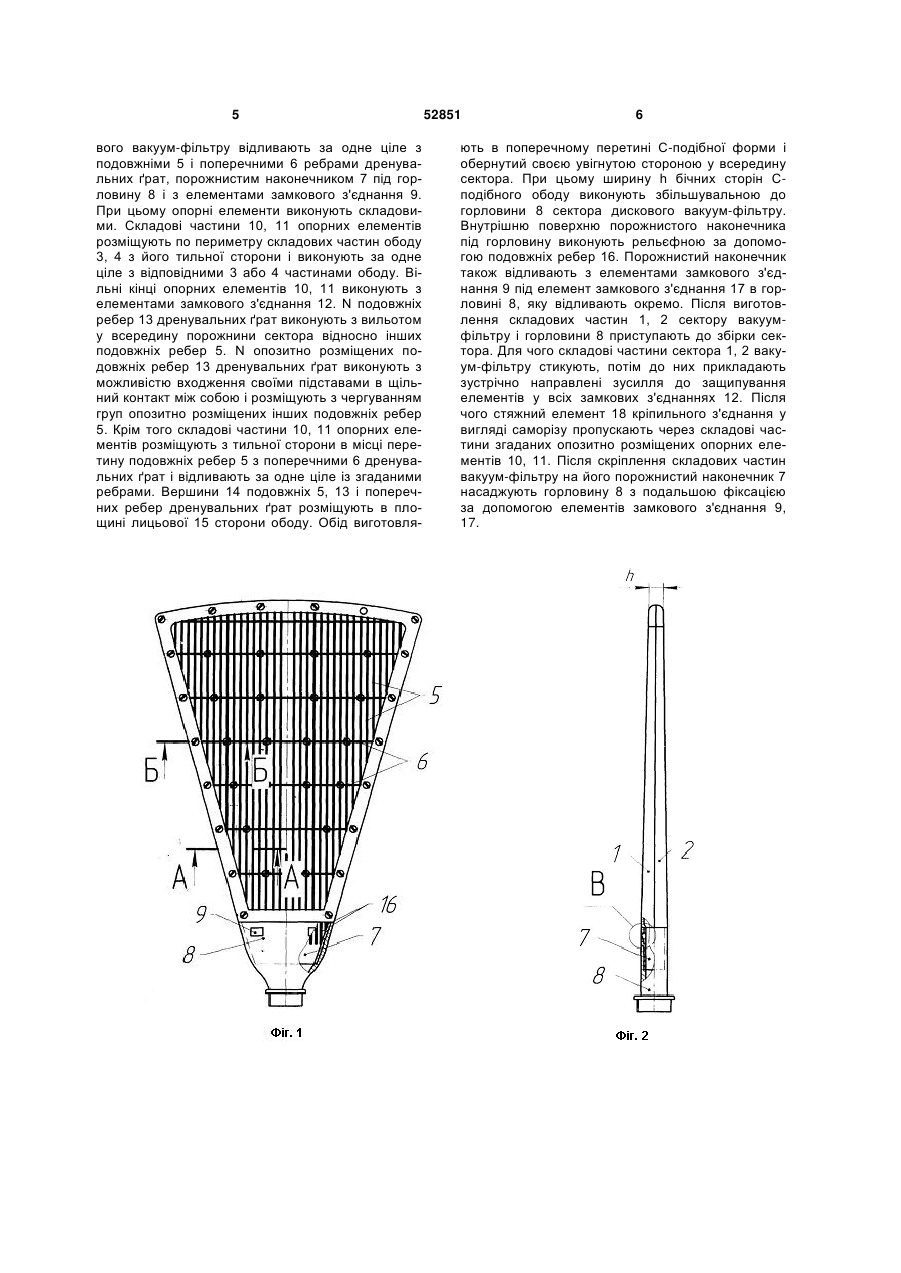
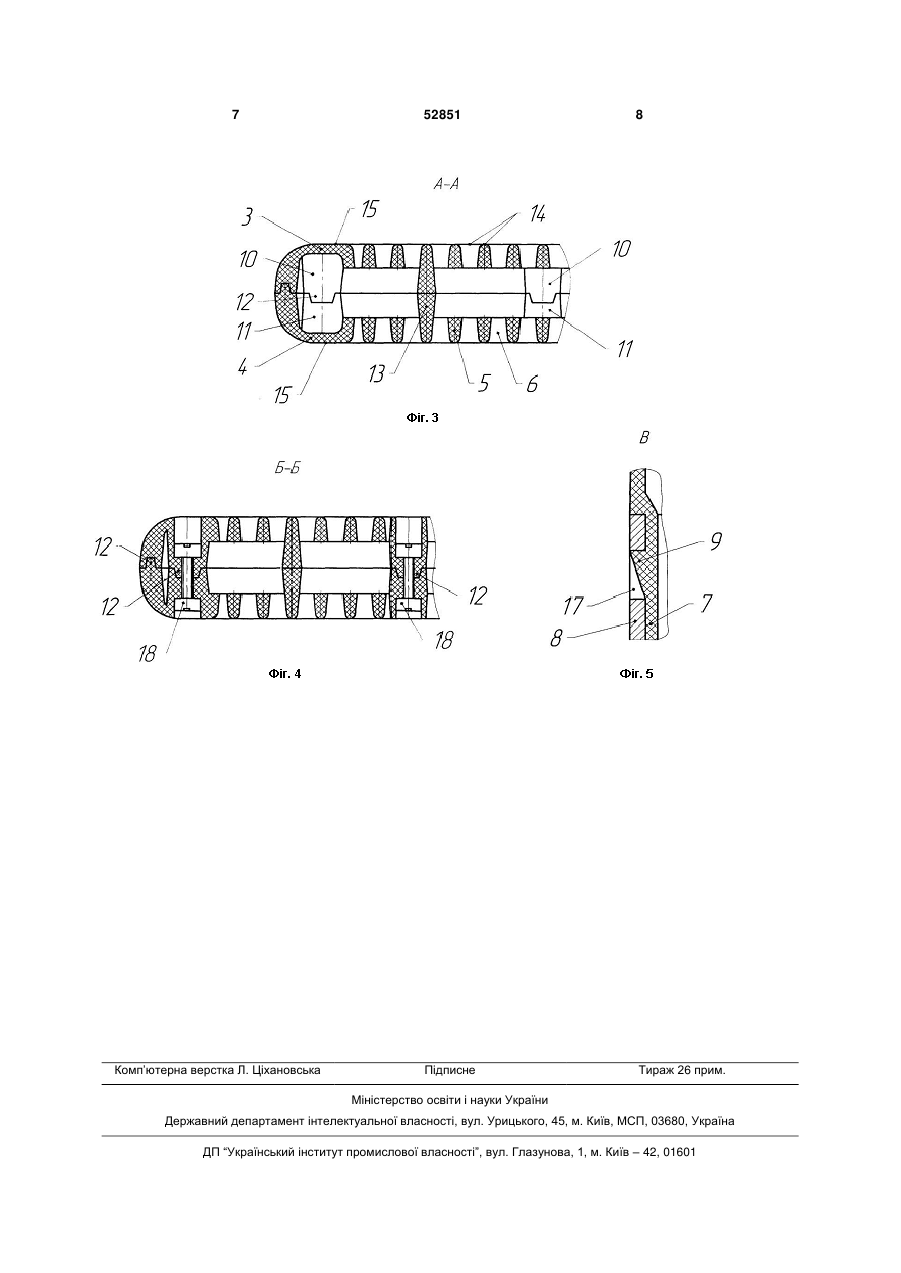
1. Спосіб виготовлення сектора дискового вакуум-фільтра, який включає операції виготовлення шляхом лиття однакових складових частин сектора дискового вакуум-фільтра, кожну з яких відливають за одне ціле з подовжніми і поперечними ребрами дренувальних ґрат, порожнистим наконечником під горловину і з елементами замкового з'єднання, опорних елементів і горловини, стиковки складових частин і їх фіксації за допомогою елементів замкового з'єднання з подальшим їх скріпленням елементами кріпильного з'єднання, який відрізняється тим, що опорні елементи виконують складовими, при цьому кожну складову частину опорного елемента відливають за одне ціле з відповідними елементами складової частини сектора дискового вакуум-фільтра, стяжний елемент кріпильного з'єднання пропускають через складові частини згаданих опозитно розміщених опорних елементів, а n подовжніх ребер дренувальних ґрат виконують з вильотом усередину порожнини сектора відносно інших подовжніх ребер. 2. Спосіб виготовлення сектора дискового вакуумфільтра за п. 1, який відрізняється тим, що вільні кінці опорних елементів виконують з елементами замкового з'єднання. 3. Спосіб виготовлення сектора дискового вакуумфільтра за пп. 1, 2, який відрізняється тим, що виліт n опозитно розміщених подовжніх ребер дренувальних ґрат виконують з можливістю вхо U 2 (19) 1 3 го вакуум-фільтра реалізований у винаході по а. с. СРСР №542530, МПК 2 B01D33/26, опубл. 15.01.1977 р., бюлетень №2, 1997 р., який включає операції виготовлення шляхом лиття секторного ободу, дренувальних ґрат з подовжніх і поперечних ребер і горловини, монтаж складових частин сектора дискового вакуум-фільтра з подальшим їх скріпленням елементами кріпильного з'єднання. Найближчим аналогом до заявленої корисної моделі за сукупністю ознак і технічному результату, що досягається, є спосіб виготовлення сектора дискового вакуум-фільтра, реалізований у винаході по патенту України №2586, опубл. 15.10.2001 р., бюлетень №9, 2001 р., який включає операції виготовлення шляхом лиття однакових складових частин сектора дискового вакуум-фільтру, кожну з яких відливають за одне ціле з подовжніми і поперечними ребрами дренувальних ґрат, порожнистим наконечником під горловину і з елементами замкового з'єднання, опорних елементів і горловини, стиковки складових частин і їх фіксації за допомогою елементів замкового з'єднання з подальшим їх скріпленням елементами кріпильного з'єднання. Загальним недоліком приведених способів є трудомісткість виготовлення сектора, яка обумовлена необхідністю збірки сектора з окремих елементів, що значно послаблює його механічну міцність, знижує його надійність і експлуатаційні властивості. Враховуючи те, що сектор вакуум-фільтру експлуатується в режимі змінних динамічних навантажень, що виникають в результаті різниці тиску при вакуумній фільтрації, в окремих місцях дренувальних ґрат і ободу спостерігаються механічні руйнування, які приводять до передчасного виходу з ладу сектора і фільтрувального засобу, розміщеного над згаданими дренувальними ґратами. В основу корисної моделі поставлена задача удосконалити спосіб виготовлення сектора вакуумфільтру шляхом зміни умов виконання операцій, виключити ряд операцій, і за рахунок цього спростити технологію виготовлення сектора вакуумфільтру і підвищити його експлуатаційні властивості. Задача вирішена тим, що в способі виготовлення сектора дискового вакуум-фільтра, який включає операції виготовлення шляхом лиття однакових складових частин сектора дискового вакуум-фільтру, кожну з яких відливають за одне ціле з подовжніми і поперечними ребрами дренувальних ґрат, порожнистим наконечником під горловину і з елементами замкового з'єднання, опорних елементів і горловини, стиковки складових частин і їх фіксації за допомогою елементів замкового з'єднання з подальшим їх скріпленням елементами кріпильного з'єднання, згідно корисної моделі, опорні елементи виконують складовими, при цьому кожну складову частину опорного елемента відливають за одне ціле з відповідними елементами складової частини сектора дискового вакуумфільтра, стяжний елемент кріпильного з'єднання пропускають через складові частини згаданих опозитно розміщених опорних елементів, а n подовжніх ребер дренувальних ґрат виконують з вильо 52851 4 том у всередину порожнини сектора відносно інших подовжніх ребер. Згідно корисної моделі вільні кінці опорних елементів виконують з елементами замкового з'єднання. Виліт n опозитно розміщених подовжніх ребер дренувальних ґрат виконують з можливістю входження своїми підставами в щільний контакт між собою. Внутрішню поверхню порожнистого наконечника під горловину виконують рельєфною за допомогою подовжніх ребер. Складові частини опорних елементів розміщують по периметру складової частини ободу з його тильної сторони і виконують за одне ціле із згаданою частиною ободу. Складові частини опорних елементів з елементами замкового з'єднання розміщують в місці перехрещення основного подовжнього ребра з поперечним і відливають за одне ціле із згаданими ребрами. В якості матеріалу для лиття складових частин сектора вакуум-фільтра використовують полімерний матеріал. Обід виготовляють в поперечному перетині Сподібної форми і обернутий своєю увігнутою стороною у всередину сектора. Ширину бічних сторін С-подібного обода виконують збільшувальною до горловини сектора дискового вакуум-фільтру. Вершини подовжніх і поперечних ребер дренувальних ґрат розміщують в площині лицьової сторони ободу. Виконання опорних елементів складовими, при якому кожну складову частину опорного елемента відливають за одне ціле з відповідними елементами складової частини сектора дискового вакуум-фільтра, при цьому стяжний елемент кріпильного з'єднання пропускають через складові частини згаданих опозитно розміщених опорних елементів, а n опозитно розміщених подовжніх ребер дренувальних ґрат виконують з вильотом у всередину порожнини сектора відносно основних подовжніх ребер, дозволило значно спростити технологію виготовлення сектора вакуум-фільтру і підвищити його експлуатаційні властивості. Сутність корисної моделі пояснюється кресленнями, де на: Фіг.1 - представлений сектор вакуум-фільтру; Фіг.2 - сектор вакуум-фільтру (вигляд збоку); Фіг.3 - сектор вакуум-фільтру в перетині по А-А; Фіг.4 - сектор вакуум-фільтру в перетині по Б-Б; Фіг.5 - сектор вакуум-фільтру (вигляд В). Відомості, що підтверджують можливість промислового використання способу виготовлення сектора дискового вакуум-фільтра. За допомогою, заздалегідь підготовлених матриць (на кресленні не показано), шляхом лиття виготовляють дві однакові складові частини 1, 2 сектору дискового вакуум-фільтру. В якості матеріалу для лиття складових частин сектора вакуумфільтра використовують полімерний матеріал. Кожну складову частину ободу 3, 4 сектору диско 5 вого вакуум-фільтру відливають за одне ціле з подовжніми 5 і поперечними 6 ребрами дренувальних ґрат, порожнистим наконечником 7 під горловину 8 і з елементами замкового з'єднання 9. При цьому опорні елементи виконують складовими. Складові частини 10, 11 опорних елементів розміщують по периметру складових частин ободу 3, 4 з його тильної сторони і виконують за одне ціле з відповідними 3 або 4 частинами ободу. Вільні кінці опорних елементів 10, 11 виконують з елементами замкового з'єднання 12. N подовжніх ребер 13 дренувальних ґрат виконують з вильотом у всередину порожнини сектора відносно інших подовжніх ребер 5. N опозитно розміщених подовжніх ребер 13 дренувальних ґрат виконують з можливістю входження своїми підставами в щільний контакт між собою і розміщують з чергуванням груп опозитно розміщених інших подовжніх ребер 5. Крім того складові частини 10, 11 опорних елементів розміщують з тильної сторони в місці перетину подовжніх ребер 5 з поперечними 6 дренувальних ґрат і відливають за одне ціле із згаданими ребрами. Вершини 14 подовжніх 5, 13 і поперечних ребер дренувальних ґрат розміщують в площині лицьової 15 сторони ободу. Обід виготовля 52851 6 ють в поперечному перетині С-подібної форми і обернутий своєю увігнутою стороною у всередину сектора. При цьому ширину h бічних сторін Сподібного ободу виконують збільшувальною до горловини 8 сектора дискового вакуум-фільтру. Внутрішню поверхню порожнистого наконечника під горловину виконують рельєфною за допомогою подовжніх ребер 16. Порожнистий наконечник також відливають з елементами замкового з'єднання 9 під елемент замкового з'єднання 17 в горловині 8, яку відливають окремо. Після виготовлення складових частин 1, 2 сектору вакуумфільтру і горловини 8 приступають до збірки сектора. Для чого складові частини сектора 1, 2 вакуум-фільтру стикують, потім до них прикладають зустрічно направлені зусилля до защипування елементів у всіх замкових з'єднаннях 12. Після чого стяжний елемент 18 кріпильного з'єднання у вигляді саморізу пропускають через складові частини згаданих опозитно розміщених опорних елементів 10, 11. Після скріплення складових частин вакуум-фільтру на його порожнистий наконечник 7 насаджують горловину 8 з подальшою фіксацією за допомогою елементів замкового з'єднання 9, 17. 7 Комп’ютерна верстка Л. Ціхановська 52851 8 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of manufacturing sector of disk vacuum filter
Автори англійськоюLantsevich Mykhailo Oleksandrovych, Kiriukhantsev Volodymyr Mykhailovych, Pisarev Oleksandr Martynovych
Назва патенту російськоюСпособ изготовления сектора дискового вакуум-фильтра
Автори російськоюЛанцевич Михаил Александрович, Кирюханцев Владимир Михайлович, Писарев Александр Мартынович
МПК / Мітки
МПК: B01D 33/00
Мітки: вакуум-фільтра, спосіб, виготовлення, сектора, дискового
Код посилання
<a href="https://ua.patents.su/4-52851-sposib-vigotovlennya-sektora-diskovogo-vakuum-filtra.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення сектора дискового вакуум-фільтра</a>
Спосіб виготовлення сектора дискового вакуум-фільтру
Номер патенту: 7239
Опубліковано: 30.06.1995
Автори: Рахманов Олександр Юхимович, Різницький Данило Левович, Бессараб Валерій Іванович, Хватов Юрій Алфейович, Журавльова Світлана Миколаївна, Чудний Віктор Савелійович
МПК: B01D 33/15
Мітки: виготовлення, спосіб, дискового, сектора, вакуум-фільтру
Формула / Реферат:
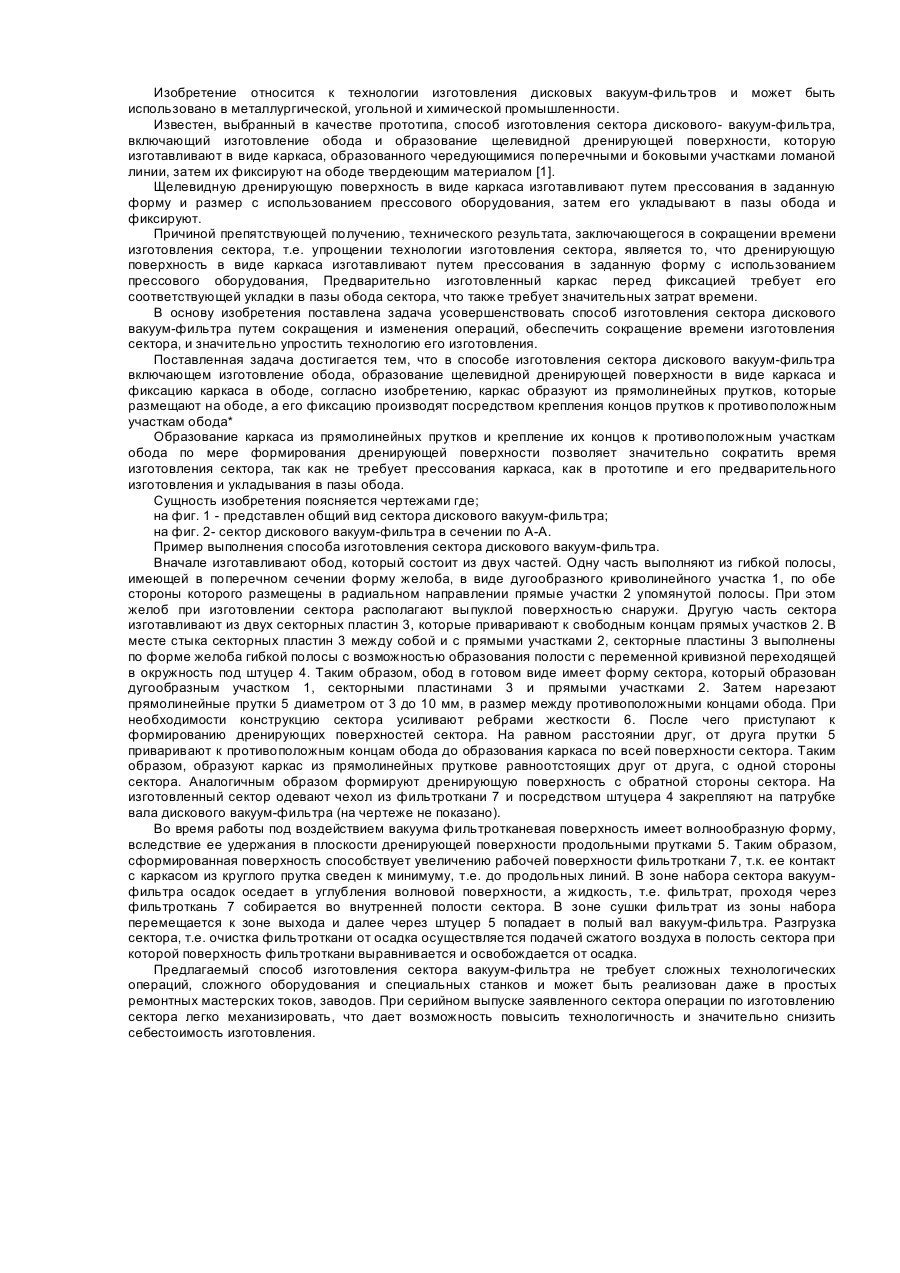
Способ изготовления сектора дискового вакуум-фильтра, включающий изготовление обода, образование щелевидной дренирующей поверхности в виде каркаса и фиксацию каркаса в ободе, отличающийся тем, что каркас образуют из прямолинейных прутков, которые размещают на ободе, а его фиксацию производят посредством крепления концов прутков к противоположным участкам обода.
Сектор дискового вакуум – фільтра
Номер патенту: 42586
Опубліковано: 15.03.2005
Автори: Ланцевич Михайло Олександрович, Андрейченко Олександр Володимирович, Кірюханцев Володимир Михайлович, Гольдберг Юрій Сергійович, Пісарєв Олександр Мартинович
МПК: B01D 33/15
Мітки: фільтра, вакуум, сектор, дискового
Формула / Реферат:
1. Сектор дискового вакуум-фільтра, що містить дві дренуючі основи у вигляді робочих ребер, які розташовані паралельно осі сектора на рівній відстані одне від одного, опорні перегородки прямокутного перерізу, які розташовані перпендикулярно осі сектора, та горловину для стоку фільтрату, який відрізняється тим, що відношення висоти робочих ребер до товщини дренуючої основи дорівнює 1:1, 5¸1:2 на периферії та 1:2¸1:2,5 біля...
Сектор дискового вакуум-фільтра
Номер патенту: 30543
Опубліковано: 15.11.2000
Автори: Омесь Микола Михайлович, Куліш Василь Якович, Спицький Анатолій Миколаєвич, Любимов Іван Михайлович, Домущєй Генадій Тимофеєвич, Нотович Григорій Ісаакович, Малий Микола Андрійович, Колос Виктор Петрович, Кєкух Анатолій Володимирович, Козенко Георгій Володимирович, Шеремет Володимир Александрович, Барковський Юрій Александрович, Нечепоренко Володимир Андрійович, Макаров Григорій Арестович, Вахтангішвілі Павел Лазарєвич, Кіковка Станіслав Вікторович
МПК: B01D 33/15
Мітки: сектор, вакуум-фільтра, дискового
Формула / Реферат:
Сектор дискового вакуум-фільтра, включаючий дренуючі основи у вигляді радіальних ребер; опору для ребер, розташовану по вісі сектора; горловину; відмінний тим, що опора для ребер виконана у вигляді нарізних поперечних перегородок, профіль яких обмежений двома дугами та дотичними до них, а ребра виконані з наскрізними отворами, при цьому здовження профілю перегородок t=t/dм=1,6-2,1; відносна відстань (поздовжній калібр) між перегородками...
Вал дискового вакуум-фільтра
Номер патенту: 2215
Опубліковано: 15.12.2003
Автори: Ланцевич Михайло Олександрович, Пісарєв Олександр Мартинович, Білоногов Володимир Тарасович
МПК: B01D 33/15
Мітки: дискового, вал, вакуум-фільтра
Формула / Реферат:
1. Вал дискового вакуум-фільтра, що містить вал з цапфами, з розміщеними по окружності і сполученими між собою подовжніми і радіальними каналами, який відрізняється тим, що вал виконаний у вигляді жорстко зв'язаних між собою центральної труби і труб, що утворюють подовжні канали, що пропущені через фланці і жорстко зафіксовані в них, і труб, що утворюють радіальні канали, що мають жорсткий зв'язок у поперечному перерізі і, з боку одного із...
Дисковий вакуум-фільтр
Номер патенту: 52848
Опубліковано: 10.09.2010
Автори: Ланцевич Михайло Олександрович, Кірюханцев Володимир Михайлович, Писарев Олександр Мартинович
МПК: B01D 33/00
Мітки: дисковий, вакуум-фільтр
Формула / Реферат:
Дисковий вакуум-фільтр, що містить ванну із суспензією, обертовий вал зі встановленими на ньому дисковими фільтрами з набору поміщених у фільтрувальну тканину секторів, складених з обода, дренувальних ґрат і вхідних патрубків, закріплених і зафіксованих на обертовому валу за допомогою ригеля із стяжною шпилькою і гайкою, розподільну головку з патрубком відведення фільтрату і приймальний засіб під твердий осад, який відрізняється тим, що в...
Попередній патент: Селекційна машина для збирання льону
Наступний патент: Система контролю витрати палива
Випадковий патент: Спосіб обробки привибійної зони газових та газоконденсатних свердловин